SB 静载称重模块安装使用说明书
注:安装前请检查安装螺杆预紧力,如有松动请先预紧后安装!
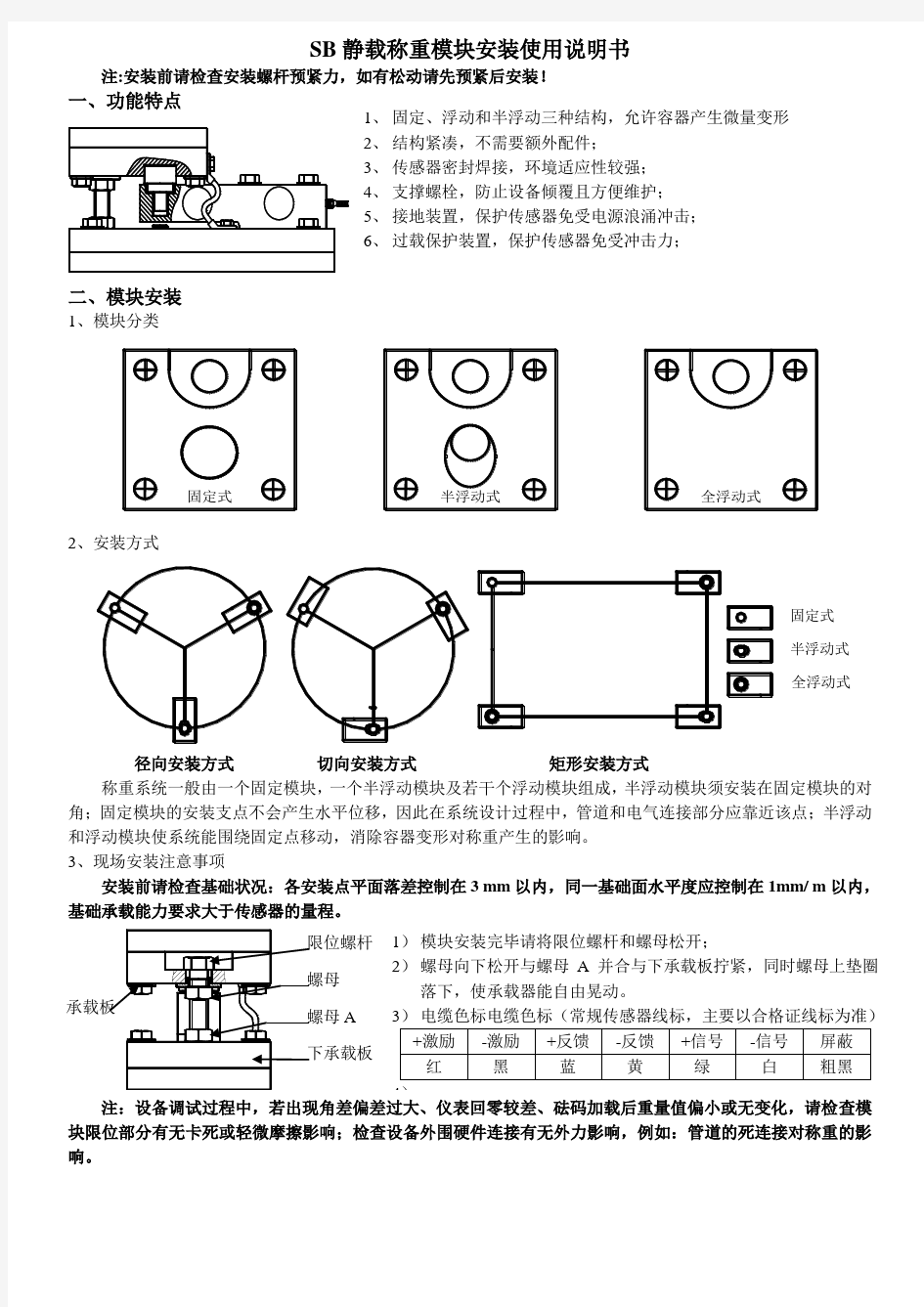
2、安装方式
固定式
半浮动式
全浮动式
径向安装方式 切向安装方式 矩形安装方式
称重系统一般由一个固定模块,一个半浮动模块及若干个浮动模块组成,半浮动模块须安装在固定模块的对角;固定模块的安装支点不会产生水平位移,因此在系统设计过程中,管道和电气连接部分应靠近该点;半浮动和浮动模块使系统能围绕固定点移动,消除容器变形对称重产生的影响。
3、现场安装注意事项
安装前请检查基础状况:各安装点平面落差控制在3 mm 以内,同一基础面水平度应控制在1mm/ m 以内,块限位部分有无卡死或轻微摩擦影响;检查设备外围硬件连接有无外力影响,例如:管道的死连接对称重的影响。
下例是将外部的模拟量信号转换为数字量后存入D100内。X1是通过1通道转换。X2是通过2通道转换。其中划线部分是由编程者来决定的。如D100和M100。可以更换为D0--D79999之间任意一个,M同样是。其它部分的格式是固定的。这样就完成了转换。 1.概述 模拟量输入模块(A/D模块)是把现场连续变化的模拟信号转换成适合PLC内部处理的数字信号。输入的模拟信号经运算放大器放大后进行A/D转换,再经光电藕合器为PLC提供一定位数的数字信号。FX2N系列常用的PLC模拟量输入/输出模块如图所示。
模拟量输出模块(D/A模块)是将PLC处理后的数字信号转换成相应的模拟信号输出,以满足生产过程现场连续控制信号的需求。模拟信号输出接口一般由光电隔离、D/A转换、信号驱动等环节组成。 2.模拟量输入/输出单元 以三菱公司的F2-6A模块为例,来说明模拟量输入输出单元模块的有关情况。F2-6A是三菱公司F1、F2系列PLC的扩展单元,为8位4通道输入、2通道输出的模拟量输入输出单元模块。F2-6A模块与F1、F2系列PLC连接示意图如下: 3.A/D转换、D/A转换 1)模数转换(A/D)模块:将现场仪表输出的(标准)模拟量信号0-10mA、4-20mA、1-5VDC等转化为计机可以处理的数字信号数模转换(D/A)模块:将计算机内部的数字信号转化为现场仪表可以接收的标准信号4-20mA等。如:12位数字量(0-4095)→4-20mA;2047对应的转换结果:12mA。 2)A/D转换(A/D、AI)的作用。
3)D/A转换(D/A、AO)的作用。 4.几种常见模拟量输入/输出模块简介: 1)模拟量输入模块FX-4AD。FX-4AD为4通道12位A/D转换模块,根据外部连接方法及PLC指令,可选择电压输入或电流输入,是一种与F2-6A相比具有高精确度的输入模块。 2)热电偶温度传感器模拟量输入模块FX-4AD-TC。FX-4AD-TC是4通道热电偶温度传感器模拟量输入模块。 3)模拟量输出模块FX-2DA。FX-2DA为2通道12位D/A转换模块,每个通道可独立设置电压或电流输出。FX-2DA是一种与F2-6A相比具有高精确度的输出模块。 三菱FX2N系列模拟量输入输出模块在水箱控制系统方面的应用 【方案】分布式视频联网解决方案 只看该作者| 顶[0] | 踩[0] | 引用| 回复| 编辑| 推荐| 举报| 管理
第13章闸门与启闭机安装方法说明及附图 工程概述 本标闸门及启闭机安装包括:尾水检修闸门门叶、门槽埋件及台车式卷扬机以及与本合同项目有关的锁定装置、自动挂脱梁、移动式启闭机轨道、基础埋件、各种电缆及埋管等附属设施。闸门及启闭机安装项目的规格和数量详见表13-1。 表13-1 金属结构安装工程量 金属结构储存和运输方案 金属结构设备储存方案 本标段金属结构设备数量较少,外形尺寸较小,不用设置专用堆放场,在设备到货后在安装现场附近空地临时堆放。 13.2.2 金属结构设备运输 本标段金属结构设备数量、种类较少,根据设备的外形尺寸、重量选择合适的吊装和运输手段进行装、卸车和运输。 主要装卸车设备25t汽车吊。 主要运输设备有15t和5t载重汽车。 安装现场结合土建施工,选用C6024型塔机和25t汽车吊等吊装设备。 运输路线:临时堆放场→厂房尾水平台。 13.2.3 金属结构安装施工起重设备 门槽埋件、启闭机轨道用汽车运输到安装现场,用浇筑塔机吊装; 1#、2#闸门及启闭机用汽车运输到安装现场,用25t汽车吊拼装,并用已安装好的台车式启闭机放门。 闸门门槽埋件安装 本标闸门埋件为尾水检修闸门门槽。
安装前的施工准备 安装前参与有业主、监理工程师和设备制造厂家提供的埋件的出厂验收和交接验收。 在埋件的设备堆场内对即将安装的埋件进行数量检查、尺寸复测、埋件清扫等,对于尺寸超标或有缺陷的设备及时报告监理工程师,并采取积极措施消除制造或运输中的变形超差或缺陷。 对金属结构二期埋件安装前的一期混凝土插筋、预留二期混凝土尺寸、控制桩号、控制高程等进行检查、控制,如发现不符合金属结构设计图样要求的,及时报告监理工程师,并积极、主动与施工单位协调、交涉。 门槽埋件安装前,必须对一期混凝土预留槽进行检查清理,对一期混凝土中的预埋件(插筋或型钢)进行调直,如发现预埋件有缺损或不符合要求,及时与土建施工单位协调,补埋或处理。所有的一期混凝土与二期混凝土的结合面,都要进行凿毛处理。 根据门槽设备的大小,提前准备有足够断面和数量的临时钢支撑对调整完成的门槽埋件进行加固,以保证门槽的安装精度,防止安装后的门槽及预埋件出现变形。 13.3.1.6布置电焊机和其他施工设备,满足设备的安装需要。 13.3.1.7搭设脚手架及安全防护设施 ⑴施工脚手架搭设前作好设计方案和施工方案,要求安全可靠,且同时能满足安装和二期混凝土施工的需要。 ⑵合理设置安全梯道,在必要的部位布设安全网和栏杆。 根据设计和规范要求编制详细的《施工工艺措施》报监理工程师审批,《施工工艺措施》中要包括安装、测量、焊接、加固、工期、安装偏差以及安全等内容,施工时也要严格按照批准的措施进行。确须调整的措施也必须要经监理工程师审批后才能施工。 埋件安装的基本要求 13.3.2.1埋件安装误差要求按招标书→技术文件→设计图纸→DL/T5018规范的顺序执行。 13.3.2.2所有埋入一期混凝土及二期混凝土的基础构件必须符合设计图样的要求。 13.3.2.3埋件安装包括主轨、副轨、反轨、侧轨、底槛、门楣(或胸
搅拌机使用说明 对从事设备管理、操作及维修人员来说是必读资料,这样不仅能有效的帮助你使用本机并达到最佳经济效益,而且还能避免机械损坏和意外事故的发生。 本说明书编制完全为维护用户之利益,所提出之内容包括警告事项,目的也在于此,藉此奉请用户详细阅读,认真实行。说明书只是介绍主要的操作步骤,因而不能代替有丰富经验的操作人员。 目录 一、概述 ------------------------------------------(4) 二、主要技术性能------------------------------------------(4) 三、主要结构原理------------------------------------------(5) 1、上料系统---------------------------------------- (5) 2、传动装置 ---------------------------------------- (7) 3、搅拌罐及搅拌装置 ----------------------------------(7) 4、轴端支承及密封装置-----------------------------------(8) 4、供水系统------------------------------------- (9) 6、卸料门装置 ------------------------------------(9) 7、电气控制系统 -------------------------------------- (9) 8、气路系统 ---------------------------------------- (10) 四、安装和调试 ------------------------------------- (11) 1、设备安装 ----------------------------------------(11) 2、试运行前的检查和准备工作 ---------------------------(11) 3、空载试运转 -----------------------------------------(12)
4.3.5固定卷扬式启闭机的安装 1启闭机安装前的准备 熟悉施工图纸、现场情况及有关的技术文件说明。 按照施工图纸及产品供货清单检查现场零部件是否齐全,各零部件在运输、存放过程中是否有损伤、变形和丢失。 按照施工图纸及DL/T5019有关规定对到场产品进行全面检查,经检查合格后,方可进行安装。 减速器应进行清洗检查,减速器内润滑油的油位应与油标尺的刻度相符,其油位不得低于高速级大齿轮最低齿的齿高,但亦不应高于两倍齿高。减速器应转动灵活,其油封和结合面不得漏油。 检查基础螺栓埋设位置,螺栓埋入深度及露出部分的长度是否准确。 检查启闭机平台高程,其偏差不应超过±5mm,水平偏差不应大于0.5/1000。 检查安装启闭机的基础建筑物,必须稳固安全。 5.2.3.2 固定卷扬式启闭机的安装 按图纸和技术说明书要求进行安装、调试、和试运转,安装好的启闭机,其机械和电气设备等的各项性能应符合施工图纸及技术 说明书的要求。 安装启闭机的基础建筑物,必须稳固安全。机座和基础构件的 混凝土,应按施工图纸的规定浇筑,在混凝土强度尚未达到设计强 度时,不准拆除和改变启闭机的临时支撑,更不得进行调试和试运转。 启闭机机械设备的安装首先产品现场后对启闭机进行全面检 查,合格后方可进行安装。其二,减速机应进行清洗检查,机内润 滑油的油位应于油标尺的刻度相符,减速机应转动灵活,其油封和结合面不得漏油。三,检查基础螺栓埋设位置,螺栓埋入及露出部
分的长度是否准确。四,检查启闭机平台高程,其偏差不应超过±1.5mm,水平偏差不大于0,5/1000.。五,启闭机安装根据起吊中心 线找正,其纵、横中心线偏差不超过±3mm。六,缠绕在卷筒上的 钢丝绳长度,当吊点在下限位置时,留在卷筒上的圈数不小于4圈,其中2圈为固定圈,另外2圈为安全圈,当吊点在位置时,钢丝绳 不得缠绕卷筒的光筒部分。七,双吊点启闭机,吊距误差不超过± 3mm,钢丝绳拉紧后,两吊轴中心线应在同一水平上,其高差在孔 口内不超过5mm全行程范围不超过30 mm。 每台启闭机安装完毕,应对启闭机进行清理,修补已损坏的保 护油漆,并根据制造技术说明书的要求,灌注润滑脂。 放线按图纸和底下洞中闸门的埋件中心线上返到启闭的吊点 位置,并计算出安装中心线以便于闸门吊起时受力点与闸门吊点一 致;放好线后,用汽车吊把启闭机吊到机架台上,并把组件组装成 一体,用吊链和滚杠把启闭机移到安装位置,用千斤顶打起启闭机,撤掉滚杠,用千斤顶调整好启闭机的位置和高程,固定好启闭机, 并把地脚二期砼打好。绕好启闭机的钢丝绳,以便于起吊闸门之用,两台启闭机同时安装好,复测,用线锤测量吊耳中心线与卷筒钢丝 绳中心一致达到标准要求。 (1)启闭机安装工艺流程: 启闭机安装放线→启闭机定位→电器部分的安装→启闭机单独运行→缠绕钢丝绳→启闭机与闸门连接→闸门启闭机试运行 根据起吊中心线找正安装位置,其纵、横向中心线偏差不应超 过±3mm。 用起吊设备把启闭机机座吊装到基础螺栓埋设位置,找正后使机座与基础构件相对固定,按施工图纸的规定浇筑混凝土,在混凝
高效搅拌装置 (Ver.2011版) 使 用 说 明 书
高效搅拌机(立式安装) 产品特点: 1)搅拌机桨叶采用框式搅拌形式,其动力效率高。根据池型及搅拌工艺要求可采用单层、双层或多层桨叶,可使搅拌介质同时产生径向和环向流动,可在要求的混合时间内达到一定的搅拌强度,满足混合速度快、均匀、充分等要求,且水力损失小,并可广泛适应搅拌介质比重、浓度、酸碱度、温度及粘度的变化,以满足各种搅拌工况的要求。 2)驱动装置主轴通过联轴器与搅拌轴联接,搅拌轴间均采用法兰联接形式联接,搅拌轴由双列角接触推力球轴承和滑动轴承支承,具有足够的强度和刚度,并具有较高的稳定性。滑动轴承由油室内的润滑脂润滑,可确保设备长期安全可靠地运行。 二、用途 用于给水排水处理反应过程中的各种水处理药剂的溶解或原水与混凝剂的混合、反应及池内或釜内不同比重的有机或无机液体的液相搅拌混合。 三、特点 1)传动环节少,机械效率高,结构紧凑,运行平稳; 2)占地面积小,处理量大,能耗低; 3)安装、运行、维护费用低; 4)可在要求的混合时间内达到一定的搅拌强度,满足混合速度快、均匀、充分等要求,且水头损失小,并可适应水量的变化以适用于各种水量的水厂。四、构造及工作过程 JBJ型桨式搅拌机由电机、减速机、机架、搅拌轴、桨板、联轴器、水下支座等组成。 驱动装置采用普通电机或防爆电机、摆线针轮减速机,驱动装置主轴通过联轴器与搅拌轴联接,搅拌轴由轴承支承,具有足够的强度和较高的稳定性。 搅拌机桨叶采用90度叶桨,可产生径向和环向分流,使物料与水快速充分混合,满足工艺要求。 五、主要技术参数及安装尺寸示意(见表1及图1) 注:框式搅拌机结构形式、技术参数和实际尺寸可根据客户池型、罐体尺寸和工艺要求设计。
闸门、启闭机施工方案
目录 1、编制依据 (1) 2、劳动力计划投入 (1) 3、设备投入计划 (1) 4、安装前检查和清理 (1) 5、闸门及启闭机安装 (2) 6、手电两用螺杆启闭机安装 (3) 7、螺杆式启闭机的试运转 (4) 8、回转式清污机安装 (4) 9、补漆 (5) 10、质量控制措施 (5) 11、安全生产 (6)
1、编制依据 起重设备安装工程施工及验收规范(GB50278-2010) 钢熔化焊接接头射线照相和质量分(GB3323-2005) 水工金属结构防腐蚀规范(SLl05-95) 水利水电工程钢闸门制造安装及验收规范(DL/T5018-2004) 水利水电工程启闭机制造安装及验收规范(DL/T5019-94) 水工金属结构焊接通用技术条件(SL36-2006) 低合金钢焊条(GB/T5118-1995) 起重机械安全规程(GB6067-2010) 水闸橡胶密封件(GB10706-1989) 钢焊缝手工超声波探伤方法和探伤结果分级(GB/T11345-2013) 水利水电工程钢闸门制造、安装及验收规范(GB/T14173-2008) 2、劳动力计划投入 焊工:4-8人; 起重工:2人; 探伤检验工:2人; 电工:2人; 防腐涂装工:1人; 其它:2人。 3、设备投入计划 (1)BX-300交流电焊机2台; (2)500A直流电焊机4台; (3)焊条烘干箱ZYH-60 1台; (4)J33-D水准仪1台; (5)J22经纬仪1台; (6)探伤机1台; (7)20吨吊车1辆; 4、安装前检查和清理 (1)在进行金属结构设备安装时,首先从存放场地调运出进行安装的该扇闸门 1
一、使用前注意事项 1、首先检查铭牌上搅拌机型号、额定输出、频率、项数、电压、搅拌量等,是否与要求规格符合。 2、请确认在运输途中产品是否有损伤,尤其注意电缆线外观有无造成铜线外露及螺丝等是否松动。 3、确认附件种类,件数有无短少。 二、安装前注意事项 1、请注意搅拌机必须顺时针方向运转(由上往下看朝右转方向)。 2、当您适用搅拌机时,需要适当容量的电源。如果使用了小容量的电源,便有可能会发生无法气动的情况,所以千万注意电源容量。 3、请确认您使用的频率及电压是否和名牌记载的规格相同。(尤其是以发动机供电时,更要注意频率及电压的变动)。 4、请在搅拌机的额定电压变动后容许值的+-10%已内使用电压。 5、移动搅拌机时,千万不可以拉电缆线。以免电缆线破裂。绝缘下降造成漏电。 6、请确认使用接地线 7、为防止触电发生,必须加装防止触电漏电断路器,为延长搅拌机的使用寿命,建议加装无熔丝开关。 8、请勿使搅拌机埋在污泥中。 三、安装说明 1、安装搅拌机的适当位置,至少须离入水面10cm以上。 2、搅拌机电缆线安装后,须超出水面,需要加长时,需在连接处用防水交代及绝缘胶带稳妥包扎,并适当的固定。 3、搅拌机安装时,地脚螺栓需固定牢固。 4、加装液位控制器。让搅拌机自动操作,液位控制器之运转及停止水位应适当调整,避免搅拌机长期低于持续运转水位下操作。 四、操作方法及注意事项 1、搅拌机操作前,先检查所有电源之电压及频率是否与铭牌上标示相符。 2、检查液位是否正常,以免影响搅拌机的使用效果。 3、注意搅拌机有无异常的震动及噪音产生 4、控制盘置于自动位置,勿转于手动位置,以免搅拌机无水运转。注意运转时,水位不可低于搅拌机搅拌桨叶。
QLD型电动螺杆启闭机安装使用说明书 江苏蔚联机械股份有限公司
目录 1.概述 2.型号说明 3.结构原理及操作程序4.电气控制 5.技术参数和性能参数6.安装与调整 7.性能检查和维修保养8.注意事项
1. 概述 QLD型电动螺杆启闭机具有超负荷停机保护、事故报警显示、上下行程限位控制等功能,具有电手动切换机构自动切断电源、现场与遥控、与微机联控功能,应用于水利水电、火力发电厂、核电站、市政、环保等泵站进出口闸门的开启和关闭,应用于工农业水渠的进、出口闸门截流的开启和关闭,应用于石油、化工、冶金、印染、造纸工厂等领域给排水闸门的开启和关闭。对于双吊点电手启闭机,所配电动装置与单吊点一致。该启闭机所用电动装置为密封户外型,可根据用户要求制成“三防型”(防霉、防潮、防盐雾)。 2. 型号说明 QLD 启闭吨位(KN) 电手动螺杆启闭机 举例:QLD-50型启闭机,指公称启门力50KN(即5吨),电动螺杆启 闭机。 3.结构原理及操作程序 QLD型电动启闭机由电动装置、机座、丝杆、护罩及电气控制箱等组成,电动装置由专用电机、减速机构、转矩控制机构、行程控制机构、位置指示机构、手/电动转换机构及现场操作机构组成。本启闭机由电动机或手动摇柄带动传动装置(齿轮、蜗轮、蜗杆或减速箱)运转驱动传动螺母(或螺杆)转动,使螺杆作垂直升降运动,从而作开启或关闭闸门。 (1)专用电机:为YDF电机。它是根据电动装置的工作特点及一般闸门使用工况而设计制造的闸门专用电机。 (2)减速机构:为同轴式。由一级蜗杆、蜗轮组成。 (3)行程控制机构:用来指示闸门的开启和关闭位置,由齿轮传动部分、计数器和大触点控制部分组成。 (4)位置指示机构:用来指示闸门的开启和关闭程度。由一组传动齿轮、指针、
摘要 自动配料系统是一个针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。广泛应用于化工、冶金、建材、食品、饲料加工等行业。本文介绍了一种基于西门子PLC和新型称重配料控制器ID551的技术特性。根据西门子s7-200 PLC和称重仪表作为控制器,以完成控制过程。液体灌装配料系统主要由s7-200 PLC,称重仪表,HMI和四通道灌装设备构成。通过对称重仪表清零和标定等参数的设置,来完成相应的设置质量的精确称重。设置校准标定值为1Kg, 允许误差范围在10 g以内。系统采用慢喂阀和快喂阀两种方式添加原料,是为了达到高速、准确的目的。在设计本系统过程中考虑了可能影响系统误差诸多因素,如液体在空中停留的时间即空中飞料时间、影响水流速快慢的压力大小即蓄水池液位等。为了进一步减小误差,我们可以通过设置空中飞料时间来调整,设置空中飞料时间为1s。当称重结束时,完成称重,开始放料。当称重仪表称的桶中液体质量为零时,此时放料结束,完成一次原料称重。整个过程可以通过触摸屏设置并观测。把水、水泥、砂、碎石,分别在四个通道称重,当且仅当四个通道放料阀都处于复位状态时,搅拌电机开始工作,原料进行搅拌,完成一个工业配料的实际应用——混凝土搅拌自动控制系统。基于PLC、称重仪表、触摸屏的工业配料自动控制,可在材料精确、快速称重的生产行业进行应用。 关键词:PLC;称重仪表;人机界面;工业配料。
Title:Based on PLC and weighing instrument, touch screen, industrial automatic control Abstract Automatic batching system is one for all the different types of materials (Solid or liquid)In transmission、Matching、heating、mingle and so on. Then form the whole production process automation production line. Be widely used in chemical industry, metallurgy industry, building materials industry, food industry, feed processing industry etc. To introduce this system, the article takes a method to solve it. Liquid filling batching system is mainly composed of S7-200 PLC, weighing instrument, HMI and liquid filling equipment of four channels. Through to the weighing instrument reset Settings, Setting the calibration value set etc. To complete the corresponding setting quality and accurately of weighing, then setting calibrating the calibration value to 1 kg, allowed error range of 10 g. Set the air time to 1s. When the dosing and at the beginning of the start switch, then give S7-200 PLC a rising edge. In the design of this system in the process of considering many factors may affect the system error, calculating the air time. And the pressure of the reservoir water level size affect water pipe water injection flow rate, etc. In order to further decrease the error, we can set up through the air to fly time value to adjust it. When four of discharging valve are reset, mixer began to stir, then complete an industrial weighing ingredients. And industrial ingredients, weighing module, touch screen based on PLC automatic control system design, available in high precision material accurate formula of raw material and production industry. Keywords: Programmable Logic Controller; Weighing instrument; Human Machine Interface ;Industrial ingredients.
. 搅拌机使用说明 对从事设备管理、操作及维修人员来说是必读资料,这样不仅能有效的帮助你使用本机并达到最佳经济效益,而且还能避免机械损坏和意外事故的发生。 本说明书编制完全为维护用户之利益,所提出之内容包括警告事项,目的也在于此,藉此奉请用户详细阅读,认真实行。说明书只是介绍主要的操作步骤,因而不能代替有丰富经验的操作人员。 目录 一、概述------------------------------------------(4) 二、主要技术性能------------------------------------------(4) 三、主要结构原理------------------------------------------(5) 1、上料系统---------------------------------------- (5) 2、传动装置---------------------------------------- (7) 3、搅拌罐及搅拌装置----------------------------------(7) 4、轴端支承及密封装置-----------------------------------(8) 4、供水系统------------------------------------- (9) 6、卸料门装置------------------------------------(9) 7、电气控制系统-------------------------------------- (9) 8、气路系统---------------------------------------- (10)
160kN固定卷扬式快动启闭机 安装、使用和维护说明书 编制: 审定: 起重机有限公司 年月
目录 1.设备用途 2.主要技术参数 3.机构说明 4.包装、搬运和贮存 5.安装 6.试运转 7.维护和保养 8.其它
1.设备用途 1.1 本启闭机用于进水口快速闸门的启闭,是固定式的单吊点启闭机,最大启门力为 10 2.2kN,持住力为160kN。 本机安装现场应设置适当的防潮、防尘设施,以免机械和电气设备受潮。 1.2 本启闭机的设计,其机械强度按持住力160kN设计,电动机容量按启门力10 2.2kN设计,并按轻型工作制度进行计算和选择。 1.3 本启闭机有快慢两种速度,慢速是正常工作情况下的启闭速度,是在电动机通电情况下的运行;快速只用在事故工况下运行,电动机不通电,它是靠闸门自重(或水柱压力)等荷重作用下,带动机构运行作快速下降,其下降的速度受调速器控制,不得超过4.2米/分。 1.4 本启闭机有两种启闭高度,一种是快速闭门高度,另一种是启门高度。 2.主要技术参数 启门力 102.2kN 持住力 160kN 启门高度 12m 快速闭门高度 8m 启门速度 2.11m/min 快速闭门速度 4.2m/min 电动机 YZ160M1-6 减速器 ZQ500+150 开放齿轮 m=12 ,i=4.167 钢丝绳 6W(19)-19-170-I-乙镀-右交 工作级别 Q2-轻 电源 AC380V,50Hz 3.机构说明 该启闭机由机架、电动机、制动器、减速器、联轴器、调速器、卷筒装置、平衡滑轮组、钢丝绳、吊具和主令控制器、高度指示器、负荷控制器等组成。 3.1 本启闭机采用冶金及起重用YZ160M1-6型电动机为动力,通过制动轮联轴器等,与ZQ500+150减速器的高速轴联接,减速器的低速轴上装有开式小齿轮,和与卷筒联接在一起的开式大齿轮啮合,卷筒轴为心轴,两端固定支承在轴承座上。 3.2 起吊用的钢丝绳,穿过动滑轮、平衡滑轮,两头分别用压板固定在卷筒左右螺旋槽的端部。动滑轮吊板下部与闸门吊耳联结,当电动机正
安装手册 台式搅拌机 Model:Y66 操作之前,请仔细阅读本说明 技术参数:额定电压AC220V-240V~50/60Hz(500W)
安全使用需知 使用电器前,请严格遵守以下基本的安全预防措施: 1.使用前请通读使用说明书。 2.为防止触电危险,请把电器部件远离水和其他液体。 3.当儿童靠近或使用电器时,请密切陪同监督。 4.在组装、拆卸或清洁电器前,请先从插座拔出电源。 5.避免接触运动物体. 6.本产品具有极性插头,为避免触电危险,插头只能从一端插入具有极性 的插座,如果插头跟插座不能完全吻合,试用插头的另一端,如果仍然不行,请与专业的电工联系,不要擅自对插头做任何改动。 7.如电线或插头有损坏,电器设备发生故障或以任何方式掉落,遭受请不 要使用,将该电器送到最近的授权服务商进行检查,维修或电器调整。 8.请在制造商的推荐下使用相关配件,包括杯盖,否则可能导致人身伤害 的危险。 9.不要在户外使用本品。 10.不要将电线悬挂于桌子或柜子边缘。 11.使用搅拌器时,严禁将双手及餐具放入杯搅拌或研麿中,以防对他人造 成严重伤害或损坏搅拌器,可以使用刮刀,但前提是搅拌器必须停止运行。 12.刀锋尖利,小心使用。 13.为减少伤亡危险,在没有盖杯盖的情况下,千万不能将刀片组件置于搅 拌器底座。 14.使用前,请确认杯盖是安全到位盖上的。 15.搅拌热液体时,将两片罐盖中的中间那片拿开。 16.在搅拌器杯没有装任何食物或水的情况下,不要启用电器。
17.请不要把产品将设备用于除说明书上标明外的其他用途。 妥善保管此说明书 首次使用前: 首次使用前,应彻底清洁搅拌机的各部件。 从位于搅拌器底座的绕线器上取出所需长度的电线,并将其连接交流电源。玻璃搅拌杯的组装: 1.将橡皮密封圈(4)置于刀片装置(5)的内侧。 2.将刀片装置,密封圈和固定环放入杯座内,注意密封圈应放在玻璃杯与 刀片中间,而不是放在刀与杯座中间,否则不能过到密封效果。 3.将玻璃杯置于底座装置之上,并调整杯座装置。顺时针调整杯座装置可 玻璃杯固定。 4.将相关部件组装于杯内之后,按压,将杯盖(2)固定于杯子之上 5.将中盖插入杯盖中,逆时针调整中盖可将其固定。 6.将刀片装置和密封环置于底座之中。 7.研磨杯杯盖第一次使用时,盖子有点紧。开盖方式:左手握透明杯盖, 右手握杯座,左手逆时针方向旋转。 插入不锈钢壶 1.确认已切断搅拌器的电源(调到“O”标志处)。 2.将整个搅拌杯(9)放置于马达(7)上,用力按压直到完全安全地固定。使用方法: 1.将您想要的搅拌的食物放入不锈钢壶中。 2.将不锈钢壶的盖口安全盖紧。将量杯放入盖口的小洞中并顺时针盖好。 3.启动马达机组: 速度作用 1(慢速) 用于搅拌液体等
1. SIWAREX MS称重模块简介 SIWAREX MS称重模块集成在SIMATIC S7-200系统中,主要特征如下: ?利用STEP 7 MicroWin版本4.0 SP2及更高版本进行配置; ?分辩率高达16位的重量测量或力的测量; ?精度0.05 %; ?可以在20 ms或33 ms之间选择的快速测量时间; ?使用SIWATOOL MS软件,通过RS 232接口很容易地实现校秤; ?允许理论校秤; ?更换模块后无需重新校订,只需重新下载校秤数据即可; ?适用于1类防爆区域的本质安全称重传感器电源(SIWAREX IS选项);?诊断功能。 2. 设备及软件列表 该实验中用到的硬件和软件如下:
3. 添加称重库指令 添加库文件,步骤如下:
选择要添加的两个库文件,如下图所示: 已经添加的两个库文件如下所示: 建议第一次使用西门子称重模块的用户到下列网站下载上述库文件和相应例子程序: https://www.doczj.com/doc/0d5094484.html,/download/DocList.aspx?TypeId=5&CatFirst=36&CatSecond=-1&CatThir d=-1 4. 库文件参数说明 4.1 MicroScale_V20参数说明
一个SIWAREX MS需要占用PLC200的4个模拟量输入和4个模拟量输出,其地址通过参数“First_AIW、Second_AIW、Third_AIW、Fourth_AIW”及“First_AQW、Second_AQW、Third_AQW、Fourth_AQW”指定,该地址可以通过下列方式获取: 从下图可以看出,在该例子程序中称重模块输入和输出的起始地址分别为AIW0和AQW0
第13章闸门与启闭机安装方法说明及附图 13.1 工程概述 本标闸门及启闭机安装包括:尾水检修闸门门叶、门槽埋件及台车式卷扬机以及与本合同项目有关的锁定装置、自动挂脱梁、移动式启闭机轨道、基础埋件、各种电缆及埋管等附属设施。闸门及启闭机安装项目的规格和数量详见表13-1。 表13-1 金属结构安装工程量 13.2 金属结构储存和运输方案 13.2.1 金属结构设备储存方案 本标段金属结构设备数量较少,外形尺寸较小,不用设置专用堆放场,在设备到货后在安装现场附近空地临时堆放。 13.2.2 金属结构设备运输 本标段金属结构设备数量、种类较少,根据设备的外形尺寸、重量选择合适的吊装和运输手段进行装、卸车和运输。 主要装卸车设备25t汽车吊。 主要运输设备有15t和5t载重汽车。 安装现场结合土建施工,选用C6024型塔机和25t汽车吊等吊装设备。 运输路线:临时堆放场→厂房尾水平台。 13.2.3 金属结构安装施工起重设备 门槽埋件、启闭机轨道用汽车运输到安装现场,用浇筑塔机吊装; 1#、2#闸门及启闭机用汽车运输到安装现场,用25t汽车吊拼装,并用已安装好的台车式启闭机放门。 13.3闸门门槽埋件安装
本标闸门埋件为尾水检修闸门门槽。 13.3.1 安装前的施工准备 13.3.1.1安装前参与有业主、监理工程师和设备制造厂家提供的埋件的出厂验收和交接验收。 13.3.1.2在埋件的设备堆场内对即将安装的埋件进行数量检查、尺寸复测、埋件清扫等,对于尺寸超标或有缺陷的设备及时报告监理工程师,并采取积极措施消除制造或运输中的变形超差或缺陷。 13.3.1.3对金属结构二期埋件安装前的一期混凝土插筋、预留二期混凝土尺寸、控制桩号、控制高程等进行检查、控制,如发现不符合金属结构设计图样要求的,及时报告监理工程师,并积极、主动与施工单位协调、交涉。 13.3.1.4门槽埋件安装前,必须对一期混凝土预留槽进行检查清理,对一期混凝土中的预埋件(插筋或型钢)进行调直,如发现预埋件有缺损或不符合要求,及时与土建施工单位协调,补埋或处理。所有的一期混凝土与二期混凝土的结合面,都要进行凿毛处理。 13.3.1.5根据门槽设备的大小,提前准备有足够断面和数量的临时钢支撑对调整完成的门槽埋件进行加固,以保证门槽的安装精度,防止安装后的门槽及预埋件出现变形。 13.3.1.6布置电焊机和其他施工设备,满足设备的安装需要。 13.3.1.7搭设脚手架及安全防护设施 ⑴施工脚手架搭设前作好设计方案和施工方案,要求安全可靠,且同时能满足安装和二期混凝土施工的需要。 ⑵合理设置安全梯道,在必要的部位布设安全网和栏杆。 13.3.1.8根据设计和规范要求编制详细的《施工工艺措施》报监理工程师审批,《施工工艺措施》中要包括安装、测量、焊接、加固、工期、安装偏差以及安全等内容,施工时也要严格按照批准的措施进行。确须调整的措施也必须要经监理工程师审批后才能施工。 13.3.2 埋件安装的基本要求 13.3.2.1埋件安装误差要求按招标书→技术文件→设计图纸→DL/T5018规范的顺序执行。 13.3.2.2所有埋入一期混凝土及二期混凝土的基础构件必须符合设
松下搅拌机说明书 篇一:搅拌机使用说明书 搅拌机使用说明书 搅拌机使用说明书搅拌机使用说明一、前言首先在此感谢对公司产品之信赖及爱护,为了维护您应有的权益,并保持本搅拌机正常的运作,在使用前务必请详细阅读本操作维护手册。并请将本操作维护手册放置在随手可取得之处,以备不时之需。二、使用前注意事项 1、首先请检查铭牌上搅拌机的型号、额定输出、频率、相数、电压、搅拌量等,是否与要求规格符合。 2、请确认在运输途中产品有无损伤。尤其须注意电缆线外观有无造成铜线外露及螺丝、螺帽等是否松动之情况发生。 3、确认附件之种类、件数有无短少。三、安装前的注意事项 1、请注意搅拌机必须顺时针方向运转(由上往下看朝右转方向)。 2、当您使用搅拌机时,需要适当容量的电源。如果使用了小容量的电源,便有可能会发生无法启动的清形,请千万注意电源容量。 3、请确认您使用的频率及电压是否和铭牌记载的规格相同。(尤其是以发动机供电时,更须注意频率及电压的变动)。 4、请在搅拌机的额定电压变动之容许值的±10%以内使用电压。 5、移动搅拌机时,千万不可以拉电缆线,以免电缆线破裂,绝缘下降造成漏电。 6、请确实地使用接地线。 7、为防止触电发生,必须加装防止触电之漏电断路器。为延长
搅拌机的使用寿命,建议加装无容丝开关。 8、请勿使搅拌机埋在污泥中。 四、安装说明 1、安装搅拌机的适当位置,至少须离入水面10CM 以上。 2、搅拌机电缆线安装后,须超出水面,如家长时,须在连接处以防水胶带及绝缘胶带妥当包扎,并适当地固定。 3、搅拌机安装时,地脚螺栓需固定牢固。 4、可加装液位控制器(建议使用非电极式,如水银式或钢珠式),让搅拌机自动操作,液位控制器之运转及停止水位应适当调整,以避免搅拌机长期低于持续运转水位 (C、W、L)下操作。五、操作方法及注意事项 1、搅拌机操作前,先检查所用电源之电压及频率是否与铭牌上标示相符。 2、检查液位是否正常,以免影响搅拌机的使用效果 3、注意搅拌机有无异常的振动及噪音产生。 4、控制盘置于自动位置,勿转于手动位置,以免搅拌机无水运转。注意运转时,水位不可低于搅拌机搅拌桨叶。六、日常检点 1、运转中检查包含搅拌量、电源、振动及噪音等,与平常不同时,即是故障前兆,其检查方法请参照故障排除说明。 2、平时须注意电缆线有无龟裂,是否固定妥当,当实施保养检查搅拌机时,须注意不可拉扯电缆线,以维持电缆线的使用寿命。 3、如果发现搅拌机有异常振动及噪音时须检视轴承是否损坏,必须时更换轴承。 4、平时注意水质是否与选用搅拌机时有所差异,含沙量、水质的酸碱度等,如有变化,
词条简介 它是一种用于传感器的实用性结构配件。由顶板、基板、称重传感器、负载支承柱及支承螺栓构成。根据负载支承柱及顶板的不同,分为固定式、半浮动式和浮动式三种结构。在一个称重系统中,使用一只固定模块,一只半浮动模块,其余用浮动式模块补足,一般分为三只一套和四只一套。三只一套用于三点支承,四只一套用于四点支承。称重模块可以非常方便地安装在各种形状的容器上,适用于改造已有的设备,无论是容器、料斗还是反应釜,加上称重模块,都可以变成称量系统。 目录 称重模块分类>称重模块的特点>称重模块选购、安装、调试注意事项>西门子称重模块在工业自动化的应用 称重模块分为二类: ·FW静载称重模块:主要适用于侧向力较小的静载荷称重场合。静载称重模块可以非常方便地安装在各种形状的容器上。 ·CW动载称重模块:主要适用于承受水平作用力的机械装置如流水线、传送带等,另外动载称重模块还可用于机械平台秤的改造。
>称重模块的特点 与现成的电子衡器相比,称重模块最大的特点是不受场地限制,组装灵活,维修方便且价格便宜。*地上衡因有秤台,要一定的占地面积,而称重模块安装在容器的支承点上,不需另外占地。特别适用于多个容器并列安装而场地窄小的场合。电子衡器的量程和分度值有一定的规格,而称重模块组成的称重系统,量程和分度值可以在仪表允许的范围内,根据需要自行设置。称重模块维修方便,若传感器损坏,可以调节支撑螺杆将秤体顶起,不必拆除称重模块,就能更换传感器。另外,由于称重模块结构简单,因而由称重模块组成称重系统,投资也比较少。 称重模块在化工企业的应用化工企业在物料储存和生产过程中大量使用各种贮槽和计量槽。但普遍遇到两个问题,一是物料的计量问题,二是生产过程的控制问题。根据我们的实践,应用电子称重模块,可以较好地解决。
称重模块选购、安装、调试注意事项 1.选购注意事项 称重模块的选购,一般根据容器的支承点来选用3只一套或4只一套的模块的量程,由于存在着秤体(容器)自重及振动冲击、偏载等因素,一般按下列规则选用。多传感器静态称重系统: 固定负荷(秤台、容器等)+变动负荷(需称量的载荷)≤选用传感器额定载荷×所配传感器个数×70[%],其中70[%]的系数是考虑振动、冲击、偏载因素而加的。 另外,要注意是否有防爆要求,易燃易爆的场合,则应选用防爆型的传感器。 2.安装注意事项 (1)要注意水平调整,包括单个模块的安装平面和一套称重模块之间的水平调整。 (2)焊接时传感器不能通过电流,焊接顶板时,地线要连接在秤体上,焊接底板时,地线要接在基础上,防止损坏传感器。 (3)如果秤体上有输料管道,应换成软管,或使连接管道尽量长一点,以防止它们吃掉传感器真实的负荷而引起误差。 (4)要在容器上焊一个砝码校验台,以便校验。容器上一般都无放置砝码的地方,需要焊一个平台放置砝码。通常焊在容器的下方,便于砝码上下安放。 (5)接线盒必须注意防潮,多余的孔要用密封塞头塞住。接线盒如安装于室外,必须加保护箱,防止雨淋。在使用中因接线盒受潮而造成故障的情况时有发生,因此必须引起足够的重视。 2.调试要求闸门及启闭机安装精编 版 MQS system office room 【MQS16H-TTMS2A-MQSS8Q8-MQSH16898】
闸门及启闭机安装一、埋件安装 (一)、埋件安装工艺流程图 1 2 接。 3 4 5 6 理。 7 1 (1 (2 (3 验; (4 (5
2、安装支铰座,用葫芦将铰座吊起对准预埋螺栓,先留出四孔螺孔(上、下、左、右各一个)不要拧紧,检查铰底座与底盘之间间隙,调整好铰座的位置,最后再拧紧四孔螺栓,铰座安装后,严格检查两铰座的同轴度,相互调整达到规范要求。 3、门叶下半节吊入门槽,在支臂拼装前用拉链葫芦将下半节固定。 4、将支臂吊入门槽先连接铰轴,再通过连接螺栓与门叶连接,左右两只支臂都安装后,检查安装尺寸,等尺寸合格后再进行焊接。 5、在下半节门叶与支臂安装焊接完毕后,用上方设置的两个临时吊点将上半节吊起,对准下半节落下,用背水面设置的临时吊点,调整前后方向,上吊点调整上下方向,上、下半节完全吻合后,先用分段时的临时螺栓固定,复查安装尺寸,等合格后再进行最后组装焊接,焊接尽量避免仰焊,难于避免时,应由具备相应资格的焊工施焊。 6、闸门安装完毕后,拆除安装用的临时焊件,修整好焊缝,清除埋件表面和门叶上的所有杂物,在各转动部位按施工图纸要求灌注润滑脂。 7、待启闭机安装调试后,对闸门进行调整,在无水条件下,做全行程启闭试验,检查支铰转动情况,做到启闭过程平稳无卡阻、水封胶皮无损伤。调试过程中,必须对水封橡皮与不锈钢水封底板的接触面采用清水冲淋润滑以防损坏水封橡皮。在闸门全关位置,水封橡皮无损伤,漏光检查合格,止水严密,有条件时做动水启闭试验。 (四)、检修闸门安装方法 1、闸门埋件的安装要符合技术及规范要求,采用全站仪检查测量,在二期混凝土浇筑后,进行复查。 2、闸门主支承部件的安装调整工作,经测量校正后进行,所有主支承面要调整到同一平面上,误差不大于图纸的规定。 3、水封装置安装时,先将橡皮按需要长度胶结好,再与水封压板一起配钻螺栓孔,安装允许偏差应符合规范要求。 4、叠梁门吊起插入门槽,调整好止水后,清除埋件表面和门叶上的所有杂物,清除不锈钢水封底板表面的水泥浆,在滑道支承面和滚轮轴涂抹或灌注润滑脂。 5、闸门安装完毕后,做静平衡试验、无水情况下全行程启闭试验、静水情况下的全行程启闭试验及通用性试验。 三、启闭机安装 (一)、手电两用启闭机安装流程图 1