二板模与三板模结构和用途
请画出模具结构中双板式与三板式的结构差异,在模具设计中如何根据产品来选择用双板模还是三板模?
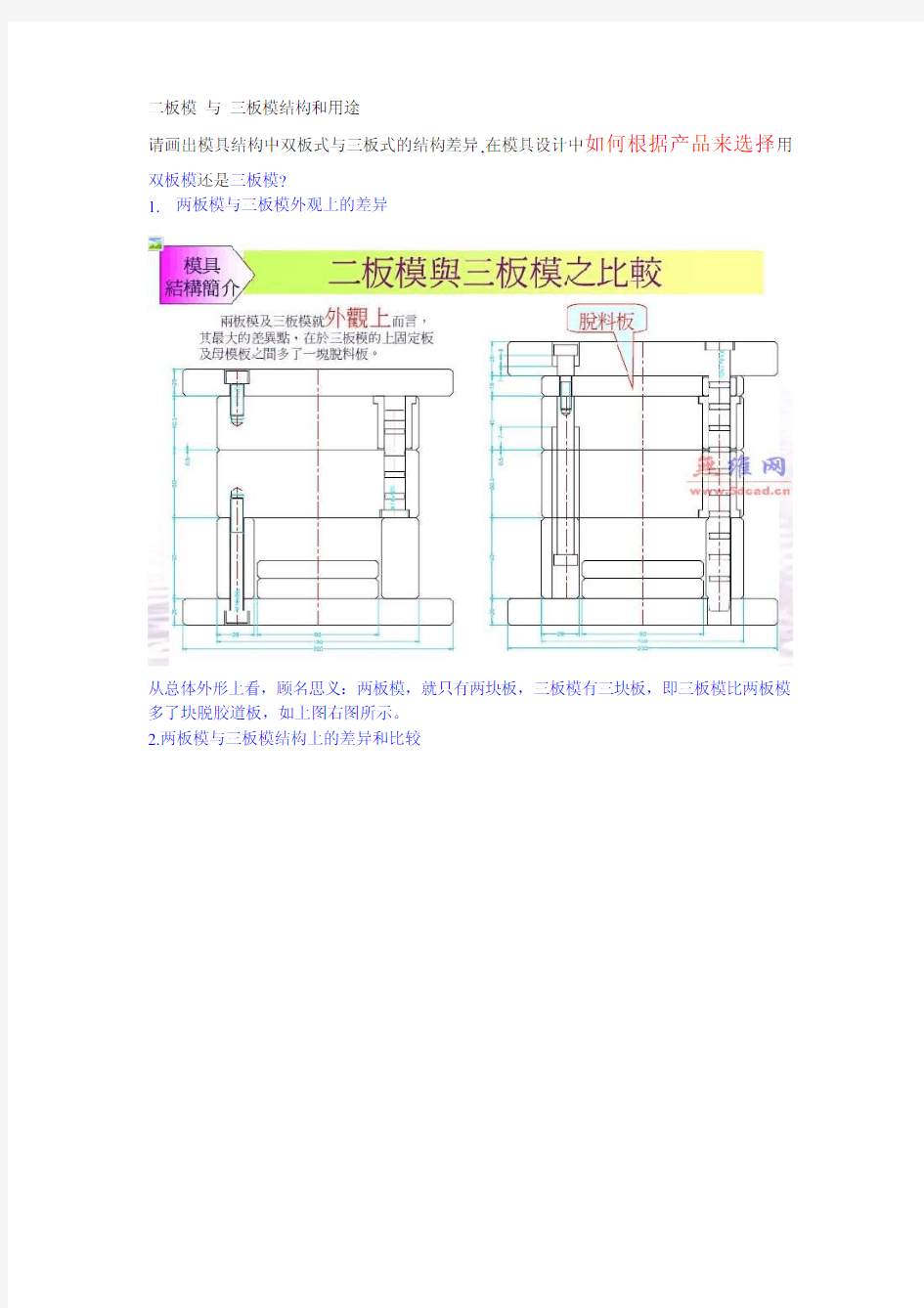
1. 两板模与三板模外观上的差异
从总体外形上看,顾名思义:两板模,就只有两块板,三板模有三块板,即三板模比两板模多了块脱胶道板,如上图右图所示。
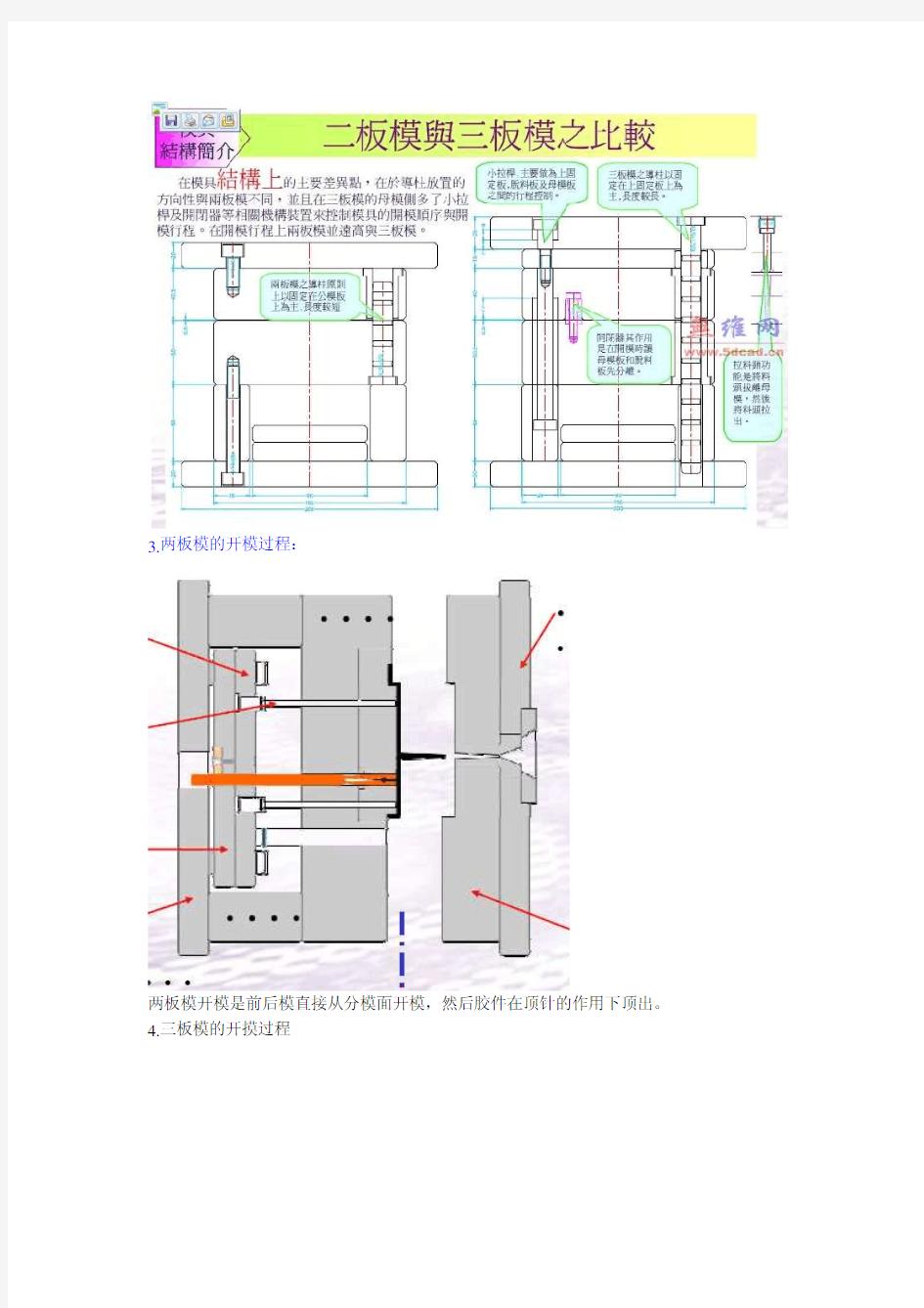
2.两板模与三板模结构上的差异和比较
3.两板模的开模过程:
4.三板模的开摸过程
三板模的开模过程为,先是脱胶道板分开后,其次前模与后模分开,再次胶件在顶针的作用下顶出。胶道板会自动从脱胶道板掉落。
5.两板模和三板模的成型和制造成本比较
相对来说,两板模的模具制造成本要比三板模的要低,但自动化程度要比三板模的要低。
6.两板模和三板模的应用:
6.1 两板模的应用:
对外观表面要求不是很严的,大水口的工件都适用于两板模,6.2 三板模的应用:
对外观表面要求高的,一般采用的浇口为:点浇口和潜伏式浇口。
7.两板模和三板模的产品应用实例:
7.1 两板模的产品应用实例
7.2 三板模的产品应用实例
----- END----
模具基本结构简介之三板模 主讲:吴会清
三板模或细水口模(3 PLATE MOLD,PIN-POINT GATE MOLD) 有两个分型面将模具分成三部分,比两板模增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以叫细水口模,这种模具相应复杂些,启动用山打螺丝或拉板。
三板模(小水口DC type)结构形式 大拉杆 上固定板 剥料板 母模板 导柱 公模板 垫块 复位杆 顶针固定板 顶针推板 下固定板 顶板导柱
三板模(小水口DC type)运动过程
典型的三板模(小水口DC type)运动过程: 开模过程:三板模有两次分型,第一次在剥料板与母模板之间,第二次在母模板与公模板之间 1.当公模侧起初受到注塑机的拉力时,公母模板之间由于装有开闭器,而剥料板 与母模板之间没有任何连结和阻碍,(多数情况下小拉杆上还装有弹簧) 这时在拉力作用下剥料板与母模板首先分开,母模板随着公模板一起向后运动,运动到设定距离时,被小拉杆限位块挡住,由于母模板随注塑机继续向后运动,这样小拉杆也被带动,它又带动剥料板运动一个设定距离,以便将料头打下.个设定距离运动完后,小拉杆和母模板都停止运动.
2.注塑机继续向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分 开.分开到设定距离时停止不动. 3.在脊杆地推动下,顶出板带动顶出机构(顶针,顶杆,斜稍etc)开始顶出运动,将 成品顶出(自动落下或由机械手取走) 合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机强制拉回. (1)在注塑机地推动下,公模侧向母模侧运动,若顶出板没有被预先拉 回,RP最先接触母模板,在反作用力下,顶出板在RP的带动下回位. (2)公模板压向母模板和剥料板,最后完全合紧,注塑机上的喷嘴与模具上 的注口衬套密合,开始注塑. 这样就完成塑料模具的整个运动周期.
1、大水口就是前模不单独分型的模具也称二板模导柱正装,而细水口则是定模有单独分型的也就是说模具不只分型一次(至少二次) 2、笼统的说大水口就是产品脱模后有水口在上面或多或少而已,细水口刚好相反! 3、大水口前模都是A板定死的细水口有简化和标准的水口出在前模 4、多一块水口推板~~ 细水口就是:比大水口多一块水口料推板. 5、大水口:需要后序手工或其他手段去除的水口。细水口:不需要后序手工或其他手段去除的水口,顶出之后产品与流道分开的水口. 6、简单的说大水口是二板模,细水口是三板模。 7、简单的说:大水口就是两板模,小水口就是三板模,两着只差一个刮料板而已。? ??? 8、细水口就是:比大水口多一块水口料推板. 9、非限性浇口(大水口):优点:充型快,压力小,补缩能力强,适用于粘度高,流动性差的塑料,压力损失少. 缺点:封浇时间长,周期慢,内应力大对塑件影响大,难切除.??限制性浇口(细水口):优点:剪切,摩擦,降粘,便于充型,纹理清晰效率周期快,减少内应力,防止变形破裂,对制品影响少,易切除. 缺点:注射压力要高补编能力小,压力降低,对热敏性塑料易分解变色,缩孔,凹陷! 10、大小水口的区别就是母模两板与三板的区别,小水口也叫三板模,点进胶方式,中间多一快脱料板,起进胶分流和分型时将料头与产品分离并从灌嘴来出,使物料自动分离。三板模比两板模多装树脂或机械开闭器,小拉杆,大拉杆(模具较小时可以不设计)脱料伴拉料钉等。前两种主要起控制开模顺序的作用,大拉杆起保护小拉杆的作用,拉料钉装在母模固定板上,拉住脱料板上的料头。 11、大水口一般都需要水口顶针的,而细水口需要拉料针.细水口是点直入水,产品取出后不需再加工;大水口一般大口直入,产品取出后还要剪水口的.大水口还分边直入和打底直入. 12、细水口三块板,也有特殊2块板的!进料口,上大下小,-1.2MM。拉料杆装上模,在上模3板中间板手拉取出料头!一般用与产品表面要求高的产品,壳体,瓶盖,齿轮等!大水口就是直进料,潜伏式,等其他类型。直进料也就上小下大,对与大的产品,1出1直进料,如大箱体,周转箱,可帖商标的壳体!大水口模,拉料杆装下模,和顶干一起顶! 两板模俗称大水口模 三板模俗称细水口模 两板模是最简单、最基本的一种形式,属于单分型面模具,而三板模比他多了个分型面(双分型面),因此结构也要复杂得多! 三板模一般胶口:三板模多为点浇口,常用于多点进胶,利于水口的分离 两板模一般胶口:两板模多为直浇口.扇型浇口等.易充模.常用于大型制件 两板模模具制造成本低,产品须后续加工 三板模模具制造成本高,产品自动分离脱落,效率高 能够用两板模达到产品要求情况下尽量用两板模,模具成本低,成型周期短,提高生产效率 两板模还减少水口料重量了,降低了成本
三板模/三板模详解/三板模计算/细水口模具 下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算.因为三板模的流道 是在一块专门的模板上,所以流道的取出就有一个专门的机构,不是象大水口那样和产品连接在一起的.下图 L2是三板模具在脱出流道时的行程;S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度; L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模,L的长度是L1+L2+15~20mm,而不是 图片上写的.网友的问题是为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间 的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出 还要加上安全距离15-20mm;至于L2可加可不加;网友问题之二是为什么要加上行位铲机插入的高度.这是因为 在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护 行位和精确定位的作用.三板模的计算同时还可以参考三板模的基本知识.
下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算. 因为三板模的流道是在一块专门的模板上,所以流道的取出就有一个专门的机构,来源:模具技术大全网。不是象大水口那样和产品连接在一起的. 下图L2是三板模具在脱出流道时的行程; S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度; L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模, L的长度是L1+L2+15~20mm,而不是图片上写的.有人会问为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出还要加上安全距离15-20mm;至于L2可加可不加;来源:模具技术大全网。 有人会问,是为什么要加上行位铲机插入的高度.这是因为在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护行位和精确定位的作用.
. 1、大水口就是前模不单独分型的模具也称二板模导柱正装,而细水口则是定模有单独分型的也就是说模具不只分型一次(至少二次) 2、笼统的说大水口就是产品脱模后有水口在上面或多或少而已,细水口刚好相反! 3、大水口前模都是A板定死的细水口有简化和标准的水口出在前模 4、多一块水口推板~~ 细水口就是:比大水口多一块水口料推板. 5、大水口:需要后序手工或其他手段去除的水口。细水口:不需要后序手工或其他手段去除的水口,顶出之后产品与流道分开的水口. 6、简单的说大水口是二板模,细水口是三板模。 7、简单的说:大水口就是两板模,小水口就是三板模,两着只差一个刮料板而已。 8、细水口就是:比大水口多一块水口料推板. 9、非限性浇口(大水口):优点:充型快,压力小,补缩能力强,适用于粘度高,流动性差的塑料,压力损失少. 缺点:封浇时间长,周期慢,内应力大对塑件影响大,难切除. 限制性浇口(细水口):优点:剪切,摩擦,降粘,便于充型,纹理清晰效率周期快,减少内应力,防止变形破裂,对制品影响少,易切除. 缺点:注射压力要高补编能力小,压力降低,对热敏性塑料易分解变色,缩孔,凹陷! 10、大小水口的区别就是母模两板与三板的区别,小水口也叫三板模,点进胶方式,中间多一快脱料板,起进胶分流和分型时将料头与产品分离并从灌嘴来出,使物料自动分离。三板模比两板模多装树脂或机械开闭器,小拉杆,大拉杆(模具较小时可以不设计)脱料伴拉料钉等。前两种主要起控制开模顺序的作用,大拉杆起保护小拉杆的作用,拉料钉装在母模固定板上,拉住脱料板上的料头。 11、大水口一般都需要水口顶针的,而细水口需要拉料针.细水口是点直入水,产品取出后不需再加工;大水口一般大口直入,产品取出后还要剪水口的.大水口还分边直入和打底直入. 12、细水口三块板,也有特殊2块板的!进料口,上大下小,0.6-1.2MM。拉料杆装上模,在上模3板中间板手拉取出料头!一般用与产品表面要求高的产品,壳体,瓶盖,齿轮等!大水口就是直进料,潜伏式,等其他类型。直进料也就上小下大,对与大的产品,1出1直进料,如大箱体,周转箱,可帖商标的壳体!大水口模,拉料杆装下模,和顶干一起顶!两板模俗称大水口模 三板模俗称细水口模 两板模是最简单、最基本的一种形式,属于单分型面模具,而三板模比他多了个分型面(双分型面),因此结构也要复杂得多! 三板模一般胶口:三板模多为点浇口,常用于多点进胶,利于水口的分离 两板模一般胶口:两板模多为直浇口.扇型浇口等.易充模.常用于大型制件 两板模模具制造成本低,产品须后续加工 三板模模具制造成本高,产品自动分离脱落,效率高 能够用两板模达到产品要求情况下尽量用两板模,模具成本低,成型周期短,提高生产效率两板模还减少水口料重量了,降低了成本 .
两板模和三板模的区别公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
请问两板模和三板模有何区别 两板模俗称大水口模 三板模俗称细水口模 1、大水口就是前模不单独分型的模具也称二板模导柱正装,而细水 口则是定模有单独分型的也就是说模具不只分型一次(至少二次)2、笼统的说大水口就是产品脱模后有水口在上面或多或少而已,细 水口刚好相反! 3、大水口前模都是A板定死的细水口有简化和标准的水口出在前模 4、多一块水口推板~~ 细水口就是:比大水口多一块水口料推板. 5、大水口:需要后序手工或其他手段去除的水口。 细水口:不需要后序手工或其他手段去除的水口,顶出之后产品与流道分开的水口. 6、简单的说大水口是二板模,细水口是三板模。 7、简单的说:大水口就是两板模,小水口就是三板模,两着只差一 个刮料板而已。? ??? 8、细水口就是:比大水口多一块水口料推板. 9、非限性浇口(大水口):优点:充型快,压力小,补缩能力强,适用于粘 度高,流动性差的塑料,压力损失少. 缺点:封浇时间长,周期慢,内应力大对塑件影响大,难切除.??限制性浇口(细水口):优点:剪切,摩擦,降粘,便于充型,纹理清晰效率周期快,减少内应力,防止变形破裂,对制品影响少,易切除. 缺点:注射压力要高补编能力小,压力降低,对热敏性塑料易分解变色,缩孔,凹陷!
10、大小水口的区别就是母模两板与三板的区别,小水口也叫三板模, 点进胶方式,中间多一快脱料板,起进胶分流和分型时将料头与产品分离并从灌嘴来出,使物料自动分离。三板模比两板模多装树脂或机械开闭器,小拉杆,大拉杆(模具较小时可以不设计)脱料伴拉料钉等。前两种主要起控制开模顺序的作用,大拉杆起保护小拉杆的作用,拉料钉装在母模固定板上,拉住脱料板上的料头。 11、大水口一般都需要水口顶针的,而细水口需要拉料针.细水口是点 直入水,产品取出后不需再加工;大水口一般大口直入,产品取出后还要剪水口的.大水口还分边直入和打底直入. 12、细水口三块板,也有特殊2块板的!进料口,上大下小,-1.2MM。 拉料杆装上模,在上模3板中间板手拉取出料头!一般用与产品表面要求高的产品,壳体,瓶盖,齿轮等!大水口就是直进料,潜伏式,等其他类型。直进料也就上小下大,对与大的产品,1出1直进料,如大箱体,周转箱,可帖商标的壳体!大水口模,拉料杆装下模,和顶干一起顶! 13、简单的说,二板摸没流道板,三板定摸有流道板. 1.二板模的二板是指前模板及后模板. 2.三板模则多一板:水口板. 前模板=定模板,即A板 后模板=动模板,即B板
三板模三板模详解三板模计算细水口模具下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算.因为三板模的流道是在一块专门的模板上,所以流道的取出就有一个专门的机构,不是象大水口那样和产品连接在一起的.下图L2是三板模具在脱出流道时的行程;S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度;L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模,L的长度是L1+L2+15~20mm,而不是图片上写的.网友的问题是为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出还要加上安全距离15-20mm;至于L2可加可不加;网友问题之二是为什么要加上行位铲机插入的高度.这是因为在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护行位和精确定位的作用.三板模的计算同时还可以参考三板模的基本知识. 下面是三板模的前模图片,这里主要是说说三板模的计算,也就是细水口模具的拉杆的计算.因为三板模的流道是在一块专门的模板上,所以流道的取出就有一个专门的机构,来源:模具技术大全
网。不是象大水口那样和产品连接在一起的.下图L2是三板模具在脱出流道时的行程;S1是斜导柱插入行位座的高度;S2是铲机头部到行位座顶部的高度;L1是流道从模具中脱落所需要的最小距离.下面是简化型三板模,L的长度是L1+L2+15~20mm,而不是图片上写的.有人会问为什么这么算,因为流道是从流道板和A板中间脱落的,所以在开模时这两板之间的距离一定要大于流道的长度,流道长度是从唧嘴的球头处到产品的进胶品处的总长度,为了可以完全脱出还要加上安全距离15-20mm;至于L2可加可不加。 有人会问,是为什么要加上行位铲机插入的高度.这是因为在模具有行位的情况下导柱一定要在铲机还没有和行位座接触的情况下就已插入导套中,这样可以起到保护行位和精确定位的作用.
请问两板模和三板模有何区别? 两板模俗称大水口模 三板模俗称细水口模 1、大水口就是前模不单独分型的模具也称二板模导柱正装,而细水口则是定模有单独 分型的也就是说模具不只分型一次(至少二次) 2、笼统的说大水口就是产品脱模后有水口在上面或多或少而已,细水口刚好相反! 3、大水口前模都是A板定死的细水口有简化和标准的水口出在前模 4、多一块水口推板~~ 细水口就是:比大水口多一块水口料推板. 5、大水口:需要后序手工或其他手段去除的水口。 细水口:不需要后序手工或其他手段去除的水口,顶出之后产品与流道分开的水口. 6、简单的说大水口是二板模,细水口是三板模。 7、简单的说:大水口就是两板模,小水口就是三板模,两着只差一个刮料板而已。 8、细水口就是:比大水口多一块水口料推板. 9、非限性浇口(大水口):优点:充型快,压力小,补缩能力强,适用于粘度高,流动性差的塑 料,压力损失少. 缺点:封浇时间长,周期慢,内应力大对塑件影响大,难切除. 限制性浇口(细水口):优点:剪切,摩擦,降粘,便于充型,纹理清晰效率周期快,减少内应力,防止变形破裂,对制品影响少,易切除. 缺点:注射压力要高补编能力小,压力降低,对热敏性塑料易分解变色,缩孔,凹陷! 10、大小水口的区别就是母模两板与三板的区别,小水口也叫三板模,点进胶方式,中 间多一快脱料板,起进胶分流和分型时将料头与产品分离并从灌嘴来出,使物料自动分离。三板模比两板模多装树脂或机械开闭器,小拉杆,大拉杆(模具较小时可以不设计)脱料伴拉料钉等。前两种主要起控制开模顺序的作用,大拉杆起保护小拉杆的作用,拉料钉装在母模固定板上,拉住脱料板上的料头。 11、大水口一般都需要水口顶针的,而细水口需要拉料针.细水口是点直入水,产品取 出后不需再加工;大水口一般大口直入,产品取出后还要剪水口的.大水口还分边直入和打底直入. 12、细水口三块板,也有特殊2块板的!进料口,上大下小,0.6-1.2MM。拉料杆装上 模,在上模3板中间板手拉取出料头!一般用与产品表面要求高的产品,壳体,瓶盖,齿轮等!大水口就是直进料,潜伏式,等其他类型。直进料也就上小下大,对与大的产品,1出1直进料,如大箱体,周转箱,可帖商标的壳体!大水口模,拉料杆装下模,和顶干一起顶! 13、简单的说,二板摸没流道板,三板定摸有流道板. 1.二板模的二板是指前模板及后模板. 2.三板模则多一板:水口板. 前模板=定模板,即A板 后模板=动模板,即B板