锂电池测试报告
一、锂电池放电
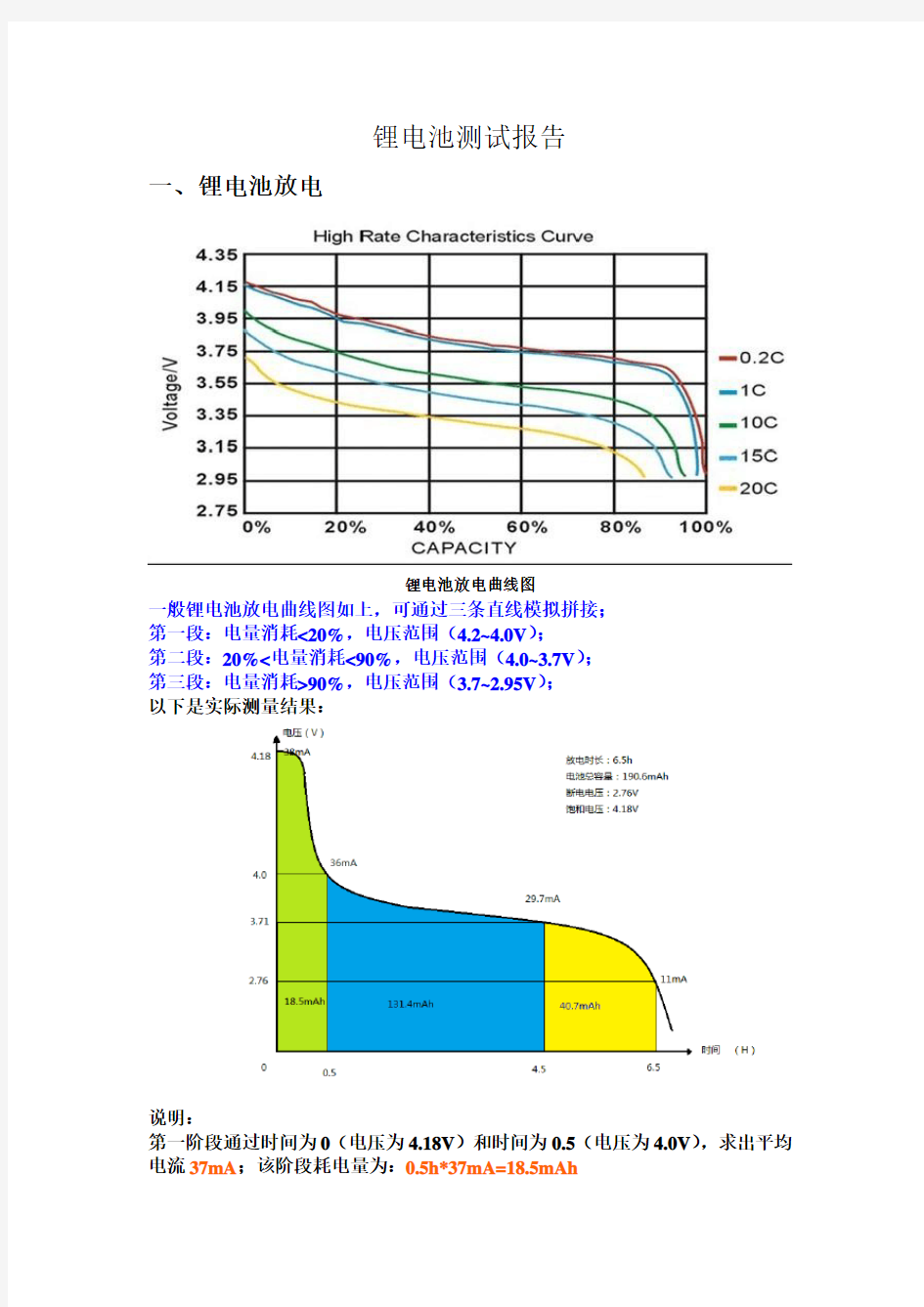
锂电池放电曲线图
一般锂电池放电曲线图如上,可通过三条直线模拟拼接;
第一段:电量消耗<20%,电压范围(4.2~4.0V);
第二段:20%<电量消耗<90%,电压范围(4.0~3.7V);
第三段:电量消耗>90%,电压范围(3.7~2.95V);
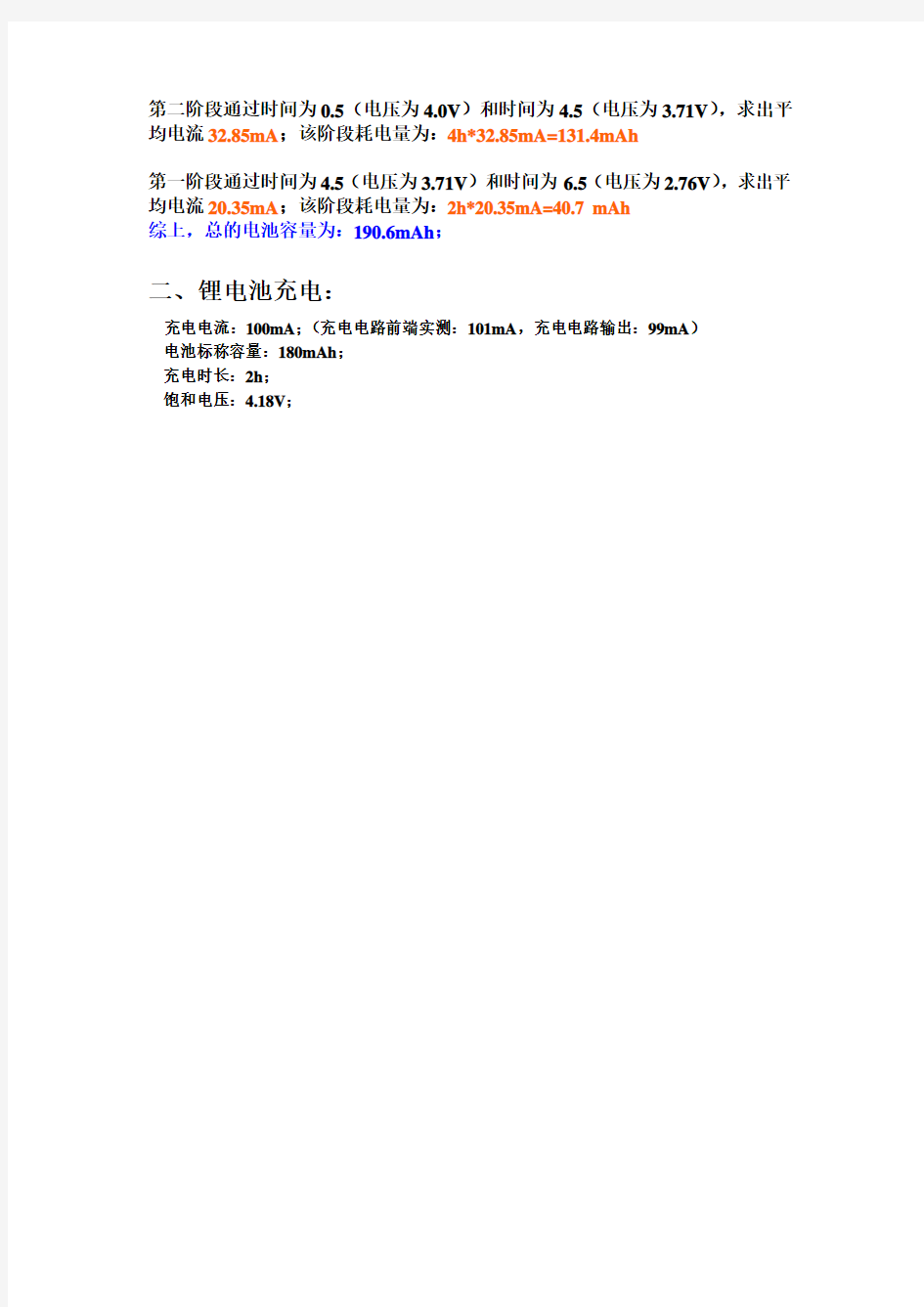
以下是实际测量结果:
说明:
第一阶段通过时间为0(电压为4.18V)和时间为0.5(电压为4.0V),求出平均电流37mA;该阶段耗电量为:0.5h*37mA=18.5mAh
第二阶段通过时间为0.5(电压为4.0V)和时间为4.5(电压为3.71V),求出平均电流32.85mA;该阶段耗电量为:4h*32.85mA=131.4mAh
第一阶段通过时间为4.5(电压为3.71V)和时间为6.5(电压为2.76V),求出平均电流20.35mA;该阶段耗电量为:2h*20.35mA=40.7 mAh
综上,总的电池容量为:190.6mAh;
二、锂电池充电:
充电电流:100mA;(充电电路前端实测:101mA,充电电路输出:99mA)
电池标称容量:180mAh;
充电时长:2h;
饱和电压:4.18V;
锂电池是否是危险品
————————————————————————————————作者:————————————————————————————————日期:
锂电池是危险品吗? 来源:吴江电池产品检测实验室| 时间:2011-9-8 20:49:00 | 【字号:大中小】 根据《联合国关于危险货物运输建议书规章范本》的规定,锂电池是列明危 险品被列为第9类危险品,其联合国编号情况如下:锂离子电池(包括锂离 子聚合物电池)(UN3480)、与设备一起包装的锂离子电池(包括锂离子聚 合物电池)(UN3481)、包含在设备中的锂离子电池(包括锂离子聚合物电 池)(UN3481);锂原电池(UN3090)、与设备一起包装的锂原电池(UN3091) 以及包含在设备中的锂原电池(UN3091)。 联合国编 号 名称和说明类别或项别特殊规定包装规范 3090 锂金属电池组(包括锂合金电池 组)9 SP188 /SP230 /SP310 P903 3091 装在设备中的锂金属电池组或同 设备包装在一起的锂金属电池组 (包括锂合金电池组) 9 SP188 /SP230 /SP360 P903 3480锂离子电池组(包括聚合物锂离子电池)9 SP188 /SP230 /SP310 /SP348 P903
3481装在设备中的锂离子电池组或同 设备包装在一起的锂离子电池组 (包括聚合锂离子电池组) 9 SP188 /SP230 /SP348 /SP360 P903 但在一定条件下,锂电池可以作为不受限制的货物进行运输。 一. IMDG CODE(国际海运) PSN: BATTERY containing lithium. Class: 9 Un no.: 3090. Definition: 含有锂或锂合金的锂电池装在刚性金属体内,锂电池也可能装在设备中或设备中含 有锂电池. SP188: 满足以下, 可以按普货运输. 1. 对于液体阴极电池,含锂量不大于0.5g, 对于电池组, 总含锂量不超过1g;, 对于锂离子电池,不大于1.5g. 对于固体阴极电池,含锂量不超过1g, 对于电池组, 不超过2g.对于锂离子电池组, 不大于8克. 2. 液体的气密封口. 3. 电池隔开. 4. 电池组隔开.或装在设备中. 如超过以上1的规定,则: 1. 完全充电后,每个电池的阳极含锂量不超过5g.电池组不超过25g. 2. 通过联合国关于危险品运输的建议书中的38.3测试. 正确包装以防止短路. SP230: 满足以下,可以做为UN3090运. 1. 按38.3规定, 可以划为9类. 2. 不会突然爆裂. 3. 应防止短路设施. 4. 装有反向电流的有效设备. SP287.废话. 总之: 锂离子电池通过了38.3的测试,注意是通过,不是做过.而且, 锂的含量不要超过8G, 加上正确的包装防止短路等, 就可以按照非危险品运输.
序号更改前章节 / 条款内容更改后章节 / 条款内容更改后版本提出人批准人生效日期1全页次全版更新A1熊佳敏蔡大军2016-6-17 2检验项目更新A2
1、目的 使锂电池在我司入料及制程中相关检验人员有所依据,确保锂电池满足质量要求。 2、适用范围 适用于联维亚所有锂电池的来料检验。 3、职责 品保单位:依据本检验规范进行入料检验,判定检验结果。 4、引用标准 引用GB/T31241-2014便携式电子产品用锂电池安全要求,GB/T18287-2013移动电话用锂电池总规范。 抽样检验依GB/T 2828-2003标准,按一般检验Ⅱ级水平,Cri:代表致命缺陷,AQL =0;Maj :代表主要缺陷,AQL =;Min :代表次要缺陷,AQL =;常规充放电测试按特殊检验S-3级水平进行检验。 5、缺陷定义 致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。 主要缺陷:功能缺陷影响正常使用,性能参数超出规格标准,导致客户拒绝购买的严重外观缺陷;包装存在可 能影响到产品形象的缺陷。 次要缺陷:不影响产品使用,最终客户有可能愿意让步接受的缺陷。 6、工作工序 检验条件 荧光灯强度:400— 800Lux( 60W—100W)或自然光; 检查距离: 30-35cm; 目视 +放大镜、数显卡尺、样品、承认检验条件检验时间:10s± 5s; 书、万用表、电池综合测试仪检验角度:水平方位45°± 15°; 检验人员裸视或矫正视力以上,不能有色盲、色弱者。 检验项目 检验项目抽样判 内容检验工具抽样数 定 1. 工艺检查:电池工艺与承认书及样品核对一致,每批来料抽检3-5PCS/ 目视 / 样Maj 外观解剖观察内部结构,不允许轻易更改工艺(保护板安装位置,绝批 品 / 剪钳 缘胶纸材质、颜色,线头绝缘方式等)。
锂电池要做CCC认证还是CQC认证 锂电池是做CQC认证,测试标准:GB31241 一、什么是CCC认证: 国家强制性产品认证标志名称为“中国强制认证”(China Compulsory Certificatio n), 英文缩写为“CCC”,也可简称“CCC”标志。标志图案和种类国家质检总局和国家认监委公布了第一批实施强制性产品认证目录,该目录以原进口商品安全质量许可制度的产品和安全认证强制性监督管理的产品为基础,进行了少量调整。目录涉及安全、EMC、环保要求,包括19大类,132种产品。 二、CQC认证流程: 1)认证申请和受理; 2)型式试验; 3)工厂审查; 4)抽样检测; 5)认证结果评价和批准; 6)获得认证后的监督。
三、CQC认证资料: 1)填写附件CQC申请表; 2)填写附件工厂检查调查表 3)提供申请人、制造商、生产厂的营业执照、组织机构代码 4)电池和电芯规格书 5)安全关键元器件清单; 6)IC,MOS,PTC等规格书; 7)电池标签 四、CQC认证价格及周期: 正常周期:4-6周 企业申请印度BIS认证时要注意哪些问题 现在很多厂商都将产品出口印度,在印度的产品需要申请BIS认证。对于申请者来说,强制性注册法令主要强调了以下内容,注册申请者应予以关注: 1. 实施日期。 对于本地制造的产品自生产日期起算,对于进口产品自进口日期起算。
对于在生效日期以后到达印度的产品,必须遵守强制性注册要求并加贴自我声明。 如果在该日期以后进入印度,如果没有加贴自我声明标签,将不能清关。 2. 注册申请人。 注册证书申请人/持有人可以是国内制造商或工厂,但注册申请必须由其在印度当地的分公司进行,或授权印度当地代理商向BIS递交申请,直至完成注册。 3. 产品注册码。 产品注册码应由制造商或进口商申请,注册码由BIS提供。 注册码与制造商、工厂地址(即使工厂在海外)和产品相关联。 每个制造单元都需要独立申请注册,即使是由同一家工厂在不同厂址生产的同一产品。制造商(工厂)的本地授权代表可代表工厂进行注册申请。 4. 测试报告。 如果产品是通过OEM方式生产的,且产品已经在海外实验室或是CB实验室按照国际安全标准进行测试或加贴了CE、UL、FCC标志,也需要重新进行测试。 法令要求提交BIS认可的实验室出具的有效测试报告(90天内)提交强制注册。 5. 自我声明标签。
机械科学研究院北京机电研究所 SBCM蓄电池综合管理系统性能测试报告 测试人员:李红林 参加人员:李红林,史建军 联系方式:北京理工大学电动车辆工程技术中心68914070-840,lhlbitev@https://www.doczj.com/doc/208957122.html, 日期:2003-6 目录 第一节SBCM蓄电池综合管理系统介绍 第二节试验电池性能分析 第三节锂离子电池组电压均衡系统原理 第四节锂离子电池组充放电过程的安全保护功能(充电方面) 第五节电池组电压均衡系统在工作过程中的能耗分析 第六节电池组管理系统ECU单元对电池SOC的计算及其精度,同时为了消除累计误差,系统采取什么措施? 第七节SBCM蓄电池管理系统的热管理 第八节试验测试结果 a) 50A恒流充电均压曲线 b) 20A恒流充电均压曲线 c) 10A恒流充电均压曲线 d) 电池完整充电过程均压曲线 e) 恒流放电曲线 第九节结论及建议
第一节 SBCM蓄电池综合管理系统介绍 SBCM蓄电池综合管理系统组成(见图一),主要由多功能蓄电池管理模块、安全充电模式的网络化充电装置、管理系统ECU、PC机的管理系统和高速CAN 总线组成。 图一: SBCM蓄电池管理系统结构示意图 蓄电池(多功能)管理模块SBCM主要由自动均压功率部件(双向10A DC/DC变换器)、自动均压控制部件在充电、放电和备用工况下,当相邻电池电压差大于20MV时即可在嵌入模块内的微控制器和ECU的控制下进行多种模式的自动均压。 自动均压功率部件具有电池组跨电池能量迁移技术、低压差大电流充电技术,双向可逆充电技术、高内阻电池均压过程中高幅值端电压互移对自动均压工程的影响等关键技术问题。 由于具有双向高强度(可跨电池)能量迁移技术的采用,有效解决了充电、放电过程中落后电池补偿问题。 在(多功能)电池管理模块内,还集成了电压检测、温度检测、过压检测和通讯接口。通过通讯网络,将电池模块内的数据以500Kbit/秒的速度传输到高速CAN总线。 管理模块、ECU、充电装置和PC机可共享高速CAN总线上的数据信息。 由于自动均压装置的能量迁移相对有限(每个电池回路小于10A),当充放电电流过大时,不可能完全实现能量平衡。在放电过程中,除电池会产生落后电池外,不会有其他不良影响。在充电过程中,当充电电流过大时,则可能不能通过能量迁移实现电压基本平衡。在充电后期,个别电池会出现充电电压超过电池允许电压的危险状态。 为了有效防止因充电电流过大问题,将具有基于极端单体电池控制的安全充电模式功能的充电装置接入蓄电池管理系统高速CAN总线上,充电机连续监听网络中的相关数据,当发现出现充电电流大于自动均压部件的能量迁移能力时,适时减小充电电流,使充电电流与系统内自动均压部件的能量迁移相适应,从而达到充电过程的安全。 集成在网络内的充电机还监听电池组端电压,电池的最高温度和最大温升,并根据相关规定适时调整充电电流。 SBCM蓄电池综合管理系统,在检测温度的同时,还适时提供温升状况。对于NiMH电池及时发现过大温升和减小温度失控具有重要意义。
---- 第 1 页 ---- 二次电池测试结果 打印时间:2012,11,21--08:04 工作通道:002_1 启动时间:2012,11,20--20:14:56 安全保护:1.00V--15.00V, ±1610mA 限制条件 工作过程 1: 恒流充电1400mA4.20V160Min. 50mA 2: 静置10Min. 3: 恒流放电1000mA 2.40V 4: 静置10Min. 5: 恒流充电1200mA4.20V220Min. 3.90V 20mA 6: 停止 □1 : 1 恒流充电(1--141): 513.5 mAh [2157.5 mJ] 1) 0.0 Min 3.937 V 61.8 mA 0.2 W 0.0 mAh 141) 138.7 Min 4.201 V 50.0 mA 0.2 W 513.5 mAh □1 : 2 静置(142--152): 0.0 mAh [0.0 mJ] 142) 0.0 Min 4.190 V 0.0 mA 0.0 W 0.0 mAh 152) 10.0 Min 4.179 V 0.0 mA 0.0 W 0.0 mAh □1 : 3 恒流放电(153--289): 2225.8 mAh [7547.3 mJ] 153) 0.0 Min 3.968 V -1000.0 mA -4.0 W 0.0 mAh 289) 133.6 Min 2.398 V -1000.0 mA -2.4 W 2225.8 mAh □2 : 4 静置(290--306): 0.0 mAh [0.0 mJ] 290) 0.0 Min 2.741 V 0.0 mA 0.0 W 0.0 mAh 306) 10.0 Min 3.403 V 0.0 mA 0.0 W 0.0 mAh □2 : 5 恒流充电(307--343): 689.2 mAh [2633.7 mJ] 307) 0.0 Min 3.625 V 1200.3 mA 4.4 W 0.0 mAh 343) 34.5 Min 3.900 V 1200.3 mA 4.7 W 689.2 mAh
华南师范大学实验报告 学生姓名:蓝中舜学号:20120010027 专业:新能源材料与器件勷勤创新班年级、班级:12新能源 课程名称:化学电源实验 实验项目:锂离子电池性能测试 实验类型:验证设计综合实验时间:2014年5月5日-17日 实验指导老师:马国正组员:黄日权郭金海 一、实验目的 1.熟悉、掌握锂离子电池的结构及充放电原理。 2.熟悉、掌握锂离子正极材料的制备过程及工艺。 3.熟悉、掌握锂离子电池的封装工艺及模拟电池测试方法。 二、实验原理 锂离子电池是指正负极为Li+嵌入化合物的二次电池。正极通常采用锂过渡金属氧化物 Li x CoO2,Li x NiO2或Li x Mn2O4,负极采用锂-碳层间化合物Li x C6。电解质为溶有锂盐LiPF6,LiAsF6,LiClO4等的有机溶液。溶剂主要有碳酸乙烯酯(EC)、碳酸丙烯酯(PC)、碳酸二甲酯(DMC)和氯碳酸酯(CIMC)等。在充放电过程中,Li+在两极间往返嵌入和脱出,被形象的称之为“摇椅电池”。 锂离子电池充放电原理和结构示意图如下。 锂离子电池的化学表达式为: -)Cn|LiPF6-EC+DMC|LiM x O y(+ 其电池反应为: LiM x O y+nC Li1-x M x O y+Li x C n 本实验以高温固相法制备的尖晶石型LiMn2O4为正极材料,纯锂片为负极,制备扣式锂离子模拟电池,并对制备的扣式半电池进行充放电测试。 三、仪器与试剂 电化学工作站,蓝点测试系统、手套箱、电子天平、真空干燥箱、切片机、对辊机、鼓风干燥机 LiMn2O4、乙炔黑、PVDF、无水乙醇、电解液(1M LiPF6溶与体积比EC:DEC:EMC=1:1:1
《品质知识培训》 一、产品品质检验目的: 产品品质标准的建立,为企业提供了几种: 1.减少了品质纠纷 2.为对外品质保证提供了依据 3.使品检工作有据可依 4.使制造者明确品质要求 二、产品品质标准之适度性 产品品质标准要建立在认同的基础上,根据公司实际生产条件而定,一 个适度的品质标准。有利于提高公司的生产技术水平面和管理水平,即稍高于公司现行可达到的水平。 三、产品品质标准基本内容 产品名称、规格及图示 1. 检测方法、条件 2. 检测设备及工具 3. 品质合格判定标准 4. 产品实物样品 5. 6.产品质量符合性、化学性、物理性、技术指标和参数 四、生产线各工序品质检验标准 1.来料检验 品质部对大部份来料实行抽检,只对电芯和保护板实行全检。品 质部对抽检的来料判定可分为合格、不合格、分选、返加工、特采判 定合格的产品也只是实施抽检而非全检、现客户对产品的要求很高,
且抽样检后判定合格的产品仍有不良品,所以生产线有义务对所有上 线物料进行全检。 在上线全检过程中,检出的不良品可由品质部签样板,生产执行。2.辅料加工 ①. 镍片上锡:确认需要上锡的镍片尺寸符合和业指导书,浸锡尺寸也要符 合作业指导书。如浸锡尺寸太少在生产中容易造成虚焊或焊接不牢,如浸锡尺寸太多,遇易造成镍片弯折不动影响组装。 ②.粘贴胶纸确认需要贴的胶纸及尺寸符合作业指导书要求,确认需要贴 的电芯型号及供应商符合作业的指导书。要求避免贴错。 ③.装五金保护板确认五金无变形、无生锈。五金可完全装配在胶壳上, 无装配等或装配太松现象,保护板可与五金胶壳完全装配,组装到位。3.生产工序 ①. 点焊: 点焊应无烧焦发黑现象,点焊拔脱力单点应> 1.8Kg用夹具紧镍片, 垂 直于点焊面固定在拉力计上进行拉拔,当镍片及电芯有变化时,应重新 再确认。 ②.粘贴胶纸所贴胶纸符合产品要求,所贴胶纸粘贴牢固,无破损起折, 粘贴位置 与工艺只要求一致 ③.锡焊 要求按时间不可超过 3 秒,焊点位置正确,焊点应光滑,大小适当, 虚焊、偏斜。锡点应完全仓住镍片,防止虚假焊。 ④.电芯组装电芯应顺畅装入胶壳,无变形及强行装入现象,电芯装入胶壳后 应确认导线,镍片。电芯间无短路隐患。
年产值3000万锂离子电池pack生产线项目 可行性研究报告 编制: 审核: 批准: 日期:2015-4-10 1.总论 1.1项目名称 年产3000万元锂电pack生产线项目 1.2项目概况 1.2.1建设目标 本项目建设的目标是:到2017年建成年产值3000万元的锂电pack生产线,本项目分三期完成,一期2015年拟建成年产值500万元的锂电PACK生产线,二期到2016年拟建成年产值1000万元的锂电pack生产线,三期到2017年拟建成年产值3000万元的锂电pack生产线,通过外购电芯,自行检测包装组合,再到市场推广,逐步积累经验、培养人才、最后形成市场口碑、优质客户等,为公司进入锂电池的电芯制造打下良好的基础。 1.2.2产品线以及拟建规模 建设期产品名称拟建规模 一期圆柱(18650) 普通型年产值500万 二期软包装普通型年产值500万 三期圆柱(18650) 动力型+普通型年产值1000万
软包装普通型+动力型年产值1000万合计(三期建成后) 年产值3000万建设期内容时间 一期编制一期设备清单2015.4.20前厂房规划2015.4.25前设备调研2015.5.10前设备采购2015.6.1前设备安装调试2015.7.1前人员培训2015.7.5前 二期编制二期设备清单2016.1.30前厂房规划2016.2.5前设备调研2016.2.20前设备采购2016.3.15前设备安装调试2016.4.20前人员培训2016.4.25前 三期编制三期设备清单2017.2.15前厂房规划2017.2.25前设备调研2017.3.25前设备采购2017.4.30前设备安装调试2017.6.10前人员培训2017.6.15前 (1)一期设备投资预计 类别名称型号用途 单台产 能支 /10h 数 量 / 台 总产 能支 /10h 单价 /万元 价格 /万元 生圆柱锂离子盈创容量检测1500 3 4500 3 9
篇一:锂离子电池的制备合成及性能测定实验报告 实验二锂离子电池的制备合成及性能测定 一.实验目的 1.熟悉锂离子电极材料的制备方法,掌握锂离子电极材料工艺路线; 2.掌握锂离子电池组装的基本方法; 3.掌握锂离子电极材料相关性能的测定方法及原理; 4.熟悉相关性能测试结果的分析。二.实验原理 锂离子电池的结构与工作原理:所谓锂离子电池是指分别用二个能可逆地嵌入与脱嵌锂离子的化合物作为正负极构成的二次电池。人们将这种靠锂离子在正负极之间的转移来完成电池充放电工作的,独特机理的锂离子电池形象地称为“摇椅式电池”,俗称“锂电”。以licoo2为例:⑴电池充电时,锂离子从正极中脱嵌,在负极中嵌入,放电时反之。这就需要一个电极在组装前处于嵌锂状态,一般选择相对锂而言电位大于3v且在空气中稳定的嵌锂过渡金属氧化物做正极,如licoo2、linio2、limn2o4、lifepo4。⑵为负极的材料则选择电位尽可能接近锂电位的可嵌入锂化合物,如各种碳材料包括天然石墨、合成石墨、碳纤维、中间相小球碳素等和金属氧化物,包括sno、sno2、锡复合氧化物snbxpyoz(x=0.4~0.6,y=0.6~0.4,z=(2+3x+5y)/2)等。三.实验装置及材料 1.实验装置: 恒温槽,冰箱,搅拌器,管式电阻炉,真空干燥箱,鼓风干燥箱,铁夹,分液漏斗,研钵,烧杯,ph试纸,循环水真空泵,漏斗,抽滤瓶,滤纸,玻璃皿,温度计; 2.实验材料: 乙醇,醋酸镍,醋酸钴,醋酸锰,碳酸钠,去离子水,氨水,乙炔黑,pvdf,nmp,lioh; 四.实验内容及步骤 1.样品的制备及准备 碳酸盐共沉淀法制备lini1/3co1/3mn1/3o2:分别称取摩尔比为1:1:1的醋酸镍(ni(ch3coo)2·4h2o)、醋酸钴 (co(ch3coo)2·4h2o)、醋酸锰 (mn(ch3coo)2·4h2o),用去离子水溶解,溶液金属离子总浓度为1mol·l-1。快速搅拌的同时逐滴加入na2co3溶液,用nh3·h2o控制反应的ph值在8~12之间,温度恒定在40~80℃之间,生成有着均匀阳离子分布的三元混合碳酸盐ni1/3co1/3mn1/3co3,反应完成后继续陈化18h。将所得碳酸盐沉淀过滤,并用去离子水多次洗涤,以彻底除去所残留的锂盐、钠盐。然后将沉淀物置于鼓风烘箱中85℃干燥12h。干燥后按化学计量比1:1.05与 lioh·h2o在研钵中彻底混合,将沉淀物干燥后置于电阻炉中,在空气氛围下于600℃-900℃烧结。 2.组装模拟电池 按80:10:10(wt%)称取所制备的活性物质lini0.4co0.2mn0.4o2、乙炔黑、粘接剂pvdf,将前两者充分混合后加入到溶解了pvdf的nmp中,充分混合调至糊状后将其均匀地涂布在铝箔上,然后于真空干燥箱中120℃干燥4h后取出,裁成直径为1.2cm的圆片。以金属锂片为负极,celgard2400微孔聚丙烯膜为隔膜,以1mol/l lipf6/ec+dmc+emc (1:1:1体积比)为电解液,在充满氩气的手套箱中组装成cr2025型扣式电池,然后静置一段时间即可测试。 3.循环性能的测定 (1)连接模拟电池与测试装置:循环伏安法测试采用三电极实验电池体系进行,三电极实验电池体系依次放入锂对电极、锂参比电极、膈膜及制备好的正极,加入电解液,再组装成三电极实验电池;测试仪器采用上海辰华仪器公司的chi660a电化学工作站;(2)置试验参数:锂离子电池:以0.1c恒流充电至4.5, 1c恒流放电,终止电压为3.0v的放电制度开始试验;(3)验结果保存及处理。四.实验测定结果及分析 1.循环性能的测定
各种不良原因的造成以及原因分析20130830 一、短路: 1、隔膜刺穿: 1)极片边尾有毛刺,卷绕后刺穿隔膜短路(分切刀口有毛刺、装配有误); 2)极耳铆接孔不平刺穿隔膜(铆接机模具不平); 3)极耳包胶时未包住极耳铆接孔和极片头部(裁大片时裁刀口有毛刺); 4)卷绕时卷针划破隔膜(卷针两侧有毛刺); 5)圧芯时气压压力太大、太快压破隔膜(气压压力太大,极片边角有锐角刺穿隔膜纸)。 2、全盖帽时极耳靠在壳闭上短路: 1)高温极耳胶未包好; 2)壳壁胶纸未贴到位; 3)极耳过长弯曲时接触盖帽或壳壁。 3、化成时过充短路: 1)化成时,正负极不明确反充而短路; 2)过压时短路; 3)上柜时未装好或部电液少,充电时温度过高而短路。 4、人为将正负极短路: 1)分容上柜时正负极直接接触; 2)清洗时短路。 二、高阻: 1、焊接不好:极耳与极片的焊接;极耳与盖有虚焊。 2、电液偏少:注液量不准确偏少;封口时挤压力度过大,挤出电液。 3、装配结构不良:极片之间接触不紧密;各接触点面积太小。 4、材质问题:极耳及外壳的导电性能;电液的导电率;石墨与碳粉的导电率。 三、发鼓: 1、电池有水分:制造流程时间长;空气潮湿;极片未烘干;填充量过大,入壳后直接发鼓;极片反弹超厚,入壳后发鼓。 2、短路:过充或短路。 3、高温时发鼓;超过50°C温度发鼓。 四、低容量:
1、敷料不均匀,偏轻或配比不合理。 2、生产时断片、掉料。 3、电液量少。 4、压片过薄。 五、极片掉料: 1、烘烤温度过高,粘接剂失效。 2、拉浆温度过高。 3、各种材料因素:如P01、PVDF、SBR、CMC等性能问题。 4、敷料不均匀。 六、极片脆: 1、面密度大,压片太薄。 2、烘烤温度过高。 3、材料的颗粒度,振头密度等。 各工位段不良原因的造成及违规操作 一、配料: 不良原因:1)各种添加剂与P01的配比; 2)浆料中的气泡;导致拉浆时不良率增加,以及 3)浆料中的颗粒;正负极活性物质的容量发挥和 4)浆料的粘度。极片掉料。 不良操作: 1)加入添加剂时少加或多加; 2)浆料搅拌时间不准确; 3)浆料中添加剂或多或少。 二、拉浆: 不良原因:1)敷料不均; 2)掉料或湿片;不良率增多,和电池性能不好。 3)断带。 不良操作: 1)刀口调试不标准或刀口垫干料,或走速太快;
锂电池是做CQC认证,测试标准:GB31241 一、什么是CCC认证: 国家强制性产品认证标志名称为“中国强制认证”(China Compulsory Certification), 英文缩写为“CCC”,也可简称“CC C”标志。标志图案和种类国家质检总局和国家认监委公布了第一批实施强制性产品认证目录,该目录以原进口商品安全质量许可制度的产品和安全认证强制性监督管理的产品为基础,进行了少量调整。目录涉及安全、EMC、环保要求,包括19大类,132种产品。 二、CQC认证流程: 1)认证申请和受理; 2)型式试验; 3)工厂审查; 4)抽样检测; 5)认证结果评价和批准; 6)获得认证后的监督。 三、CQC认证资料: 1)填写附件CQC申请表; 2)填写附件工厂检查调查表 3)提供申请人、制造商、生产厂的营业执照、组织机构代码 4)电池和电芯规格书 5)安全关键元器件清单; 6)IC,MOS,PTC等规格书; 7)电池标签 四、CQC认证价格及周期: 正常周期:4-6周 企业申请印度BIS认证时要注意哪些问题?
现在很多厂商都将产品出口印度,在印度的产品需要申请BIS认证。对于申请者来说,强制性注册法令主要强调了以下内容,注册申请者应予以关注: 1. 实施日期。 对于本地制造的产品自生产日期起算,对于进口产品自进口日期起算。 对于在生效日期以后到达印度的产品,必须遵守强制性注册要求并加贴自我声明。 如果在该日期以后进入印度,如果没有加贴自我声明标签,将不能清关。 2. 注册申请人。 注册证书申请人/持有人可以是国内制造商或工厂,但注册申请必须由其在印度当地的分公司进行,或授权印度当地代理商向BIS递交申请,直至完成注册。 3. 产品注册码。 产品注册码应由制造商或进口商申请,注册码由BIS提供。 注册码与制造商、工厂地址(即使工厂在海外)和产品相关联。 每个制造单元都需要独立申请注册,即使是由同一家工厂在不同厂址生产的同一产品。 制造商(工厂)的本地授权代表可代表工厂进行注册申请。 4. 测试报告。 如果产品是通过OEM方式生产的,且产品已经在海外实验室或是CB实验室按照国际安全标准进行测试或加贴了CE、UL、FCC标志,也需要重新进行测试。 法令要求提交BIS认可的实验室出具的有效测试报告(90天内)提交强制注册。 5. 自我声明标签。 标签应按照“‘自我声明——符合IS**标准要求’注册号**”的格式加贴,标准号后应附上标准发布的年份以“:”隔开, 如”Self-Declaration –Conforming to IS 13252:2010” Registration No. **.**(“自我声明——符合IS 13252:2010”注册号**.**)。 自我声明应该优先标注于产品上。由于尺寸的限值无法标注在产品上的,声明也可以标注于包装上。 没有特别指定声明的加贴位置。按照相关的产品安全要求,声明应是不可磨灭的,清晰地标识/显示在产品上 6. 测试实验室。 生产商自己的实验室不能申请成为BIS认可实验室。 目前只有7家印度本土实验室获得了BIS认可,并且BIS对各类产品的测试费用进行了规定。 7. 质量保证机制。 法令并未要求对每一批产品进行测试。 如果相关的产品标准要求这样做,才需要对每一单货物进行测试。 保证产品持续符合相关标准是企业质量保证机制的要求,因此属于制造商的责任。 8. 产品抽样与测试 如果产品有不同的尺寸、分类或种类,可以基于系列产品进行测试。 注册的流程是: ①注册厂家的样品抽取将由监管部门从生产厂家或市场抽取; ②在注册期内,应当至少两年进行一次产品或者系列产品的样品抽取; ③在注册范围内,每系列产品至少抽取一个样品进行测试; ④在生产厂家抽取的产品,除了进行测试的样品外,还应在该批次中抽取一个样品,以备存在纠纷时使用。 9. 注册的有效期。 对于同一产品并没有重复注册的要求,注册一旦批准两年有效。 有效期过后,注册实体将需要重新送样检测,重新注册。当产品测试依据的IS标准撤销时,基于该标准的注册随之被取消。 制造商应提前一段时间就停止旧产品的供应,进行基于新标准的注册,并更换设备上的标签。
CHANGE HISTORY CONFIDENTIALITY ( )TOP CONFIDENTIAL( )CONFIDENTIAL( )INTERNAL ONL Y DISTRIBUTION ( )MFG( )QA( )R&D( )FNC ( )PMC( )PME( )SRC( )HR&A ( )S&M( )PRJ( )IE( )TE ( )BCU( )OTHER
ISSUE NO.:
1. Purpose (目的) 规本公司产品新产品设计验证测试项目、测试条件及判定标准 Standardize the new product design verification test item、test condition and criteria. 2. Scope (围) 适用于本公司新研发的所有型号电池产品 Applicable to all the new battery products 3. Definition (定义) 设计验证:对产品的电池功能,可靠性,安全性进行验证,确保产品符合设计要求 Design verification: verify the batteries protect function, reliability, safety whether meet the spec definition make sure the batteries meet design requirement. 4. Responsibility (职责权限) 4.1 R&D(研发部): 编制新产品设计计划,计划输入输出/输出, 完成客户产品的定义,输出产品规格书,新样品样板制作,设计转移,新零件/模具承认,编制产品规格书 Prepares the new product design planning, design input/output, Provide the product definition and specification basing on customer’s request. sample making, design transfer, the new Parts/molds verification, establishment product specification 4.2 PRJ(项目工程部): 和客户沟通产品的需求,编制及执行品质控制计划,跟踪项目研发,负责安排样品试制,产品试产至量产全过程,对项目成不及项目过程中的风险进行控制,跟踪过程问题至解决。 Communicate with customer, understand customer’s requirement. Prepare and implement quality control flow chart (QCFC).Track the entire process of project from R&D, sample building, pilot production to volume production. Control the project costs and risks. Follow up all the issues until solved. 4.3 S&M (市场营销部): 负责新项目立项,客户报价,售后服务,客户信息反馈。
苏州妙益科技股份有限公司 启动电源测试报告合作 共赢 Mewyea h
产品介绍 内部测试 实车测试 01 02 03 目录 CONTENTS Mewyeah
Mewyeah PART 01 产品介绍 ?设计参数?使用说明?主要功能?安装尺寸?
Mewyeah 产品介绍 设计参数 序号项目参数 1电芯类型磷酸铁锂 2成组方式1P8S 3额定电压26.2V 4额定容量205Ah 5总能量 5.3KWh 6工作温度-30℃~60℃ 7峰值放电电流>800A 8总重量43.5KG(不带加热) 9结构尺寸L518mm*W256mm*H246.5mm 10冷却方式自然冷却
指示灯SOC 1SOC 2SOC3ALM 状态常亮常亮常亮常亮 释义SOC为100%,系统故障需检修 指示灯SOC 1SOC 2SOC3ALM 状态常亮常亮常亮闪烁 释义SOC为100%,电池低温加热中 指示灯SOC 1SOC 2SOC3ALM 状态常亮常亮闪烁不亮 释义 SOC为67%-99%,闪烁亮度越高, 越趋近于100%,系统运行正常 指示灯SOC 1SOC 2SOC3ALM 状态闪烁不亮不亮不亮 释义 SOC为1%-32%,闪烁亮度越高, 越趋近于32%,系统运行正常 指示灯SOC 1SOC 2SOC3ALM 状态常亮闪烁不亮不亮 释义 SOC为34%-66%,闪烁亮度越高, 越趋近于66%,系统运行正常 指示灯SOC 1SOC 2SOC3ALM 状态不亮不亮不亮不亮 释义系统休眠或欠压状态
序号项目说明1过充保护有2欠压保护有3过流保护有4过温保护有5加热功能选配6欠压提醒有7电量显示有8故障提示有
型号:S4000 测试日期:2011-07-27 样品名称:聚合物电池测试数量:5pcs 供应商:华天通送检部门:Iqc 制作:李国明2011-8-1 审核: 测试目的: 由供应商“华天通”提供的s4000 1800mah电池,测试电池容量是否符合我司要求,以及其它可靠性符合标准。 测试结果: 1.容量测试: 1.1:接入电池综合测试仪,以1CA标称电流放电至 2.75V; 1CA恒流充电至4.2V,恒压充电以标称0.1CA; 快速放电:1CA放电至2.75V 标准放电:0.2CA放电至2.75V 以0.2CA恒流充电至4.0v用于储存; 1.2:测试结果:(具体曲线图见附图#1 -- #4) 项目单位规格#1 #2 #3 #4 标准放电时间min ﹥300 308 291 288 303 容量mAh ﹥1800 1853.7 1746.7 1729.8 1823 快速放电时间min ﹥54 60 57 56 59 2.高温储存测试: 2.1测试方法:电池按标准方法0.2CA恒流充满电后,放入55℃高温箱中2H,然后以1CA 恒流放电至2.75V。(具体曲线图见附图#5、#6) 2.2测试结果: 项目单位标准#1 #2 快速放电时间min ﹥51 53 56 3.电池过充测试:
3.1测试方法:已充满电的电池在承受电压为7.5V、输出电流为2倍的额定电流外接恒压电 源连续充电8小时。 3.2测试结果:测试后2pcs样品充放电正常,测试中无起火、爆炸、变形等异常。 4.电池短路测试: 4.1测试方法:已充满电的电池,正负极端用0.1欧姆的导线短路,持续1H,将导线断开后以 1CA恒流充电5S,测量电池电压 4.2测试结果: 项目单位规格#1 #2 电压V﹥3.6 3.87 3.75 5.电池过放测试: 5.1测试方法:已放电到终止电压的电池,在外接30欧姆负载的情况下,持续放电24小时。 5.2测试结果:测试中2pcs样品无变形、发热、起火等异常。测试后充放电正常。 6.高温高湿储存测试: 6.1测试方法:电池按标准充电方式充满电,放入40℃温度,相对湿度90-95%恒温恒湿环境 中48H,然后以1CA恒流放电至2.75V,放电时间不得小于36min,外观应无变形、漏液、爆裂现象;(具体曲线图见附图#7、#8) 6.2测试结果: 项目单位规格#1 #2 快速放电时间min ﹥36 51 50 7. 高温冲击测试: 7.1 测试方法:电池充满电,放入高温箱内,以5℃/min从室温升至130℃,并保持30分钟; 测试后允许变形、起鼓,不可起火、爆炸。 7.2 测试结果: 130℃测试1pcs样品出现鼓起但没有出现爆炸、漏液。(状态可见附图#9) 结论: 此批样品容量测试不合格(容量不够,标准放电偏低)。 其他测试正常。
2017年锂电池检测行业前景 分析报告 (此文档为word格式,可任意修改编辑!) 2017年8月
正文目录 锂电池检测概述 (4) 锂电池概述 (4) 新能源汽车行业高景气度 (5) 电池检测行业概述 (7) “十三五期间”300亿市场 (10) 电池检测行业的几点思考 (13) 国产品牌本土化优势凸显 (13) 产业化分工是大势所趋 (16) 主要公司分析 (18) 星云股份 (18) 图表目录 图1:锂离子电池原理示意图 (4) 图2:二次电池性能比较 (5) 图3:中国新能源乘用车销量 (6) 图4:新能源汽车鼓励政策频出 (7) 图5:锂离子电池产业链 (8) 图6:锂离子电池检测的国内发展历程 (9)
图7:锂离子电池检测产品 (9) 图8:国内电池检测领域的主要企业 (11) 图9:全国锂电池产能扩张计划(累计值) (11) 图10:全国锂电池设备预计投资额 (12) 图11:2014年国产动力锂电设备产值细分 (12) 图12:锂电池检测设备预计市场规模 (13) 图13:国外锂离子电池检测设备制造商 (14) 图14:Aerovironment公司盈利状况 (15) 图15:Aerovironment公司收入拆分 (15) 图16:Aerovironment公司海外收入状况 (16) 图17:电池检测企业与锂电池企业毛利率对比 (17) 图18:电池检测企业与锂电池企业营业收入对比(亿元) (17) 图19:星云股份营业收入及增速 (19) 图20:星云股份归母净利润及增速 (19) 图21:星云股份毛利率和净利率 (20) 图22:星云股份产品收入按应用结构变化 (20) 图23:星云股份股权结构图 (21) 图24:星云股份募投项目(单位:万元) (21)
锂电池基础检验方法介绍 检验在企业生产中的地位和作用 一、检验的定义 检验就是对产品或服务的一种或多种特性进行测量、检查、试验、计量,并将这些特性与规定的要求进行比较以确定其符合性的活动。美国质量专家朱兰对“质量检验”一词作了更简明的定义:所谓检验,就是这样的业务活动,决定产品是否在下道工序使用时适合要求,或是在出厂检验场合,决定能否向消费者提供。 二、关于检验的理解 在工业生产的早期,生产和检验本是合二为一的,生产者也就是检验者。后来由于生产的发展,劳动专业分工的细化,检验才从生产加工中分离出来,成为一个独立的工种,但检验仍然是加工制造的补充。生产和检验是一个有机的整体,检验是生产中不可缺少的环节。特别是现代企业的流水线和自动线生产中,检验本身就是工艺链中一个组成工序,没有检验,生产过程就无法进行。 从质量管理发展过程来看,最早的阶段就是质量检验阶段。质量检验曾是保证产品质量的主要手段,统计质量管理和全面质量管理都是在质量检验的基础上发展起来的。可以这样认为,质量检验是全面质量管理的“根”,“根”深才能叶茂,如果这个“根”不扎实,全面质量管理这棵树的基础就不会巩固。在我国进一步推行全面质量管理和实施ISO9000 系列国际标准时,特别是进行企业机构改革时,决不能削弱质量检验工作和取消质量检验机构。相反,必须进一步加强和完善这项工作,要更有效地发挥检验工作的作用。 现代工业生产是一个极其复杂的过程,由于主、客观因素的影响,特别是客观存在的随机波动,要绝对防止不合格品的产生是难以做到的,因此就存在质量检验的必要性。很难设想,存在一个所谓理想的生产系统,它根本不会产生不合格品,则质量检验及其相应的机构就可统统撤消,实际上这种理想式生产系统是不存在的。 为了正确认识企业的质量检验,还必须澄清三个容易混淆的观念: 一个是认为产品质量是由设计和制造来决定的,而不是检验出来的,因而对检验工作不予重视,甚至有所放松。这种观念显然是不全面的。诚然,产品质量同设计和制造十分密切,但质量的最终形成,决不限于设计和制造这两个环节,正如美国著名质量专家J.M.朱兰所说,它是符合“质量螺旋”上升规律的,决定于企业所有部门,其中包括质量检验部门的质量职能,何况检验本身也是属于制造的范畴; 二是认为全面质量管理,强调从把关转到预防为主,要求把不合格品消灭在发生之前,而检验只不过是事后把关,因此有些企业认为检验是可有可无的,或者仅仅是一种辅助手段。这种看法同样也是错误的,容易使人们的思想产生混乱,实质上这是如何认识“预防”与“把关”的关系问题。预防为主是就质量管理的指导思想而言的,也是相对于单纯的事后把关来说的。因为单纯的事后把关,只能发现和剔除不合格品,而不合格品即使被发现,其损失已经造成。因此,预防为主的思想是完全正确的。事实上国内外许多企业都把“预防为主、一次成功”作为质量管理的重要原则。预防为主与检验把关,决不是对立和矛盾的,它们是相辅相成、相互结合的,它们的目标和对象也是各不相同的,“预防”是针对正在生产或尚未生产的产品而言的,“把关”通常是针对已经生产出来的产品来说的,前者应力求通过预防,使生产出来的产品百分之百是合格品,避
锂电池要做CCC认证还是CQC认证? 锂电池是做CQC认证,测试标准:GB31241 一、什么是CCC认证: 国家强制性产品认证标志名称为“中国强制认证”(China Compulsory Certification), 英文缩写为“CCC”,也可简称“CCC”标志。标志图案和种类国家质检总局和国家认监委公布了第一批实施强制性产品认证目录,该目录以原进口商品安全质量许可制度的产品和安全认证强制性监督管理的产品为基础,进行了少量调整。目录涉及安全、EMC、环保要求,包括19大类,132种产品。 二、CQC认证流程: 1)认证申请和受理; 2)型式试验; 3)工厂审查; 4)抽样检测; 5)认证结果评价和批准; 6)获得认证后的监督。 三、CQC认证资料: 1)填写附件CQC申请表; 2)填写附件工厂检查调查表
3)提供申请人、制造商、生产厂的营业执照、组织机构代码 4)电池和电芯规格书 5)安全关键元器件清单; 6)IC,MOS,PTC等规格书; 7)电池标签 四、CQC认证价格及周期: 正常周期:4-6周 企业申请印度BIS认证时要注意哪些问题? 现在很多厂商都将产品出口印度,在印度的产品需要申请BIS认证。对于申请者来说,强制性注册法令主要强调了以下内容,注册申请者应予以关注: 1. 实施日期。 对于本地制造的产品自生产日期起算,对于进口产品自进口日期起算。 对于在生效日期以后到达印度的产品,必须遵守强制性注册要求并加贴自我声明。 如果在该日期以后进入印度,如果没有加贴自我声明标签,将不能清关。 2. 注册申请人。 注册证书申请人/持有人可以是国内制造商或工厂,但注册申请必须由其在印度当地的分公司进行,或授权印度当地代理商向BIS递交申请,直至完成注册。 3. 产品注册码。 产品注册码应由制造商或进口商申请,注册码由BIS提供。 注册码与制造商、工厂地址(即使工厂在海外)和产品相关联。 每个制造单元都需要独立申请注册,即使是由同一家工厂在不同厂址生产的同一产品。 制造商(工厂)的本地授权代表可代表工厂进行注册申请。 4. 测试报告。