《液压控制系统》设计任务书
一、液压控制系统设计的目的
1、巩固和深化已学的理论知识,掌握液压控制系统设计计算的一般方法和步骤。
2、熟悉并会用有关国家标准、部颁标准、设计手册和产品样本等技术资料。
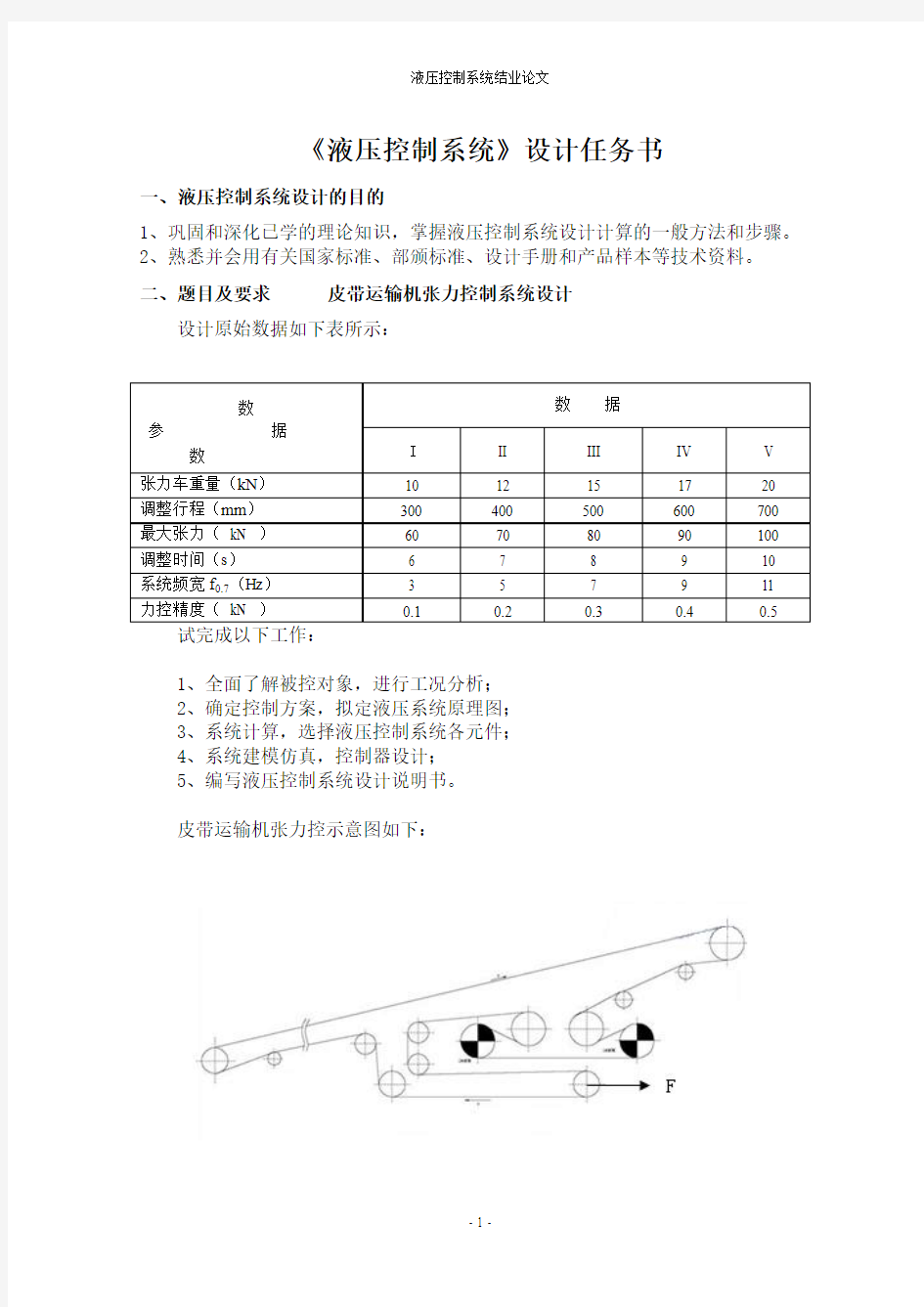
二、题目及要求 皮带运输机张力控制系统设计
设计原始数据如下表所示:
试完成以下工作:
1、全面了解被控对象,进行工况分析;
2、确定控制方案,拟定液压系统原理图;
3、系统计算,选择液压控制系统各元件;
4、系统建模仿真,控制器设计;
5、编写液压控制系统设计说明书。
皮带运输机张力控示意图如下:
数
参 据
数
数 据 I II III IV V 张力车重量(kN )
10 12 15 17 20 调整行程(mm )
300 400 500 600 700 最大张力( kN )
60 70 80 90 100 调整时间(s )
6 7 8 9 10 系统频宽f 0.7(Hz )
3 5 7 9 11 力控精度( kN ) 0.1 0.2 0.3 0.
4 0.5
摘要
设计一种用于皮带运输机的液压自动张紧装置,分析了其他张紧装置的优缺点的同时,认为此种液压自动张紧装置具有工作较平稳、对空间要求低、性能可靠等优点,是一种较先进、较完善、适合于大型带式输送机的张紧装置。根据要求,本文分三部分(张紧装置的总体结构设计、张紧装置的液压系统设计与计算、张紧油缸的设计与计算)对此种液压自动张紧装置进行了分析;同时,绘制了结构布置图、系统原理图、零件图及装配图等。
关键词:皮带机、自动张紧装置、液压系统、张紧液压缸
目录
摘要22222222222222222222222222222222222222222222222222222222222222222第一章绪论222222222222222222222222222222222222222222222222222222222222
1.1 皮带运输机简述22222222222222222222222222222222222222222222222222
1.1.1 皮带运输机的工作原理222222222222222222222222222222222222222222
1.1.2 皮带运输机的构成及特点2222222222222222222222222222222222222222
1.2 国内外皮带运输机的发展现状与差距22222222222222222222222222222222
1.2.1 国外皮带运输机技术现状22222222222222222222222222222222222222
1.2.2 国内皮带运输机技术现状2222222222222222222222222222222222222222
1.2.3 国内外皮带运输机技术的主要差距22222222222222222222222222222222
1.3 皮带运输机张紧装置的研究概况222222222222222222222222222222222222
1.3.1皮带运输机张紧装置的类型22222222222222222222222222222222222222
1.3.2 现有皮带运输机张紧装置的原理及特点2222222222222222222222222222
1.3.3 液压式自动张紧装置的设计22222222222222222222222222222222222222
1.4 本文所研究的主要内容22222222222222222222222222222222222222222222第二章皮带运输机液压张紧装置的总体结构22222222222222222222222222222222
2.1 皮带运输机张紧装置的总体结构的确定22222222222222222222222222222
2.1.1执行部件的选择222222222222222222222222222222222222222222222222
2.1.2控制部件的选择222222222222222222222222222222222222222222222222
2.1.3动力及其他部件的选择222222222222222222222222222222222222222222
2.2 绘制张紧装置的系统结构布置简图2222222222222222222222222222222222
2.2.1拉紧装置总体组成及其作用22222222222222222222222222222222222222
2.2.2 系统结构布置简图2222222222222222222222222222222222222222222222第三章张紧装置的液压系统设计222222222222222222222222222222222222222222
3.1 设计参数和满足要求分析222222222222222222222222222222222222222222
3.2 液压系统设计2222222222222222222222222222222222222222222222222
3.2.1 工况分析并确定液压缸参数22222222222222222222222222222222222222
3.2.2 拟定液压系统原理图22222222222222222222222222222222222222222222
3.3液压泵的计算与选择2222222222222222222222222222222222222222222
3.4驱动电机的计算与选择222222222222222222222222222222222222222222
3.5 比例阀的选择22222222222222222222222222222222222222222222222222
3.6 阀类元件的选择222222222222222222222222222222222222222222222
3.6.1电磁换向阀的选择2222222222222222222222222222222222222222222222
3.6.2溢流阀的选择22222222222222222222222222222222222222222222222222
3.6.3背压阀的选择22222222222222222222222222222222222222222222222222
3.6.4液控单向阀的选择2222222222222222222222222222222222222222222222
3.6.5 调速阀的选择22222222222222222222222222222222222222222222222222
3.7 液压附件的选择22222222222222222222222222222222222222222222222222
3.7.1滤油器的选择22222222222222222222222222222222222222222222222222
3.7.2压力表的选择22222222222222222222222222222222222222222222222222
3.7.3压力继电器的选择2222222222222222222222222222222222222222222222
3.7.4油管的计算与选择2222222222222222222222222222222222222222222222
3.7.5蓄能器、油箱的选择222222222222222222222222222222222222222222222
3.8 液压系统主要性能的验算222222222222222222222222222222222222222222第四章液压缸的设计与计算22222222222222222222222222222222222222222222222
4.1 液压缸类型的选择222222222222222222222222222222222222222222
4.1.1 液压缸的类型22222222222222222222222222222222222222222222222222
4.1.2液压缸的安装形式2222222222222222222222222222222222222222222222
4.2 液压缸主要技术参数的确定2222222222222222222222222222222222222222
4.3 液压缸各组件的设计2222222222222222222222222222222222222222222222
4.3.1 缸筒的设计与计算2222222222222222222222222222222222222222222222
4.3.2 活塞杆的设计与计算22222222222222222222222222222222222222222222
4.3.3活塞的设计与计算222222222222222222222222222222222222222222222
4.3.4导向套的设计与计算2222222222222222222222222222222222222222222
4.3.5端盖和缸底的设计与计算222222222222222222222222222222222222222
4.3.6其他零件的设计与计算22222222222222222222222222222222222222222第五章外设的选用222222222222222222222222222222222222222222222222222222
5.1 绞车的选型222222222222222222222222222222222222222222222222222222
5.2 滑轮的设计与选用222222222222222222222222222222222222222222222222
5.3 油缸固定及负载连接2222222222222222222222222222222222222222222222第六章系统建模仿真22222222222222222222222222222222222222222222222222
6.1 皮带运输机液压张力控制系统建模222222222222222222222222222222
6.1.1比例阀2222222222222222222222222222222222222222222222222222222
6.1.2液压缸和负载2222222222222222222222222222222222222222222222222
6.2 系统传递函数及仿真结果22222222222222222222222222222222222222结束语2222222222222222222222222222222222222222222222222222参考文献2222222222222222222222222222222222222222222222222222222222对本课程的建议2222222222222222222222222222222222222222222222222222222
第一章绪论
1.1皮带运输机简述
带式输送机,又称胶带输送机,现在俗称“皮带”。皮带运输机是一种以摩擦驱动方式连续运输物料的机械,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。皮带运输机既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。所以带式输送机广泛应用于现代化的各种工业企业中。
皮带运输也是一种长距离、大批量、高速运输货物原料的运输体系,它被广泛的应用于工业生产中,如冶金、煤炭、港口、建筑、食品加工等。运输机的输送带是一种弹性体,从它起始点和卸载点之间有大量的能量储存与消耗。这种能量将使皮带产生较大的张力[1]。
1.1.1 皮带运输机的工作原理
带式输送机的结构示意图如图1-1所示,输送带绕经驱动滚筒①和机尾换向滚筒⑤形成无机闭合带。上下两股输送带是由安装在机架上的托辊③支承着。拉紧装置的作用是给输送带正常运转所需要的张紧力。工作时,驱动滚筒通过它与输送带之间的摩擦力驱动输送带运行。货载装载输送带上并与其一起运行。带式输送机一般是利用上分支输送带输送货载的,并且在端部卸载。利用专门的卸载装置也可在中间卸载。
1.1.2 皮带运输机的构成及特点
1.皮带运输机的构成
皮带运输机主要由输送带、驱动装置、托辊及支架、拉紧装置、制动装置、储带装置和清扫装置组成。
2.皮带运输机特点
皮带运输机铺设倾角一般为16°~ 18°,一般向上运输取较大值,向下运输取较小值。带式输送机能力大、调度组织简单、维护方便,因而运营费低。此外,结构简单、运行平稳可靠、运行阻力小、耗电量低、容易实现自动化也是它的特点。
1.2国内外皮带运输机的发展现状与差距[2]
1.2.1 国外皮带运输机技术现状
目前,国外皮带运输机技术的发展很快,其大体向两个方向发展:一方面是体现在皮带运输机的外形上,使皮带运输机多元化、应用范围扩大化,例如国外生产的各种管状带式皮带运输机、高倾角带式皮带运输机等各种机型;另一方面体现在国外皮带运输机在本身的装备和技术上都有了显著的提高,特别是高速度、长距离、超运量、高保障等大型皮带运输机已经成了主要的发展方向,其主要是开发利用了皮带运输机的远程监控技术和动态分析。目前,国外使用的皮带运输机,其技术指标已经达到表1-1所示,主要有以下特点:
(1)应用机电一体化、计算机监控以及动态分析等高新技术,并采用自动张紧装置和大功率软启动技术,对皮带运输机的各项参数实施动态监测和远程控制,极大程度地减小了皮带的动张力,运输效率很高。
(2)设备扩大化。其设备和主要技术参数都向着大型化方面发展,以满足年产值达到300~500万吨以上的高产效益。
(3)新型元件生产技术。例如皮带运输机的各种先进大功率变频装置和保护装置、自动清理滚筒装置、高寿命托辊等。又例如英国FSW生产的一种顺槽带式皮带运输机采用了先进的变频调速与液粘差速设备,其运输能力可以达到3000t/h以上,皮带运输机的机尾和新型转载机配套使用时,可以随着工作面的推移而自动快速移动,所需人工作业少,生产效率高。
(4)采用中间驱动与多机驱动及其皮带运输机变向运行、功率平衡控制等先进技术,理论上使单个皮带运输机运行长度不受限制,并且保障了运输系统设备的互换性、通用性与驱动装置的可靠性。
表1-1 国外皮带运输机的主要技术指标
主要技术参数
可伸缩皮带运输机 大巷与斜井固定式强力皮带运
输机 运输距离/m
2000~3000 >3000 运输量/1-?h t
2500~3000 3000~4000 带速/1-?s m
3.5~4 4~5,最高达到8 驱动总功率/kW
1200~2000 1500~3000,最大达到10100
1.2.2 国内皮带运输机技术现状
80年代末期以来,我国皮带运输机也有了很大的发展,对皮带运输机的关键技
术研究和新产品的开发业已经取得了可喜的成绩。例如我国生产的顺槽可伸缩式皮带运输机与大倾角长距离皮带运输机成套设备等,在产品技术和性能上都有了极大的提高,填补了国内的空白,关于皮带运输机的主要元部件和关键技术都进行了深入的理论研究以及进行了产品开发,已经研制成功了许多软启动和制动设备。目前,我国使用的皮带运输机,其主要技术指标如表1-2所示。
表1-2 国内皮带运输机的主要技术指标
主要技术参数
可伸缩皮带运输
机 大巷与斜井固定式强力皮带机 运输距离/m
1000~2000 1000~4000 运输量/1-?h t
800~1800 1000~2000 带速/1-?s m
2~3.5 2.5~4 驱动总功率/kW
250~750 750~1500 1.2.3 国内外皮带运输机技术的主要差距
1) 控制系统上的差距
(1)监控装置
目前,日本、美国、德国等一些制造皮带运输机的大公司都广泛使用高档的PLC ,
开发了先进的程序软件和完整的自动远程监控系统,实现了对皮带运输机进行实时数据采集、处理、存储、故障诊断及查询等功能。我国的许多生产厂家虽然也在逐步采用PLC 计算,但大多数仍停留在电子图版的应用水平上,还没有真正利用计算机计算精度高、存储信息量大、逻辑推理能力强和运算速度快等优点来代替人工设计造型及校核等工作。
(2) 皮带运输机保护装置
国外的皮带运输机除了安装防跑偏、打滑、撕裂、自动洒水、急停闭锁开关等保
护装置外,近些年又研制成功了许多先进的监测装置。例如对传动滚筒和变向滚筒的温度可以进行实时监测的温度监测系统、运输带纵向撕裂以及接头监测系统、烟雾报警与自动灭火装置等。而我国现有的防跑偏、打滑、堆煤、超温洒水等装置的寿命、可靠性、灵敏性都较低。
(3) 驱动方式
我国都采用硬齿面减速器和调速型液力耦合器。而国外传动方式较多,如CST
可控传动系统、BOSS 系统等,控制精度较高。
2)皮带运输机的核心技术上的差距
(1)皮带运输机的动态分析与监控技术
动态设计和远程监控是长距离、高运量、大功率皮带运输机的关键技术,这也是
制约着大型皮带运输机发展的技术核心。我国现在采用刚性理论对皮带运输机进行分析研究分析,并规定了设计的规范。在运输带的设计中,采用的安全系数很高(一般都取n=10左右),其实这与现实情况相差较远。现实中运输带都是具有粘弹性的物体,长距离运输带对驱动装置的启动、制动力的动态响应过程比较复杂,不能单靠用刚体力学来计算和分析。目前关于皮带运输机的应用软件和动态设计方法已经有许多种,达到对皮带运输机的动张力进行动态监测和分析,大大降低了皮带的安全系数,延长了使用寿命,确保了皮带运输机运行的可靠性,使大型皮带运输机的设计达到了较高水平,并且使皮带运输机的成本特别是运输带成本实现了大幅度降低。
(2) 可控软启动技术和功率均衡技术
对于长距离、高运量的皮带运输机,因为其功率大、传输距离远并且多个电机驱
动,所以一般都采用软启动的方式,以使皮带运输机的动张力得到减小。同时控制皮带运输机的启动加速度在0.1~0.32
/s m 范围内,从而避免造成皮带的涌浪现象,降低对皮带运输机元部件的冲击。由于电机特性与制造方面都存在误差,所以各驱动点的功率可能不均衡,一旦其中一个电机的功率过大将会导致电机烧毁,所以应该控制电机之间的功率平衡。目前国内皮带运输机的软启动和功率平衡问题基本都通过采用调速型液力耦合器来实现,但是其可靠性及调节精度与国外相比还有很大的差距。国外皮带运输机的软启动与功率平衡基本是通过比例阀和控制系统去实现,具有达到98%以上的调节精度,但是其价格昂贵。
1.3 皮带运输机张紧装置的研究概况
输送带最初是由传送带发展而来的,随着输送机的用途不断扩大和科学技术的发
展,输送带为了满足输送机的要求,品种不断扩大,但所有的输送机在运行一段时间后都有可能使输送带变长、变形等,输送带的变长由弹性伸长和永久伸长组成。所以,需要采用拉紧装置来克服由于输送带变长而带来的缺陷。皮带运输机张紧装置又称为
“皮带运输机拉紧装置”,是矿用带式输送机不可缺少的重要组成部分,它直接关系到带式输送机的安全运行及使用寿命等。
1.3.1皮带运输机张紧装置的类型[3]
现有张紧装置大致有六种,分别是:重锤车式张紧装置、螺旋式张紧装置、垂直式张紧装置、钢绳绞车式张紧装置、电控式自动张紧装置和液压式自动张紧装置。
1.3.2 现有皮带运输机张紧装置的原理及特点
1.重锤车式张紧装置
如图1-2所示,机尾换向滚筒①固定在小车②上,垂直悬吊的重锤③和小车②相连,由于重锤③的重量可以为一定值,所以皮带的张力、拉紧力恒定,同时重锤靠自重张紧,能自动补偿皮带的伸长;但其需要的空间大,占地面积大,往往受空间限制而无法使用,宜于使用在固定式长距离运输机上。
图1-2 重锤车式张紧装置
1.滚筒;
2.移动小车;
3.重锤
2.螺旋式张紧装置
如图1-3所示,拉紧滚筒的轴承座安装在活动架上,活动架可以在导轨上滑动,旋转螺旋杆使活动架上的螺母和活动架一起前进和后退,达到张紧和放松的目的。其结构简单,但行程太小,只适用于短距离的运输机上,且当皮带自行伸长时,不能自动张紧。
图1-3 螺旋式张紧装置图1-4垂直式张紧装置3.垂直式张紧装置
如图1-4所示,其装置是利用重锤的重力拉紧,其特点同“重锤车式张紧装置”。
4.钢绳绞车式张紧装置
如图1-5所示,这种张紧装置是利用小型绞车张紧。绞车一般用蜗轮蜗杆减速器带动卷筒来缠绕钢绳从而张紧皮带。这种张紧装置的优点是体积小、拉力大,所以被广泛运用到井下带式运输机中,但其不能自行张紧。
图1-5钢绳绞车式张紧装置
5.电控自动张紧装置
自动张紧装置不仅能根据主动滚筒的牵引力来自动调节拉紧力,而且还能补偿皮带的伸长。如图1-6 所示,是电控自动张紧装置的一种,此张紧装置只能保持张紧力恒定,相当于重锤式拉紧装置,不能根据及其工况随时改变张紧力。
图1-6 电控自动张紧装置
1.控制箱;
2.永久磁铁;
3.控制杆;
4.弹簧;
5.缓冲器;
6.电动机;
7.减速器;
8.链传动;
9.传动齿轮;10.滚筒;11.钢丝绳;12.拉紧滚筒及活动小车;13.皮带
电动机6起动后,经过弹性连轴节带动蜗轮减速器7,再经过传动装置8(链传动)带动下面的滚筒,下面的滚筒通过传动比为1:1的齿轮9带动上面的滚筒,两个滚筒10旋转方向相反,这样通过钢绳11可以移动小车12,使皮带13存储或放出。从而使皮带张紧或放松。
1.3.3 液压式自动张紧装置的设计
液压式自动张紧装置由很多形式,其最终目的就是不仅能根据主动滚筒的牵引力来自动调节拉紧力,而且还能补偿皮带的伸长以及在输送机皮带调整时能方便操作等。
本“设计”设计的液压式自动张紧装置采用了液压缸和绞车结合的方式,一定程度上满足了上述目的。
液压式自动张紧装置,与电力、气压传动相比,具有以下特点:
(1)液压传动装置能在运行过程中进行无级调速,调速范围大;
(2)在同样功率下,体积小、质量轻、惯性小、结构紧凑,能传递较大的力和转矩;
(3)工作较平稳、反应快、冲击小、可高速启动、制动和换向、换制动较简单,操作较方便、省力、易实现自动化;
(4)易于实现过载保护,可以自行润滑,因此使用寿命较长;
(5)可简单地实现直线运动和回转运动,其布置也具有很大的灵活性;
(6)由于其元件实现了系列化、标准化、通用化,容易设计制造和推广使用;
(7)因功率损失等原因所产生的热量可以由流动着的油液带走,因此避免了局部温升现象;
1.4本文所研究的主要内容
(1)主要介绍本课题的背景、意义及国内外的发展状况;
(2)对皮带运输机张紧装置进行分析;
(3)在现有张紧装置的基础上,设计一种液压式自动张紧装置,并完成控制系统的设计;
(4)完成张紧装置主要部件液压缸的设计;
(5)对系统建模仿真。
第二章皮带运输机液压张紧装置的总体结构
2.1皮带运输机张紧装置的总体结构的确定
通过对整个张紧装置的作用以及应满足的要求的分析和选择,确定装置应具有的部件如下。
2.1.1执行部件的选择
为了保证输送机能够正常运转,张紧装置是必不可少的装置之一。张紧装置有四个主要作用:
(1)保证皮带运输机驱动滚筒分离点的足够张力,从而保证驱动装置依靠摩擦传动所必须传递的摩擦牵引力,以带动输送机正常运转。
(2)保证承载分支最小张力点的必须张力,限制输送带在托辊之间垂度,保证皮带运输机的正常运行,不致因输送带松弛而导致打滑、跑偏等现象。
(3)补偿塑性变形与过渡工况时输送带伸长量的变化。由于负载变化会引起输送带发生长度变化,蠕变现象也会造成输送带伸长,张紧力是变化的,必须经常调节拉紧滚筒的位置,才能保证皮带运输机的正常运行。
(4)为输送带重新接头作必要的行程准备。每部带式输送机都有若干个接头,可能在某一时间接头会出现问题,必须截头重做,拉紧装置为带式输送机已准备了负荷以外的输送带,这样接头故障就可以通过放松拉紧装置重新接头来解决问题。
可见,拉紧装置应具有自动调节拉紧力、响应快、体积小、控制简单、等特点。
根据设计要求,液压自动拉紧装置的执行元件可选择工程液压缸结合调度绞车的形式,以满足皮带机在正常工作、断带调整、重新街头以及位置转移时对拉紧装置的不同要求。
2.1.2控制部件的选择
(1)皮带运输机在煤矿生产中大多用在井下和地上选煤厂,在井下使用时应保证其工作过程中不产生电火花,所以张紧装置应有防爆控制箱。
(2)拉紧装置正常工作时,可采用泵断续的供油,利用蓄能器实现油缸的自动拉紧和特殊情况下启保护作用,以此减少消耗,降低能耗。
(3)在皮带运输机尾部拉紧小车的轨道上设置行程开关,来控制液压拉紧系统快速动作,以防在断带时拉紧小车的快速后退和油缸中某一腔的液压急剧变化而造成很大的冲击对系统带来巨大的破坏。
2.1.3动力及其他部件的选择
(1)设置液压泵站,为系统提供动力。
(2)设置固定绳座,选择系统所用的刚绳以及其他附属元件。
2.2 绘制张紧装置的系统结构布置简图
2.2.1拉紧装置总体组成及其作用
由上文分析、选择可知,拉紧装置总体有以下几部分组成:
(1)油缸,正常工作时的执行元件。
(2)慢速调度绞车,在皮带机断带调整、重新接头时工作。
(3)防爆控制箱,皮带机在井下工作时起隔离、防爆作用。
(4)液压泵站,提供压力油、提供系统动力。
(5)蓄能器,在液压泵间隔空转时为系统提供动力,并在特殊情况下其保护作用。
(6)行程开关,起断带保护的作用。
(7)其他部件,为系统起固定、连接、传动等作用。
2.2.2 系统结构布置简图
如图2-1所示,为系统总体系统结构布置简图[4]
图2-1 皮带机液压自动拉紧装置系统结构布置简图
1.皮带;
2.拉紧小车;
3.小车轨道;
4.刚绳;
5.滑轮组;
6.行程开关;
7.液压泵站;
8.固定绳座;9.防爆控制箱;10.拉紧油缸;11.蓄能器;12.慢速调度绞车
系统结构布置图说明:
(1)拉紧油缸的中线位置、滑轮组、纲绳的布置位于同一水平面内。
(2)防爆控制箱9、液压泵站7为无地基放置件,可根据使用场合的不同灵活放置。
(3)最上方和最下方的纲绳之间的水平距离应尽量大。
第三章张紧装置的液压系统设计
3.1 设计参数和满足要求分析
1.设计参数如下:
(1)张紧力:F = 70KN;张力车重量G=12KN;
(2)调整时间:t=7s;
(3)调整行程:s =400mm;
(4)系统频宽f0.7=5;力控精度0.2KN;
(5)张紧速度:
1
700
10
7/ s mm
t s
v cm s
===;后退速度:
210/
v cm s
=;
2.设计要求分析:
结合生产实际,考虑多方面原因得出以下拉紧装置应满足的要求:(1)如图3-1所示,实现油缸的张紧、松开以及特殊时期的动作。
(2)张紧系统能随皮带张力的大小的变化而动作,实现皮带的张紧力在一定范围内保持不变,这里取皮带的张力F张的范围为:
≤≤
F F F
0.95 1.05
张张张
(3)能满足在特殊情况下对系统的保护,如:断带时的断带保护、过载时的过载保护等;
(4)由于启动时的需要的压力很大,应保证系统启动时的工作压力值为正常工作时的1.4~1.5倍,满足油缸能正常启动而不至于产生皮带打滑等不良现象,同时要保证系统运行平稳,冲击较小。
图3-1 油缸布置位置及连接油路图
1.皮带;
2.拉紧小车;
3.小车轨道;
4.纲绳;
5.滑轮组;
6.行程开关;
7. 固定绳座;8. 拉紧油缸
3.2 液压系统设计
3.2.1 工况分析并确定液压缸参数
1.负载分析初步确定各工况的负载和速度
液压缸负载主要包括:张紧力、摩擦阻力、惯性阻力、重力、密封阻力和背压阻力等。
(1)张紧力:根据油缸、纲绳的连接的形式可知:
F K N
=
=50~100/225~50
张
同时应考虑油缸启动时的压力应为实际工作压力的1.4~1.5倍,所以油缸在启动时张力应为:35~75
=
F K N
张
(2)摩擦阻力:
由于液压缸的摩擦阻力相对于张紧力很小,故可忽略不计。
(3)惯性阻力、重力:
由于液压缸水平布置,且其工作时运动量很小,不属于快速往复运动型,故惯性阻力、重力可不以考虑。
(4)密封阻力和背压阻力:
将密封阻力考虑在液压缸的机械效率中去,取液压缸的机械效率为0.9。
背压阻力是液压缸回油路上的阻力,初算时可不考虑,其数值在系统确定后才能
定下来。
由上面计算可得表1-1 液压缸各工况负载计算
表 1-1 进给液压缸负载计算 工 况
计 算 公 式 液 压 缸 的 负 载(KN ) 启 动 阶 段
F 启=F 实 F 启min =35/0.9=38.9 F 启max =75/0.9=83.3 张 紧 阶 段
F 工=F 张 F 工min =25/0.9=27.8 F 张max =50/0.9=55.6
由于液压缸的工况阶段在张紧阶段,且其快退时的速度的范围没有限制,所以在
设计过程中主要考虑张紧阶段以及启动阶段。这里液压缸的负载图、速度图也不再列出。
2.初步确定液压缸参数
(1)液压缸的内径和活塞杆的内径
由F 启max = 83.3KN 、F 工max =55.6KN ,由<<液压传动>>表11-1、11-2、11-3取P
工=
12MPa ,为防止启动产生冲击,液压缸回油腔应有背压,设背压为0.6MPa [5]。为保证稳定的低速进给,用液压缸的有杆腔作为工作进给时的工作腔,则液压缸的直径D 为:
()()6124483300
0.100410.04/2 3.14120.30.910F D m cm P P π?====-?-??工
国标GB/T 2348-80,可取D = 12.5cm
同时,由P 工= 12MPa >9.51 MPa ,故可取活塞杆直径d 为:
0.700.7012.58.75cm d D ==?=
查表得,取标准值d = 9cm
根据已取得缸径和活塞杆的直径,计算液压缸的实际有效面积,无杆腔面积A 1
和有杆腔面积A 2分别为:A 1=122.66cm 2, A 2=59.07cm 2
验算液压缸能否获得最小的稳定速度,如果验算后不能获得最小稳定速度时,还
要相应加大液压缸直径,直至满足稳定速度为止,其计算方法如下:
2min min 25/m in =59.5cm 7/Q L A V cm s ==稳
式中:A 稳——能保证最小稳定速度的最小有效面积;
Q min ——调速阀最小稳定流量,从手册中查得min 25/m in L Q
=
V min ——执行机构最小速度。
根据上面计算,由于液压缸有效面积A1>A稳,所以能满足最小稳定速度的要求。
(2)计算进给液压缸各运动阶段的压力、流量和功率
通过估计,工作时背压P背=63105Pa,快退时背压力P背= 53105Pa,同时根据上面计算出的液压缸的直径及活塞杆的直径等,计算出液压缸各运动阶段的压力、流量和功率,如下表1-2。
表1-2 液压缸的压力、流量和功率计算
工况负载
F(KN) 回油腔压
力P2(Mp)
进油腔压
力P1(Mp)
输入油量
Q(L/min)
输入功率
N(Kw)
计算公式
启动阶
段38.9~
83.3
P2=P1 6.12~
14.10
变化值变化值P1=F/(A1-A2)
Q=(A1-A2)*V
N=P1*Q
张紧阶
段27.8~
55.6
P2=0.6 5.95~
10.66
24.81 2.46~
4.41
P1=(F+A1*P2)/A2
Q=A2*V1
N=P1*Q
快速后
退1.1 P2=0.5 1.22 74 1.50 P1=(F+A1*P2)/A2
Q=A1*V
N=P1*Q
3.2.2 拟定液压系统原理图[6]
1.选择液压基本回路
根据工况分析,由于启动时的张紧力是正常工作时的1.4~1.5倍,所以应设置高压溢流阀19,高压溢流阀的溢流压力为正常工作压力的1.4~1.5倍,同时设置二位两通电磁阀18控制正常工作时的系统压力;启动时,二位两通电磁阀18处右位断开,此时系统压力由19控制,启动结束后,18处左位接通,此后系统压力由17控制。
(1)选择蓄能供能回路和过载保护回路(如图3-2)
设置蓄能器11可在一定时间内保持系统压力动态并衡,同时其采用压力继电器12及二位二通电磁阀13可起到断带保护的作用。图示压力油流动方向为启动后压力油流动方向,此时,蓄能器蓄能。启动阶段,由于系统压力较高,此时二位二通电磁阀10应断开,启动完毕后接通。
图3-2蓄能、供能、断带保护回路图3-3 过载和快退保护回路
(2)选择断带保护回路[7](如图3-2)
实际工作中,当意外事情(如突然断带等)发生时,会对液压缸产生很大冲击,此时若对系统不加以保护,定会造成严重的损失。为防止类似事情发生,在小车轨道上设置行程开关9,断带时,小车快速右移,触动行程开关,行程开关通过控制二位二通电磁换向阀13,使YA得电,左位工作,油液压力下降,通过二位二通电磁换向阀13流回油箱,从而保护系统。
(3)过载保护回路(如图3-3)
实际工作过程中,若皮带机突然过载,即油缸有杆腔压力突然增大,此时可以通过设置压力溢流阀,设置溢流阀压力为某一定值,当油缸中的压力达到此值时即通过溢流阀8卸荷,活塞杆左移,过载消除液压缸恢复原位,保持皮带拉压力在一个很小范围内变化。同理,油缸有杆腔压力突然增大时(皮带轻载),活塞杆右移拉紧皮带。
2.液压回路的组合及其动作原理
根据以上选择的液压回路,考虑各个回路及元件之间的先后动作组合成符合设计要求的液压系统并绘出液压系统图(如图3-5)。
其基本动作原理简要如下:
(1)启动阶段:启动系统,泵2开始工作,同时二位二通电磁阀18和二位二通电磁阀10联动2YA、5YA动作并延时(设定延时时间为系统压力达到电磁溢流阀19设定值为止,此时间可通过试验得到,观测压力表6),二位二通电磁阀18处右位、二位二通电磁阀10处上位,从而系统压力由电磁溢流阀19控制;油液通过两三位四通电磁阀3、调速阀15、液控单向阀14、进入液压缸有杆腔,油液压力达到一定值后,活塞、活塞杆带动滑轮组以及拉紧小车右移,进而拉紧皮带,液压缸无杆腔油液经二位三通电磁阀5、经二位四电磁阀3回油箱。
(2)张紧阶段:二位二通电磁阀18和二位二通电磁阀10联动,2YA、5YA 延时结束后失电,二位二通电磁阀18处左位、二位二通电磁阀10处下位,此时系统压力由电液比例溢流阀17控制;油液继续进入液压缸有杆腔的同时经二位二通电磁阀10
进入蓄能器11,蓄能器11蓄能;到蓄能器的压力达到一定值(系统工作时的压力值),电磁压力继电器12动作控制电磁溢流阀19的二位二通阀的1YA,,使电磁溢流阀19的二位二通阀接通,油液从泵源直接回油箱,泵空转(停止工作)。
(3)保压阶段:由蓄能器为液压缸补充由于油液损失而造成的压力不足等,以维持液压缸的正常的工作压力;由于油液损失的继续,以至蓄能器的补充也难以维持时(系统压力小于规定值时),电磁继电器12动作,控制控制电磁溢流阀19的二位二通阀的1YA,1YA失电,使使电磁溢流阀19的二位二通阀断开,油液从新向液压缸有杆腔、蓄能器供油;到蓄能器的压力达到一定值(系统工作时的压力值),电磁继电器12动作控制电磁溢流阀19的二位二通阀的1YA,,使电磁溢流阀19的二位二通阀接通,油液从泵源直接回油箱,泵空转(停止工作),这样系统反复此过程,保证液压缸工作的正常压力。
(4)快退阶段:系统要停止工作时,控制二位四电磁阀3,3YA得电,油液通过二位三通电磁阀13进入液压缸无杆腔,有杠腔油液通过液控单向阀14和调速阀15回油箱,同时蓄能器11也卸荷。当液压缸碰到障碍物或压油回路堵塞(液控单向阀坏了)油液可通过溢流阀7回油箱,从而保护系统。
(5)实际工作中,当意外事情(如突然断带等)发生时,会对液压缸产生很大冲击,此时若对系统不加以保护,定会造成严重的损失。为防止类似事情发生,在小车轨道上设置行程开关,断带时,小车快速右移,触动行程开关,行程开关通过控制二位二通电磁换向阀13,使YA得电,左位工作,油液压力下降,通过二位二通电磁换向阀13流回油箱,从而保护系统。
(6)反馈控制系统(图3-4)
图3-4反馈控制系统的原理图
定期对皮带运输机进行拉力测试,得到的拉力值可输入到信号接收器16,进而将得到的拉力值同电磁比例溢流阀17的设定值比较、分析,得到两值之差并反馈给电磁比例溢流阀17,使其重新设定其压力值,从而保证皮带运输机、拉紧系统的可靠性。
(7)实际工作过程中,若皮带机突然过载,即油缸有杆腔压力突然增大,此时可以通过设置压力溢流阀,设置溢流阀压力为某一定值,当油缸中的压力达到此值时即通过单向阀14经溢流阀7卸荷,活塞杆左移,过载消除液压缸恢复原位,保持皮
带拉压力在一个很小范围内变化。同理,油缸有杆腔压力突然增大时(皮带轻载),活塞杆右移拉紧皮带。
图3-5 液压缸布置及液压系统图
1.滤油器;
2.液压泵;
3.两位四通电磁阀;
4. 背压阀;
5.两位三通阀;
6. 压力表;7、8. 溢流阀; 9.行程开关;10、13、18.两位两通电磁阀;11蓄能器.;12.压力继电器;.14. 液控单向阀调速阀;15.调速阀; 16.信号接收器; 1
7.电液比例溢流阀; 19.电磁溢流阀
3.3 液压泵的计算与选择
1.确定泵的工作压力P p
液压泵在启动、张紧和快退各工况都向系统供油,由表1-2可知,最大工作压力
为:P 1=14.10MPa ,在出口节流调速中,由于此油路简单,故取进油路压力损失∑△P 1=0.5MPa 。则泵的最高工作压力为:
Pp=P1+△P=14.10+0.5=14.60MPa
2.确定液压泵流量
液压泵流量应考虑液压缸最大工作流量和回路的泄漏,常取回路泄漏系数K =
1.1~1.4,如取K =1.1,则液压泵工作流量Q 泵为:
Q 泵=K*Qmax=1.1374=81.4L/min
3.选择液压泵的规格和型号[8]
据P p 、Q 泵值,查阅《机械设计手册》表20-5-21选择,可选型号为:T6 ,额
定流量:10~214L/min ,取82L/min,额定压力:24.5~28MPa ,额定转速:600~1800r/min
3.4 驱动电机的计算与选择
1.由表1-2可知,液压缸的最大输出功率在张紧阶段,此时的P 1=10.66MPa ,Q 泵
=24.81L/min ,液压缸的总效率取:η泵=0.9,则电机驱动功率N 电为:
633324.810.82610.66106010 4.0510100.9P Q N K W ψη??????===??泵泵
电
泵
第一章设计说明 课题简介 设计一个恒张力收盘控制系统,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。张力应用于最广泛的造纸、纤维、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。在收卷和放卷的过程中,为保证生产的质量及效率,保持恒定的张力是很重要的。本系统采用人及交互式的控制方法,由使用者输入设定张力值,通过磁粉制动器、传感器、转换芯片与单片机组成一个闭环系统,使张力恒定在设定值,达到恒张力控制的效果。 设计目的 通过本次课题设计,应用《单片机原理及应用》等所学相关知识及查阅资料,完成恒张力收盘控制系统的设计,以达到理论与实践更好的结合、进一步提高综合运用所学知识和设计的能力的目的。通过本次设计的训练,可以使我在基本思路和基本方法上对基于MCS-51单片机的嵌入式系统设计有一个比较感性的认识,并具备一定程度的设计能力。 设计任务 在本次课程设计中,主要完成如下方面的设计任务: 1、设计单片机系统原理图(A0,PROTEL/CAD或手画); 2、编写系统程序(主程序+子程序); 3、写设计说明书;(设计说明,程序流程图,程序); 4、答辩(十九周周四下午两点); 设计方法 由按键驱动单片机中断,进入按键及显示程序,通过使用者输入数据并通知在LED上显示,输入数据储存在相关区域内备之后使用,返回到主程序后单片机接受由力传感器产生的经AD转换芯片转换后的数字力信号,通过与之前设定值的比较计算,得出控制信号,经DA 转换芯片变为模拟电压信号输入磁粉制动器控制端。若没有键盘中断,则如此往复运行信号检测、运算、输出程序达到动态平衡。
提升液压系统设计方案 1 系统设计方案的确定 1.1 设计要求 1.11 液压系统控制的机械动作 钢坯提升机称重液压系统的运动轨迹,如图1.1所示。 快升慢升 称重慢降 快降 图1.1 钢坯提升机称重液压系统的运动轨迹 (1)采用双缸同步工作方式; (2)平稳性:等高位附近对钢坯平稳托放;大质量控制对象的平稳启动和缓冲停止; (3)准确性:连续的每步进周期启停点的准确性和良好的重复性; (4)可靠性:满足冶金企业连续工作状况对系统可靠性的要求; (5)对于在称重时期对系统要求要有较高的锁紧精度。 1.2 主要技术参数 (1) 液压缸行程300mm ,其中快上150mm ,时间小于等于2s ,慢上150mm ,时间 小 于等于8s ;慢下150mm ,时间小于等于8s ,快下150mm ,时间小于等于3s ; (2) 动作周期T 小于等于25s ,称重时间3s ; (3) 系统最高工作压力12MPa 。 1.3 系统驱动方案的选择 通常传动机构有机械传动和液压传动两种。钢坯提升机称重液压系统的传动机构选用液压传动。与机械传动相比,液压传动具有功率—质量比大、便于无极调速和过载保护、布局灵活方便等多种技术优势;同时,在现代工业生产中,自动化程度越来越高,而液压系统也因为其易于实现自动化,工作平稳等优点而被广泛应用。
随着技术的发展,采用液压传动是可靠、合理的,用电磁阀来控制液压执行元件同步和无级调速,可以更好的满足工艺,实现其高产、优质、低消耗的要求。钢坯提升机称重液压系统需要比较大的驱动功率,驱动装置一般选用液压缸和液压马, 这是因为液压元件工作可靠、费用较低。此外,利用液压系统的储能作用,还可以使工作台的能耗较低。 1.4 控制方式 根据钢坯提升机称重液压系统的工艺要求,在生产过程中液压系统要完成以下动作,液压缸快升、慢上、停留、慢下,速降,其中停留动作要求锁紧精度要高。 在举升液压缸的控制回路中,采用液控单向阀锁定回路和进油口节流调速回路。液控单向阀回路容易控制并且锁紧时间较长,利于保障设备安全;同时,根据工况分析,液压缸在运行过程中负载的变化不大,可以采用进油口调速回路控制液压缸的运动速度。 供油回路采用液压泵直接提供动力的结构,在吸油管道中采用截止阀和减震喉管串联,用于减震。为了实现系统的自动化,执行元件之间的协调可以通过PLC来完成,也可以通过继电器来实现。 1.5草拟液压系统原理图 在对钢坯称重的流程进行认真分析,草拟了钢坯提升机称重液压系统原理图,钢坯提升机称重液压系统如1.2所示: 图1.2 钢坯提升机称重液压系统
无机房电梯控制柜总体设计要求 上世纪90年代以前,液压电梯曾因结构紧凑、机房位置灵活而倍受发达国家用户青睐。无机房电梯在液压电梯优点的基础上,采用曳引驱动系统取代液压传动系统,因此在结构、性能、节能等方面均优于液压电梯;无机房电梯与有机房(普通)电梯相比,节省了建筑空间,降低了建筑成本,避免了建筑结构复杂化,使建筑物整体造型美观。因此,自上世纪90年代后期无机房电梯在国内外迅速发展。 ??? 为了满足安装、检修、救援操作、动态测试等方面的需要,无机房电梯的控制系统与有机房的相比,存在诸多不同之处。本文只是从无机房电梯总体设计和降低风险的角度,谈谈无机房电梯控制系统总体要求和特点。 ??? 1 控制柜结构 ??? 1.1 外形尺寸 ??? 控制柜的外形尺寸除受所采用的元器件尺寸约束外,主要取决于其设置位置。如果控制柜设置在层门旁边则其外形尺寸应宽度窄、厚度薄,以便其在层门旁边布置并不影响层门运动;如果控制柜设置在井道内驱动主机周围,则其厚度尺寸应比较小,以保证其与井道内运动部件有一定的距离。 ??? 1.2 柜门 ??? 如果控制柜设置在井道外,则控制柜的门应满足下列要求:①控制柜的门不应装设手柄,以防无关人员拉拽该手柄损坏控制柜;②③控制柜的门与柜体之间采用防水结构,以防清洗楼道时,液体意外流入控制柜内,造成电气故障。 ??? 2 控制柜设置部位 ??? 2.1 位置 ??? 无机房电梯取消机房后,其控制系统不得不设置在井道外或井道内适当位置处,其具体位置受驱动主机在井道内位置影响较大。 ??? 如果控制柜设置在层门旁边,其底面与所在楼层地面之间应留有一定的垂直距离(建议至少0.3m),以防止清洗楼面或意外发生跑水时,水浸入控制柜;控制柜前面与装修后的墙面最好组成平面,以防止意外损坏控制柜和引起无关人员的好奇。 ??? 2.2 散热与防尘 ??? 为了保证控制柜内各部件正常工作,除满足抗干扰等电气要求外,还应考虑控制柜结构应有利于电气元件的散热,并且在考虑散热的同时还应注意防尘。如果控制柜设置在层门旁边且嵌入井道前壁,此时柜的后面作为主要散热面,则其后面板应与井道直接相通。如果控制柜设置在井道壁上,则其下面、侧面、正面可作为散热面,且电梯运行过程中在井道中形成空气对流,有利于满足散热要求,但维修时应注意对控制柜除尘。 ??? 2.3 便于检修操作 ??? 控制柜的设置位置应便于工作人员接近,以进行安装调试、检修、救援、试验等操作。 ??? 3 维修工作区域 ??? 3.1 工作区域 ??? 无论控制柜设置在井道内还是在井道外,其前面至少应有宽度为柜宽与0.5m两者之间较大值、深度为0.7m的水平净面积,该净面积区域工作净高度应至少为1.8m。 ??? 3.2 工作区域专用 ??? 当控制柜设置在井道外,且无关人员能够接近上述面积时,工作人员对控制柜进行操作过程中,应采用安全保护围封将该面积隔离,该围封应采用黄颜色,且在明显处有类似于"危险!请勿靠近"的警示标语,以保护工作人员的安全和防止引发其他危险。 ??? 3.3 维修平台 ??? 当从轿厢内或轿顶上对机器设备进行维护或检查时,如果由于维护或检查造成轿厢任何种类的失控或
编订:__________________ 审核:__________________ 单位:__________________ 电梯的电气控制系统设计 与实现 Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-7382-100 电梯的电气控制系统设计与实现 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 电梯是当前高层建筑不可缺少的垂直方向的交通运输工具,随着计算机及微电子技术的快速发展,电梯控制技术发生了巨大变化,其中PLC控制系统代替传统的继电器控制以及电梯采用了对电动机实现线性调速的调压调频技术,能达到电梯安全平稳运行。 随着人们生活水平的提高及高层建筑的普及,电梯是当前高层建筑不可缺少的垂直方向的交通工具,电梯是集机电一体的复杂系统,涉及机械传动、电气控制和土建等工程领域多种领域专业与一体的综合技术。随着社会的发展及对安全的重视,在设计电梯的时候,应具有高度的安全性。这样就对建筑内的电梯的调速精度、调速范围等静态和动态特性提出了更高的要求。当前由可编程序控制器(PLC)和微机组成的电梯运行逻辑控制系统具有可靠性高、维护方便、开发
目录 第一章引言..................................................... - 2 - 1.1 虚拟仪器技术............................................ - 2 - 1.2 CAT技术在液压测试系统中的应用.......................... - 3 - 1.3 本课题研究目的和意义.................................... - 3 - 1.4 课题提出及研究方案...................................... - 4 - 第二章电液伺服阀特性........................................... - 5 - 2.1电液伺服阀的组成......................................... - 5 - 2.1.1 电气—机械转换器................................... - 5 - 2.1.2 液压放大器......................................... - 6 - 2.1.3 检测反馈装置....................................... - 6 - 2.1.4 伺服阀的特性及测试原理............................. - 6 - 2.2伺服阀的静态特性......................................... - 6 - 2.2.1负载流量特性曲线................................... - 7 - 2.2.2空载流量特性曲线................................... - 8 - 2.2.3压力特性........................................... - 9 - 2.2.4静耗流量特性(泄特性)............................. - 9 - 2.3本章小结................................................ - 10 - 第三章测试系统硬件设计........................................ - 11 - 3.1传感器.................................................. - 12 - 3.1.1 压力传感器的选型.................................. - 13 - 3.1.2 温度传感器选型.................................... - 15 - 3.1.3 直线位移传感器.................................... - 17 - 3.1.4 线速度传感器...................................... - 18 - 3.2信号放大................................................ - 19 - 3.3流量计.................................................. - 20 - 3.4数据采集设备............................................ - 21 - 3.4.1 数据采集卡的基本性能指标.......................... - 21 - 3.4.2数据采集卡选型.................................... - 22 - 3.5本章小结................................................ - 23 - 第四章基于LabVIEW的伺服阀静态特性测试........................ - 24 - 4.1 面向仪器和测控过程的图形化开发平台-LabVIEW ............. - 24 - 4.1.1 LabVIEW简述...................................... - 24 - 4.1.2 LabVIEW的特点.................................... - 25 - 4.1.3 LabVIEW的仪器驱动程序............................ - 25 - 4.2用LabVIEW进行数据分析和处理............................ - 26 - 4.2.1加窗处理.......................................... - 26 - 4.2.2数字滤波器........................................ - 27 - 4.2.3频域转换.......................................... - 28 - 4.3静态测试系统软件及编程.................................. - 29 - 4.3.1用LabVIEW设计虚拟仪器的方法...................... - 30 - 4.3.2信号激励模块...................................... - 32 -
一、简略设计应用电液比例阀控制的速度控制回路。画出原理图并加以说明。 该液压控制系统由控制计算机、比例放大器、电液比例方向阀、液压泵、液压缸、基座、负载、位移传感器和,数据采集卡组成,如图1所示。 图1 电液比例阀控制的速度控制回路 液压系统采用定量泵和溢流阀组成的定压供油单元,用电液比例方向阀在液压缸的进油回路上组成进油节流调速回路,控制活赛的运行速度。位移传感器检测出液压缸活塞杆当前的位移值,经A/D 转换器转换为电压信号,将该电压信号与给定的预期位移电压信号比较得出偏差量,计算机控制系统根据偏差量计算得出控制电压值,再通过比例放大器转换成相应的电流信号,由其控制电液比例方向阀阀芯的运动,调节回路流量,从而通过离散的精确位移实现对负载速度的精确调节。 二、说明使用电液闭环控制系统的主要原因。 液压伺服系统体积小、重量轻,控制精度高、响应速度快,输出功率大,信号灵活处理,易于实现各种参量的反馈。另外,伺服系统液压元件的润滑性好、寿命长;调速范围宽、低速稳定性好。闭环误差信号控制则定位更加准确,精度更高。
三、在什么情况下电液伺服阀可以看成震荡环节、惯性环节、比例环节? 在大多数的电液私服系统中,伺服阀的动态响应往往高于动力元件的动态响应。为了简化系统的动态特性分析与设计,伺服阀的传递函数可以进一步简化,一般可以用二阶震荡环节表示。如果伺服阀二阶震荡环节的固有频率高于动力元件的固有频率,伺服阀传递函数还可以用一阶惯性环节表示,当伺服阀的固有频率远远大于动力元件的固有频率,伺服阀可以看成比例环节。 四、在电液私服系统中为什么要增大电气部分的增益,减少液压部分的增益? 在电液伺服控制系统中,开环增益选得越大,则调整误差越小,系统抗干扰能力就越强。但系统增益超过临街回路增益,系统就会失稳。在保持系统稳定性的条件下,得到最大增益。从提高伺服系统位置精度和抗干扰刚度考虑,要求有较高的电气增益K P,因此,液压增益不必太高,只要达到所需要的数值就够了。同时,电气系统增益较液压增益也易于调节,同时成本低。 五、结合实际应用设计应用电液私服控制的位置控制系统。画原理图并加以说明。 设计送料机械手移送机构液压伺服系统工作原理图如图2所示。 图2 送料机械手移送机构液压伺服系统工作原理图 1—液压缸;2、3—液控单向阀;4、13、18—电磁换向阀;5—电液伺服 阀; 6、15—压力继电器; 该回路设计具有以下几个特点: (1)伺服泵站由交流电机、轴向柱塞泵、溢流阀、单向阀、过滤器、蓄能器,压力继电器、压力表、加热器以及冷却回路等组成。泵站同时具备温度、液位等信号的监测、报警功能,自动化程度较高。液压系统的启动、停止、溢流阀的动作、报警、紧急情况处理等由计算机及
天津渤海职业技术学院 毕业设计说明书 专业电气自动化 课题名称液压传动装置电气控制系统的设计学生蕊蕊 指导老师秦立芳利 电气工程系 2009年3月
容摘要 液压传动是用液体作为工作介质来传递能量和进行控制的传动方式。液压系统利用液压泵将原动机的机械能转换为液体的压力能,通过液体压力能的变化来传递能量,经过各种控制阀和管路的传递,借助于液压执行元件(缸或马达)把液体压力能转换为机械能,从而驱动工作机构,实现直线往复运动和回转运动而进行能量传递的一种传动方式。由于液压执行结构尺寸小,反应速度快,调节性能好,传递的力和扭矩较大,操纵、控制、调节比较方便,容易实现功率放大和过载保护,因此被广泛应用于机械制造、冶金、工程机械、农业、汽车、航空、船舶、轻纺等行业。近年来,又被应用于太空跟踪系统,海浪模拟装置,宇航环境模拟火箭发射助飞装置。 在机械加工中,例如组合机床加工长孔,为满足其技术要求并达到相应的自动化水平,加工前,应按工艺工程进行可行性模拟加工试验。本方案即为满足液压试验装置设计电气控制和自动控制。 本课题属于典型的机电技术结合项目,通过对课题的设计,研究和制作过程可达到综合利用自动化专业理论知识,提高专业综合操作技能,提高分析、组织能力,拓展学科领域的目的,并为机械加工生产技术改革提供试验操作平台。 常用词;液压装置、电器控制、PLC可编程控制器 致谢: 在本次毕业设计过程中得到了众多老师的帮助,在此表示忠心的感谢!同时也感谢这三 年来在学习和生活上给予帮助的所有老师!
目录 第1章设计对象及基本要求 (4) 1.1 设计对象 1.2 基本要求 1.3 技术要求 第2章电气线路的设计 (5) 2.1 线路设计的基本原理 2.2 绘制原理图 2.3 元器件的选择 2.4 元器件的分布图 第3章柜体电气线路的安全 (11) 第4章电气控制柜的通电试验 (15) 4.1 通电前的检查 4.2 电气控制柜的调试 第5章按给定实验项目进行的调试 (15) 5.1 用PLC可编程控制项目进行编程设计 第6章使用说明书 (18) 第7章结果分析 (18) 参考文献 (19)
电气与电子信息学院 课程设计说明书 课程名称:电气控制技术与PLC课程设计题目:四层电梯控制系统设计 专业:电气工程及其自动化
年 级: 2014 学 生: 学 号: 指导教师: 完成日期: 2018年 1 月 5 日 四层电梯控制系统设计 摘 要:本设计采用FX2设计了四层电梯的控制系统,详细进行了参数计算,空气开关、接触器等诸多电器的选型,对主电路、控制回路进行了接线与保护。 控制PLC 系统FX2N 由于体积小,重量轻,能耗低,运行可靠性高,抗干扰能 力强,使用维修方便,系统的设计、安装、调试工作量小,容易改造,设计和调试周期较短等优点被我们选择,在控制过程分析基础之上采用或顺序控制法编写了梯形图程序,程序调试通过,实现了控制要求。最终在易控组态的的开发环境上我们模拟成功了四层电梯的控制。
目录 1前言................................................... 错误!未定义书签。2总体方案设计 ........................................... 错误!未定义书签。 2.1 方案1 ............................................... 错误!未定义书签。 2.2 方案2 (2) 2.3 方案选择............................................. 错误!未定义书签。3硬件设计.. (3) 3.1电梯简介 (3) 3.1.1 电梯的发展简史 (3) 3.1.2 电梯系统的基本结构 ...................................................... 错误!未定义书签。 3.1.3电梯控制系统的组成 (5) 3.2硬件选择 (5) 3.3三菱FX2N型PLC (6) 3.3.1 基本介绍 (6) 3.3.2 基本指令系统特点 (7) 3.3.3 FX2N产品的编程原件及其功能 (7) 3.4主电路图与接线图 (10) 3.4.1 主电路图 (10) 3.4.2 电梯控制信号原理 (11) 3.4.3 I/O分配表 (12) 3.4.4 PLC端口接线图 (13) 3.5控制面板设计 (14) 4软件设计 (15)
上海四景计算机信息科技有限公司 电 梯 控 制 系 统 方 案
上海四景计算机信息科技有限公司 舒特电梯智能控制系统 ---楼宇自动化的首选 前言: 系统概述: 随着高科技的蓬勃发展,智能化管理已经走进了人们的生活。物业管理公司或管理人员为了能对楼宇内各种人员的进出进行更有效、更安全的管理,有效的控制闲杂人员的进入,可以通过采用对电梯的合理控制实现这种功能需求。所有的电梯楼层,都必须先经过系统管理员授权。使用电梯时,不同的人有不同的权限分配,每个进入电梯的人经过授权可以进入指定的区域或楼层,并且可以根据时间表进行授权管理。未经授权,无法进入管理区域的楼层,并对重要楼层进行时间段控制。控制器不管是脱机运行还是联机控制,都可记录大量的交易数据,使得电梯的所有人员进出记录都有据可寻。针对这些需求我们开发了电梯楼层控制器,并分为手动型和自动型两款,客户可以根据需求选择适合自己的产品。 通过智能卡管理电梯运行,可将闲杂人员阻止在电梯之外;同时,又起到了电梯省电省空耗的环保作用;也减少了出现电梯按键失灵的情况;延长了电梯使用寿命;加强了传统安全管理系统中管理的薄弱的一面;提高了物业的安全等级,电梯系统智能化控制已逐渐成为智能化建筑楼宇中必不可少弱电系统之一 二、选择使用电梯控制系统带来的好处 (一)使用梯控制系统可有效的控制闲杂人员的进入,可以通过采用对电梯的合理控制实现各种功能需求。 (二)使用梯控制系统能够提高楼盘的整体智能化程度,提升楼盘亮点和档次,充分体现智能化楼宇和智能化小区意义,是楼盘更具附加值。 (三)使用梯控制系统能够使公共电梯轻松晋级为私有电梯,能够让业主充分体现私有电梯的尊贵和方便性。 (四)使用梯控制系统能够为用户提供更方便和更公平使用。 (五)协助收取物业费 管理人员可对系统的用户卡设定使用权限,设定失效日期,便于控制管理费用的收取。 如用户使用到达使用的失效时间,则不能开梯,提醒并促使用户到达管理处及时缴费,对于不按时交纳物业费的业主,则不能使用电梯,有效的将管理费用与用户使用权限挂
张力控制系统MAGPOWR (美塞斯MC01/400/830/1898)往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。 工作原理 这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。 一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等,下图为一个典型的闭环张力控制系统。 人工控制 MAGPOWR <1ll人工张力控制系统是适合于收卷,点到点和一些特定的放卷应用场合使用的低成本解决方案. 我们的手动电源供应器可以让f~ 淌除剩磁,15可以通过莫独特的皮向电流性能而用到制动器或离合器的完整的功率范围。该系统最适合应用于: ( 1 )需要自然锥角的收卷场合 ( 2 )卷装成形保持不变的点到点应用场合 ( 3 )从满卷到卷芯的放卷过程中允许有少量张力变化的场合 人工电源供给采用电流调节方式,当离合器或制动器从环境温度变化到工作温度时,莫输出仍保持不变。 可选用带有跳结器的90VDC 和24VDC 电压供给,额定电流可以调节,还可匹配磁粉制动器满足榕的应用需求。 可选安装方式DIN 标准导轨(C E) .撞墙式安装,印刷电路板。 张力控制系统(3张) 控制方式
1 液压缸选型 四足机器人大腿上的液压缸所受的推力较大,而小腿上的液压缸所受的推力较小,而且,4个大腿上的液压缸所受的最大推力接近,4个小腿上的液压缸所受的最大推力也接近。因而,在设计液压缸时,大腿上的液压缸设计成相同尺寸,小腿上的液压缸设计成相同尺寸。 而四足机器人髋上的液压缸仅在四足机器人受到横向冲击的情况下工作。根据仿真结果可知,髋上的4个液压缸所受到的最大推力为 1.8kN,最大速度为130mm/s。由于髋上的液压缸推力和速度比大腿与小腿上的液压缸推力和速度小很多,在设计时,总流量主要考虑大腿和小腿上液压缸的叠加,髋上的液压缸流量由蓄能器供给。 根据仿真计算结果图,大腿上的液压缸所受最大推力取8kN,小腿上的液压缸所受的最大推力取4kN,即液压系统的最大载荷为8kN。查阅《液压工程师技术手册》如下表所示, 当载荷为5~10kN时,工作压力宜取1.5~2MPa,为了使液压控制系统的动态性能更好,同时使机械结构更紧凑,取液压缸的负载压力为6MPa。 液压缸暂定交由常州恒力液压有限公司生产。 1.1 大腿上的液压缸 大腿上的液压缸设计成相同尺寸,该液压缸的最大负载压力为P Lm=6MPa,所受最大负载推力为F m=8kN。 P1A1?P2A2=F 其中,P1——液压缸无杆腔压力; P2——液压缸有杆腔压力; D2; A1——液压缸无杆腔有效面积,A1=π 4 (D2?d2); A1——液压缸无杆腔有效面积,A2=π 4 F——负载推力; 液压缸负载压力F满足:
P Lm=F m A1 =P1?P2 A2 A1 =6MPa 由上式可以得到 A1=F m P Lm = 8000 6 mm2=1333.3mm2 所以, D=4A1 π = 4×1333.3 π =41.2mm 圆整后取D=40mm。 查阅《液压工程师技术手册》如下表所示, 取d=25mm。根据仿真结果,液压缸行程大于70mm即可。液压缸和伺服阀组合成的液压包外形图按照之前设计的电动缸伺服电机外形图设计。 1.2 小腿上的液压缸 小腿上的液压缸设计成相同尺寸,该液压缸的最大负载压力也为P Lm=6MPa,所受最大负载推力为F m=4kN。 P1A1?P2A2=F 其中,P1——液压缸无杆腔压力; P2——液压缸有杆腔压力; A1——液压缸无杆腔有效面积,A1=π 4 D2; A1——液压缸无杆腔有效面积,A2=π 4 (D2?d2); F——负载推力; 液压缸负载压力F满足: P Lm=F m 1 =P1?P2 A2 1 =6MPa 由上式可以得到 A1=F m Lm = 4000 mm2=666.6mm2 所以,
电梯控制系统模型 本论文主要介绍的是电梯自动控制模型,硬件部分我们使用的是单片机及外围电路组成高度为四层楼的电梯控制系统。单片机采用AT89C51,晶体振荡器选6MHz,C51、C52为30uF瓷片电容与晶体振荡器形成时钟电路。电容C53、电阻R51、R52和按键RESET构成上电复位和手动复位电路。软件部分采用了两种控制方案,简易控制方案只是简单的电梯上升下降,在各楼层短暂停留。而进一步控制方案则考虑各楼层的信号请求,以完成各楼层的升降控制。该系统具有工作稳定,操作简单等优点。 第一章引言 据国外有关资料介绍,公元前2800年在古代埃及,为了建筑当时的金字塔,曾使用过由人力驱动的升降机械。公元1765年瓦特发明了蒸汽机之后,1858年美国研制出以蒸汽为动力,并通过皮带转动和蜗轮减速装置驱动的电梯。1878年英国的阿姆斯特郎发明了水压梯。并随着水压梯的发展,淘汰了蒸汽梯。后来又出现了采用液压泵和控制阀以及直接柱塞式和侧柱塞式结构的液压梯,这种掖压梯至今仍为人们所采用。但是,电梯得以兴盛发展的原因在于采用了电力作为动力来源.。在20世纪初,美国奥梯斯电梯公司首先使用直流电动机作为动力,生产出以槽轮式驱动的直流电梯,从而为今天的高速度,高行程电梯的发展奠定了基础。20世纪30年代美国纽约市的102层摩天大楼建成,美国奥梯斯电梯公司为这座大楼制造和安装了74台速度为6.0M\S的电梯。从此以后,电梯这个产品,一直在日新月异的发展着.目前电梯产品,不但规格品种多,自动化强,而且安全可靠,乘坐舒服.近几年来,随着电子工业的发展,微处理机和电子计算机已成功的应用到电梯的电气控制系统中去,采用无触点元件的电梯电气控制系统已开始批量生产。 第二章设计要求 采用AT89C51单片机及外围电路组成高度为四层楼的电梯控制系统。 电梯内电路由FS1、FS2、FS3和FS4四个发光二极管作为指示灯,电梯模型上电后,电梯的起始位置为一楼,等待控制台Start按键按下,数码管显示“1”。当Start按键按下后,电梯开始向上运动,控制台的上升指示灯UP亮。2s后到达二楼,数码管显示“2”并在二楼停留5s,然后继续上升。每层楼停留5s,直到四楼。在四楼停留5s后开始下降,控制台的指示灯DOWN亮。每层楼停5s,直到一楼。然后重复上述过程。如果在一个上下循环中按下过Stop键,电梯下降到一楼后停止工作。直到再次按下Start键后重新恢复工作
电梯控制系统设计设计说明
第 1 页共 3 页 编号: 毕业设计说明书 题目:电梯控制系统设计 院(系):电子工程与自动化学院 专业:电子信息科学与技术专业 学生姓名: 学号:0900840218 指导教师:李莉 职称:讲师 题目类型:理论研究实验研究工程设计√软件开发 2013年5月20日
第 3 页共 39 页 摘要 本设计主要利用AT89S52单片机,实现电梯控制系统的设计。单片机与电机驱动电路的结合完成了电梯基本的升降、楼层停靠、方向选择、时间控制等基本功能,研究并实现了在上位机的模式下通过LABVIEW的远程监测的方法,完成了系统样机的设计与制作。 本设计参照了通用电梯的设计标准,有良好的操作界面和通用的外部接口,具有人性化设计,实现较好的外设兼容性。同时在系统样机中完成的其它设计研究还包括,利用LED和蜂鸣器组成的简单电路实现电梯意外声光报警、利用数码管实现电梯楼层显示,利用4x4矩阵键盘实现电梯楼层按键选择,利用LED实现目的楼层的指示,利用MAX232串口电路实现串口通信,来监测电梯实时状态。样机使用的主要器件包括低功耗、高性能的AT89S52单片机,低功耗、低成本、低电压的MAX232,双全桥电机专用驱动芯片L298,共阴极八段数码管,4x4矩阵键盘等,通过比较合理的设计使样机系统基本达到了任务要求,并具有很高的性价比,硬件设计简单可靠。软件部分使用keil软件进行C语言程序编写,用proteus 7软件进行仿真调试。本设计中综合使用了数字电路、模拟电路、高频电路、单片机及编程、硬件逻辑描述、LABVIEW及其应用以及计算机辅助设计(CAD)等多方面的知识,软硬件结合,很好地完成了本科毕业设计任务要求并取得了良好的学习效果。 关键词:AT89C52;单片机;电梯控制系统; C语言
新疆大学 实习(实训)报告 实习(实训)名称:电气控制与PLC综合实践 学院:新疆大学科学技术学院 专业、班级:电气12-1班 指导教师:努尔哈孜·朱玛力 报告人:郜志强 学号:20112450079 时间:2015年6月19日--7月3日
1设计部分 设计题目:车床液压系统自动机床控制系统设计 在机械工业中,传统普通车床仍占有相当比例,其中部分车床采用液压系统来控制刀具的自动切换,机床电气控制部分多应用继电器——接触器控制来实现,这类系统元器件多,体积大,连线复杂,可靠性和可维护性低,故障率高,工作效率低,而随着计算机技术、电子技术等的发展,计算机控制技术在液压传动控制中也得到了广泛的应用。以计算机技术为核心的PLC(可编程序控制器)具有抗干扰性强,运行可靠等诸多优点在工业自动化领域已被广泛应用。本文即是利用PLC控制技术,对传统液压回路进行系统控制设计,变传统电气控制为PLC
控制。 1.1车床液压控制回路的液压元件构成 此车床液压控制回路主要由以下原件组成:左夹紧液压缸用于夹紧工件和卸下工件,中横向进给液压缸带动刀具横向进给,右纵向进给液压缸带动刀具纵向进给,6个电磁换向阀控制进给液压缸的前进与后退,2个调速阀控制进给液压缸进给速度,双联泵提供液压油输出,另外采用3个单向阀控制液压油流动方向,减压阀和压力继电器监控夹紧缸的油压。 1.2 车床液压控制回路的工作原理 液压控制回路如图1所示,其作用主要是能够控制车床完成完整的切削加工过程,并且工作一个循环,分为8个步聚:1、装件夹紧;2、横快进;3、横工进;4、纵工进;5、横快退;6、纵快退;7、卸下工件;8、原位停止;各步骤的切换分别由行程开关SQ1、SQ2、SQ3、SQ4、SQ5、SQ6、SQ7控制,具体工作循环如图2所示。行程开关用于控制液压回路中6个电磁换向阀电磁铁的通电与否,进而改变液压油流向,影响液压缸实现动作顺序,完成切削过程。断电情况如表1所示。
工程应用1 基于PLC的恒张力控制系统 一、项目目的 1.了解电线自动化生产线张力控制系统; 2.掌握电线自动化生产线恒张力控制系统工作原理; 3.掌握S7-300PLC编程软件平台、STEP7的程序结构和编程方法; 4.培养学生逻辑思维能力、创新能力、分析问题与解决问题能力 二、硬件系统设计 1. 硬件系统组成 硬件系统由编程计算机(上位机)、S7-300PLC控制器(下位机)和电线生产线(被控对象)等组成,编程计算机(RS232通讯口)和S7-300PLC控制器(DP通讯接口)之间通讯采用PPI通讯方式。 2. 恒张力控制原理 恒线速度恒张力调节系统以牵引机的速度为全线的基准速度,实现前后张力分段。收线机为卷取张力调节系统,放线机为开卷机张力调节系统,前后张力方向相反。 开卷机由欧陆514C致力调速板控制,形成一个张力、电流双闭环调速系统,它按照牵引机速度进行调节,如图1所示。开卷机张力给定,张力反馈信号和开卷机电流、张力双闭环调节系统构成了开卷机的调速系统,随着生产的进行,开卷机上的铜线盘半径不断减小,相应的电机转速必须逐渐增大才能保持电线上的张力恒定,但实现裸铜线的线圈半径检测很困难于是我们采用电缆张力负反馈,这样根据张力反馈信号的大小来调节开卷机的转速,在整个过程中开卷机随着牵引机的速度转动,从而使电缆张力保持恒定。 图1恒张力系统示意图 3.定义I/O口地址分配表 分析与恒张力控制相关的生产线设备(开卷机、牵引机),分配PLC输入、输出信号地址。 4.设计出硬件系统接线图
三、PLC控制程序设计 1. 模拟量闭环控制系统的组成 典型的PLC模拟量闭环控制系统如图2所示, 图2模拟量闭环控制原理图 在过程控制中,按照偏差的比例(P)、积分(I)和微分(D)进行控制的PID控制器是应用最广泛的一种自动控制器。 2. S7-300PLC实现闭环控制的方法 S7-300PLC的FM355是智能化的4路通用闭环控制模块,可以用于化工和过程控制,模块带有A/D转换器和D/A转换器。 除了专用的闭环控制模块,S7-300PLC也可以用PID控制功能块来实现PID 控制。但是需要配置模拟量输入模块和模拟量输出模块。 系统功能块SFB41可用于CPU314的闭环控制。SFB41“CONT_C”(连续控制器)的输出为连续变量。可以用SFB“CONT_C”作为单独的PID恒指控制器。控制器的功能基于模拟信号采样控制器的PID控制算法。 3.程序要求 (1)按下开卷电机起动按钮,开卷电机起动,经过P参数和I参数设定的PID 控制器控制电线的张力达到要求的恒定值。 (2)按下牵引电机起动按钮,牵引电机起动,通过调节控制牵引电机的变频器的给定值调节牵引电机的转速,要求PID控制器自动控制开卷机的转速保持电线的张力维持恒定值。 (3)按下停止按钮,系统停止运行。 4程序设计提示 (1)生产线启动过程应先起动放线机,再起动牵引电机 (2)PID控制方式中的P参数和I参数的数值多为经验值,可通过多次试验得出合适的设定值。 四、预习报告设计要求 1. 实验前,根据控制内容设计出系统的接线图、程序流程图、时序图; 2.设计出控制程序,并尝试创新出其他的电线生产线恒张力控制功能。 五、系统调试及问题分析
基于单片机的智能电梯控制系统设计
摘要 本文介绍了一种采用单片机STC89C52芯片进行电梯控制系统的设计方法,主要阐述如何使用单片机进行编程来实现四层电梯的智能控制,利用单片机编程简洁而又多变的设计方法,缩短了研发周期,同时使电梯控制系统体积更小功能更强大。本设计实现了电梯控制系统所需的一些基本功能,能通过电梯内按键或者电梯外上升、下降按键选择楼层,数码管显示实时楼层数,LED显示实时电梯运行状态。原理图和PCB部分采用protel99se专业软件来设计,实现将设计产品化。本次设计更注重了把一些新的思路加入到设计中。主要包括采用了STC89C52芯片,使用C语言进行编程,使其具有了更强的移植性,更加利于产品升级。 关键词:STC89C52;电梯控制系统;protel99se;C语言
Abstract This paper introduces a design method of using STC89C52 chip for elevator control system, mainly describes how to use microcontroller programming to achieve the intelligent four storey elevator control, the design method of microcontroller programming simple and variable, shortens the development cycle, at the same time that the elevator control system smaller and more powerful. Some of the basic functions of the design and implementation of elevator control system required by the elevator, elevator buttons or rise, decline the key to select the floor, digital tube display real-time number of floors, LED display real-time operating state of elevator. Schematic and PCB design using Protel99SE software, the design of products. This design pays more attention to some new ideas into the design. Including the use of the STC89C52 chip, the use of C language programming, which has portability stronger, more conducive to the upgrading of products. Keywords: STC89C52; elevator control system; Protel99SE; C language
变频器在卷染机恒张力恒线速度控制中应用方法 一、前言卷染机适合目前市场对多品种小批量织物的染色需求,可间歇式生产,发展前景看好应用越来越广泛。卷染机控制方面要求具备自动记道、自动计数、自动换向、自动掉头、自动停车、防坠液等功能,在整个工艺过程中,要求保证布匹的张力和线速度恒定,因此对系统的自控控制水平要求较高。国内较为传统的卷染机大部分采用双直流电机控制,只能达到近似的恒张力控制效果,也有采用单变频器的卷染机,放卷采用异步电机直流制动的方式,收放卷用接触器在变频器和直流制动之间进行切换,以上这些方案,分析其原理,都是在较大误差情况下的一种近似结果,因此控制效果不尽如人意。进口的高档卷染机,有的采用伺服控制,有的是用价格昂贵的工程型变频器来实现,效果较为理想,但是对于国内的用户来说,成本压力很大。本文以一个工程实例来说明采用科创力源张力控制专用变频器精确并巧妙的完成卷染机的工艺要求。CLM158巨型卷染机技术指标:◆门幅:1800--3600mm;◆最大卷径:1500mm;◆车速:20--150m/min;◆最高温度:98℃;◆张力调整范围:300~1000N;图1是卷染机工作的示意图,这是一个典型的中心卷曲控制系统。未染色的布匹首先通过上布电机卷曲到其中的一个辊筒上,在辊筒的传动轴上安装有计数用的接近开关,此时控制系统计下整卷布的道次,上卷完毕,采用人工的方式把布匹的一头卷到另外一个辊筒上面,待包覆紧密即可正常开始工作。此时两个辊筒朝着同一个方向运转,控制的要求是保持布匹上的张力恒定,保持布匹在染液经过的时间一致,也就是线速度恒定。这是个没有线速度反馈的驱动系统,但线速度又实实在在的随着辊筒的半径的变化在变化。因此,控制系统需要适应这种独特的要求。科创力源CM60-T变频器为卷染机的高性能控制提供了理想的驱动平台。在各个卷染机厂家以及最终用户处的实际使用情况表明,采用CM60-T控制的卷染机,兼顾了控制性能和成本之间的要求,为该行业的产品升级换代提供了优秀的解决方案。下面结合用于平幅丝绸棉布尼龙人造及合成丝等织物的CLM158 巨型恒张力卷染机的工程实例说明CM60-T高性能矢量控制变频器在该行业的应用。二、采用张力控制专用变频器的卷染机电气系统卷染机的控制可以分为温度控制和传动控制两部分,本文重点描述的是关系到张力以及线速度控制的驱动部分控制。该卷染机的控制系统以西门子作为控制器,采用触摸屏作为人机界面,它们主要完成的是张力,线速度的设定,布的厚度的测量以及相关逻辑动作的控制。变频器和PLC之间采用485通讯。采用通讯方式的好处是可以随时知道变频器主要变量的信息,减少接线,使得整个系统看起来很精简。两台完全一样的变频器,它们均工作于闭环矢量控制模式,由于卷染机在接近满卷时候会较长时间工作在很低的频率下(1~3Hz),采用较高线数的编码器有助于提高在低转速工况下的控制性能,同时考虑散热,需要采用变频专用电机。上布时刻,PLC记录下该布卷在辊筒上面的总圈数,然后由操作工测量该布卷的直径,把这个值输入到HMI,PLC根据直径和总圈数,可以精确计算出来单层布的厚度。采用这种方法获得布厚,误差很小。布厚通过485通讯传送到CM60-T张力控制变频器,作为控制的最基本参数。同时针对每种织物,染色所需要的张力以及染色速度,也在HMI上面设定好,然后通过PLC传递给变频器。CM60-T的功能十分强大,除了具有常规的惯量补偿,卷径计算,摩擦力补偿,锥度计算等张力控制功能之外,还有一个为了线缆、印包等行业收卷控制的自动换盘设计的功能:预驱动。该功能的作用是根据线速度和卷径的关系,自动计算出所匹配的角速度。利用这个功能,我们首先可以实现卷染机控制要求中的恒定线速度控制。其原理是:根据设定的线速度以及布匹的初始直径,布匹的厚度,我们可以得到一个匹配的电机旋转速度,当直径变化的时候,辊筒每旋转一圈,变频器会自动减去一层布的厚度,从而得到一个新的直径,通过这个新的直径,变频器又能够计算出所需要匹配的线速度,如此周而复始,可以确保布匹线速度的恒定。恒张力的控制,则是利用矢量控制变频器的转矩控制功能,实时的根据张力的设定值,锥度,补偿量以及卷轴直径计算出所需要的转矩,从而达到间接的