图
2.2.1
飞剪机构的设计
一、 设计内容 1、工艺要求
1.1剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.05
1.2 两种钢板定尺(长度)L=1m; 0.65m ;1.3 剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰);
1.4 剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε] 2、给定参数
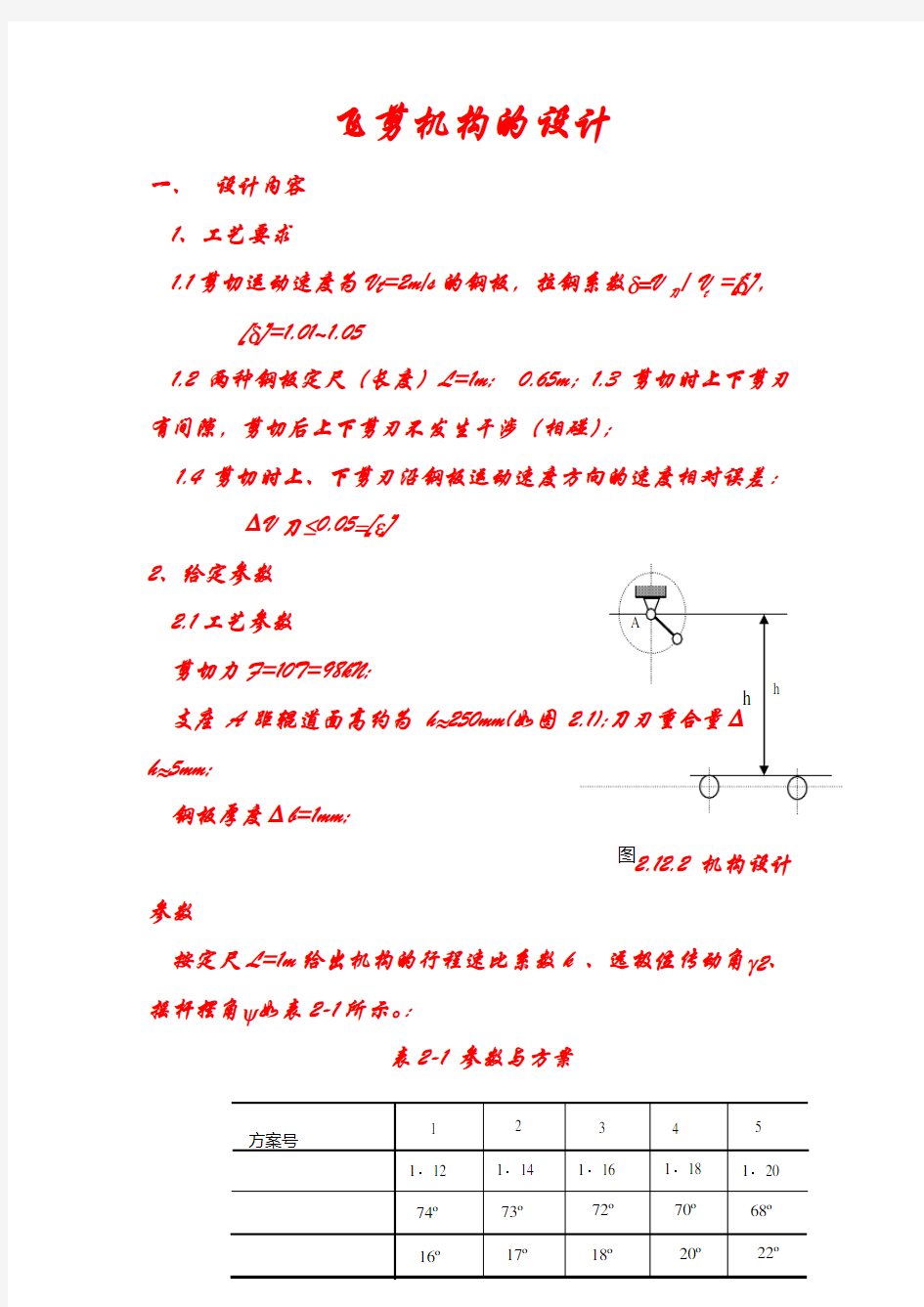
2.1工艺参数 剪切力F=10T=98kN;
支座A 距辊道面高约为 h ≈250mm(如图h ≈5mm;
钢板厚度Δb=1mm; 2.12.2机构设计
参数
按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。:
表2-1 参数与方案
3、具体内容
3.1根据工艺要求制定机构方案,定性比较各方案的优、劣; 3.2设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.3根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹;
3.4进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 4、对剪机运动的要求:
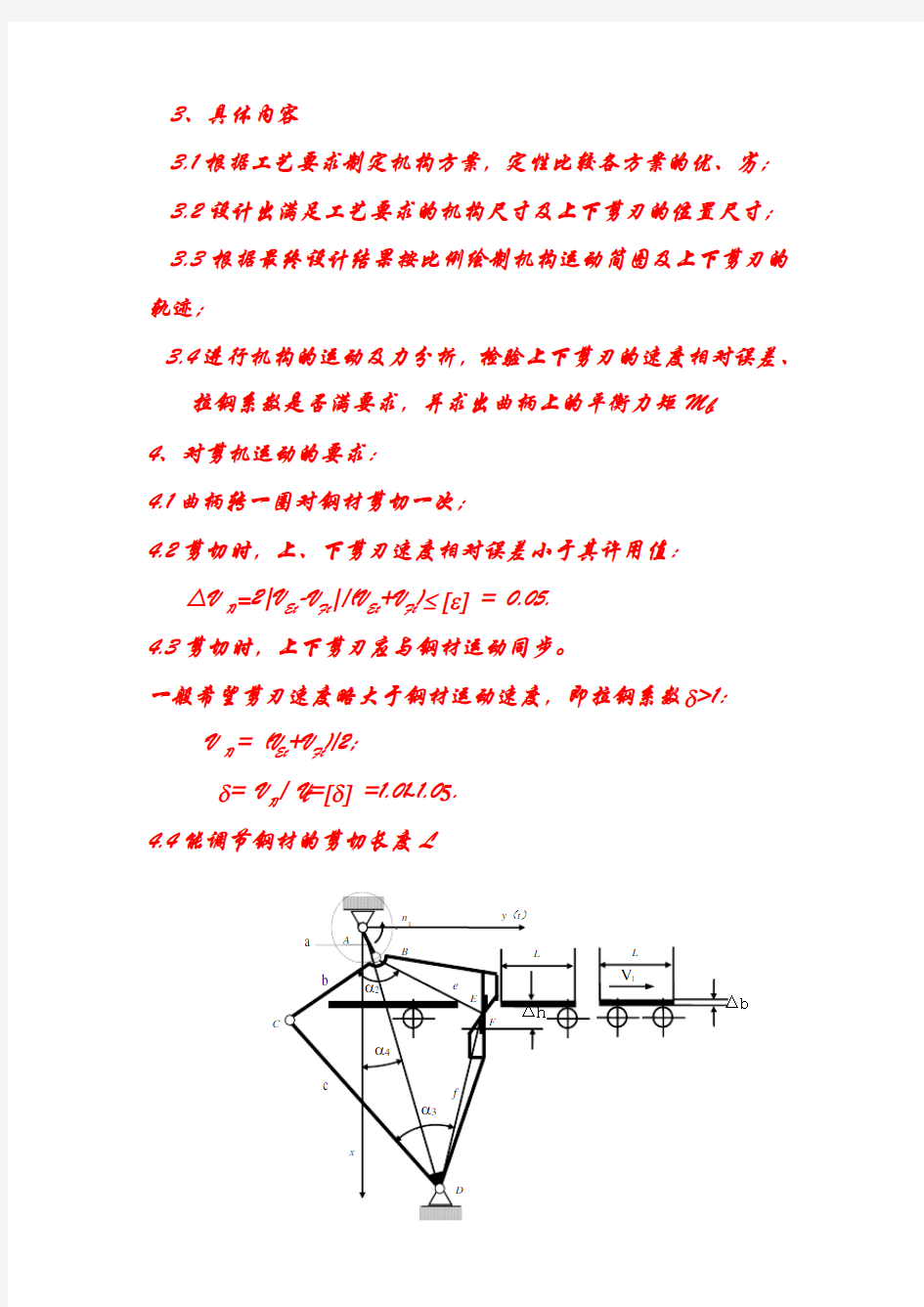
4.1曲柄转一圈对钢材剪切一次;
4.2剪切时,上、下剪刃速度相对误差小于其许用值:
△V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 4.3剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2; δ= V 刀/ V t =[δ] =1.01~1.05. 4.4能调节钢材的剪切长度L
C b
5、设定参数
5.1工艺参数
剪切力F=10T=98kN 支座A距辊道面高约为h ≈250mm
刀刃重合量Δh≈5mm 钢板厚度Δb=1mm
5.2机构设计参数
按定尺L=1m给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。
6、机构的型综合
首先对工艺要求进行分析,把工艺要求变换为对机构运动的要求,然后根据对机构的动作要求进行型综合。
6.1工艺对机构的动作要求:
(1)为完成剪切,上下剪刃应完成相对分合运动;
(2)为剪切运动中的钢材,上下剪刃在完成相对分合运动的同时还应有沿钢材方向的运动;
(3)根据以上要求可知,上下剪刃运动轨迹之一应为封闭曲线(如图6.1 a、b、c)所示。图3 d上下刀刃均为非封闭曲线,使得飞剪在空行程中沿钢材运动方向逆向剪切,这是不允许的。
6.2机构型综合的方法及一般原则
(1)固定一个构件为机架,可得到一个全铰链机构。 (2)可用移动副直接代替转动副而得到带有移动副的机构。 (3)具有两个转动副的一个构件可变换成一个高副。
(4)最简单机构原则。首先采用最简单的运动链进行机构综合,不满足要求时才采用较复杂的运动链。
(5)最低级别机构原则。一般采用多元连杆为机架不易得到高级别机构。
(6)不出现无功能结构原则。
(7)最低成本原则。加工易难及加工成本按如下顺序递增:
转动副、移动副、高副。 (8)最符合工艺要求原则。 对比分析
二、 计算
1.四杆机构的相对尺寸设计
图 6.1
a)
b)
c)
d)
已知参数:k, γ2, ψ.计算机构的相对尺寸a 0 ,b 0 ,c 0 , d 0=1.
2.四杆机构的绝对尺寸2.1曲柄半径a 剪切钢板一次所需的时间t : t=L/V t (s)
曲柄的转速n 1和角速度ω1:若曲柄销的速度为V B ,则曲柄半径a 为:a=V B /ω1.
设:k 1=v B /v 刀 (k 1为曲柄销B 点的速度与刀刃平均速度之比) V B =k 1V 刀=k 1[δ]V t . 由此得到:
a=k 1 [δ]V t /ω1,
或 a=k 1 [δ]L/(2π) (2)
初步设计时k 1可任选。(*机构初步设计完成后再重新确定k 1) 2.2 计算 四杆机构的绝对尺寸
相对尺寸为:a 0 , b 0 ,c 0 ,d 0 。绝对尺寸为:a ,b ,c ,d:
C
求比例尺μL =a/a 0。得绝对尺寸:a=μL a 0, b=μL b 0, c=μL c 0, d=μL 。 3.刀刃位置确定
如图( )所示,取机架角α4=10?~30?且使曲柄与机架共线的机
构位置来确定刀刃位置尺寸,这是考虑到:可得到刀刃重合量Δh ,且此时有v Ft ≈v Et (此时连杆的绝对瞬心在D 点且有ω2=ω3)。若计算出f 、α3、e 、α2,即确定了刀刃F 、E 的位置。
f=dcos α4-h (3)
e={(f-Δh)2+(d-a) 2-2(f-Δh)(d-a)cos α4}0.5. (4) 初步计算α3、α2:
α3=α4+Δα。
Δα由ΔBCD 按余弦定理求出。α3求出后可由ΔBDE 和ΔBDF 求出L CE 、L CF 。然后由ΔBCE 按余弦定理求出α2。 注意到点E 、F 应满足重合(剪切),即L CE =L CF 。故令
L CEF =(L CE +L CF )/2 (5)
按长度L CEF 及尺寸b,e,c,f 重新计算a 2*、 a *3 4.剪切角?1(0)的确定:
剪切角?1(0)即剪切时所对应的曲柄转角。由图 ( )知:
?1(0)=α4-∠DAB.
∠DAB 由ΔADB 按余弦定理求解。长度L BD 由ΔBE (F )D 求得,ΔBED 的角
δ=∠BEC+∠DEC 。∠BEC 、∠DEC 分别由ΔBEC 、ΔDEC 按余弦定理求解。
5.调整上下刀刃水平速度误差
当曲柄转角?1=?1(0)时飞剪对钢材进行剪切。此时若上、下刀刃E 、F 沿钢材方向的速度误差太大,则出现倾斜的钢材切口,甚至不能切断钢材。因此必需调整某参数以控制上、下刀刃的速度误差。上、下刀刃的速度可写成如下矢量方程:
V E =V C +V EC
V F =V C +V FC 若V EC 、V FC 垂直于钢材运动方向(即CE (F )线与钢材运动方向平行),则其在钢材运动方向的分量为零,V E 、V F 沿钢材的分量即V C 沿钢材的分速度而相等。故计算CE (F )的位置角?E ,再使整个机构沿顺时针转动以使CE (F )线与钢材运动方向平行。即调整机架倾角a 4使上、下刀刃的速度误差为零。 先对机构进行运动分析求出?2角(参考《机械原理》p29~p30),再由矢量多边形方程BE=BC+CE 由下式求?E 角: tan =[esin()-bsin]/[ecos()-bcos] (6)
?φ E = φ E -90? (7)
?φ E 即整个机构沿顺时针转动的角度。按下式计算机构转动后的机架倾角和各构件的位置角:
α*4 = α4 - ?φ E φ(0)*1 = φ(0)1 - ?φ E φ*2 = φ2 - ?φ E φ*3 = φ3 - ?φ E
6,调整刀刃与钢材运动速度同步
先进行运动分析求出ω2、 ω3,再由矢量方程 AE=AB+BE 求上、下刀刃沿钢材方向的速度分量V Et =y E '、V Ft =y F '(机构的运动分析参考《机械原理》p29~p30)。求出上、下刀刃沿钢材方向的平均速度V 刀及拉钢系数δ:
V
刀
=(
V Et + V Ft
)/2
(8)
δ= V 刀/ V t
(9)
一般δ≠[δ],即上、下刀的速度不满足预先选定的拉钢系数要求。由于曲柄转速不能调整故应调整曲柄半径。初定曲柄半径a 时公式中的k 1(为曲柄销B 点的速度与刀刃平均速度之比)是任意选定的,故应按下式计算出实际的k 1*值后重新计算曲柄半径a * :
k 1* =a ω1/ V 刀, (10) a *=k 1* [δ]V t /ω1,
或 a * =k 1* [δ]L/(2π) (11) 为保证原始给定参数γ2、k 、ψ不变,各长度尺寸应作如下调整: b=, c=d=e=f=
由此得到满足给定设计要求的机构尺寸为带*的参数,其剪切角为φ(0)*1。
7,求曲柄的平衡力矩M b
如图8所示, M b ω1-F c V Ex +F c V Fx =0
M b =F c (V Ex -V Fx )/ ω1 (12)
D
三、机构设计性能 (用带*号尺寸计算)
1, 检验剪切(φ1=φ(0)*1)时,上下刀刃对刀误差: △x=2│x E -x F │/( x E + x F );△y=2│y E -y F │/( y E + y F ). 2,检验剪切时上下刀刃是否与钢材运动速度同步(δ=[δ]); 3,检验剪切时上下刀刃速度的相对误差?v 刀≤0.05 4 ,检验机构是否达到给定设计要求
(k 、γ2 、ψ )
5,从结构尺寸、传力性能等方面与方案5比较其优劣。(作方案5的与方案1比较)
《机械原理课程设计》 廖汉元孔建益 闻欣荣李佳 编撰 武汉科技大学 机械自动化学院 机械设计与制造教研室 1999年5月(02年再版) 飞剪机构分析与设计任务书 一.工艺要求1.剪切运动速度为V t=2m/s的钢板,拉钢系数=V 刀/ V t =[], []=~2.两种钢板定尺(长度)L=1m; ; 3.剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰); 4.剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV刀[]二.给定参数 1.工艺参数 图 1
剪切力F=10T=98kN; 支座A距辊道面高约为 h250mm(如图1);刀刃重合量Δh5mm; 钢板厚度Δb=1mm;2.机构设计参数 按定尺L=1m给出机构的行程速比系数k 、远极位传动角2、摇杆摆角: 表1 参数与方案 三.设计内容 1.根据工艺要求制定机构方案,定性比较各方案的优、劣; 2.设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹; 4.进行机构的运动及 力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 《飞剪机构分析与设计》 指导书二,对剪机运动的要求:
1.曲柄转一圈对钢材剪切一次; 2.剪切时,上、下剪刃速度相对误差小于其许用值: V 刀=2|V Et -V Ft |/(V Et +V Ft ) = .3.剪切时,上下剪刃应与钢材运动同步。 一般希望剪刃速度略大于钢材运动速度,即拉钢系数>1: V 刀= (V Et +V Ft )/2; = V 刀/ V t = =~. 4.能调节钢材的剪切长度L 三,设定参数 1.工艺参数 剪切力F=10T=98kN 支座A 距辊道面高约为h 250mm 刀刃重合量Δh5mm 钢板厚度Δb=1mm 2.机构设计参数
1 绪论 剪切式均质技术作为一种新型微米技术,已广泛应用于食品、医药、轻工、微生物等诸多行业,并得到迅速发展,已成为这些行业对有关流体、半流体产品品质所必不可少的工艺过程。 国外早在30年前就产生并使用均质机,且应用于生产。目前,已有美国、日本、德国等10多个国家生产均质机。剪切式均质机作为均质机械中的佼佼者,也被广泛的认识和研究。自从1948年德国FLUKO公司首次发明了应用高剪切原理制成分散乳化设备,高剪切分散乳化设备已经出现了多种系列产品,在世界均质机械行业处于领先地位。近40年来,国外,特别是欧洲一些国家在高剪切分散均质机行业得到迅速发展,并在很多领域发挥着重大作用,如化装品、制药、食品、涂料、黏合剂等。国外所研究制造的剪切式均质设备基本上上是采用定一转子型(stator-rotor)结构作为均质头,在电机的高速驱动下(300-10000r/min),物料在转子与定子之间的间隙内高速运动,形成强烈的液力剪切和湍流,使物料在同时产生的离心、挤压、碰撞等综合作用力的协调作用力下,得到充分的分散、乳化、破碎,达到要求的的效果。美国和德国在剪切式均质机的研究和开发方面都取得了显著进展。如美国IKA-WERKE GMHB CO.KG生产的多系列分散均制设备;美国ROSS 公司研制的高剪切混合乳化机;德国IKA-MASCHINENBAU公司研制的ULTRA分散机;德国YSTRAL公司生产的X40型分散搅拌机;德国公司研制的系列高剪切分散乳化剂、管线式高剪切分散乳化剂、管式分散乳化剂、间歇式高剪切与间歇式无轴承分散乳化剂、高效强力分散乳化剂等世界领先高科技产品。 我国的均质机研究产品是从50年代个别厂家开始的,最早是上海烟草机械厂仿制美国产品,直到80年代才开始逐渐的生产均质机,而且大多是传统的高压均质设备。随着国外剪切式均质机的迅速发展,近年来,国内许多科研人员,制造和使用厂家也开始重视对剪切式均质机的研究工作。目前,已建立了与国外厂商联营、合资研制生产剪切式均质机的公司。如上海菲鲁克(FLUKO)机电设备有限公司;中美合资南通罗斯(ROSS)混合设备有限公司等。现在国内有许多厂家开始生产高剪切均质机,如东市长江机电有限公司、上海环保设备总厂、上海威宇机电有限公司、上海市化工装备研究所生产的集混合、分散、乳化、溶解、粉碎等功能为一体的系列剪切式均质机。 1.1 高剪切均质机的均质原理 剪切均质机基于超剪切原理,实现固相的微化和液相的乳化。目前采用剪切式均质机主要工作部件为一级或多极的相互啮合的定转子又有数层齿圈。其均质乳化有以下方面: 1 液力剪切作用 液力剪切是指高速流动的流体本身会对流体内粒子产生强大的剪切作用,而且由于高速流动产生剧烈的微湍流,在湍流边缘出现很高的局部速度梯度,处于这种局部速度梯度下的粒子会受剪切而微粒化,液力剪切分层流剪切和湍流剪切。在层流区域,流体在定转子槽道内流动时,流体内的最大流速及所受到的最大剪切力与流体流动方向上的压力梯度成正比。当施以周期性高频脉动压力梯度时,最大速度在槽道壁面与机理道中心之间,偏离中心,且频率增大,最大速度增大,且向壁面趋近,剪切力增大。流体在同轴圆筒之间成为旋转流,由于两圆筒速度不同,间隙内流体层之间存在速度梯度,产生剪切力。如圆
MCGS组态课程设计 题目MCGS组态软件的自动售货机设计 学号 姓名 同组人李刚、韩志伟、徐敏、黄恩线、张敏、朱明磊专业班级09级电气工程及其自动化(3)班 学院电气工程学院 指导教师 成绩________________________
摘要: 组态软件是指一些数据采集与过程控制的专用软件,它们是在自动控制系统监控层一级的软件平台和开发环境,使用灵活的组态方式,为用户提供快速构建工业自动控制系统监控功能的、通用层次的软件工具。本文介绍了自动售货机的基本原理以及工作流程,然后以交易过程为例,用MCGS组态软件实现界面模拟。具体说明了自动售货机的运行与作用。涉及到了自动售货机工作的绝大部分过程。利用MCGS组态软件模拟自动售货机简单易懂,对组态软件进行了描述,积累了宝贵经验。 关键词自动售货机、MCGS组态软件 Abstract: MCGS software is some data acquisition and process control of the specialized software, they are in the automatic control system of a control layer software platform and development environment, the use of flexible configuration, to provide users with the rapid construction of industrial control system monitoring function, general-level software tools .This article introduced vending machine's basic principle as well as the work flow, then take a transaction process as examples, MCGS configuration software interface with analog, Specifies the operation of vending machines and the role of. Related to the vending machine most of the work process . MCGS configuration software simulation using vending machines easy to understand. A description of the configuration software, Accumulated valuable experience key word vending machine; MCGS Configuration software
目录 一、设计课题 (2) 二、设计思路 (2) 三、所用器件 (2) 四、设计原理 (2) 1.逻辑电路部分 (2) 2.计数器部分 (6) 3.显示部分 (9) 五、工作过程及仿真 (10) 1.总电路图 (10) 2.仿真过程 (11) 六、实验总结 (11) 1.问题与思考 (11) 2.实验总结 (12) 七、参考文献 (12)
一、设计课题 课题名称:《关于自动贩卖机的电子课程设计》 课题说明:题目要求设计一个自动售货机的逻辑电路及显示剩余量的电路。假设售货机只能识别一元硬币及五元纸币,且售货机只卖一种饮料,其价格为两元钱。同时,题目还要求显示找钱信息。二、设计思路 由题目要求可知,可以将待设计的电路分为三大块:逻辑电路、计数电路及显示电路。 1.逻辑电路部分利用数字电路技术中卡诺图化简法将问题简 化,再结合时序逻辑电路的分析方法进行设计。 2.计数电路部分可以利用两个减法计数器级联进行减法计数。 3.显示部分可以利用译码器加数码管的组合进行显示。 三、所用器件 74ls74*2(D触发器)、74ls32*4(两输入或门)、74ls02(两输入或非门)、sw-spst若干(开关)、74ls192*2(减法计数器)、74ls48*2(译码器)、数码管两个、时钟脉冲发生器一个、LED两个、电阻若干。 四、设计原理 (1)逻辑电路 由给定的逻辑功能确定电路应包含的状态,并画出状态表。 假设投币信号为输入逻辑变量,投入两元钱时(两个一元)用A=1表示,未投入时用A=0表示。投入一张五元钱用B=1表示,未
投入时B=0。给出饮料及找钱为两个输出变量,分别以Y和Z表示。给出饮料时Y=1,不给出时Y=0;找钱时Z=1,不找钱时Z=0。 当然,需要假定通过传感器产生的投币信号(A或B)在电路转入新状态的同时随之消失。 设未投币前电路的初始状态为S0,投入两元钱后电路状态为S1(出饮料但是不找钱,同时输出Y=1,Z=0),投入五钱后电路状态为S2(出饮料而且找钱,同时输出Y=1,Z=1)。 由上述假设我们可以得到电路的状态转换表(表1)。 因为正常工作中不会出现AB=11的情况,所以与之对应的S及YZ均作约束处理。 取触发器的位数为n=2,以触发器的状态Q1Q0的00、01、10、11分别代表S0、S1、S2、S3,则从状态转换表即可画出表示电路次态/输出(Q1Q0/YZ)的卡诺图(表2)。因为正常工作时不出现Q1Q0=11的状态,所以与之对应的最小项也作约束项处理。
1.设计资料 某工业仓库楼盖,平面尺寸如图1所示。其中纵向尺寸为5X A,横向尺寸为2X B(A=6600mmB=6900mm外围墙体为砖墙,采用MU1(烧结普通砖、M5混合砂浆砌筑,其中纵墙厚度为370mm横墙厚度为240mm轴线通过各墙体界面中心线。楼梯间设在该平面之外。 图1楼盖平面轴线尺寸 本设计中内柱为钢筋混凝土柱,截面尺寸为400m M 400mm 楼面采用水磨石面层,自重标准值0.65kN/m2;顶棚为混合砂浆抹灰20mm 厚,自重标准值17 kN/ m3;钢筋混凝土自重标准值25 kN/ m3。 混凝土强度等级: 2 2 2 C25( f c11.9N /mm , f t1.27N /mm , f tk1.78N / mm) q k=5.5kN/ m3。 楼面活荷载标准值 2.设计计算书 2.1楼盖结构平面布置 根据给出的平面尺寸,确定主梁沿仓库横向布置,故主梁跨度I主梁=6900mm次梁跨度1次梁=6600mm主梁每跨内布置两根次梁,板跨度 I板=2300mm楼盖的结构平面布置图见图2。
2.2楼板设计(按塑性理论方法) 221确定板厚及次梁截面 ①板厚h h 1/30 2300/30 76.7mm单向现浇工业建筑楼板最小厚度70mr p取 h=80mm ②次梁截面b x h 次梁截面高h按(1/20?1/12 )初估,选h=450mm截面宽b= (1/2?1/3 ) h,选b=200mm 2.2.2板荷载计算 ②恒荷载:g=1.2 x(0.65+0.08 x 25+0.02 x 17)=3.59 kN/ m2。 ②活荷载:q=1.3 x 5.0=6.5 kN/ m2。 g+q=10.09 kN/ m2;q/g 1.8 3 2.2.3计算简图 取板宽b=1000mn作为计算单元,由板和次梁尺寸可得板的计算简图,如图3所示。其中中间跨的计算跨度l0 = l n =2.3-0.2=2.1m ;边跨的计算跨度 l°= l n h/2 = (2.3-0.1-0.185 )+0.08/2=2.06m。边跨与中间跨跨度差
机械设计课程设计计算说明书 设计题目:飞剪机传动装置设计 院系:机械工程及自动化学院 班级:130715班 指导老师:张建斌 2016年6月6日
目录 目录 ...................................................................................... 错误!未定义书签。 一、飞剪机总体方案设计: ............................................................................. - 4 - 1.1 滚筒式飞剪机 ................................................................................... - 4 - 1.2 曲柄连杆式飞剪机............................................................................. - 5 - 1.3曲柄摇杆式飞剪机............................................................................. - 5 - 二、电动机选型:........................................................................................... - 8 - 2.1类型和结构形式的选择: ................................................................... - 9 - 2.2确定电机的额定功率:....................................................................... - 9 - 2.3确定电机的转速:............................................................................. - 9 -三.传动系统的运动和动力参数....................................................................... - 9 - 3.1计算传动比.................................................................................. - 10 - 3.2传动比分配..................................................................................... - 10 - 3.3确定各轴运动和动力参数 ................................................................. - 10 - 四、齿轮的设计与校核.................................................................................. - 12 - 4.1高速级齿轮的设计与校核 .................................................................. - 12 - 4.2低速级齿轮的设计与校核 .................................................................. - 18 - 4.3开式齿轮的设计与校核...................................................................... - 24 -五.轴的设计与校核 ..................................................................................... - 28 - 5.1高速轴的设计与校核......................................................................... - 28 - 5.2中间轴的设计与校核......................................................................... - 31 - 5.3低速轴的设计与校核......................................................................... - 34 -
『通信软件』课程设计任务书 一、课程设计目的和任务 通信软件课程设计的目的是为了使学生加深对所学的通信系统及面向对象程序设计知识的理解,培养学生的专业素质,提高其通信软件方面的编程能力,为今后专业课程的学习、毕业设计和工作打下良好的基础。学研究方法训练和实践锻练,增强分析问题和解决问题的能力。 二、课程设计的主要内容与要求 1、课程设计调研 (1) 同学们应高度重视通信软件课程设计,并明确课程设计的意义和任务。 (2) 查阅有关资料(包括外文资料),进行调查研究,做好题目的准备工作。 2、课程设计选题 (1) 每个同学根据自己的能力必须选作一题; 3、课程设计的要求 (1) 使学生通过通信软件课程设计掌握通信中的软件编程语言、编程方法。 (2) 使学生掌握通信软件的编程能力。 (3) 使学生掌握通信软件的程序调试技能 三、课程设计的质量标准与成绩考核 1、课程设计报告部分: 要求报告内容齐全,书写整齐,按要求完成全部课程设计工作。50分 2、课程设计态度:要求对设计重视,态度端正,独立完成设计。10分 3、代码部分:要求书写代码要工整、认真。20分 4、设计的通信软件,要能运行,结果正确界面友好等。20分 5、成绩评定根据以上四个方面,对学生的完成情况按:优秀、良好、中等、及格、不及格做出评定,作为学生通信系统课程设计的成绩。 四、课程设计的工作进度安排 1、设计时间: 本学期17至18周,2周的时间。 2、设计进程: 第1周,根据课程设计任务书,查阅资料,分析设计题目的要求,提出设计方案。
第2周,根据自己按提出的方案独立完成设计任务,并撰写课程设计报告。 第2周,星期三、星期四、五交报告,并答辩。 五、课程设计的组织管理与要求 在课程设计期间,要求同学们注意以下几个方面的问题: 1、做好设计前的准备工作 在设计过程中,影响因素较多、范围广,而设计时间较短。因此,要做好设计前的准备工作,认真研究设计任务,明确设计要求、内容和步骤,复习有关课程的内容,熟悉设计的方法,并准备好设计的一切用品。 2、理解通信软件设计的各个阶段的主要内容和步骤以及各阶段之间的区别和联系,掌握设计的过程和进行方式。 3、严格遵守实验室的各项规章制度,不得有违纪现象发生。 4、在课程设计期间,注意树立当代大学生的良好形象,讲文明,讲礼貌,虚心学习,尊重他人。 5、课程设计期间,注意安全,爱护设备,不得出现违章操作。 6、课程设计过程中,要有独立思考、深入钻研的精神,和严肃认真、一丝不苟、精益求精的工作态度。 7、课程设计过程中,注意做好记录,课程设计结束,提交课程设计报告。 8、课程设计的答辩是衡量课程设计的重要手段,应做好课程设计答辩工作。 9、课程设计答辩结束后,将课程设计报告收交到系统一保存。
机械系统设计 活动连杆剪切机项目汇报 学院:机械工程学院 班级:机设 2 班 小组成员:郝岩李逸然李俊杰 王岩贾庆超李博 陈冲商周一凡 指导教师 : 翟富刚 2016年 10 月 21号
目录 绪论 (3) 一、工作原理 (4) 1.1 活动连杆上切式平行刀片剪切机工作原理 (4) 二、剪切机结构参数 (5) 2.1 刀片行程 (5) 2.2、刀片尺寸 (6) 2.3 剪切机的理论空行程次数 (6) 三、力能参数计算 (7) 3.1 剪切过程分析 (7) 3.2 单位剪切阻力曲线与剪切力、剪切功 (8) 3.3 静力矩 (10) 3.4 电动机功率的预选 (10) 四、实例分析 (11) 五、参考资料 (12)
绪论 剪切机是机床的一种,它采用液压驱动,安全性能可靠,操作方便。剪切机适 用于金属回收加工厂、报废汽车拆解场、冶炼铸造行业,对各种形状的型钢及各种金属材料进行冷态剪断、压制翻边,以及粉末状制品、塑料、玻璃钢、绝缘材料、橡胶的压制成型。 在轧制生产过程中,大断面钢锭和钢坯经过轧制后,其断面变小,长度增加。为了满足后续工序和产品尺寸规格的要求,各种钢材生产工艺过程中必须有剪切工序,剪切机的用途就是用来剪切定尺切头、切尾、切边、切试样及切除轧件的 局部缺陷等。 剪切机特点具有: 1、采用液压驱动,安全性能可靠,操作方便。 2、电机按需求采用可编程控制器。 3、液压系统采用先进的插装阀或滑阀系统控制,实行按钮集中操作的液压机。 4、其压力、速度和行程可根据工艺需要进行调节,并能完成压制成型和定型两种工艺方式。 5、安装不须底脚螺丝。 6、无电源的地方可用柴油机作动力 根据剪切机刀片形状、配置以及剪切方式。剪切机可分为平行刀片剪切机、 斜刀片剪切机、圆盘式剪切机和飞剪机。根据剪切轧件时刀片的运动特点,平行刀片剪切机可分为上切式和下切式两大类。其中活动连杆上切式剪切机具有操作 速度快,实际剪切次数多,活连杆取代传统离合器,适应不同的剪切工况要求(如弯头轧件)等优点。
IVT-REJX-50 IVT-REJX-51苏州工业园区职业技术学院 毕业项目任务书(个人表) 续表:
注:此表由指导老师填写。
诚信声明 本人郑重声明: 所呈交的毕业项目报告/论文《基于labview的饮料自动贩卖机的设计》是本人在指导老师的指导下,独立研究、写作的成果。论文中所引用是他人的无论以何种方式发布的文字、研究成果,均在论文中以明确方式标明。 本声明的法律结果由本人独自承担。 作者签名: 年月日 摘要
自动售货机是能根据投入的钱币自动付货的机器。现代自动售货机的种类、结构和功能依出售的物品而异,主要有食品、饮料、香烟、邮票、车票、日用品等自动售货机。一般的自动售货机由钱币装置、指示装置、贮藏售货装置等组成。本次学习项目的设计是利用labview工具进行自动售货机出售程序的编写,充分考虑了自动售货机的自动售货计算,自动找零和售出指示信号等功能。 关键词:自动售卖机,计数,找零,告警 设计者: 指老师:
目录 一绪论 (1) 1、自动饮料售卖机的普及程度以及现状 (1) 2、项目的目标与任务 (2) 二 labview工具简介 (3) 1、Labview软件工具的介绍 (3) 2、Labview软件的特点 (5) 三饮料自动贩卖机的设计思路 (6) 1、自动售卖机计数/费模块设计 (6) 2、自动售卖机找零模块设计 (10) 3、自动售卖机告警模块设计 (11) 4、自动售卖机其他功能模块 (14) 四程序演示 (16) 五总结和不足 (18) 参考文献 (19) 致谢 (20)
一绪论 1、自动饮料售卖机的普及程度以及现状 自动贩卖机是一部借由钞票智能测检机等工具能与顾客交易的机器,能够帮助顾客购买商品。自动售货机是商业自动化的常用设备,它不受时间、地点的限制,能节省人力、方便交易。 现代自动售货机的种类、结构和功能依出售的物品而异,主要有食品、饮料、香烟、邮票、车票、日用品等自动售货机。一般的自动售货机由钱币装置、指示装置、贮藏售货装置等组成。钱币装置是售货机的核心,其主要功能是确认投入钱币的真伪,分选钱币的种类,计算金额。如果投入的金额达到购买物品的数值即发出售货信号,并找出余钱。指示装置用以指示顾客所选商品的品种。贮藏售货装置保存商品,接收出售指示信号,把顾客选择的商品送至付货口。一般售货机的钱币装置由投币口、选别装置、确认钱币真伪的检查装置、计算金额的计算装置和找钱装置组成。 在日本,有着高人口密度与极低的破坏率、犯罪率。在此似乎能毫无限制的在自动售货机内贩卖任何商品。日本以每23人能就拥有一台售货机的数量成为全球之冠。 有种独立售货机能吸引从未做过生意的人注意,这类型售货机可在一台机器内分别运作售出两种商品:糖果与饮料/点心的售货机。 在中国此类机器的普及度是远远不够的,在公共场合能见到的自动售卖机还是很有限的,能自动售卖点东西也比较单一,较为多的是饮料售卖,票务售卖。但随着时代的发展这种方便简单的售卖方式会很快为大家接受。
剪切机械安全规程GB6077-85 1总则 1.1为保护工人在剪切劳动生产过程中的安全和健康,保证剪切设备安全生产,特制订本标准1.2本标准适用于机械、液压剪切机械中剪切钢板、型材、钢坯和类似纸质材料等普通及专门化的剪切机械(以下简称剪切机)。 1.3本标准是剪切机设计、制造、使用、维修和管理等部门的安全基本法规。当地安全监察部门对本标准的贯彻执行情况负责监督检查。 1.4剪切机的设计制造,应按本标准和现行有关技术条件等规定进行,必须保证安全、可靠和操作维修方便。 1.5新设计制造的剪切机,进行技术鉴定时,必须对其安全、可靠性作出结论,鉴定合格后方可正式生产。 鉴定会须有国家劳动安全部门授权的剪切机安全技术管理单位和地方安全监察部门参加。 1.6剪切机设计制造单位,必须向使用单位提供安全技术说明(包括搬运、安装、使用及维修时应采取的安全与卫生措施和易损件明细表等)。 1.7劈切机在设计制造、使用改造中,如遇安全技术措施和经济利益发生矛盾时,必须优先考虑安全技术的要求。 2主要结构、部件的安全要求 2.1一般要求 2.1.1在不影响功能的情况下,机架及其他零、部件外露的表面,不准有锯齿状及锐利的棱角或突起等危险部分。 2.1.2操作者站立平面至工作台面的高度应便于操作,一般应在750 ̄900mm之间。 2.1.3主要受力构件,如机架、刀架、压料装置等用焊接连接时,必须保证结构强度要求,焊缝表面不得有裂纹、气孔、夹渣、弧坑等缺陷,焊缝的内在质量应检查。 2.1.4主要受力构件的焊接,必须在0℃以上的环境温度中进行,并不得在非焊接区引弧。焊后应进行退火处理。 2.1.5剪切机的重要部件上所使用的螺栓、螺母、销钉等紧固件,必须采取严格的防松措施。 2.2机架与刀架 2.2.1机架结构必须有足够的强度、刚度和稳定性。 2.2.2机架与刀架的导轨间隙,应调整方便、锁紧可靠。 2.2.3刀架(指运动刀架或滑块,以下简称刀架)应满足设计所规定的刚度、强度和刀片承压面的抗压强度。 2.2.4刀架操纵机构动作应相互协调,所有工作规范内的动作应平稳、灵活、可靠。当离合器脱开后刀架应可靠地停留在设计所规定的位置。在设计上,必须排除刀架自行滑车的危险性。 2.2.5刀架和压料装置的危险部位,必须至少设置一种可靠的安全装置 2.3压料装置 2.3.1剪切过程必须有先压紧而后剪切的顺序动作。应有足够的压料力和足够数量的压料脚,其底面应平直、完整。 2.3.2对于剪切厚度小于6.3mm的剪板机,压料防护装置在高度上必须是可以调整的,底面与工作台之间的距离不能超过被剪钢板厚度+8mm。 2.4挡料装置 2.4.1挡料装置(包括前、后挡料装置)应具有挡料准确可靠,送料方便和安全的结构 2.4.2挡料装置应便于剪料,应设有当被剪材料卡死时,不直接用手搬动就能顺利排除的后挡料退让机构。 2.4.3必要时前挡料装置应设有角度挡料器,以便剪切带有角度的工件。
构造地质学课程设计 讲稿
构造地质学课程设计——综合读图 目的 ?使大家比较全面系统地掌握构造地质学的基本理论、知识和技能。 ?提高大家分析并解决地质构造实际问题的能力。 任务和要求 ?一、全面解读分析地质图 ?二、编制构造纲要图 ?三、编制地质剖面图 ?四、编写一份文字报告 ——×××地区地质构造概述 地质图:地质图是用规定的符号、花纹和色谱将地壳某个区域地质现象,按比例投影到平面上的图件。 一、全面解读分析地质图 ?读图步骤: ①先图外,后图内; ②先地形,后地质; ③先地层,后构造。 ?读什么?地层、岩石、产状、时代、分布、相互关系;构造的类型、形态、规模、产状、形成时代…… ?怎样读?边看边记 1.地层 ?从图例中了解图区出露的地层的时代、层序、岩性。 ?分析地层的分布和排列。 ?分析地层的接触关系,尤其是不整合接触。注意Z与上覆地层接触关系 ?划分构造层(不整合接触面),分析构造层的形成时代。 构造层:指一定的构造单元内,在某一构造旋回(构造期)形成的综合地质体(包括沉积建造、构造变动、岩浆活动、变质作用等)。 2.褶皱——从大到小 ?区分背斜、向斜。 ?分析褶皱在平面和剖面的形态特点、组合型式、分布规律等。(两翼产状、 轴面产状、枢纽产状、轴迹和平面轮廓) ?分析相邻或相关构造层中褶皱的关系 ?分析褶皱的形成时代。 3.断层——从大到小 ?分析断层性质(正、逆、平移)及类型。 ?断层分组(可能时):依据断层的规模、方向、性质及其与褶皱之间的关系。 ?分析断层与褶皱及侵入岩体的关系。 ?确定断层的形成时代。
4.岩浆岩体——从大到小 ?了解岩体的岩石类型 ?分析侵入岩岩体的形态特征即产状类型。 ?分析侵入岩岩体与断裂和褶皱的关系。 ?确定侵入岩岩体形成时代等。 5.分析构造发展史 ?划分构造层和构造期:依据不整合。角度不整合→构造层 平行不整合→构造亚层 ?分析构造作用的方式和方向:依据构造的形态、方向、强度和相互关系。 ?适当分析并恢复各个地质历史时期的古地理环境和地壳运动变化:依据地 层岩性、厚度、化石等资料,结合区域构造。
石家庄铁道大学四方学院毕业设计 PLC在木板自动剪切机中的应用 The Application of PLC in Automatic Shearing Machine for Wood 2011届电气工程系 专业自动化 完成日期 2011年5月25日
毕业设计成绩单 学生姓名刘举红学号20076749班级0753-1专业自动化毕业设计题目PLC在木板自动剪切机中的应用 指导教师姓名冯涛李文娟 指导教师职称讲师助教 评定成绩 指导教师得 分 评阅人得分 答辩小组组长得分 成绩: 院长(主任) 签字: 年月日
毕业设计任务书 题目PLC在木板自动剪切机中的应用 学生姓名刘举红学号20076749班级0753-1专业自动化 承担指导任务单位电气工程系导师 姓名 冯涛 导师 职称 讲师 一、主要内容 主要设备有行程开关、光电开光、木板、压块、剪刀、工作台、送料传送带、送料小车电动机等组成。具体工艺流程如下:按下启动按钮→电动机送料,板料右行,至指定位置停止→压块下行→将板料压紧→剪刀下行剪切→剪落板料→压块和剪刀上行复位→等到下次启动。 二、基本要求 1.先检测相关设备的初始状态,如电源是否完好,小车是否到位以及行程开关和光电开关是否有故障,然后根据要求剪切木板,当剪切完一块木板以后木板落下,此时光电开关被遮断一下,木板计数一次,并将木板累计数送去显示,当系统计数器记满9999次后报警器发出报警声并重新复位计数器,如此循环进行生产,当按下停止按钮时,结束工作。 2.上位机采用组态王软件进行监控,下位机采用日本三菱公司的FX2N系列。 三、主要技术指标(或研究方法) 1.设计应贯彻最新国家标准; 2.根据控制选择PLC型号,分配I/O端口; 3.设计I/O电路,选择电器元件; 4.绘制电气控制系统图,梯形图,绘制用户程序短语表并模拟调试; 5.编制元件清单; 6.编写设计、使用说明书。 四、应收集的资料及参考文献 [1]《电气控制原理与设计》方承运宁夏人民出版社 [2]《工厂电器控制设备》赵明机械工业出版社 [3]《电气控制技术》韩顺杰中国林业出版社 [4]《可编程控制器原理与应用》高等教育出版社 [5]《小型可编程序控制器原理与实践》辽宁科技出版社 [6]《可编程控制器应用技术》机械工业出版社 五、进度计划 准备、搜集资料、写开题报告第1- 2周 分析、确定方案第3- 4周 系统软硬件设计、模拟调试第5-10周 整理、撰写、编辑论文(打印)第11-15周 答辩第16周 教研室主任签字时间年月日
课程设计(飞剪机构的设计)
h 图 h A 飞剪机构的设计 一、 设计内容 1、工艺要求 1.1剪切运动速度为V t =2m/s 的钢板,拉钢系数δ=V 刀/ V t =[δ], [δ]=1.01~1.05 1.2 两种钢板定尺(长度)L=1m; 0.65m ;1.3 剪切时上下剪刃有间隙,剪切后上下剪刃不发生干涉(相碰); 1.4 剪切时上、下剪刃沿钢板运动速度方向的速度相对误差: ΔV 刀≤0.05=[ε] 2、给定参数 2.1工艺参数 剪切力F=10T=98kN; 支座A 距辊道面高约为 h ≈250mm(如图2.1);刀刃重合量Δh ≈5mm; 钢板厚度Δb=1mm; 2.12.2机构设计 参数 按定尺L=1m 给出机构的行程速比系数k 、远极位传动角γ2、摇杆摆角ψ如表2-1所示。: 表2-1 参数与方案 方案 1 2 3 4 5 1.1.1.1.1. 74o 73o 72 706816 17o 182022
3、具体内容 3.1根据工艺要求制定机构方案,定性比较各方案的优、劣; 3.2设计出满足工艺要求的机构尺寸及上下剪刃的位置尺寸; 3.3根据最终设计结果按比例绘制机构运动简图及上下剪刃的轨迹; 3.4进行机构的运动及力分析,检验上下剪刃的速度相对误差、拉钢系数是否满要求,并求出曲柄上的平衡力矩M b 4、对剪机运动的要求: 4.1曲柄转一圈对钢材剪切一次; 4.2剪切时,上、下剪刃速度相对误差小于其许用值: △V 刀=2|V Et -V Ft |/(V Et +V Ft )≤ [ε] = 0.05. 4.3剪切时,上下剪刃应与钢材运动同步。 一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1: V 刀= (V Et +V Ft )/2; δ= V 刀/ V t =[δ] =1.01~1.05. 4.4能调节钢材的剪切长度L A D B C E F x y (t ) f e n 1 L a b c L △ △ V t α αα3
目录 综述 (1) 1方案比较与选定 (2) 2方案设计与分析 (2) 2.1逻辑抽象 (2) 2.2单元模块设计 (3) 2.2.1可供选择商品的指示灯模块 (3) 2.2.2商品输出模块 (5) 2.2.3找零模块 (6) 3整体电路及仿真 (8) 3.1电路原理 (8) 3.2电路仿真 (9) 3.2.1投一元买矿泉水 (9) 3.2.2投一块五买饮料 (10) 3.2.3投两元买饮料并找零 (11) 心得体会 (12) 参考文献 (13)
哈尔滨工业大学电子技术课程设计 综述 自动售货机是能根据投入的钱币自动付货的机器。一般的自动售货机由钱币装置、指示装置、贮藏售货装置等组成。钱币装置是售货机的核心,其主要功能是确认投入钱币的真伪,分选钱币的种类,计算金额。如果投入的金额达到购买物品的数值即发出售货信号,并找出余钱。指示装置用以指示顾客所选商品的品种。贮藏售货装置保存商品,接收出售指示信号,把顾客选择的商品送至付货口。一般售货机的钱币装置由投币口、选别装置、确认钱币真伪的检查装置、计算金额的计算装置和找钱装置组成。七十年代以来,出现了采用微型计算机控制的各种新型自动售货机和利用信用卡代替钱币并与计算机连接的更大规模的无人售货系统,如无人自选商场、车站的自动售票和检票系统、银行的现金自动支付机等。 本设计用JK触发器和基本逻辑门电路通过时序电路的设计方法完成了一种自动贩卖机的设计,该贩卖机能够售卖三种商品,要求系统能够自动完成:投币识别,价格比较,选择商品同时对应的指示灯亮,输出商品和找零过程。 1
自动贩卖机逻辑电路设计 1方案比较与选定 方案一:采用开关控制的计数器,通过加法器投硬币的方式将来确定投入的数值大小,再通过控制减法器的方式来减掉花费的数值,输出需要找回的数值,原理简单,设计也相对简约,思路清晰便于操作。逻辑电路图如图1-1所示。 图1-1 自动贩卖机逻辑电路图 方案二:采用JK触发器和基本逻辑门电路通过时序电路的设计方法完成了一种自动贩卖机的设计,具体思路是通过传感器产生的硬币信号,在电路中输入不同的状态,来表示所投硬币的数值,然后根据所需,通过开关电路,确认各种状态,达到目的。优点是采用简单触发器,和简单门电路就设计出方案。 综上所述,采取方案二,尽管稍微有些复杂,但是可以使我对时序逻辑电路的设计方法有更深的理解。该方案成本低,性价比高。 2方案设计与分析 2.1逻辑抽象 输入变量: 2
圆盘剪切机结构设计 摘要 圆盘剪切机主要应用于金属冶炼加工行业,用来剪切纵向厚度20~30mm的钢板及薄带钢。但是圆盘剪在使用过程中存在传动系统精度低、径向调整和刀盘侧向调整精度低等问题,为了解决这些问题,借鉴以往的设计和工作经验,我设计了这台圆盘剪切机。此圆盘剪能够和拆卷机、伸直机、辊矫直机、飞剪机一起来完成伸直、切边等一系列的工作,设计思路如下: (1)通过对国内外圆盘剪的调研分析,总结出国内外圆盘剪相关技术的优缺点,确定圆盘剪各机构的布置方式和相关技术参数。同时完成轴向调节结构、径向调节机构和带宽调整机构的设计; (2)计算圆盘剪的剪切力和电机的传动功率。完成刀盘、传动轴、齿轮的设计和电机、轴承等零件的选型工作; (3)运用Solidworks三维设计软件对圆盘剪的主要零部件进行了三维建模及总体组装、虚拟装配。 本说明书从剪切原理、带钢的剪切变形过程,分析和计算了圆盘剪的剪切力和传动功率,同时完成了各零件的设计、选型及校核工作。 关键词:圆盘剪切机;侧向间隙调整;径向调整;带宽调整;Soildworks
各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可加加上述QQ,代做免费讲解。
The structure design of the d isc shearing machine Abstract The disc shearing machine is mainly used in metallurgical industry, which is used to shear longitudinal 20 ~ 30 mm thickness of steel plate and thin strip.The disc shearing machine I designed is designed to solve some problems,such as driving system consists of low precision, radial adjustment mechanism and the disk lateral low accuracy. The disc shearing machine with the decoiler, the unbender, the roller straightening machine, the flying shear can complete a series of work, such as unbending, trimming.the ideas are follows: (1) through the analysis of the research of disc shear machine at home and abroad, summarizes the advantages and disadvantages of the disc shear related technology at home and abroad, to determine the disc cutting
第一章剪切机的液压系统设计 (2) 1.1 剪切机的概述 (2) 1.1.1 剪切机介绍 (2) 1.1.2 剪切机的结构和原理 (2) 1.2 剪切机的工作过程 (2) 第二章剪切机的PLC的程序设计 (3) 2.1 PLC的特点及应用 (3) 2.1.1 PLC的概述 (3) 2.1.2 PLC的特点 (3) 2.2 PLC的选择 (4) 2.3 PLC的系统设计 (5) 2.3.1 PLC的硬件设计 (5) 2.3.2 PLC的软件设计 (6) 2.3.3剪切机液压系统工作原理说明 (7) 第三章液压系统的相关注意事项 (10) 第四章液压缸和油箱的设计描述 (10) 4.1 液压缸的描述 (10) 4.2 油箱的描述 (11) 参考文献 (12)
第一章剪切机的液压系统设计 1.1 剪切机的概述 1.1.1 剪切机介绍 剪切机是机床的一种,它采用液压驱动,安全性能可靠,操作方便。剪切机工作刀口长度:400mm、600mm、700mm、800mm、1000mm、1200mm;剪切力从63吨至400吨八个等级,适合不同规模不同要求用户。安装不须底脚螺丝,无电源的地方可用柴油机作动力。剪切机适用于金属回收加工厂、报废汽车拆解场、冶炼铸造行业,对各种形状的型钢及各种金属材料进行冷态剪断、压制翻边,以及粉末状制品、塑料、玻璃钢、绝缘材料、橡胶的压制成型。 1.1.2 剪切机的结构和原理 本文设计的剪切机是采用液压传动原理,传送带送料、压块定位夹紧、剪刀下落,通过主副油缸活塞协调往复运输完成压块夹紧和剪刀下落回程的新型设备。该机具有结构合理、噪音小、性能稳定、剪切准确、操作简便、速度可调、效率较高等特点,是一种适应于各种形状钢剪切的先进设备。剪切机由5个主要部分组成,即传送机构、油缸、液压站和电气控制系统。由液压站供给的压力油传动主副油缸活塞作协调往复运动,完成压块和剪刀的往返动作。 1.2 剪切机的工作过程 剪切机是由送料装置和剪切装置组成,主要工作过程是靠液压油带动液压马达转动再通过轴带动传送带传送来完成送料的。当料块到位后后,电磁换向阀2YA通电,液压油从无杆腔进入,压块开始下压,压住料块。当达到一定压力后,触发压力继电器,导致3YA通电,液压油进入另一个液压缸的无杆腔,剪刀开始下落,剪切料块。剪切料块后,4YA、5YA通电,同时3YA断电,此时从无杆腔回油到油箱,剪刀快速回程。当剪刀回程到一定位置后,2YA失电,液压油从无杆腔回油到油箱,压块回程,如此反复。 工作过程: 送料-压块下降-剪刀下落-剪刀回程-压块下降。 剪切机的液压系统运行过程中平稳安静,重量轻、体积小、运动惯性小、反应速度快,很容易实现机器的自动化等优点。