TEEP、OEE统计表
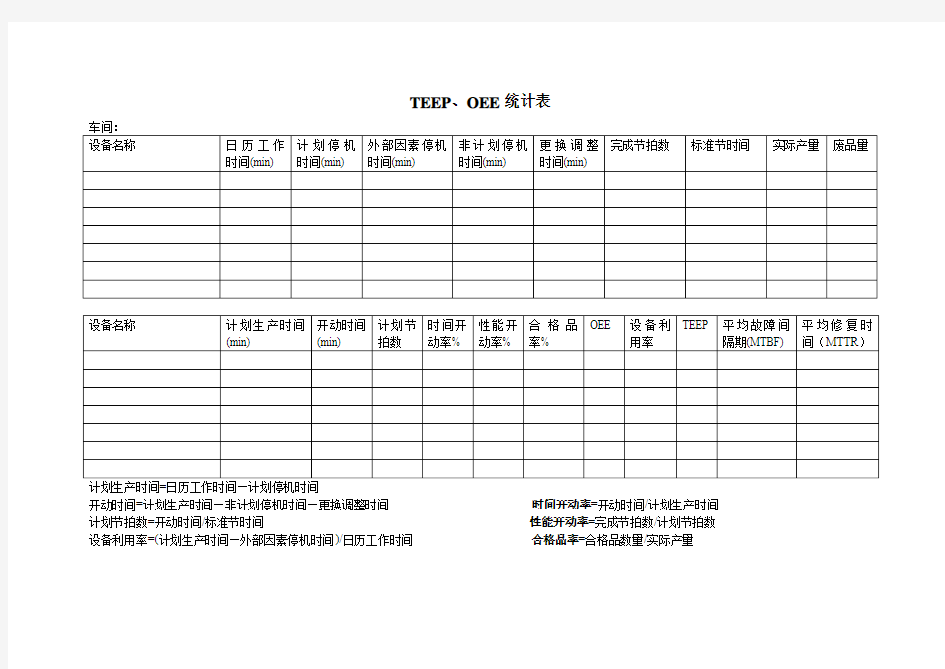
计划生产时间=日历工作时间—计划停机时间
开动时间=计划生产时间—非计划停机时间—更换调整时间时间开动率=开动时间/计划生产时间计划节拍数=开动时间/标准节时间性能开动率=完成节拍数/计划节拍数设备利用率=(计划生产时间—外部因素停机时间)/日历工作时间合格品率=合格品数量/实际产量
OEE的计算方法 OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。 1、 OEE表述和计算实例 OEE= 时间开动率×性能开动率×合格品率 其中,时间开动率 = 开动时间/负荷时间 而,负荷时间 = 日历工作时间-计划停机时间 开动时间 = 负荷时间–故障停机时间–设备调整初始化时间 性能开动率 = 净开动率×速度开动率 而,净开动率 = 加工数量×实际加工周期/开动时间 速度开动率 = 理论加工周期/实际加工周期 合格品率 = 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 OEE还有另一种表述方法,更适用于流动生产线的评估, 即 OEE= 时间开动率×性能开动率×合格品率 而,时间开动率 = 开动时间/计划利用时间 而,计划利用时间 = 日历工作时间-计划停机时间 开动时间 = 计划利用时间–非计划停机时间 性能开动率 = 完成的节拍数/计划节拍数 其中,计划节拍数 = 开动时间/标准节拍时间
Excel利用函数进行数据计算(教案) ——制作歌手大奖赛成绩统计表 (执教人:信息技术教研组王荔虹) [课题] Excel利用函数进行数据计算 [教学内容] Excel数据的函数运算 [教学对象] 1、子江中学初一(1)班。 2、对Excel有了初步的认识。 [教学目标] 知识目标:1、了解函数的定义、组成和使用方法; 2、掌握SUM、A VERAGE、MAX、MIN等几种函数的使用方法; 3、了解设置单元格格式的基本方法; 4、学会利用函数进行简单的计算。 过程与方法:通过对Excel运用公式与函数运算的对比,能够在实际运用中正确选择和使用何种方法进行数据处理。 情感目标:体验应用公式和函数解决问题的优势。,感受计算机的优势,增强学生学习计算机的兴趣。[教学重点] 掌握SUM、A VERAGE、MAX、MIN等几种函数的使用方法。 [教学难点] 1、理解函数的参数和函数参数的格式。 2、函数中的选定数据范围(包括连续和不连续)。 [教学方法] 1、创设情境法:教师创设好Excel的故事导入情境,激发学生的学习兴趣。 2、游戏讲授法:通过有趣的游戏环节,讲解Excel中什么是函数,通过故事内容中的数据让学生区分公式运算与函数运算。 3、任务驱动法:根据布置任务的具体要求,利用习得的知识经验进行迁移学习,从而达到相应的教学目标。 4、自主探究法:分小组结合书本、教师提示,自主探究、合作学习相应的教学目标。 [教学准备] 1、教师准备:提供Excel运算的辅助材料,如练习、导入材料等。 2、学生准备:课前分好小组。 3、教学环境:多媒体网络教室。 [课时] 1课时 [教学过程]
《统计学原理》常用公式汇总及计算题目分析 第三章统计整理 a) 组距=上限-下限 b) 组中值=(上限+下限)÷2 c) 缺下限开口组组中值=上限-1/2邻组组距 d) 缺上限开口组组中值=下限+1/2邻组组距 第四章综合指标 i. 相对指标 1. 结构相对指标=各组(或部分)总量/总体总量 2. 比例相对指标=总体中某一部分数值/总体中另一部分数值 3. 比较相对指标=甲单位某指标值/乙单位同类指标值 4. 强度相对指标=某种现象总量指标/另一个有联系而性质不同的 现象总量指标 5. 计划完成程度相对指标=实际数/计划数 =实际完成程度(%)/计划规定的完成程度(%) ii. 平均指标
1.简单算术平均数: 2.加权算术平均数或 iii. 变异指标 1.全距=最大标志值-最小标志值 2.标准差: 简单σ= ;加权σ= 3.标准差系数: 第五章抽样估计 1.平均误差: 重复抽样: 不重复抽样:
2.抽样极限误差 3.重复抽样条件下: 平均数抽样时必要的样本数目 成数抽样时必要的样本数目 4.不重复抽样条件下: 平均数抽样时必要的样本数目 第八章 指数分数 一、综合指数的计算与分析 ()() ()p x 2 2 2 2 x 2 p n (1)1N (2)p 1-p p 1-p (3)p 1-p μ= μ= σσ σδδ?? ?????→??→??→??→,最基本的是:若为:乘以-若不重复抽样类型抽样整为:若为群抽样: n N R r ??→??→
(1)数量指标指数 此公式的计算结果说明复杂现象总体数量指标综合变动的方向和程度。 ( - ) 此差额说明由于数量指标的变动对价值量指标影响的绝对额。 (2)质量指标指数 此公式的计算结果说明复杂现象总体质量指标综合变动的方向和程度。 ( - ) 此差额说明由于质量指标的变动对价值量指标影响的绝对额。 加权算术平均数指数= 加权调和平均数指数= (3)复杂现象总体总量指标变动的因素分析 相对数变动分析: = ×
统计学常用公式汇总 项目三 统计数据的整理与显示 组距=上限-下限 a) 组中值=(上限+下限)÷2 b) 缺下限开口组组中值=上限-邻组组距/2 c) 缺上限开口组组中值=下限+1/2邻组组距 例 按完成净产值分组(万元) 10以下 缺下限: 组中值=10—10/2=5 10—20 组中值=(10+20)/2=15 20—30 组中值=(20+30)/2=25 30—40 组中值=(30+40)/2=35 40—70 组中值=(40+70)/2=55 70以上 缺上限:组中值=70+30/2=85 项目四 统计描述 i. 相对指标 1. 结构相对指标=各组(或部分)总量/总体总量 2. 比例相对指标=总体中某一部分数值/总体中另一部分数值 3. 比较相对指标=甲单位某指标值/乙单位同类指标值 4. 动态相对指标=报告期数值/基期数值 5. 强度相对指标=某种现象总量指标/另一个有联系而性质不同的现 象总量指标 6. 计划完成程度相对指标K = 计划数 实际数 =%%计划规定的完成程度实际完成程度 7. 计划完成程度(提高率):K= %10011?++计划提高百分数实际提高百分数 计划完成程度(降低率):K= %10011?--计划提高百分数 实际提高百分数
ii. 平均指标 1.简单算术平均数: 2.加权算术平均数 或 iii. 变异指标 1. 全距=最大标志值-最小标志值 2.标准差: 简单σ= ; 加权 σ= 成数的标准差(1) p p p σ=-3.标准差系数: 项目五 时间序列的构成分析 一、平均发展水平的计算方法: (1)由总量指标动态数列计算序时平均数 ①由时期数列计算 n a a ∑= ②由时点数列计算 在连续时点数列的条件下计算(判断标志按日登记):∑ ∑=f af a 在间断时点数列的条件下计算(判断标志按月/季度/年等登记): 若间断的间隔相等,则采用“首末折半法”计算。公式为: 1 212 11 21-++++=-n a a a a a n n Λ
Excel电子表格计算公式使用方法25条公式技巧总结(2) Excel电子表格计算公式使用方法25条公式技巧总结(2) 时间:2010-04-14 11:39来源:网络作者:不详点击: 23619次 16、如何隐藏单元格中的0 单元格格式自定义0;-0;;@ 或选项》视图》零值去勾。呵呵,如果用公式就要看情况了。17、多个工作表的单元格合并计算 =Sheet1!D4+Sheet2!D4+Sheet3!D4,更好的 =SUM(Sheet1:Sheet3!D4) 18? 16、如何隐藏单元格中的0 单元格格式自定义0;-0;;@ 或选项》视图》零值去勾。呵呵,如果用公式就要看情况了。 17、多个工作表的单元格合并计算 =Sheet1!D4+Sheet2!D4+Sheet3!D4,更好的 =SUM(Sheet1:Sheet3!D4)
18、获得工作表名称 (1)、定义名称:Name =GET.DOCUMENT(88) (2)、定义名称:Path =GET.DOCUMENT(2) (3)、在A1中输入=CELL("filename")得到路径级文件名 在需要得到文件名的单元格输入 =MID(A1,FIND("*",SUBSTITUTE(A1,"","*",LEN(A1)-LEN( SUBSTITUTE(A1,"",""))))+1,LEN(A1)) (4)、自定义函数 Public Function name()
Dim filename As String filename = https://www.doczj.com/doc/089534342.html, name = filename End Function 19、如何获取一个月的最大天数 :"=DAY(DATE(2002,3,1)-1)"或"=DAY(B1-1)",B1为"2001-03-01 数据区包含某一字符的项的总和,该用什么公式 =sumif(a:a,"*"&"某一字符"&"*",数据区) 最后一行为文本: =offset($b$1,MATCH(CHAR(65535),b:b)-1,)
摘要:本文引入非设备因素停机概念,使计算得的OEE更能真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率的指标来反映。同时介绍不同情况下如何分析设备损失的PM分析流程。 企业OEE计算问题的解决 李葆文 OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。同时介绍了在不同情况下如何分析设备损失的PM分析流程。 一、OEE表述和计算实例 OEE= 时间开动率×性能开动率×合格品率[1],[4] 其中,时间开动率= 开动时间/负荷时间 而,负荷时间= 日历工作时间-计划停机时间 开动时间= 负荷时间–故障停机时间–设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间) 性能开动率= 净开动率×速度开动率 而,净开动率= 加工数量×实际加工周期/开动时间 速度开动率= 理论加工周期/实际加工周期 合格品率= 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度
量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为 0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。 计算:负荷时间= 480-20 = 460 min 开动时间= 460 – 20 – 40 = 400 min 时间开动率= 400/460 = 87% 速度开动率= 0.5/0.8 = 62.5% 净开动率= 400×0.8/400 = 80% 性能开动率= 62.5%×80% = 50% 合格品率= (400-8)/400 = 98% 于是得到OEE = 87%×50%×98% = 42.6%。有些企业还可以根据生产的实际, 用便于统计的数据来推算TPM[2]。 例2.设备负荷时间a = 100h,非计划停机10h,则实际开动时间为b = 90h;在开动时间内,计划生产c = 1000个单元产品,但实际生产了d = 900个单元;在生产的e = 900个单元中,仅有f = 800个一次合格的单元。 计算:可以简化为 OEE = (b/a)×(d/c)×(f/e)= (90/100)×(900/1000)×(800/900)= 72% OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率 而时间开动率= 开动时间/计划利用时间而,计划利用时间= 日历工作时间-计划停机时间 开动时间= 计划利用时间–非计划停机时间 性能开动率= 完成的节拍数/计划节拍数
病案室常用统计公式 治愈率%= [治愈人数(13)/出院病人数(12)] *100% 好转率%=[好转人数(14)/出院病人数(12)] *100% 病死率%=[死亡人数(16/出院病人数(12)] *100% 病床周转次数(次)=出院病人数“总计”(11)/平均开放病床数(20)病床工作日(日)=实际占用总床数(21)/平均开放病床数(20) 实际病床使用率=实际占用总床数(21)/实际开放总床数(19) 出院者平均出院日=出院者占用总床日数(22)/出院人数“总计”(11)疾病构成%=(实际数/合计总数)*100% 增减数=本次数-上次数 增减率%=(增减数/上次数)*100%
*实际开放总床日数:指年内医院各科每日夜晚12点开放病床数总和,不论该床是否被病人占用,都应计算在内。包括消毒和小修理等暂停使用的病床,超过半年的加床。不包括因病房扩建或大修而停用的病床及临时增设病床。 *实际占用总床日数:指医院各科每日夜晚12点实际占用病床数(即每日夜晚12点住院人数)总和。包括实际占用的临时加床在内。病人入院后于当晚12点前死亡或因故出院的病人, 作为实际占用床位1天进行统计,同时亦应统计“出院者占用总床日数”1天,入院及出院人数各1人。 *出院者占用总床日数:指所有出院人数的住院床日之总和。包括正常分娩、未产出院、住院经检查无病出院、未治出院及健康人进行人工流产或绝育手术后正常出院者的住院床日数。 *平均开放病床数=实际开放总床日数/本年日历日数(365)。 *病床使用率=实际占用总床日数/实际开放总床日数X100%。 *病床周转次数=出院人数/平均开放床位数。 *病床工作日=实际占用总床日数/平均开放病床数。 *出院者平均住院日=出院者占用总床日数/出院人数。 *病床周转率=每月(年)出院人数/科(院)床位数 *病床使用率是反映每天使用床位与实有床位的比率,即实际占用的总床日数与实际开放的总床日数之比。 *实际占用的总床日数应该从每天实际占床人数中累加得到,依据于各科室每日的动态报表中 *出院者占用总床日数是出院人数住院天数的总和,依据于出院病人病案中住院天数,实际占用的总床日数用来计算病床使用率和平均病床工作日 抗生素使用强度%=所有抗菌药物累计DDD数/同期收治患者人天数(<40) 住院患者抗菌药物使用率%=使用了抗菌药物的患者数/患者总数
Excel电子表格计算公式使用方法25条公式技巧总结 对于Excel表格计算公式的方法实在太多,今天就整理了一个公式大全需要对有需要的朋友有些帮助。 1、两列数据查找相同值对应的位置 =MATCH(B1,A:A,0) 2、已知公式得结果 定义名称=EVALUATE(Sheet1!C1) 已知结果得公式 定义名称=GET.CELL(6,Sheet1!C1) 3、强制换行 用Alt+Enter 4、超过15位数字输入 这个问题问的人太多了,也收起来吧。一、单元格设置为文本;二、在输入数字前先输入' 5、如果隐藏了B列,如果让它显示出来? 选中A到C列,点击右键,取消隐藏 选中A到C列,双击选中任一列宽线或改变任一列宽 将鼠标移到到AC列之间,等鼠标变为双竖线时拖动之。 6、EXCEL中行列互换 复制,选择性粘贴,选中转置,确定即可 7、Excel是怎么加密的 (1)、保存时可以的另存为>>右上角的"工具">>常规>>设置 (2)、工具>>选项>>安全性
8、关于COUNTIF COUNTIF函数只能有一个条件,如大于90,为=COUNTIF(A1:A10,">=90") 介于80与90之间需用减,为=COUNTIF(A1:A10,">80")-COUNTIF(A1:A10,">90") 9、根据身份证号提取出生日期 (1)、=IF(LEN(A1)=18,DATE(MID(A1,7,4),MID(A1,11,2),MID(A1,13,2)),IF (LEN(A1)=15,DATE(MID(A1,7,2),MID(A1,9,2),MID(A1,11,2)),"错误身份证号")) (2)、=TEXT(MID(A2,7,6+(LEN(A2)=18)*2),"#-00-00")*1 10、想在SHEET2中完全引用SHEET1输入的数据 工作组,按住Shift或Ctrl键,同时选定Sheet1、Sheet2 11、一列中不输入重复数字 [数据]--[有效性]--[自定义]--[公式] 输入=COUNTIF(A:A,A1)=1 如果要查找重复输入的数字 条件格式》公式》=COUNTIF(A:A,A5)>1》格式选红色 12、直接打开一个电子表格文件的时候打不开 “文件夹选项”-“文件类型”中找到.XLS文件,并在“高级”中确认是否有参数1%,如果没有,请手工加上 13、excel下拉菜单的实现 [数据]-[有效性]-[序列] 14、10列数据合计成一列 =SUM(OFFSET($A$1,(ROW()-2)*10+1,,10,1)) 15、查找数据公式两个(基本查找函数为VLOOKUP,MATCH) (1)、根据符合行列两个条件查找对应结果
二、常用相关分析方法及其计算 在教育与心理研究实践中,常用的相关分析方法有积差相关法、等级相关法、质量相关法,分述如下。 (一)积差相关系数 1. 积差相关系数又称积矩相关系数,是英国统计学家皮尔逊(Pearson )提出的一种计算相关系数的方法,故也称皮尔逊相关。这是一种求直线相关的基本方法。 积差相关系数记作XY r ,其计算公式为 ∑∑∑===----= n i i n i i n i i i XY Y y X x Y y X x r 1 2 1 2 1 ) ()() )(( (2-20) 式中i x 、i y 、X 、Y 、n 的意义均同前所述。 若记X x x i -=,Y y y i -=,则(2-20)式成为 Y X XY S nS xy r ∑= (2-21) 【 式中 n xy ∑称为协方差,n xy ∑的绝对值大小直观地反映了两列变量的一致性程 度。然而,由于X 变量与Y 变量具有不同测量单位,不能直接用它们的协方差 n xy ∑来表示两列变量的一致性,所以将各变量的离均差分别用各自的标准差 除,使之成为没有实际单位的标准分数,然后再求其协方差。即: ∑∑?= = )()(1Y X Y X XY S y S x n S nS xy r Y X Z Z n ∑?= 1 (2-22) 这样,两列具有不同测两单位的变量的一致性就可以测量计算。 计算积差相关系数要求变量符合以下条件:(1)两列变量都是等距的或等比的测量数据;(2)两列变量所来自的总体必须是正态的或近似正态的对称单峰分布;(3)两列变量必须具备一一对应关系。 2. 积差相关系数的计算
利用公式 (2-20)计算相关系数,应先求两列变量各自的平均数与标准差,再求离中差的乘积之和。在统计实践中,为方便使用数据库的数据格式,并利于计算机计算,一般会将(2-20)式改写为利用原始数据直接计算XY r 的公式。即: ∑∑∑∑∑∑∑---= 2 22 2) () (i i i i i i i i XY y y n x x n y x y x n r (2-23) (二)| (三)等级相关 在教育与心理研究实践中,只要条件许可,人们都乐于使用积差相关系数来度量两列变量之间的相关程度,但有时我们得到的数据不能满足积差相关系数的计算条件,此时就应使用其他相关系数。 等级相关也是一种相关分析方法。当测量得到的数据不是等距或等比数据,而是具有等级顺序的测量数据,或者得到的数据是等距或等比的测量数据,但其所来自的总体分布不是正态的,出现上述两种情况中的任何一种,都不能计算积差相关系数。这时要求两列变量或多列变量的相关,就要用等级相关的方法。 1. 斯皮尔曼(Spearman)等级相关 斯皮尔曼等级相关系数用R r 表示,它适用于两列具有等级顺序的测量数据,或总体为非正态的等距、等比数据。 斯皮尔曼等级相关的基本公式如下: ) 1(612 2--=∑n n D r R (2-24) 式中: Y X R R D -=____________对偶等级之差; n ____________对偶数据个数。 , 如不用对偶等级之差,而使用原始等级序数计算,则可用下式 )]1() 1(4[13+-+?-= ∑n n n R R n r Y X R (2-25) 式中: X R ___________X 变量的等级; Y R ____________Y 变量的等级; n ____________对偶数据个数。 (2-25)式要求∑∑=Y X R R ,∑∑=2 2Y X R R ,从而保证22Y X S S =。在观测变量中没有相同等级出现时可以保证这一条件。但是,在教育与心理研究实践中,搜集到的观测变量经常出现相同等级。在这种情况下,∑∑=Y X R R 的条件仍可得
竭诚为您提供优质文档/双击可除excel表格中如何实现计算货品的sku 篇一:excel表格中计算方法实例 excel表格中计算方法实例 excel表格中计算方法实例: 1.加法: 已知a1-a5和b1-b5两列数字,求和写于c列 方法:将鼠标定位在c1,输入=sum(a1:bi),或者插入—函数——sum,按回车键,结果就显示在c1上了,接下来按住c1的十字光标往下拖,c2、c3、c4、c5的结果也都出来了,或者鼠标定位在c1上,按复制,粘贴在c2、c3、c4、c5也行 2.乘法: 已知a1-a5和b1-b5两列数字,求积写于d列 方法:将鼠标定位在d1,输入=a1*b1,按回车键,结果就显示在d1上了,接下来按住d1的十字光标往下拖,d2、d3、d4、d5的结果也都出来了,或者鼠标定位在d1上,按复制,粘贴在d2、d3、d4、d5也行 3.除法:
已知a1-a5和b1-b5两列数字,求商写于e列 方法:将鼠标定位在e1,输入=a1/b1,按回车键,结果就显示在e1上了,接下来按住e1的十字光标往下拖,e2、e3、e4、e5的结果也都出来了,或者鼠标定位在e1上,按复制,粘贴在e2、e3、e4、e5也行 4.减法: 已知a1-a5和b1-b5两列数字,求差写于F列 方法:将鼠标定位在F1,输入=a1-b1,按回车键,结果就显示在F1上了,接下来按住F1的十字光标往下拖,F2、F3、F4、F5的结果也都出来了,或者鼠标定位在F1上,按复制,粘贴在F2、F3、F4、F5也行 求平均值: 已知a1-a5和b1-b5两列数字,求整列平均值写于第6行: 方法:将鼠标定位在a6,输入=aVeRage(a1:a5),或者:插入—函数—aVeRage(如左图填写),按回车键,结果就显示在a6上了,接下来按住a6的十字光标往右拖,b6、c6的结果也都出来了,或者鼠标定位在F1上,按复制,粘贴在b6、c6也行 如果只想求其他个别数字的平均值(不求整列)如,求a1、a3、a5三个数的平均值填于a7上,方法如下:将鼠标定位在a7,输入=aVeRage(a1,a3,a5),或者:
《统计学原理》常用公式汇总 组距=上限-下限组中值=(上限+下限)÷2 缺下限开口组组中值=上限-1/2邻组组距缺上限开口组组中值=下限+1/2邻组组距 111平均指标 1.简单算术平均数: 2.加权算术平均数 或 iii.变异指标 1.全距=最大标志值-最小标志值 2.标准差: 简单σ= ;加权σ= 3.标准差系数: 第五章抽样估计 1.平均误差:重复抽样: 不重复抽样: 2.抽样极限误差 3.重复抽样条件下:平均 数抽样时必要的样本数目 成数抽样时必要的样本数目 4.不重复抽样条件下:平均数抽样时必要的样本数目 第七章相关分析 1.相关系数 2.配合回归方程y=a+bx
3.估计标准误: 第八章指数分数一、综合指数的计算与分析 (1)数量指标指数 此公式的计算结果说明复杂现象总体数量指标综合变动的方向和程度。 ( - ) 此差额说明由于数量指标的变动对价值量指标影响的绝对额。 (2)质量指标指数 此公式的计算结果说明复杂现象总体质量指标综合变动的方向和程度。 ( - ) 此差额说明由于质量指标的变动对价值量指标影响的绝对额。 加权算术平均数指数= 加权调和平均数指数= (3)复杂现象总体总量指标变动的因素分析 相对数变动分析: = × 绝对值变动分析: - = ( - )×( - ) 第九章动态数列分析 一、平均发展水平的计算方法:
(1)由总量指标动态数列计算序时平均数 ①由时期数列计算 ②由时点数列计算 在间断时点数列的条件下计算: a.若间断的间隔相等,则采用“首末折半法”计算。公式为: b.若间断的间隔不等,则应以间隔数为权数进行加权平均计算。公式为: (2)由相对指标或平均指标动态数列计算序时平均数 基本公式为: 式中:代表相对指标或平均指标动态数列的序时平均数; 代表分子数列的序时平均数; 代表分母数列的序时平均数; 逐期增长量之和累积增长量 二. 平均增长量=─────────=───────── 逐期增长量的个数逐期增长量的个数 (1)计算平均发展速度的公式为: (2)平均增长速度的计算 平均增长速度=平均发展速度-1(100%)
如何计算工厂的整体设备效能 日本工厂设备维修保养协会的Seiichi Nakajima曾表示,对于分散式生产的制造商来说,工厂整体设备效能(以下简称OEE)如果能达到85%,就可以被公认为世界一流的。然而实际上目前并没有一个通用的工厂整体设备效能的计算方法。在进行车间的OEE 的数据处理计算时,应考虑多种因素。下面介绍的方法包含了一种计算生产线或生产流程的OEE,它也可推广用于计算整个工厂的OEE。 计算生产线或生产流程上的OEE 如果所有的机器相对于生产率和生产能力来说其贡献是相同的,那么计算生产线的OEE就简单了。但是完全均衡的生产线几乎没有,并且它也不能代表大多数工厂的真实情况。另外,大多数工厂并非都是一条笔直的生产线,其生产的产品部件能从一台机器非常和谐的传到另一台机器而且设备之间也非常谐调。实际上,一个生产流程往往是非常复杂的,生产线上的机器有些是串联关系,有些是并行工作,而且它们常常还有旁路流程。因此直接计算生产线或生产流程的OEE而不计算各单个机器的OEE是不可能的。 生产线或生产流程的OEE计算,在理论上认为整个生产线或生产流程是一个单独的机器,它理论上的生产周期等于生产流程中瓶颈机器的生产周期。例如,如果一条生产线上有三个机器,它们的生产周期分别为:3秒,2秒和4秒,则总的生产流程周期为4秒,即为瓶颈机器的生产周期。生产线作为一个整体,在4秒钟之内它只能生产一个产品。一个生产流程的关键是它要在瓶颈机器这一环节上保持一个高的可用度、生产率和优质率。 在典型的生产流程中各台机器的加工生产之间都有一定的时间冗余,如果这个时间冗余能够控制或允许一些机器短暂时间的停机,而不影响整个的生产流程,则它并不影响整个生产线或生产流程上的生产率。如果这个时间冗余不能弥补其它机器的短暂停机时间,瓶颈机器就会由于没有原料而停机或阻塞下面的流程,而不能生产出额外的资料。在所有的情形下,监控瓶颈机器的可用度和生产率,可提供一个非常好的整个生产线的生产剖面。 关于优质率,这里有两个关于生产缺陷的理论。第一个理论主张,在瓶颈机器之前,生产线上生产出了有质量缺陷的产品,只有当因这些质量缺陷导致瓶颈机器停顿(即由于缺少原料而使瓶颈机器停机)时,才称这些质量缺陷会影响到生产线和整个生产流程的产品产量。而在瓶颈机器这一环节上或它之后出现有质量缺陷的产品则肯定会影响到生产线和整个生产流程的产量。它也因此会影响优质率。 质量专家和“零概率”观念都认为,任何的质量问题都是不能接受的,并且我们应该尽力让我们的指示器显示出所有的质量缺陷,不管它们是出现在瓶颈机器这一环节之前还是之后。这种观点是正确的,但有些质量缺陷确实比另一些重要。在资源有限的情况下,应该把更加重要的质量问题放在第一位。在瓶颈机器这一环之后的质量问题要比在它之前的质量问题更严重,所以,要把瓶颈机器这一环节之后出现的质量问题放在第一位。
EXCEL表格中计算方法实例 EXCEL表格中计算方法实例: 1. 加法: 已知A1-A5和B1-B5两列数字,求和写于C列 方法:将鼠标定位在C1,输入=SUM(A1:BI),或者插入—函数——SUM,按回车键,结果就显示在C1上了,接下来按住C1的十字光标往下拖,C2、C3、C4、C5的结果也都出来了,或者鼠标定位在C1上,按复制,粘贴在C2、C3、C4、C5也行 2.乘法: 已知A1-A5和B1-B5两列数字,求积写于D列 方法:将鼠标定位在D1,输入=A1*B1,按回车键,结果就显示在D1上了,接下来按住D1的十字光标往下拖,D2、D3、D4、D5的结果也都出来了,或者鼠标定位在D1上,按复制,粘贴在D2、D3、D4、D5也行 3.除法: 已知A1-A5和B1-B5两列数字,求商写于E列 方法:将鼠标定位在E1,输入=A1/B1,按回车键,结果就显示在E1上了,接下来按住E1的十字光标往下拖,E2、E3、E4、E5的结果也都出来了,或者鼠标定位在E1上,按复制,粘贴在E2、E3、E4、E5也行 4. 减法: 已知A1-A5和B1-B5两列数字,求差写于F列
方法:将鼠标定位在F1,输入=A1-B1,按回车键,结果就显示在F1上了,接下来按住F1的十字光标往下拖,F2、F3、F4、F5的结果也都出来了,或者鼠标定位在F1上,按复制,粘贴在F2、F3、F4、F5也行 求平均值: 已知A1-A5和B1-B5两列数字,求整列平均值写于第6行: 方法:将鼠标定位在A6,输入=A VERAGE(A1:A5),或者:插入—函数—A VERAGE(如左图填写),按回车键,结果就显示在A6上了,接下来按住A6的十字光标往右拖,B6、C6的结果也都出来了,或者鼠标定位在F1上,按复制,粘贴在B6、C6也行 如果只想求其他个别数字的平均值(不求整列)如,求A1、A3、A5三个数的平均值填于A7上,方法如下: 将鼠标定位在A7,输入=A VERAGE(A1,A3,A5),或者:插入—函数—A VERAGE(如左图填写),按回车键,结果就显示在A7上了,如果按照A7的十字光标往右拖,则B7显示的是B1、B3、B5这三个数字的平均值,C7显示的是C1、C3、C5这三个数字的平均值 备注: 区域(冒号),表示对两个引用之间,包括两个引用在内的所有区域的单元格进行引用,例如,SUM(BI:D5) 联合(逗号),表示将多个引用合并为一个引用,例如,SUM(B5,B15,D5,D15)。 交叉(空格),表示产生同时隶属于两个引用的单元格区域的引用。
统计学常用公式汇总 项目三统计数据的整理与显示 组距二上限一下限 a ) 组中值=(上限+下限)* 2 b ) 缺下限开口组组中值二上限一邻组组距/2 c ) 缺上限开口组组中值二下限+1/2邻组组距 例 按完成净产值分组(万元) 10以下 10— 20 20— 30 30— 40 40— 70 70以上 缺下限:组中值=10 —10/2=5 组 中值=(10+20) /2=15 组中值 =(20+30) /2=25 组中值=(30+40) /2=35 组中值=(40+70) /2=55 缺上限:组中值=70+30/2=85 项目四统计描述 i. 相对指标 1. 结构相对指标=各组(或部分)总量/总体总量 2. 比例相对指标=总体中某一部分数值/总体中另一部分数值 3. 比较相对指标=甲单位某指标值/乙单位同类指标值 4. 动态相对指标二报告期数值/基期数值 5. 强度相对指标二某种现象总量指标/另一个有联系而性质不同的现 象总量 指标 实际数= 实际完成程度% 计划数 计划规定的完成程度% 1实际提高百分数 IK = 1计划提高百分数 ii. 平均指标 1. 简单算术平均数: 2. 加权算术平均数 6. 计划完成程度相对指标 7. 计划完成程度(提高率) 100% 计划完成程度(降低率) ,_1实际提高百分数 K= 1计划提高百分数
iii. 变异指标 1. 全距=最大标志值-最小标志值 2. 标准差:简单c = ' J : P Jp(1 P) 成数的标准差 项目五 时间序列的构成分析 、平均发展水平的计算方法: (1)由总量指标动态数列计算序时平均数 ① 由时期数列计算 ② 由时点数列计算 - a a n 在连续时点数列的条件下计算(判断标志按日登记):a 在间断时点数列的条件下计算(判断标志按月/季度/年等登记): 若间断的间隔相等,则采用“首末折半法”计算。公式为: 若间断的间隔不等,则应以间隔数为权数进行加权平均计算 (2)(选用)由相对指标或平均指标动态数列计算序时平均数 基本公式为: 式中:_c 代表相对指标或平均指标动态数列的序时平均数; a 代表分子数列的 序时平均数; b 代表分母数列的序时平均数; 3.标准差系数: a 1 a 2 2 1 a n 2an1 a 1 a 2 a ? a 3 a n 1 a n 2 公式为: 4F
常用电子表格公式 一、利用函数COUNTA统计本班的应考人数(总人数) 因为函数COUNTA可以计算出非空单元格的个数,所以我们在利用此函数时,选取本班学生名字所在单元格区域(B3~B12)作为统计对象,就可计算出本班的应考人数(总人数)。 二、利用COUNT、COUNTBLANK和COUNTIF函数分别统计各科参加考试的人数、统计各科缺考人数、统计各科各分数段的人数 我们在输入成绩时,一般情况下,缺考的人相应的科目的单元格为空就可以了,是0分的都输入0。 1、查找重复内容公式:=IF(COUNTIF(A:A,A2)>1,"重复","")。 2、用出生年月来计算年龄公式:=TRUNC((DAYS360(H6,"2009/8/30",FALSE))/360,0)。 3从输入的18位身份证号的出生年月计算公式: 格式为2012/4/21的=CONCATENATE(MID(E2,7,4),"/",MID(E2,11,2),"/",MID(E2,13,2))。格式为20120421的=CONCATENATE(MID(E4,7,4),MID(E4,11,2),MID(E4,13,2)) 4、从输入的身份证号码内让系统自动提取性别,可以输入以下公式:
=IF(LEN(C2)=15,IF(MOD(MID(C2,15,1),2)=1,"男","女"),IF(MOD(MID(C2,17,1),2)=1,"男","女"))公式内的“C2”代表的是输入身份证号码的单元格。 1、求和: =SUM(K2:K56) ——对K2到K56这一区域进行求和; 2、平均数: =AVERAGE(K2:K56) ——对K2 K56这一区域求平均数; 3、排名: =RANK(K2,K$2:K$56) ——对55名学生的成绩进行排名;或 =RANK(E2,$E$2:$E$5),但遇到同分数时排名不连续。 用下面的几个公式都可以获得中国式排名,还是以上图为例,在单元格中输入公式并向下拖: =SUMPRODUCT((D$2:D$19>D2)*(1/(COUNTIF(D$2:D$19,D$2:D $19))))+1 或下面的几个数组公式,公式输入完毕后按Ctrl+Shift+Enter结束: =SUM(IF(D$2:D$19>D2,1/COUNTIF(D$2:D$19,D$2:D$19)))+1 =SUM(--(FREQUENCY(D$2:D$19,IF(D$2:D$19>=D2,D$2:D$19))>0)) =SUM(--IF(D$2:D$19>=D2,MATCH(D$2:D$19,D$2:D$19,)=ROW( $2:$19)-1)) 4、等级: =IF(K2>=85,"优",IF(K2>=74,"良",IF(K2>=60,"及格","不及格"))) 5、学期总评: =K2*0.3+M2*0.3+N2*0.4 ——假设K列、M列和N列分别存放着学生的“平时总评”、“期中”、“期末”三项成绩; 6、最高分: =MAX(K2:K56) ——求K2到K56区域(55名学生)的最高分; 7、最低分: =MIN(K2:K56) ——求K2到K56区域(55名学生)的最低分;
一、OEE= 时间开动率×性能开动率×合格品率 .时间开动率=开动时间/负荷时间 开动时间= 负荷时间–故障停机时间–设备调整初始化时间(包括更换 产品规格、更换工装模具、更换刀具等活动所用时间) 负荷时间= 日历工作时间-计划停机时间 性能开动率= 净开动率×速度开动率 净开动率= 加工数量×实际加工周期/开动时间 速度开动率= 理论加工周期/实际加工周期 合格品率= 合格品数量/ 加工数量 在OEE公式里1.时间开动率反映了设备的时间利用情况; 2.性能开动率反映了设备的性能发挥情况; 3.而合格品率则反映了设备的有效工作情况。 反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整40min, 产品的理论加工周期为0.5min/件, 实际加工周期为0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。 计算: 1. 负荷时间= 480-20 = 460 min 开动时间= 460 – 20 – 40 = 400 min 时间开动率= 400/460 = 87% 2. 速度开动率= 0.5/0.8 = 62.5% 净开动率= 400×0.8/400 = 80% 性能开动率= 62.5%×80% = 50% 3. 合格品率= (400-8)/400 = 98% 于是得到OEE = 87%×50%×98% = 42.6%。 有些企业还可以根据生产的实际, 用便于统计的数据来推算TPM。 二、OEE= 时间开动率×性能开动率×合格品率(更适用于流动生产线的评估) 时间开动率= 开动时间/计划利用时间, 计划利用时间= 日历工作时间-计划停机时间 开动时间= 计划利用时间–非计划停机时间 性能开动率 = 完成的节拍数/计划节拍数 例2.设备负荷时间a = 100h,非计划停机10h,则实际开动时间为b = 90h;在开动时间内,计划生产c = 1000个单元产品,但实际生产了d = 900个单元;在生产的e = 900个单元中,仅有f = 800个一次合格的单元。 计算:可以简化为OEE = (b/a)×(d/c)×(f/e)= (90/100)×(900/1000)×(800/900)= 72%
Excel函数计算第几周的方法 第一,excel计算第几周的方法 excel计算第几周,一般是根据指定的任意日期判断所属日位于本年中的周数。 具体如下面的截图:A2单元格是任意一个日期,在B2单元格用excel计算第几周。 如果一周开始于星期一:=weeknum(date,2),反之一周从星期日开始计算:=weeknu m(date,1)。 用excel函数第几周总结两种方法: 第一,B2单元格公式:=WEEKNUM(A2,1) 第二,B2单元格公式:=INT(((A2-VALUE(YEAR(A2)&-1&-1))+WEEKDAY(VALUE(YEA R(A2)&-1&-1))-1)/7)+1 如果是计算当天处于本年的第几周,可以用公式:=WEEKDAY(TODAY())。 第二,excel计算第几周对应的日期范围从几月几日到几月几日 excel函数第几周对应日期范围解法一: B4单元格开始日期的公式为:=MAX(DATE(B1,1,1),DATE(B1,1,1)-WEEKDAY(DATE(B 1,1,1),2)+(B2-1)*7+1) 解释:用当年1月1日上一周的周日加上(n-1)*7+1天,并用MAX将下限设置为1月1日。 B5单元格结束日期的公式为:=MIN(DATE(B1+1,1,0),DATE(B1,1,1)-WEEKDAY(DATE (B1,1,1),2)+B2*7) excel函数第几周对应日期范围解法二:
开始日期:=(B1&-1)-WEEKDAY(B1&-1,2)+B2*7-6 结束日期:=(B1&-1)-WEEKDAY(B1&-1,2)+B2*7
OEE=时间开动率×性能开动率×合格品率 其中,时间开动率 = 开动时间/负荷时间 而,负荷时间 = 日历工作时间-计划停机时间 开动时间 = 负荷时间□故障停机时间□设备调整初始化时间(包括更换产品规格、更换工装模具、更换刀具等活动所用时间) 性能开动率 = 净开动率×速度开动率 而,净开动率 = 加工数量×实际加工周期/开动时间 速度开动率 = 理论加工周期/实际加工周期 合格品率 = 合格品数量/ 加工数量 在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。 例1: 设某设备1天工作时间为8h, 班前计划停机20min, 故障停机20min, 更换产品型号设备调整4 0min, 产品的理论加工周期为0.5min/件, 实际加工周期为0.8min/件, 一天共加工产品400件, 有8件废品, 求这台设备的OEE。 计算:负荷时间 = 480-20 = 460 min 开动时间 = 460-20-40 = 400 min 时间开动率 = 400/460 = 87% 速度开动率 = 0.5/0.8 = 62.5% 净开动率 = 400×0.8/400 = 80% 性能开动率 = 62.5%×80% = 50% 合格品率 = (400-8)/400 = 98% 于是得到 OEE = 87%×50%×98% = 42.6%。有些企业还可以根据生产的实际, 用便于统计的数据来推算TP M[2]。 例2.设备负荷时间a=100h,非计划停机10h,则实际开动时间为b=90h;在开动时间内,计划生产c =1000个单元产品,但实际生产了d=900个单元;在生产的e=900个单元中,仅有f=800个一次合格的单元。 计算:可以简化为