零件名称图纸编号模具名称
模具编号型 腔 数模 架注塑机台模具寿命
成型周期
模温控制模具温度取件方式 2、塑胶零件表面是火花纹要求,必须有2度以上的脱模斜度(请注意校核),并且保证
3、零件分型面批锋/毛刺小于0.02mm;模具分型面不能有加工刀痕,模具模边不能有圆
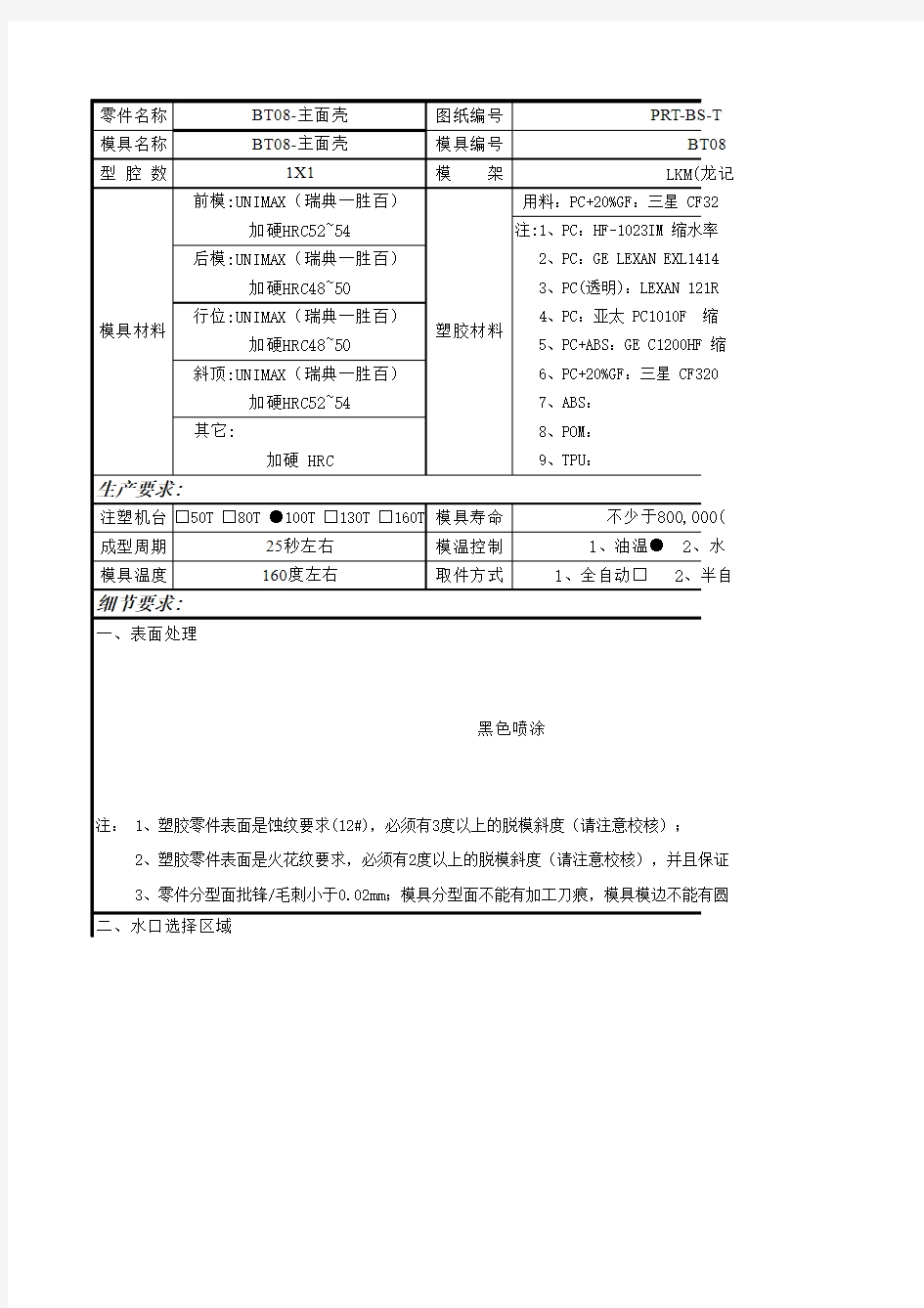
二、水口选择区域
细节要求:
一、表面处理
黑色喷涂
注: 1、塑胶零件表面是蚀纹要求(12#),必须有3度以上的脱模斜度(请注意校核);
生产要求:
□50T □80T ●100T □130T □160T 不少于800,000(25秒左右1、油温● 2、水160度左右1、全自动□ 2、半自
加硬HRC52~54
7、ABS: 其它:
8、POM:加硬 HRC 9、TPU:
行位:UNIMAX(瑞典一胜百)
4、PC:亚太 PC1010F 缩加硬HRC48~50
5、PC+ABS:GE C1200HF 缩斜顶:UNIMAX(瑞典一胜百)
6、PC+20%GF:三星 CF320模具材料前模:UNIMAX(瑞典一胜百)
塑胶材料 用料:PC+20%GF:三星 CF32加硬HRC52~54
注:1、PC:HF-1023IM 缩水率后模:UNIMAX(瑞典一胜百)
2、PC:GE LEXAN EXL1414加硬HRC48~50
3、PC(透明):LEXAN 121R BT08-主面壳PRT-BS-T BT08-主面壳BT081X1
LKM(龙记
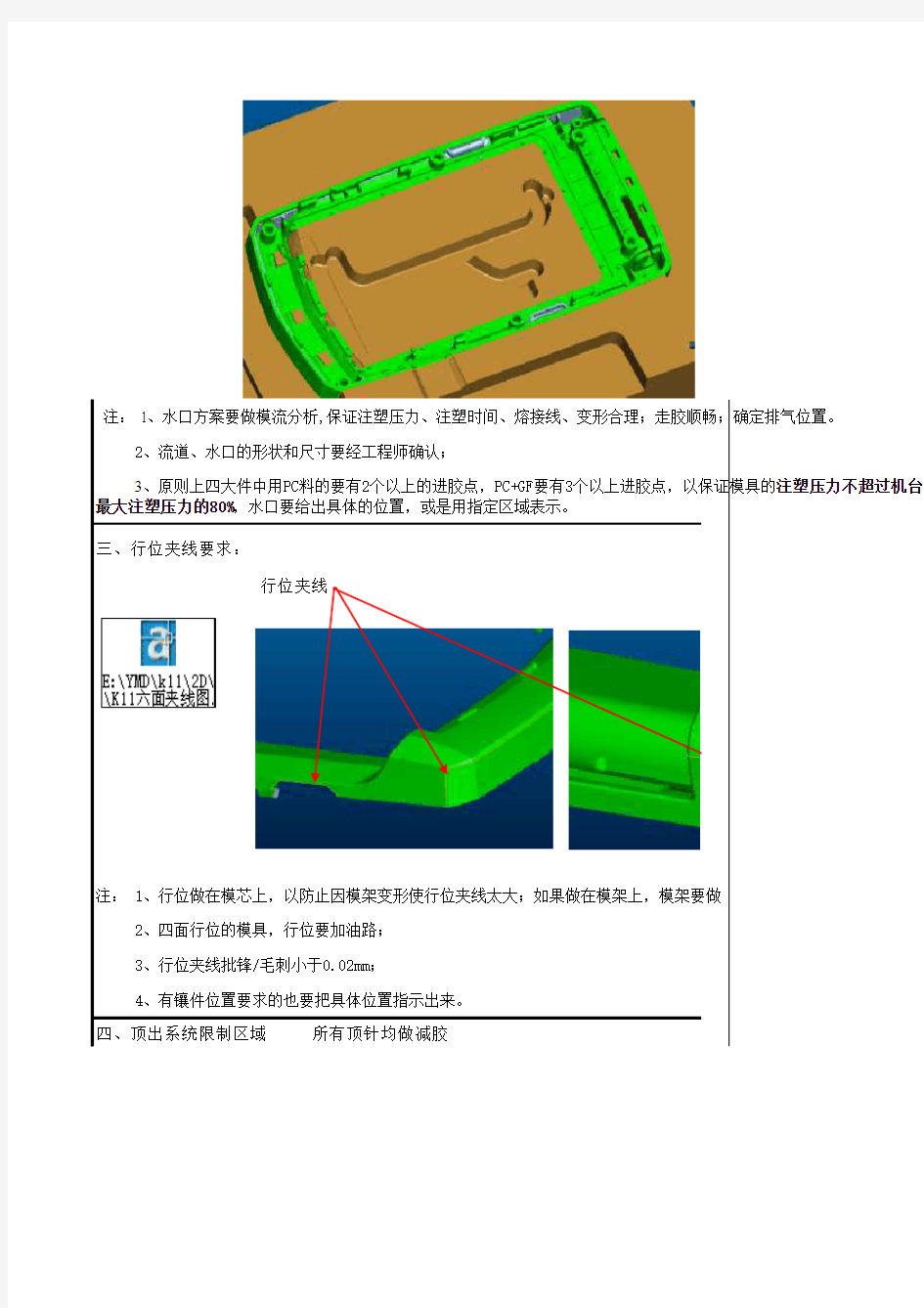
行位夹线
2、四面行位的模具,行位要加油路;
3、行位夹线批锋/毛刺小于0.02mm;
4、有镶件位置要求的也要把具体位置指示出来。
四、顶出系统限制区域 所有顶针均做减胶
注: 1、水口方案要做模流分析,保证注塑压力、注塑时间、熔接线、变形合理;走胶顺畅;确定排气位置。
2、流道、水口的形状和尺寸要经工程师确认;
3、原则上四大件中用PC料的要有2个以上的进胶点,PC+GF要有3个以上进胶点,以保证模具的注塑压力不超过机台最大注塑压力的80%,水口要给出具体的位置,或是用指定区域表示。
三、行位夹线要求:
注: 1、行位做在模芯上,以防止因模架变形使行位夹线太大;如果做在模架上,模架要做
注: 1、禁止放置区域,指什么条件都不允许放置顶针的区域;
2、减胶顶针放置区域,指允许放置顶针但必须保证顶针面高出胶位面0~0.1mm的区域;
3、加胶顶针放置区域,指允许放置顶针但所加顶针位置要和工程师商量加胶的区域;
4、全自动生产的模具减胶顶针放置区域等同于禁止放置区域;
5、顶针、斜顶、顶块等顶出件的顶面纹路必须和后模一致;
6、顶针、斜顶、顶块等顶出件必须有防转防呆并刻有零件编号。
五、文字符号(刻印)要求
无文字符号。
六、五金镶件/铜螺母要求:
注:1、五金镶件的要做3个以上的定位针,定位针的头部做成球头状;五金件与后模型芯要止压模。不能用磁铁吸的五金件,要用气盘吸,模具设计要预留位置;
2、铜螺母要与定位针匹配,无挂铜粉和溢胶。
七、模温系统要求:
注:1、水/油道要求分布均匀合理,到型腔的距离合适,水/油道直径8mm以上,堵头用标准 制1/4细牙,模架上要有进出水标记(IN/OUT),接头位置优先考虑放在两侧,水/油 下方要加支撑脚;
2、水/油道所用的密封圈,全部使用耐高温,耐油的密封圈;
确认日期 3、需要做备件的易损件评估结论:
两前模斜顶做备用
十、以下由模具厂填写并回传给客户
1、资料是否完整:(2D/3D零件图、开模细节图纸、外观工艺图)
资料完整
2、对上述要求及结构工程师提供的资料有没有异议,有什么建议:
2、为保障模具使用的连续性,模厂需制做一套易损坏部件(包括:小圆顶针、扁顶针、
等)备件,此费用由模具厂和步步高协商确认。模具设计完成后模具厂提供要做备件清单,由步步高确认需做的部件和数量。
3、模厂在设计模具时,能做成一样的斜顶做成可互换的,以节省备件数量。
4、其他要求请参照附件
制定
审核日期日期 3.2 试模中的问题,主要不良,修模建议;
3.3 模具的整体评价,包括:整体是否干净、导向是否顺畅、行位动作是否顺利、顶出
、拆装水管是否方便、铭牌指示是否完整;
九、其它要求:
注:1.1 模厂在模具加工之前要提供《模流分析报告》、模具设计2D/3D图纸、《模具评审报
1.2 模具验收时要提供《模具钢材材质证明》、《模具主要部件QC检测报告》(包括塑
尺寸、模具零件硬度等)、《模具静态检验报告》。
八、试模要求:
注:1、 模厂在模具试模后提供以下试模样板:
1.1 最终确定的样板_300_PCS;透明样板(如需要)_20____PCS;数量由步步高跟进工程师确认;
1.2 欠压5%样板和过压5%样板各一套。
2 提供《塑胶零件检测报告》(尺寸、外观);
3、要提供详细的《试模报告》,包括:
3.1 《试模参数记录》;
3、一般情况水/油道过模芯,有过模板、过镶件或是镶件用铍铜等要求的要指出;
4、水/油道回路要求不能太长,太长要拆成两个回路,操作侧用标准件接头连接起来(
制定审核
确认
-BS-TOP-BT08
BT0803A
M(龙记S50C)
CF3200 缩水率:1/1000~3/1000缩水率:5/1000~7/1000
L1414 缩水率:4/1000~8/1000 121R 缩水率:5/1000~7/1000 F 缩水率:5/1000~7/1000
0HF 缩水率:5/1000~7/1000
CF3200 缩水率:1/1000~3/1000
,000(50万内无大修)
2、水冷□
3、其它□
、半自动□ 3、机械手□
;
且保证正面和侧面火花纹一致;能有圆角和划痕。
入水点
合理;走胶顺畅;确定排气位置。
上进胶点,以保证模具的注塑压力不超过机台
架要做精定位,做预防变形处理;
区域;
域;
型芯要有0.5~1.0mm的避空位,以防
用标准件不允许用铜堵,接头螺牙为英水/油道一定要从上下侧走要内置,在
顶针、司筒、斜顶、小镶件、镶针要做备件清单,由步步高确认需做的部件和数、顶出是否顺畅、装拆模是否方便评审报告》;
包括塑胶零件图上有公差要求的关键由步步高跟进工程师确认;
;
起来(工程师在评审模具时请注意)。