
◆
GHR-nAB SOP
文件编号版次A/0页次1/6
所需材料焊片所需治工具
NO.版本号条文1
A/0
全
制订部门:IE课编制:审批:
特殊特性:
上焊片治具
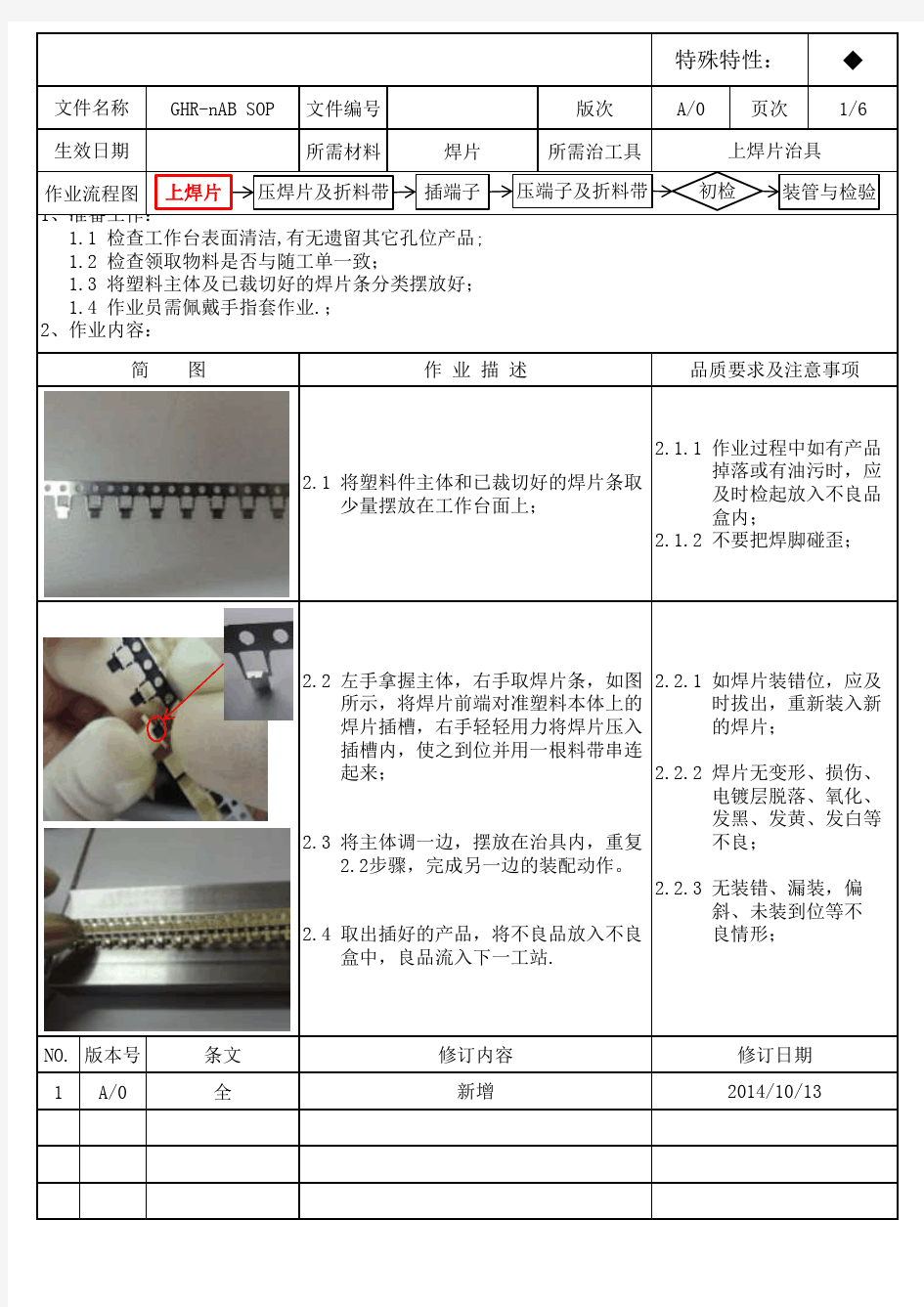
生效日期修订日期2.1 将塑料件主体和已裁切好的焊片条取
少量摆放在工作台面上;
2.1.1 作业过程中如有产品
掉落或有油污时,应
及时检起放入不良品
盒内;
2.1.2 不要把焊脚碰歪;
2.2 左手拿握主体,右手取焊片条,如图 所示,将焊片前端对准塑料本体上的 焊片插槽,右手轻轻用力将焊片压入 插槽内,使之到位并用一根料带串连 起来;
2.3 将主体调一边,摆放在治具内,重复 2.2步骤,完成另一边的装配动作。
2.4 取出插好的产品,将不良品放入不良 盒中,良品流入下一工站.
2.2.1 如焊片装错位,应及 时拔出,重新装入新 的焊片;
2.2.2 焊片无变形、损伤、 电镀层脱落、氧化、 发黑、发黄、发白等
不良;2.2.3 无装错、漏装,偏 斜、未装到位等不
良情形;文件名称作业流程图
简 图作 业 描 述
品质要求及注意事项
1、准备工作:
1.1 检查工作台表面清洁,有无遗留其它孔位产品; 1.2 检查领取物料是否与随工单一致;
1.3 将塑料主体及已裁切好的焊片条分类摆放好; 1.4 作业员需佩戴手指套作业.;2、作业内容:
2014/10/13
修订内容新增
初检压端子及折料带
插端子
上焊片装管与检验
压焊片及折料带