板式换热器维护检修规程
1、范围 (3)
2 职责.…………………………………………………………………………………3
3 管理内容………………………………………………………………………………33。1 日常维护
3。1.1 日常维护周期
3。1。2 维护内容及要求
3.2 检修周期和检修内容 (3)
3.2。1 检修周期
3.2.2检修内容
3.3 检修步骤及技术要求……………………………………………………………43.3.1 拆卸前准备
3.3.2 拆卸与检查
3.3.3…装配与检查
3。4试车与验收 (6)
3。4.1 试车
3.4.2 验收
附件一技术信息 (7)
1 结构特点
2 技术性能
附件二设备完好标准 (8)
1 零、部件完好标准
2运行性能完好标准
3技术资料完好标准
4设备及环境要求
附件三设备的维护 (8)
1 日常维护内容
2 常见故障及处理方法
附件四、检修质量标准 (9)
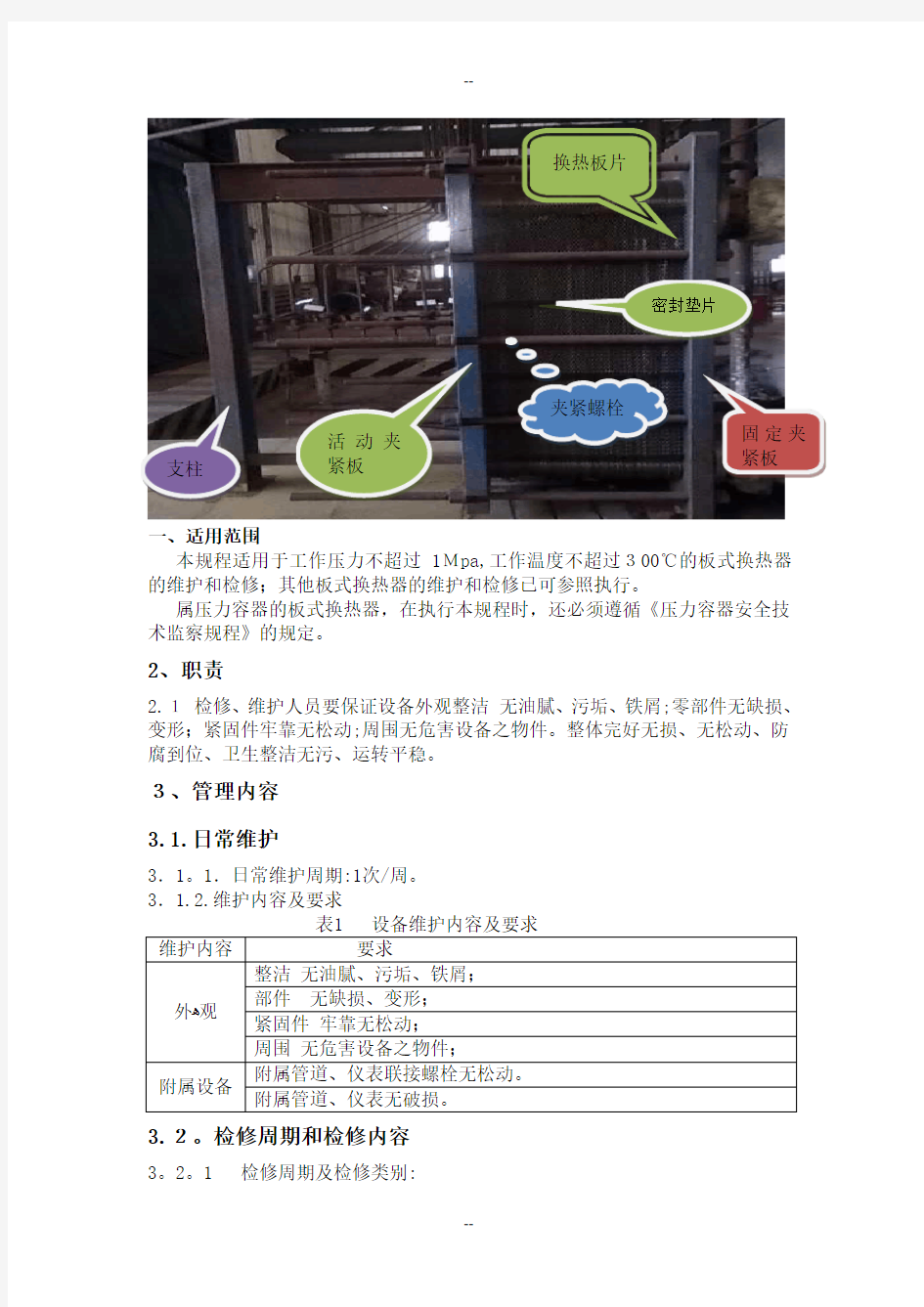
一、适用范围
本规程适用于工作压力不超过1Mpa,工作温度不超过300℃的板式换热器的维护和检修;其他板式换热器的维护和检修已可参照执行。
属压力容器的板式换热器,在执行本规程时,还必须遵循《压力容器安全技术监察规程》的规定。
2、职责
2.1 检修、维护人员要保证设备外观整洁 无油腻、污垢、铁屑;零部件无缺损、变形;紧固件牢靠无松动;周围无危害设备之物件。整体完好无损、无松动、防腐到位、卫生整洁无污、运转平稳。
3、管理内容 3.1.日常维护
3.1。1.日常维护周期:1次/周。 3.1.2.维护内容及要求
维护内容 要求
外?观
整洁 无油腻、污垢、铁屑; 部件 无缺损、变形;
紧固件 牢靠无松动; 周围 无危害设备之物件;
附属设备
附属管道、仪表联接螺栓无松动。
附属管道、仪表无破损。
3.2。检修周期和检修内容
3。2。1 检修周期及检修类别:
支柱
活动夹紧板
固定夹紧板
换热板片
夹紧螺栓
密封垫片
a、解体清洗,检查,必须时更换换热板片。
b、检查,必须时更换密封垫片。
c、检查各零、部件的附着和变形情况,必须时进行修复或更换。
d、检查,紧固地脚螺栓。
e、碳钢制板式换热器需防腐、涂漆。
3。3.检修步骤及技术要求
3.3。1拆卸前准备
3.3.1.1、人员资质及PPE要求:
烧碱分厂检修车间接到检修任务后由班长安排具有检修资质及检修能力的人员接受检修任务,检修任务开始后由生产岗位安排人员进行监护。
3.3。1.2、材料准备:
表2 主要工具、材料准备见下表(参考):
3。3。1.3清洗置换要求:
A.检修前应将设备内的进出口阀门全部关闭并置换干净,符合安全检修条件。
B.用清水清洗板片上的。
C。确保操作安全,防止引起火灾或毒害人体以及造成对环境的污染。
D.讲求经济效益,在保证上述条件的情况下,应以提高工效、降低原材料成本、
降低设备造价来提高经济效果为前提。
3。3.1。4相关票证开具准备:
前安全分析(JSA),严禁无票作业,涉及动火需要生产单位通知质检中心进行取样、化验合格,办理动火票,生产车间主任、分厂安全主管签字确认后方可作业。
3.3。1。5安全措施及要求:
所有检修人员必须按照公司标准要求穿工作服、安全鞋、戴安全帽、防护眼镜、防护面罩、防护手套等。
A、放空换热器内水、汽及物料。
B、用蒸汽吹扫换热器,降温后方可拆卸。
C、将高位换热器放置到操作台或地面上方可检修.
3.3.2 拆卸与检查
3。3。2.1各部件拆卸顺序:
要求步骤风险识
别
技术要求
安全要
求
操作要点图片备注
1、拆卸压紧板砸伤测量板束的
压紧长度尺
寸,作好记
录
做好工
作前安
全分
析,按
照分析
结果确
定防护
措施
均匀交叉
拆卸主要
螺拴
2、沿活动压紧板至固定压紧板方
向,依次拆下换热板片和密封垫片,并按照顺序编号放置,不得磕碰磕碰,划
伤
依次拆下板
片,并编号
作业时
必须带
手套,
防止划
伤
按照要求
准备好扳
手
3、更换、清洗板
片或胶垫
磕碰
不可以使用
酮类、酯类、
芳香剂等清
洗
清洗液
不接触
皮肤
不可用钢
刷等清洗
板片透法检查。
2、检查胶垫,胶套是否老化,腐蚀。
3.3。2.3换热器的清洗
在任何情况下,不得使用盐酸清洗不锈钢金属板。制备清洗液时,水中氯含
量不得超过300ppm。
A、大污垢-海藻,藤,焊渣,石子,木屑,纤维
打开换热器进行机械清洗,可用毛刷刷洗板片表面,并用水冲洗,不可用钢刷刷洗板片表面.
B、水垢-碳酸钙,硫酸钙,硅酸盐
B、1 打开换热器进行机械清洗
B、2 可以采用的化学清洗剂:硝酸,磷酸,柠檬酸,氨基磺酸最高浓度4%,最高温度60度.
C、微生物(粘质物)-细菌,原生动物,绕虫
C、1打开换热器进行机械清洗
C、2可以采用的化学清洗剂:氢氧化钠,碳酸钠浓度4%,最高温度80度.
D、沉淀物-腐蚀产物,氧化铁,泥沙,氧化铝
D、1打开换热器进行机械清洗
D、2可以采用的化学清洗剂:硝酸,磷酸,柠檬酸,氨基磺酸最高浓度4%,最高温度60度。
3。3.3装配与检查:
3。3.3.1组装时,注意流程通道孔的相对位置,不能搞错。
3.3.3.2将板片密封槽擦净,把粘合剂均匀涂在板片沟槽内,然后放上密封垫片,用平板压平,放置48小时。
3.3。3。3更换新密封垫片时,要仔细检查密封垫片的规格、尺寸和材质,并应使四个角空位置与旧密封垫片相同.
3.3.3.4装配按装卸的相反程序进行。
3.3。3.5换热器在试压、严守完毕至第一次使用前,将各夹紧螺栓在均匀紧固一次。
3.4 试压与验收
3。4、试压与验收
3.4.1试压前的准备
3.4.1.1压力试验前,各连接部位的紧固螺栓必须齐全、紧固,必须用两个量程相同并经校验的压力表,且装在便于观察的部位。
3.4。1。2压力试验场地应有可靠的安全防护设施,并应经单位技术负责人和安全部门检查认可。压力试验过程中,不得进行与实验无关的工作,无关人员不得在试验现场停留.
3.4.2试压
3.4。2.1液压试验
3.4。2.1。1液压试验的压力为最高工作压力的1.25倍.
3.4.2。1.2做水压试验时,应对两种介质的流程分别进行试验。
3.4.2.1.3将换热器进口用盲板堵死,然后注水,缓慢升压,升到实验压力后,保持30分钟,无渗漏、目测无异常响声即为合格。然后再用同样的方法进行另一
个流程试验。
3。4。2.2气密性试验
3.4.2.2。1介质毒性为极度、高度危险或不允许有微量泄漏的换热器必须做气密性试验。
3。4.2.2.2气密性试验应在液压试验合格后进行。
3。4。2.2.3试验压力为最大工作压力的1.05倍。
3.4.2。2.4试验时压力应缓慢上升,达到规定压力后,定压10分钟,用肥皂液检查,不冒气泡为合格。
3。4.3.验收
3.4.3.1检修质量符合本规程质量标准,试压合格,检修及试压
3。4.3。2投入运行24小时无异常现象,换热效果符合生产要求,可办理验收手续。
附件一、技术信息
1结构特点
1.1板式换热器结构组成
板式换热器构造图
1。2板式换热器的工作原理:板式换热器是用薄金属板压制成具有一定波纹形状的换热板片,然后叠装,用夹板、螺栓紧固而成的一种换热器。工作流体在两块板片间形成的窄小而曲折的通道中流过.冷热流体依次通过流道,中间有一隔层板片将流体分开,并通过此板片进行换热。
2. 技术参数性能
序号设备名
称
设备位
号
规格型号材质介质
容器类
别
设计温
度
设计压力
(Mpa)
备注
1板式换
热器
热水板式130℃1.0
附件二。设备完好标准
2.1零、部件完好标准
2.1.1、设备本体及各零、部件完整齐全;
2。1。2、各部连接螺栓齐全,连接紧固,无锈蚀;
2.1。3、安全防护装置齐全、稳固;
2。1。4、进、出口阀门及冷却系统管线安装整齐,标志明显,油标、油杯等齐全好用;
2.1.5、附属管线、管件油漆完整;
2.1.6、基础、底座完整,坚固;
2.2运行性能完好标准
2.2.1、运行无泄漏;
2。3 技术资料完好标准
2。3.1、维护检修规程齐全;
2.3.2、设备档案齐全,数据准确,包括:
A、试车验收资料;
B、历次检修及验收记录;
C、设备缺陷及事故情况记录;
2.4设备及环境要求
2.4.1换热器表面清洁,表面无油垢、灰尘等。
2.4.2基础和底座表面及周围无积水、废液及其它杂物等。
2.4.3阀门、管线、接头、法兰等处均无泄漏.
附件三.设备的维护及故障处理
3.1 日常维护与故障处理
3。1维护
3.1.1检查泄漏现象,并保持设备清洁。
3.1.2检查流量表、压力表和温度表等监测仪表是否灵敏、可靠。
3.1.3冬季停运时,应及时排放设备内的介质,避免冻坏设备。
3.1.4设备长期不使用时,应将拉紧螺栓放松。
3.2常见故障处理(见表2)
4。1换热板片
4。1.1换热板片应无裂纹、划痕、变形等缺陷.
4.1。2板厚不均匀偏差不超过板厚的5%。
4。1.3平板板片的平面度不大于0.5mm;伞板板片的平面度不大于1mm;板片螺栓孔距偏差为±0.3mm.
1.1.4板片周边与平面应光滑、平整,不许有捶击伤痕、折皱
和其他机械伤痕。
4。1.5板片组装不得错位,注意拆卸时的编号。
4.2密封垫片
4。2。1密封垫片材质须符合图样要求,尺寸正确,厚度均匀。4.2.2密封垫片不得有老化、断裂等缺陷.
4。3封头封头与板片接触面粗糙度Ra值不大于3。2um.
4.4装配
4.4.1压紧尺寸按下式计算:
A=n(σ+)
式中:A—压紧尺寸,mm(见图2);
n—板片数
σ—板片厚度,mm
—压紧系数(橡胶密封取0.7~0.8);
b-密封垫片厚度,mm.
4.4。2组装压紧后,上下左右平行度不大于1/1000。
4。4.3组装后,外形不应倾斜。