二氧化碳气体保护焊作业指导书
1范围
本指导书适用于本公司钢结构产品的气体半自动焊。
2引用相关文件
GB/3375 焊接术语
GB/T8110 气体保护电弧焊用碳钢、低合金钢焊丝
GB 985 气焊、手工电弧焊及气体保护焊、焊缝坡口的基本形式与尺寸
HG/T2537 焊接用二氧化碳
JGJ 81 建筑钢结构焊接技术规程
DL/T 868 焊接工艺评定规程
3技术要求
3.1 焊工
焊工须经气体保护焊理论学习和实践培训,经考核并取得相应项目的合格证书,方可从事有关焊接工作。特殊工程的焊接人员应取得相关工程要求的资质证书。
3.2 焊接材料
3.2.1焊丝
3.2.1.1焊丝应符合《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T8110)的规定,并有制造厂商的质量证明书和产品合格证。
3.2.1.2应根据母材的化学成分和对焊接接头的机械性能的要求,合理选用焊材。
3.2.1.3本公司常用焊丝牌号为ER50-6,此外特殊材料焊接时应按照《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T8110)选择相应的焊丝。ER50-6焊丝的化学成份见表1
3.2.1.4本公司所用焊丝直径规格为1.2mm。
3.2.1.5焊丝按表面状态,常用镀铜焊丝,焊丝以焊丝盘状态。
3.2.1.6焊丝表面应光洁无油污、无锈蚀以及无肉眼所能见到的镀层脱落。
3.2.1.7焊丝盘焊丝重量为20kg。
3.2.1.8焊材供应商的更改必须经总工程师同意。
3.2.2 保护气体
3.2.2.1混合气体的配比应符合规定的要求,质量稳定。常用的混合气体:Ar(80~85%)+CO
2 (20~15%)。
3.3焊接设备的使用
3.3.1选择焊接电源形式
气体保护焊使用电源均为直流电源。
3.3.2焊机的设备容量及电流调节范围
焊机额定电流为350A、500A。
焊机的电流调节范围,应选择在焊机的额定焊接电流内调节。
3.4 焊接工艺
3.4.1焊前准备
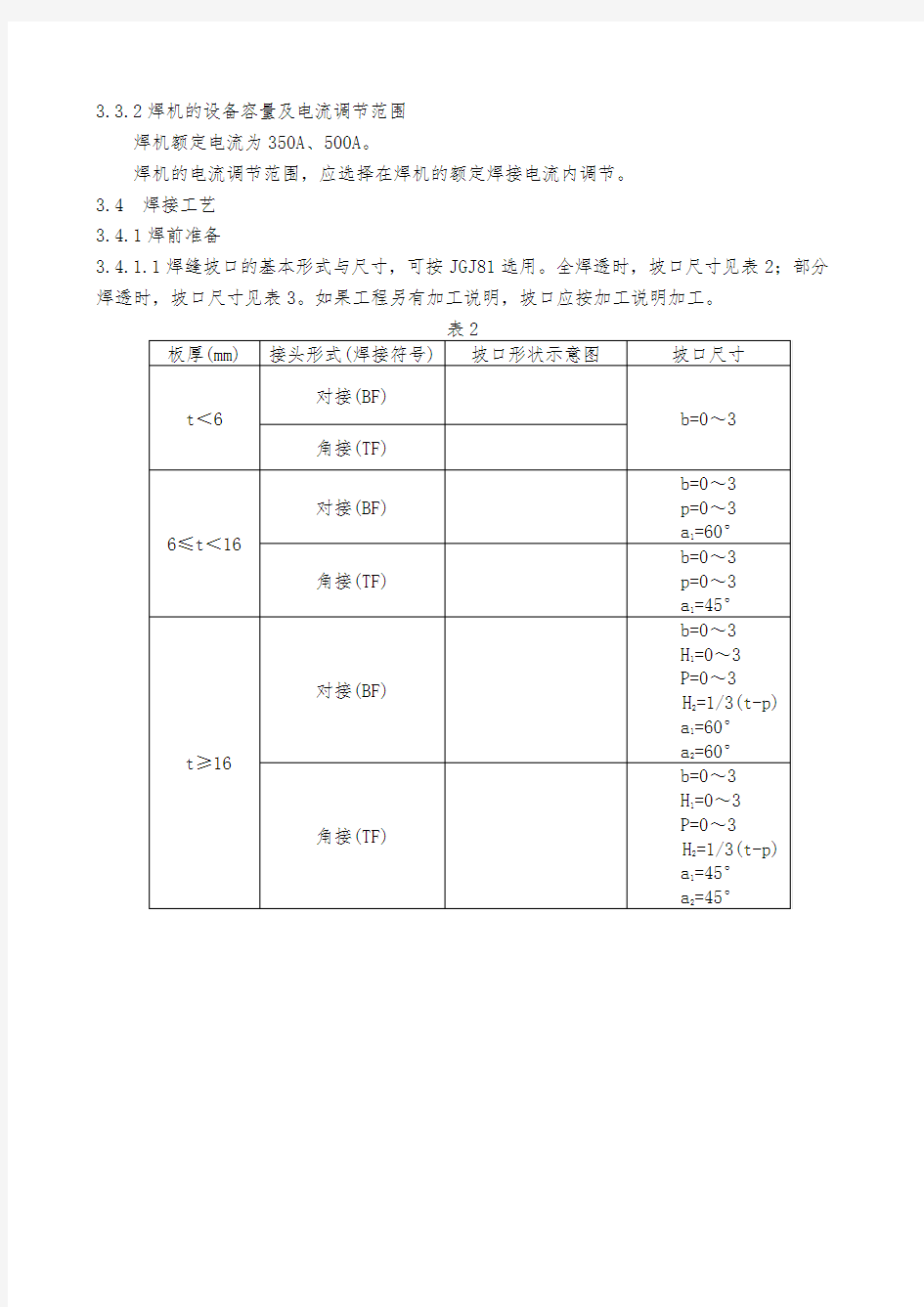
3.4.1.1焊缝坡口的基本形式与尺寸,可按JGJ81选用。全焊透时,坡口尺寸见表2;部分焊透时,坡口尺寸见表3。如果工程另有加工说明,坡口应按加工说明加工。
表2
3.4.1.2全焊透时坡口及坡口周围15~20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水和涂料等异物。
3.4.1.3焊接区域的风速应限制在1米/秒以下,否则应采用挡风装置。
3.4.2焊接参数
3.4.2.1焊丝直径
焊丝直径的选择,主要是以焊件厚度、焊接位置和生产率的要求为依据。
本公司焊接件多为中厚板焊接件,选用焊丝直径1.2mm。
3.4.2.2焊件极性
本公司采用直流反接:即焊件接电源负极,焊丝接电源正极。
3.4.2.3焊丝伸出长度
d)焊丝直径1.2mm时,焊丝伸出长度为8~15mm。
3.4.2.4焊接电流
a)在保证母材焊透又不致烧穿的原则下,应根据母材厚度,接头形式焊接位置及焊丝直径正确选用焊接电流。
b)焊接电流是确定熔深的主要因素。随着电流的增加,熔深和熔敷速度都要增加,熔宽也略有增加。
c)焊接电流越大,送丝速度越快,基本上是正比关系。
d)焊接电流过大时,会造成熔池过大,焊缝成形恶化。
e)焊接件厚度越大熔深越大,焊接电流也越大,焊接件板厚相同时焊接电流还与焊接时层道有关,具体焊接电流选择见:表4角接焊不同板厚的电流选择、表4对接焊时不同板厚的电流选择。
表4 角接焊不同板厚的电流选择
3.4.2.5电弧电压
a)为获得良好的工艺性能,应选择最佳的电弧电压,该值是一个很窄的电压区间,最佳的电弧电压与电流的大小,焊接位置、电缆长度、设备等因素有关。电压的选用可参见表5角接焊电流与电压的匹配、表6对接焊电流与电压的匹配。实际情况应以焊接工艺评定来确定。
表6 对接焊电流与电压的匹配
b)随电弧电压的增加,熔宽明显增加,而余高和熔深略有减少,焊缝机械性能有所降低。
c)电弧电压过高,会产生焊缝气孔和增加飞溅,且容易产生飞溅。
电弧电压过低,焊丝将插入熔池,电弧不稳,影响焊缝的熔合程度。
3.4.2.6焊接速度
a)焊接速度过高,会破坏气体保护效果,焊缝成形不良,焊缝冷却过快,导致降低焊缝塑性,韧性。焊接速度过低易使焊缝烧穿,形成粗大焊缝组织。
b)半自动焊接时,焊接速度一般不超过300mm/min。
3.4.2.7气体流量
a)气体流量直接影响气体保护效果。气体流量过小时,焊缝易产生气孔等缺陷。气体流量过大时,不仅浪费气体,而且焊缝由于氧化性增强而形成氧化皮,降低焊缝质量。
b)气体流量应根据焊接电流,焊接速度,焊丝伸出长度,喷嘴直径,焊接位置等因素考虑。当焊接电流越大,焊接速度越快,焊丝伸出长度较长,喷嘴直径增大,室外焊接及仰焊位置时,应采用较大的气体流量。
c)焊丝直径为1.2mm时,气体流量一般为10~15 L/min。
3.5操作技术
二氧化碳气体保护焊的操作技术与手工电弧焊相似,且比手工电弧焊容易掌握。
3.5.1平焊
按焊枪运动方向分右焊法和左焊法二种。右焊法时熔池保护良好,热量利用充分,焊缝外形较饱满;但右焊法时不易观察焊接方向,易偏焊。
左焊法时,电弧对母材有预热作用,熔宽增加,焊缝形成较平,改善焊缝形成,且能看清焊接方向,不易焊偏。因而,一般常用左焊法焊接。水平对接焊时,焊枪倾角约为10°~15
A
开尖角处1~2毫米,这样能获得等焊脚的焊缝,且不易形成咬边(垂直板)和焊瘤(水平板)。
3.5.2水平旋转管的焊接
关键是焊枪位置直接影响焊缝成形。
在焊厚壁管时,焊枪应在管子上部,并与管子旋转方向相反位移一段距离L。L的大小对焊缝成形有明显的影响。
焊接薄壁管时,焊枪应放在时钟9点的位置。
3.5.3引弧
一般都采用直接短路引弧。
如果焊丝与焊件接触太紧或接触不良都会引起焊丝成段爆炸。因此,一般在引弧前焊丝端头与焊件保持2~3毫米的距离,并要注意剪掉丝端头的球状焊丝。
3.5.4收弧
收弧时须填满弧坑,焊枪在收弧处稍停片刻,继续送气保护;不应立即抬起焊枪,否则容易产生弧坑和形成气孔。
3.6混合气体的影响
3.6.1对飞溅的影响
CO
2
+Ar混合气体中,随着Ar气体比例的增加,飞溅率减少。
3.6.2对焊缝成形的影响
CO
2+Ar混合气体中,随着CO
2
含量的增加,熔深也相应增加。50%Ar+50%CO
2
的混合气体
可以得到较大的溶深和较小的飞溅,常用于短路过渡的焊接。
80%Ar+20%CO
2
的混合比时,具有最宽的焊接规范和最好的焊缝成形。
3.6.3对焊缝机械性能的影响
CO
2+Ar混合气体中,随着CO
2
气体含量的增加,其氧化性能增强,使焊缝强度和冲击韧
性都降低。
3.7焊接检验
3.7.1焊后须对焊缝进行焊接质量检验。
A)焊接人员在完成焊接过程后应当按照产品技术要求进行自检B)质检人员进行专检;
C)对不合格产品应进行补焊处理。