如何给三菱SFC(步进梯形图)添加停止功能
很多人无法理解SFC以及步进梯形图中如何实现停止功能,其实停止功能非常的简单,而原来盛传在每一步中添加停止触点来时间,实质上是没有必要的。
本文将以一个两触点交替输出为例,分别写成步进梯形图以及SFC程序来说明,由于Q系列SFC不能模拟,且无步进梯形图功能,因此,本文以FX2N 机型为例,另外,本文所使用的软件为GX Developer,而早先的软件在实现上也无多大的区别,且GX Developer必将替代原有软件。
首先,说一下停止功能实现需要使用的指令的步骤:
第一步:输出M8040
M8040:STL传输禁止 OFF
STL传输允许 ON
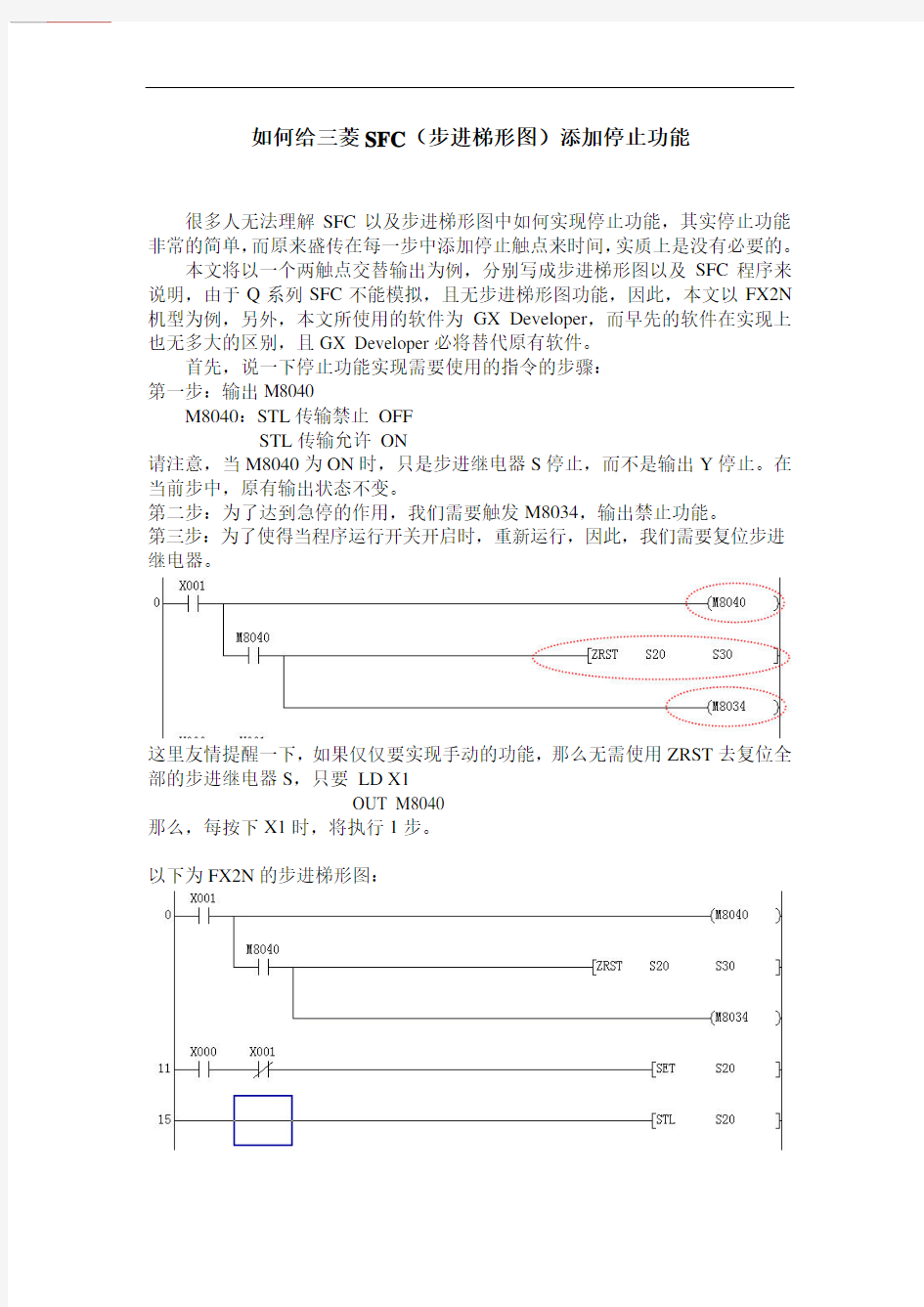
请注意,当M8040为ON时,只是步进继电器S停止,而不是输出Y停止。在当前步中,原有输出状态不变。
第二步:为了达到急停的作用,我们需要触发M8034,输出禁止功能。
第三步:为了使得当程序运行开关开启时,重新运行,因此,我们需要复位步进继电器。
这里友情提醒一下,如果仅仅要实现手动的功能,那么无需使用ZRST去复位全部的步进继电器S,只要 LD X1
OUT M8040
那么,每按下X1时,将执行1步。
以下为FX2N的步进梯形图:
对于SFC方式来说,其使用方法是一致的,下面将对于一些SFC的小问题进行提醒:
与前述的步进梯形图有些小差异:
1、我们要将停止按钮的程序写在梯形图块中,而不是SFC块中。
2、初始步必须在S0~S9中,而不能在任意步下。
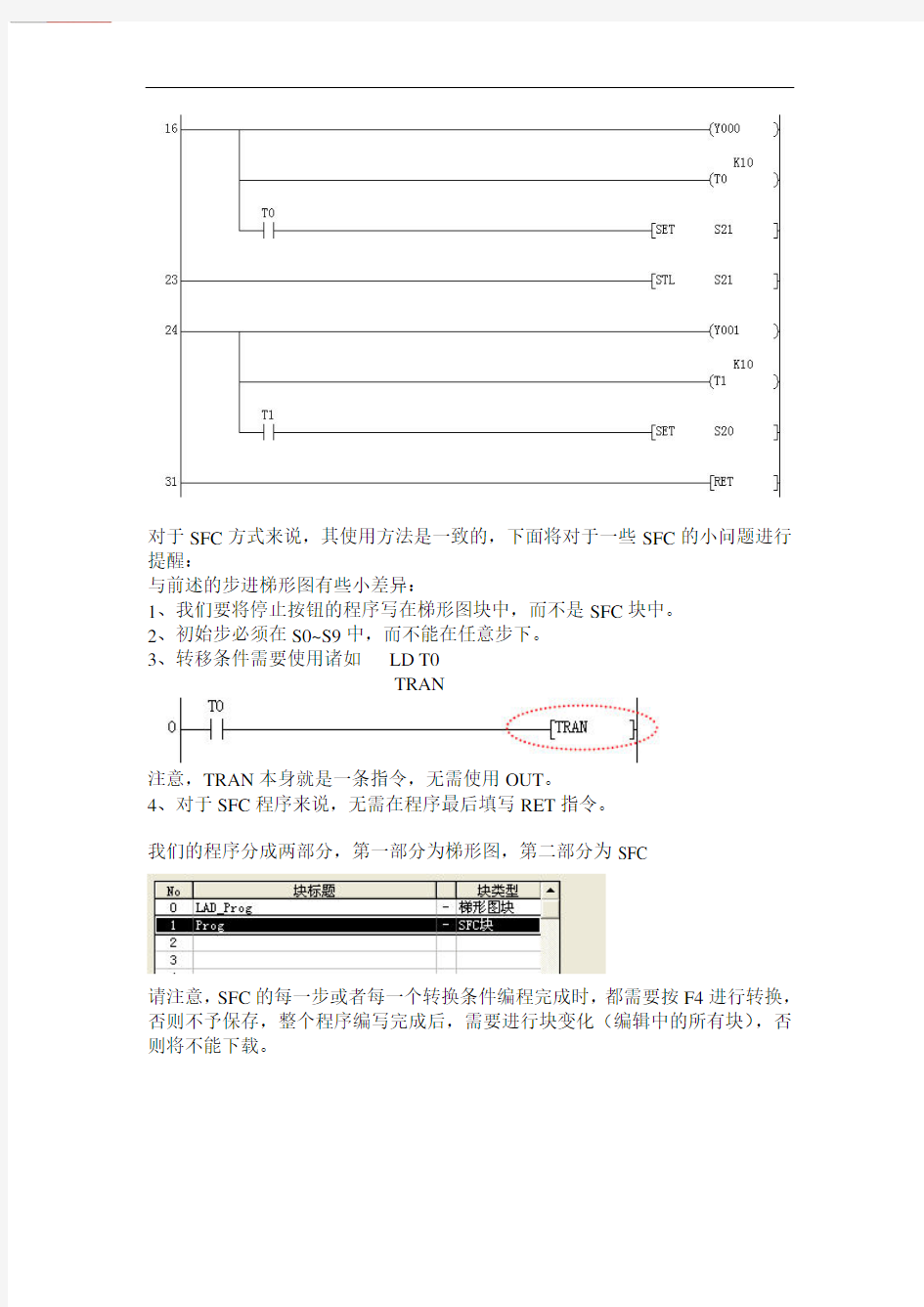
3、转移条件需要使用诸如 LD T0
TRAN
注意,TRAN本身就是一条指令,无需使用OUT。
4、对于SFC程序来说,无需在程序最后填写RET指令。
我们的程序分成两部分,第一部分为梯形图,第二部分为SFC
请注意,SFC的每一步或者每一个转换条件编程完成时,都需要按F4进行转换,否则不予保存,整个程序编写完成后,需要进行块变化(编辑中的所有块),否
则将不能下载。
下面为梯形图中的程序,主要功能用于完成停止复位。
而下面的将是SFC程序的每一步以及转换条件:
最后这里要说一下,SFC中返回不是使用SET Sx这样的方式实现跳转,而是使用JUMP 步来实现的。
以上的SFC编程与前面的步进梯形图的方式所实现的程序功能完全相同,本文只是指导读者如何在SFC或者步进梯形图中使用停止功能,读者在熟读FX 的手册中,三菱也举出了例子,只要你看得足够仔细。
步进梯形指令及其编程 精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
第七章FX系列可编程控制器步进梯形 指令 内容提要:本章阐述了状态编程思想、步进梯形指令及其应用。 课程重点:步进梯形指令及其应用。 课程难点:步进指令的执行过程和有关主意事项。 教学目标:重点掌握步进梯形指令定义及功能;了解状态编程思想;能用步进梯形指令结合状态编程思想设计相对复杂的控制系统程序。 步进指令常用于时间和位移等顺序控制的操作过程。FX系列可编程控制器的步进指令编程元件是状态继电器S0~S899共900点, 步进指令均由后备电池提供支持。使用步进指令时,先设计状态转移图, 状态转移图中的每个状态表示顺序工作的一个操作,再将状态转移图翻译成步进梯形图。状态转移图和步进梯形图可以直观
地表示顺序操作的流程,而且可以减少指令程序的条数和容易被人们所理解。 第一节状态编程思想 前面章节中所介绍的PLC基本指令,各种型号的PLC 大体上都具备,指令符号虽有所不同,但功能大同小异。应用上述指令,设计一般控制要求的梯形图程序非常方便,但对复杂控制系统来说,系统输入输出点数较多,工艺复杂、相互连锁关系也复杂,设计人员在设计中需根据工艺要求,周密地考虑各执行机构的动作及相互关系,保证必要的连锁保护、自锁及一些特殊控制要求。因为需要考虑的因素很多,设计较为困难。在设计过程中,往往要经过多次反复的修改和试验,才能使设计符合要求。如何简化设计步骤,并使程序容易理解又便于维护呢 在分析生产工艺过程对控制的要求后,我们发现不少生产过程都可以划分为若干个工序,每个工序对应一定的机构动作。在满足某些条件后,它又从一个工序转
第七章FX系列可编程控制器步进梯形 指令 内容提要:本章阐述了状态编程思想、步进梯形指令及其应用。 课程重点:步进梯形指令及其应用。 课程难点:步进指令的执行过程和有关主意事项。 教学目标:重点掌握步进梯形指令定义及功能;了解状态编程思想;能用步进梯形指令结合状态编程思想设计相对复杂的控制系统程序。 步进指令常用于时间和位移等顺序控制的操作过程。FX系列可编程控制器的步进指令编程元件是状态继电器S0~S899共900点, 步进指令均由后备电池提供支持。使用步进指令时,先设计状态转移图, 状态转移图中的每个状态表示顺序工作的一个操作,再将状态转移图翻译成步进梯形图。状态转移图和步进梯形图可以直观地表示顺序操作的流程,而且可以减少指令程序的条数和容易被人们所理解。 第一节状态编程思想 前面章节中所介绍的PLC基本指令,各种型号的PLC大体上都具备,指令符号虽有所不同,但功能大同小异。应用上述指令,设计一般控制要求的梯形图程序非常方便,但对复杂控制系统来说,系统输入输出点数较多,工艺复杂、相互连锁关系也复杂,设计人员在设计中需根据工艺要求,周密地考虑各执行机构的动作及相互关系,保证必要的连锁保护、自锁及一些特殊控制要求。因为需要考虑的因素很多,设计较为困难。在设计过程中,往往要经过多次反复的修改和试验,才能使设计符合要求。如何简化设计步骤,并使程序容易理解又便于维护呢? 在分析生产工艺过程对控制的要求后,我们发现不少生产过程都可以划分为若干个工序,每个工序对应一定的机构动作。在满足某些条件后,它又从一个工序转为另一个工序,通常这种控制被称为顺序控制。对于顺序控制的梯形图,许多PLC都设置了专门用于顺序控制或称为步进控制的指令。如三菱公司FX2N系列PLC中的 STL指令和RET(Return)指令。 顺序控制是按顺序一步一步来进行控制的,进入下一步决定于转换条件是否满足。转换条件可以是时间条件,也可以是被控过程中的反馈信号,实际生产中往往是两者的紧密结合。顺序控制与逻辑控制不同,逻辑控制主要是描述输入输出信号间的静态关系,而顺序控制则主要是描述输入输出信号间的时间关系。所以顺序控制的基本结构可以用
第4章步进指令 各大公司生产的PLC都开发有步进指令,主要是用来完成顺序控制,三菱FX系列的PLC有两条步进指令,STL(步进开始)和RET(步进结束)。 4.1 状态转移(SFC)图 在顺序控制中,我们把每一个工序叫做一个状态,当一道工序完成做下一道工序,可以表达成从一个状态转移到另一个状态。如有四个广告灯,每个灯亮1秒,循环进行。则状态转移图如图4-1所示。每个灯亮表示一个状态,用一个状态器S,相应的负载和 定时器连在状态器上,相邻两个状态器之间有 初始状态器 一条短线,表示转移条件。当转移条件满足时, 则会从上一个状态转移到下一个状态,而上一 个状态自动复位,如要使输出负载能保持,则 应用SET来驱动负载。每一个状态转移图应有 一个初始状态器(S0~S9)在最前面。初始状 态器要通过外部条件或其他状态器来驱动,如 图中是通过M8002驱动。而对于一般的状态器 一定要通过来自其他状态的STL指令驱动,不 能从状态以外驱动。 下面通过一个具体例子来说明状态转移图的画 法。 例4-1有一送料小车,初始位置在A点,按下启动按钮,在A点装料,装料时间5s,装完料后驶向B点卸 料,卸料时间是7s,卸 完后又返回A点装料, 装完后驶向C点卸料, 按如此规律分别给B、C 两点送料,循环进行。 当按下停止按钮时,一 定要送完一个周期后停 在A点。写出状态转移
图。 分析:从状态转移图中可以看出以下几点: (1) 同一个负载可以在不同的状态器中多次输出。 (2) 按下起动按钮X4,M0接通,状态可以向下转移,按下停止按钮,M0断开,当状态转移到S0时,由于M0是断开的,不能往下转移,所以小车停在原点位置。 (3) 要在步进控制程序前添加一段梯形图(见图4-3b ) (b ) 梯形图 (a ) 状态转移图 图4-3 控制送料小车状态转移图 4.2 步进指令 4.2.1步进指令 步进指令有两条:STL 和RET 。 STL 是步进开始指令,后面的操作数只能是状态器S ;在梯形图中直接与母线相连,M0 启动辅助继电器X1 原点条件M8002T3 X1 S23 S22 X3 S23 T2 S21 S24 X1 X2 T1 S22 S21 T0 S20 S0 打开卸料阀小车左行Y4A点 Y2T3C点 K70小车左行Y4 小车右行 打开装料阀 原点指示Y1 Y3T2K50Y0A点 打开卸料阀小车右行B点 Y2T1 K70 Y3打开装料阀 Y1 T0 K50
用步进指令编程 步进顺序控制:状态寄存器、步进顺控指令。 一、状态寄存器 FX2N共有1000个状态寄存器,其编号及用途见下表。 类 别 元件编号 个 数 用 途 及 特 点 初始状态 S0 ~S9 10 用作SFC的初始状态 返回状态 S10 ~S19 10 多运行模式控制当中,用作返回原点的状态 一般状态 S20~S499 480 用作SFC的中间状态 掉电保持状态 S50~S899 400 具有停电保持功能,用于停电恢复后需继续执行的场合 信号报警状态 S900~S999 100 用作报警元件使用 说明:1)状态的编号必须在规定的范围内选用。 2)各状态元件的触点,在PLC内部可以无数次使用。 3)不使用步进指令时,状态元件可以作为辅助继电器使用。 4)通过参数设置,可改变一般状态元件和掉电保持状态元件的地址分配。 二、步进顺控指令 FX2N系列PLC的步进指令:步进接点指令STL 步进返回指令RET。 1、步进接点指令STL 说明: 1)梯形图符号: 。 2)功能:激活某个状态或称某一步,在梯形图上表现为从主母线上引出的状态接点。 STL指令具有建立子母线的功能,以使该状态的所有操作均在子母线上进行。3)STL指令在梯形图中的表示:
2、步进返回指令RET 说明: 1)梯形图符号: 2)功能:返回主母线。 步进顺序控制程序的结尾必须使用RET指令。 三、状态转移图的梯形图和写指令表 1、状态的三要素 状态转移图中的状态有驱动负载、指定转移目标和指定转移条件三个要素。 图中Y5:驱动的负载 S21:转移目标 X3:转移条件。
3、注意事项 1)程序执行完某一步要进入到下一步时,要用SET指令进行状态转移,激活下一步,并把前一步复位。 2)状态不连续转移时,用OUT指令,如图为非连续状态流程图: 非连续状态流程图 例:液压工作台的步进指令编程,状态转移图、梯形图、指令表如图所示。
第4章 步进指令 各大公司生产的PLC 都开发有步进指令,主要是用来完成顺序控制,三菱FX 系列的PLC 有两条步进指令,STL (步进开始)和RET (步进结束)。 4.1 状态转移(SFC )图 在顺序控制中,我们把每一个工序叫做一个状态,当一道工序完成做下一道工序,可以表达成从一个状态转移到另一个状态。如有四个广告灯,每个灯亮1秒,循环进行。则状态转移图如图4-1所示。每个灯亮表示一个状态,用一个状态器S ,相应的负载和 定时器连在状态器上,相邻两个状态器之间有 一条短线, 表示转移条件。 当转移条件满足时,则会从上一个状态转移到下一个状态,而上一个状态自动复位,如要使输出负载能保持,则应用SET 来驱动负载。每一个状态转移图应有一个初始状态器(S0~S9)在最前面。初始状态器要通过外部条件或其他状态器来驱动,如图中是通过M8002驱动。而对于一般的状态器一定要通过来自其他状态的STL 指令驱动,不能从状态以外驱动。 下面通过一个具体例子来说明状态转移图的画 法。 例4-1 有一送料小车,初始位置在A 点,按下启动按钮,在A 点装料,装料时间5s,装完料后驶向B 点卸料,卸料时间是7s ,卸完后又返回A 点装料,装完后驶向C 点卸料,按如此规律分别给B 、C 两点送料,循环进行。当按下停止按钮时,一定要送完一个周期后停在A 点。写出状态转移
图。 分析:从状态转移图中可以看出以下几点: (1) 同一个负载可以在不同的状态器中多次输出。 (2) 按下起动按钮X4,M0接通,状态可以向下转移,按下停止按钮,M0断开,当状态转移到S0时,由于M0是断开的,不能往下转移,所以小车停在原点位置。 (3) 要在步进控制程序前添加一段梯形图(见图4-3b ) (b ) 梯形图 (a ) 状态转移图 图4-3 控制送料小车状态转移图 M0 启动辅助继电器X1 原点条件M8002T3 X1 S23 S22 X3 S23 T2 S21 S24 X1 X2 T1 S22 S21 T0 S20 S0 打开卸料阀小车左行Y4A点 Y2T3C点 K70小车左行Y4小车右行 打开装料阀 原点指示Y1 Y3T2K50Y0A点 打开卸料阀小车右行B点 Y2T1K70Y3打开装料阀 Y1 T0 K50
第3章 三菱FX 2N 系列可编程控制器的步进指令 3.1 顺序控制的概念及状态转移图 3.1.1 顺序控制简介 机械设备的动作过程大多数是按工艺要求预先设计的逻辑顺序或时间顺序的工作过程,即在现场开关信号的作用下,启动机械设备的某个机构动作后,该机构在执行任务中发出另一现场开关信号,继而启动另一机构动作,如此按步进行下去,直至全部工艺过程结束,这种由开关元件控制的按步控制方式,称为顺序控制。 我们先看一个例子:三台电动机顺序控制系统。要求:按下按钮SB1,电动机1启动;当电动机1启动后,按下按钮SB2,电动机2启动;当电动机2启动后,按下按钮SB3,电动机3启动;当三台电动机启动后,按下按钮SB4,电动机3停止;当电动机3停止后,按下按钮SB5,电动机2停止;当电动机2停止后,按下按钮SB6,电动机1停止。三台电动机的启动和停止分别由接触器KM1、KM2、KM3控制。 图3-1为电动机控制流程图、PLC 接线图及电气控制原理图。 PLC L N PE COM X0 X1X2X3X4X5X6 24V+COM1COM2Y1Y0Y2Y3Y4Y5Y6 Y7 ~220V ~220V SB1KM1SB2SB3SB4SB5SB6 KM2KM3 a )控制流程图 b )PLC 接线及电气控制原理图 图3-1 电动机控制流程图、PLC 接线图及电气控制原理图
使用基本指令编制的PLC 梯形图程序如图3-2 图3-2 三台电动机顺序控制梯形图 从图3-3中可以看出,为了达到本次的控制要求,图中又增加了三只辅助继电器,其功能读者可自行分析。用梯形图或指令表方式编程固然广为电气技术人员接受,但对于一个复杂的控制系统,尤其是顺序控制程序,由于内部的联锁、互动关系极其复杂,其梯形图往往长达数百行,通常要由熟练的电气工程师才能编制出这样的程序。另外,如果在梯形图上不加上注释,则这种梯形图的可读性也会大大降低。 3.1.2 状态转移图 基于经验法和基本指令编写复杂程序的缺点,人们一直寻求一种易于构思、易于理解的图形程序设计工具。它应有流程图的直观,又有利于复杂控制逻辑关系的分解与综合,这种图就是状态转移图。为了说明状态转移图,现将三台电动机顺序控制的流程各个控制步骤用工序表示,并工作顺序将工序连接成如图3-3所示工序图,这就是状态转移图的雏形。 从图3—3可看到,该图有以下特点。 (1)将复杂的任务或过程分解成若干个工序(状态)。无论多么复杂的过程均能分化为小的工序,有利于程序的结构化设计。 (2)相对某一个具体的工序来说,控制任务实现了简化。给局部程序的编制带来了方便。 (3)整体程序是局部程序的综合,只要弄清楚工序成立的条件、工序转移的条件和方向,就可进行这类图形的设计。 (4)这种图很容易理解,可读性很强,能清晰地反映全部控制工艺过程。 其实将图中的“工序”更换为“状态”,就得到了状态转移图——状态编程法的重要工具。状态编程的一般思想为:将一个复杂的控制过程分解为若干个工作状态,弄清楚个状态的工作细节(状态的功能、转移条件和转移方向)再依据总的控制顺序要求。将这些状态联系起来,形成状态转移图,进面编绘梯形图程序。