PLC实现立式压滤机的全自动控制
压滤机是固液分离设备的一种。其中立式压滤机由于具有占地面积小、过滤面积大、过滤能力可调节以及对物料的适应能力较强等诸多优点,被广泛应用于矿山、冶金、化工、医药和食品等行业中。金川集团公司下属的机械制造公司参照芬兰LAROX 公司的压滤机设备,在1992 年成功仿制出25 m2BAZG25 型自动压滤机,在使用中不断进行改进和完善,逐步形成定型产品,不仅在金川集团大量投入使用,还销往国内其他冶金、化工企业,近年来更是远销俄罗斯等周边国家。其全自动立式压滤机采用PLC控制、触摸屏操作,相比老式压滤机效率大为提高,作业强度大大降低。
1 压滤机工艺流程及控制要求
1.1 工艺流程
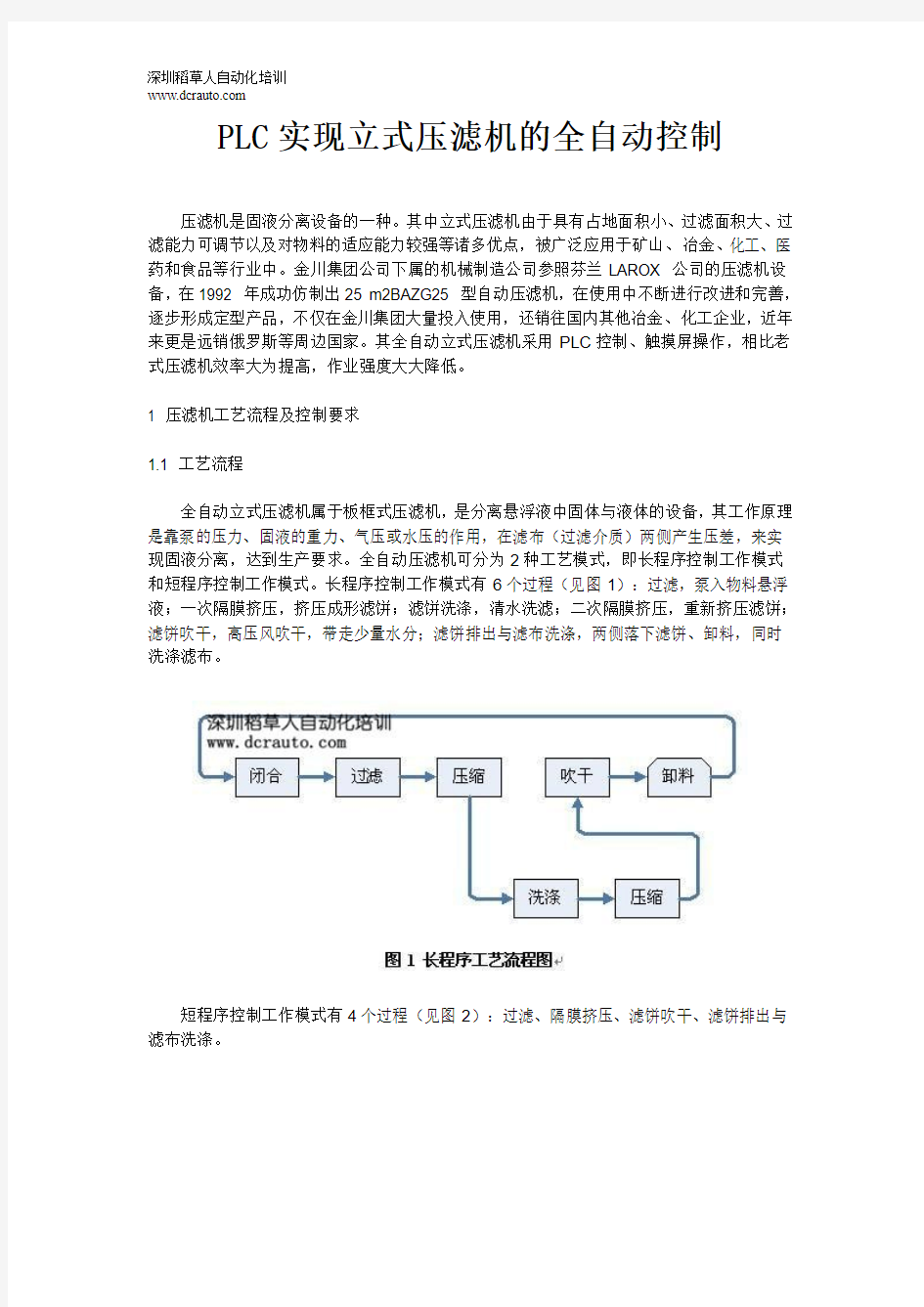
全自动立式压滤机属于板框式压滤机,是分离悬浮液中固体与液体的设备,其工作原理是靠泵的压力、固液的重力、气压或水压的作用,在滤布(过滤介质)两侧产生压差,来实现固液分离,达到生产要求。全自动压滤机可分为2种工艺模式,即长程序控制工作模式和短程序控制工作模式。长程序控制工作模式有6个过程(见图1):过滤,泵入物料悬浮液;一次隔膜挤压,挤压成形滤饼;滤饼洗涤,清水洗滤;二次隔膜挤压,重新挤压滤饼;滤饼吹干,高压风吹干,带走少量水分;滤饼排出与滤布洗涤,两侧落下滤饼、卸料,同时洗涤滤布。
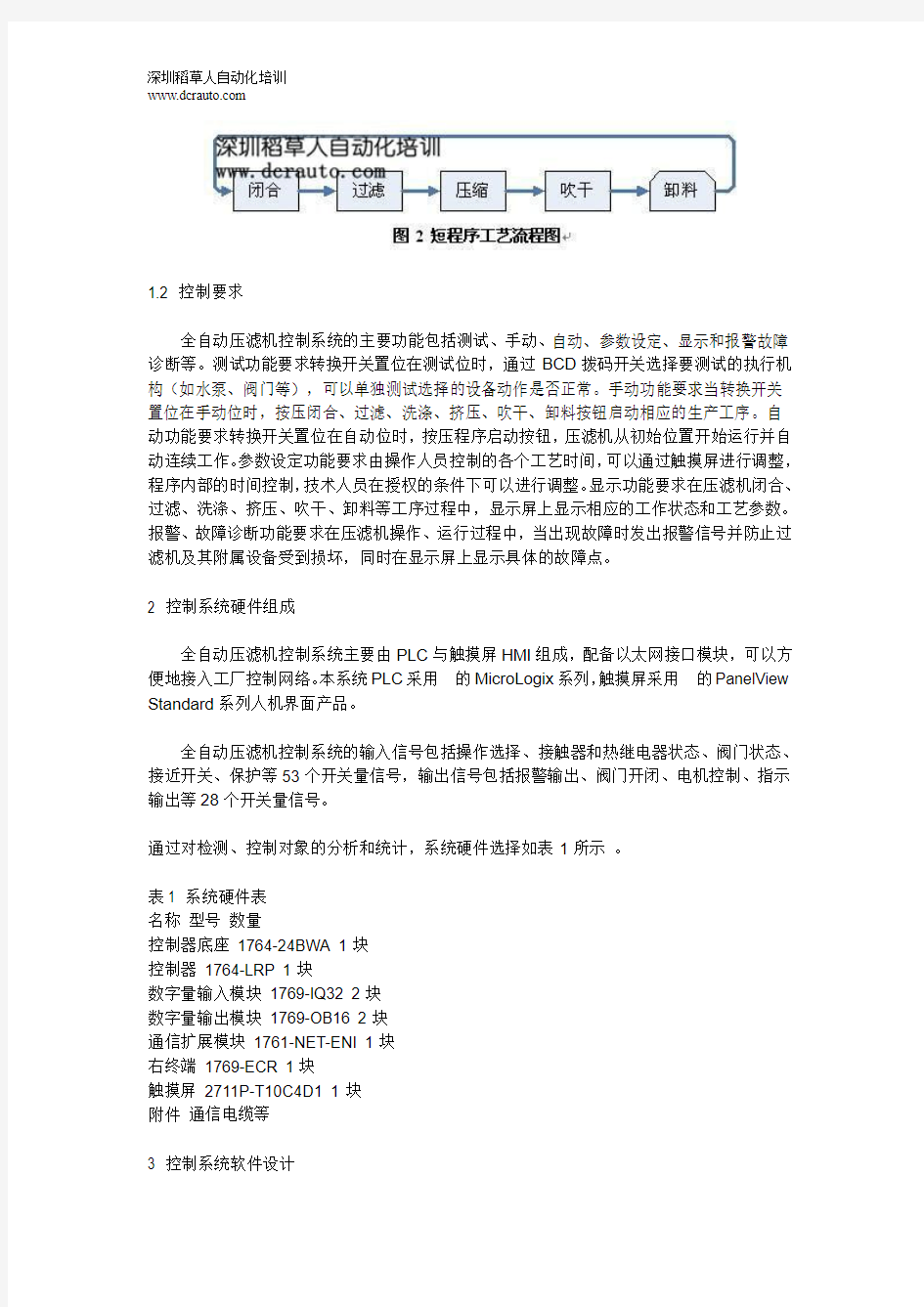
短程序控制工作模式有4个过程(见图2):过滤、隔膜挤压、滤饼吹干、滤饼排出与滤布洗涤。
1.2 控制要求
全自动压滤机控制系统的主要功能包括测试、手动、自动、参数设定、显示和报警故障诊断等。测试功能要求转换开关置位在测试位时,通过BCD拨码开关选择要测试的执行机构(如水泵、阀门等),可以单独测试选择的设备动作是否正常。手动功能要求当转换开关置位在手动位时,按压闭合、过滤、洗涤、挤压、吹干、卸料按钮启动相应的生产工序。自动功能要求转换开关置位在自动位时,按压程序启动按钮,压滤机从初始位置开始运行并自动连续工作。参数设定功能要求由操作人员控制的各个工艺时间,可以通过触摸屏进行调整,程序内部的时间控制,技术人员在授权的条件下可以进行调整。显示功能要求在压滤机闭合、过滤、洗涤、挤压、吹干、卸料等工序过程中,显示屏上显示相应的工作状态和工艺参数。报警、故障诊断功能要求在压滤机操作、运行过程中,当出现故障时发出报警信号并防止过滤机及其附属设备受到损坏,同时在显示屏上显示具体的故障点。
2 控制系统硬件组成
全自动压滤机控制系统主要由PLC与触摸屏HMI组成,配备以太网接口模块,可以方便地接入工厂控制网络。本系统PLC采用的MicroLogix系列,触摸屏采用的PanelView Standard系列人机界面产品。
全自动压滤机控制系统的输入信号包括操作选择、接触器和热继电器状态、阀门状态、接近开关、保护等53个开关量信号,输出信号包括报警输出、阀门开闭、电机控制、指示输出等28个开关量信号。
通过对检测、控制对象的分析和统计,系统硬件选择如表1所示。
表1 系统硬件表
名称型号数量
控制器底座1764-24BWA 1块
控制器1764-LRP 1块
数字量输入模块1769-IQ32 2块
数字量输出模块1769-OB16 2块
通信扩展模块1761-NET-ENI 1块
右终端1769-ECR 1块
触摸屏2711P-T10C4D1 1块
附件通信电缆等
3 控制系统软件设计
3.1 主程序设计
根据全自动压滤机的控制要求,按照不同的功能要求把程序区分开来,在主程序中加以调用。对控制功能相同的一类设备进行模块化编程,在程序中需要时反复调用。模块化设计使程序的调试和维护简单方便,并使软件具有良好的可移植性和可扩展性。更重要的是,由于只有选中子程序时,才激活子程序,这样就可以减少扫描时间。根据控制要求,压滤机控制包含手动/自动运行模式,是一个典型的三态控制系统,通过控制柜面上的选择开关可以选中手动/自动/测试3种运行模式。控制柜面上设置了7个带灯按钮,用来选中长程序模式包含的各工作流程阶段并指示其运行状态。长短程序可以通过触摸屏上的按钮进行切换,程序中通过有条件的跳过清洗、二次压缩阶段来实现这一功能。主程序梯形图如图3所示。
3.2 报警保护
压滤机运行过程中,每一步动作都有其限制条件,并且存在许多连锁环节。为了防止压滤机及其附属设备受到损坏,在程序中考虑了各种故障状态,并根据故障的重要性,把报警情况分为3种级别:压滤机立即停车并报警;在预定的延时后,如果故障仍然没有消除,压滤机便停车并报警;压滤机不停车,只发出报警信号。
3.3复位按钮
压滤机控制柜面板上设置有复位按钮,通过这一个按钮实现3种复位功能,即报警复
位、区间复位及初始状态复位。在程序中,通过按压复位按钮持续的时间来区分3种复位指令。按下复位按钮1s将复位报警输出,此时所有的报警状态位将被复位;按下复位按钮持续3s,将同时选中报警复位和区间复位,此时除报警状态位被复位之外,动作区间选中状态也将被复位;按下复位按钮持续6s,将同时选中报警复位、区间复位和初始状态复位,此时系统除执行报警复位功能和区间复位外,还将启动初始状态复位程序,机器将回到初始状态。梯形图见图4 。
3.4 带灯按钮
为了提高系统运行的可靠性与安全性,压滤机控制系统采用柜面按钮、指示灯、选择开关与触摸屏画面双控制模式,形成了互为冗余的控制指令输入系统。柜面控制时,压滤机的工作流程阶段选择及指示是用对应的带灯按钮来完成的。在程序中用同一个指示灯标识对应工作流程阶段的4种不同的状态,即熄灭时表示设备不在此工作区间,常亮时表示设备正在此工作区间正常运行,慢闪时表示手动模式下选中此工作区间,快闪时表示设备正在此工作区间运行,但是有故障出现。梯形图见图5 。
4 HMI显示系统
开发的RSVicw MERSView Machine Edition?是RSView Enterprise系列中的第一个产品,运行于Windows XP/2000操作系统平台上。RSVicw Machine Edition功能强大,全功能的图形编辑、绘制、预制操作设备及动画能力,在开发过程中可以方便地进行测试运行,模仿运行效果,提供趋势图、数据记录、报警、安全限制、表达式等功能,与罗克韦尔自动化设备无缝连接,支持ActiveX和OPC技术。用它可以在触摸屏和上位机上建立动态显示窗口。在画面窗口中,通过对多种图形对象的组态设置,建立相应的动画连接,用清晰生动的画面反映机器控制过程。
监控系统主要实现的功能:
(1)显示功能:工艺流程、测量值、设备运行状态、操作模式、报警等显示、画面调用。
(2)报警处理与故障诊断功能:纪录报警发生时间、故障内容等信息,并直观地显示在画面上,方便设备维护与故障排除。
(3)画面系统对系统料位参数进行修改,实现对系统自动/手动的切换。
(4)管理权限:实现不同级别的系统管理权限,普通操作员可以选择操作模式,控制机器运行,设置工艺参数等,管理员在身份确认后可以对特殊参数进行修改。
(5)操作控制功能:根据界面上的按钮可以对各条皮带进行操作,比如:启动、停止,对料位按工艺要求进行设定并对其进行选择。
5 结语
本系统使用性能优异的PLC及HMI产品实现压滤机的全自动控制,使压滤机整个运行过程连续、稳定、可靠,通过触摸屏能监测到所有的工艺参数、设备的工作状况、阀门的开关状态,并且具备完善可靠的报警保护与故障诊断功能,控制系统展现出人性化的设计思想,在实际使用中深受用户的好评。
全自动洗衣机控制 1、设计任务和目的 通过理论设计和实物制作解决相应的实际问题,巩固和运用在《电气控制与可编程控制器技术》中所学的理论知识和实验技能,掌握PLC可编程软件的使用,程序的一般设计方法,提高设计能力和实践动手能力,为以后从事自动化设计、研发自动化产品打下良好的基础。 2、设计要求 全自动洗衣机的洗衣桶和脱水桶是以同一中心安放的。外桶固定,作盛水用。内桶可以旋转,作脱水用。内桶的四周有很多小孔,使内外桶的水流相通。该洗衣机的进水和排水分别由进水电磁阀和排水电磁阀来执行。洗涤正转、反转由洗涤电动机驱动波盘正、反转来实现,此时脱水桶并不旋转。脱水时,通过电控系统将离合器合上,由洗涤电动机带动内桶正转进行甩干。高、低水位开关分别用来检测高、低水位。启动按钮用来启动洗衣机工作。停止按钮用来实现手动停止进水、排水、脱水及报警。排水按钮用 来实现手动排水。 3、控制要求 PLC投入运行,系统处于初始状态,准备好启动。 (1)按下启动按扭及水位选择开关,开始进水,水满(即水位到达高低)时停止进水。 (2) 2 秒后开始洗涤。 (3)洗涤时,正转15 秒后暂停,暂停 3 秒后开始反转洗涤,反转洗涤15 秒后暂停,暂停 3 秒。(4)如此循环 3 次后开始排水,排空后(水位下降到低位)开始脱水并继续排水。脱水10秒即完成一次从进水到脱水的工作循环过程。(5)若未完成 3 次大循环,则返 回从进水开始的全部动作,进行下一次大循环;若完成了 3 次大循环,则进行洗完报警。(6)报警10 秒结束全部过程,自动停机。 (7)此外按排水按钮可实现手动排水;按停车按扭可停止进水、排水、脱水及报警。 4、实验内容 4.1全自动洗衣机的工作原理 洗衣机的进水、排水分别由进水电磁阀和排水电磁阀执行。洗涤正转、反转由洗涤
立式压滤机 1、设备简介及特点: HVPF立式全自动压滤机是一种全自动、高效、节能的先进固液分离设备。设备利用泵的压力、物料的重力以及气压或水压的作用,在滤布两侧形成压差,从而实现高效固液分离。广泛应用于矿山、冶金、化工、环保、医药、食品等行业。 特点: 1) 滤板层叠式结构,采用油缸自导向装置,运行平稳; 2) 过滤,挤压,洗涤,干燥,卸料,滤布再生整个运行过程可连续自动完成; 3) 过滤压力可达1.6MPa,对各种粘细物料及要求滤饼含湿低的场合 效果尤为显著; 4) 动力机构采用全液压控制,设备运行可靠; 5) 采用PLC+触摸屏+自动阀门控制,具有操作灵活,简便等特点。降低了生产成本和劳动强度; 6) 结构紧凑,占地面积小,使用压力大,工作效率是传统压滤机的几倍甚至十几倍; 功能描述: 目前已广泛应用于矿山精矿及尾矿脱水,冶炼、化工行业氧化物、电解渣、浸出渣、炉渣的脱水及环保污
水污泥废酸处理等。 工作原理: 1) 过滤阶段:当过滤板框关闭后,料浆经过料浆管被泵入滤腔。滤液透过滤布 进入滤液腔,再经滤液软管到达滤液总管后排出;同时,滤腔内形成滤饼。 过滤阶段 2) 挤压阶段:高压水通过高压水软管进入隔膜上腔,使隔膜向滤饼挤压,从而 将滤饼中的液体挤出。 挤压阶段 3) 洗涤阶段:洗涤液经过料浆管被泵送到过滤腔;再穿过滤饼和滤布后流入排 放管 洗涤阶段 4) 空气干燥:通过滤饼的气流携带水气,最大限度降低滤饼水份,同时排空滤 液腔。 空气干燥 5) 滤饼排放:当干燥过程完成后,组件打开,驱动机构带动滤布运行,滤饼随 布从两边卸出。 滤饼排放 设计选型指南: 由主机;液压站;水站;气水混合恒压反冲洗系统;控制系统等组成
山西职业技术学院电气工程与自动化系 毕业设计(论文)任务书 题目名称:基于PLC的全自动洗衣机 学生学号:1012100317 指导教师:****** 学生姓名:王堃学生专业:电气自动化 山西职业技术学院电气工程与自动化系 2012年12月 1日
基于PLC的全自动洗衣机控制 摘要 随着科学技术不断进步和社会飞速发展,洗衣机成为人民日常生活息息相关的家用电器产品。 传统洗衣机基于电器的控制,已经不能满足人们对其自动化程度的要求了。洗衣机要更好地满足人们的需求,必须借助于自动化技术的发展。自动化技术的飞速发展,使得洗衣机由最初的半自动式发展到现在的全自动式,并正在向智能化洗衣机方向发展。 洗衣机的全自动化、多功能化、智能化是其发展方向。基于全自动洗衣机的应用日益广泛,本次设计利用西门子公司生产的PLC控制全自动洗衣机,与传统的继电器逻辑控制系统相比较,洗衣机可靠性、节能性得到了提高。PLC控制不需要大量的活动部件和电子元器件,它的接线也大大减少,与此同时系统维修简单、维修时间缩短。 本文首先介绍了洗衣机的发展,然后重点介绍了洗衣机的设计,对程序流程图及编程软件进行了说明,最后对系统进行了仿真。PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理,控制方式灵活多样。 最后就本课题所做的工作进行了总结,并对进一步的研究提出了自己的看法。本次设计的全自动洗衣机工艺要求有待改善,不可以单独脱水及洗衣时间的设置;由于时间有限,没做进一步的改善。基于全自动洗衣机在日常生活中广泛运用,本设计具有广泛的推广价值。 关键词:全自动洗衣机, PLC, 控制
目录 一、设计课题: 全自动洗衣机控制电路设计。 二、课题内容: 全自动洗衣机运行框图及梯形图控制程序的编制,并进行硬件接线。 三、设计目的: 1.进一步掌握和巩固PLC控制的基本知识; 2.掌握PLC程序的设计及调试方法; 3. 熟练掌握PLC的硬件接线; 3.学会查阅有关专业资料及设计手册; 四、程序设计任务及要求 1.控制要求 (1)按下启动按钮及水位选择开关,开始进水直到高(中、低)水位,关水;(2)2秒后开始洗涤; (3)洗涤时,正转30秒,停2秒,然后反转30秒,停2秒; (4)如此循环5次,总共320秒后开始排水,排空后脱水30秒; (5)开始清洗,重复(1)-(4),清洗两遍; (6)清洗完成,报警3秒并自动停机;
(7)若按下停车按钮,可手动排水(不脱水)和手动脱水(不计数)。五、PLC机型 日本三凌公司的F系列PLC:FX1N系列。 六、控制全自动洗衣机的课题思路 按下电源开关,选择水位高低,当水位到达固定液位后洗衣机开始洗涤衣服。要使用P LC来实现洗衣机的全自动,它的输入设备主要有电源按钮,启动按钮,水位选择按钮(高、中、低),排水和脱水按钮等。输出设备主要有电源指示灯,水位选择按钮信号灯(高、中、低),进水、排水指示灯,洗涤电动机由控制要求,首先打开电源,用户根据衣服的多少和大小进行水位的选择,当水位达到固定液位,电动机开始正转、反转进行洗衣,第一遍洗衣 完成后自动排水、脱水开始再次洗涤,洗衣结束后蜂鸣器报警。七、全自动洗衣机控制程序流程图 全自动洗衣机控制流程图 八、全自动洗衣机I/O分配图
I/O地址分配表 九、PLC端子接线图 PLC外部接线图 十、全自动洗衣机控制梯形图 十一、程序运行功能简要分析 1.按下X1启动按钮,洗衣机开始运行; 2.如果按下X1,X2,X3其中下一个进水感应开关,选择高中低水位由行程开关X7、X10、X11控制水位高低,当水位到达开关快关闭合进入下一步骤。
课题二全自动洗衣机的PLC控制 一、概述 洗衣机的应用现在比较普遍。全自动洗衣机的实物示意图如图所示。 全自动洗衣机的洗衣桶(外桶)和脱水桶(内桶)是以同一中心安放的。外桶固定.作盛水用。内桶可以旋转.作脱水(甩水)用。内桶的四周有很多小孔.使内外桶的水流相通。该洗衣机的进水和排水分别由进水电磁阀和排水电磁阀来执行。进水时.通过电控系统使进水阀打开.经进水管将水注入到外桶。排水时.通过电控系统使排水阀打开.将水由外桶排出到机外。洗涤正转、反转由洗涤电动机驱动波盘正、反转来实现.此时脱水桶并不旋转。脱水时.通过电控系统将离合器合上.由洗涤电动机带动内桶正转进行甩干。高、低水位开关分别用来检测高、低水位。启动按钮用来启动洗衣机工作。停止按钮用来实现手动停止进水、排水、脱水及报警。排水按钮用来实现手动排水。 二、设计任务和要求 该全自动洗衣机的要求可以用流程图来表示。 PLC投入运行.系统处于初始状态.准备好启动。启动时开始进水.水满(即水位到达高水位)时停止进水并开始正转洗涤。正转洗涤15 s后暂停.暂停3 s后开始反转洗涤。反转洗涤15s 后暂停.暂停3 s后.若正、反洗涤未满3次.则返回从正转洗涤开始的动作;若正、反洗涤满3次时.则开始排水。排水水位若下降到低位时.开始脱水并继续排水。脱水10s即完成一次从进水到脱水的工作循环过程。若未完成3次大循环.则返回从进水开始的全部动作.进行下一次大循环;若完成了3次大循环.则进行洗完报警。报警10s结束全部过程.自动停机。’此外.还要求可以按排水按钮以实现手动排水;按停止按钮以实现搬运.停止进水、排水、脱水及报警。
三、设计方案提示 1.I/O地址 输入输出 :启动按钮:进水电磁阀 Xl:停止按钮:电动机正转接触器 :排水按钮:电动机反转接触器 :高水位开关:排水电磁阀 :低水位开关:脱水电磁阀 :报警蜂鸣器 2.方案提示 ①用基本指令、定时指令和计数指令组合起来设计该控制程序。 ②用步控指令实现该控制。
全自动立式压滤机 全自动立式压滤机简介 HDL Y系列全自动立式压滤机是我公司在吸收、消化国内外压滤机最新技术基础上自行开发和研制的,该机的工作范围较广,主要应用于有色、冶金、化工、选食品、陶瓷、造纸、制糖、染料、污水处理等行业对物料洗涤、过滤、脱水,使悬浮液中的固液两相分离。 1、HDL Y系列全自动立式压滤机与板框式压滤机相比具有以下的的特点: (1)生产能力大,自动化程度高。过滤、挤压、洗涤、二次挤压、风干卸饼六个程序全部采用全自动控制,连续工作,同面积产能是板框式的6倍以上。 (2)滤饼含水率低,由于最大挤压压力达到1.6 m pa, 再经压缩空气风干,可得到水份很低的滤饼,在不考虑介质结晶水的情况下含水率<10%,甚至可取消传统的干燥工序,节省大量的能源。 (3)增加了洗涤工序,洗涤效果好,滤布正反面可交替过滤,有自洁再生性能。滤布为水平放置,滤饼的厚度均匀,滤饼厚度可达45mm。 (4)结构紧凑。由于是四柱立式装置,设备占地面积小,在改造时可对厂房不投资或投资很小。
(5)设备运行通过控制柜实行全自动控制,具有自诊断和自动报警功能。 2、压滤机型号 压滤机型号标记 HDL Y / II - 口 全自动立式压滤机是在箱式压滤机的挤压原理上进一步发展的,主要过滤工作阶段包括进料,隔膜挤压,滤饼洗涤和空气风干。 根据过程分为 A、短程序 无滤饼洗涤的工作程序(四阶段:过滤、挤压、干燥、卸饼) B、完全程序 带滤饼洗涤的工作程序(六阶段:过滤、挤压I、洗涤、挤压II、干燥、卸饼) 3、全自动立式压滤机工作原理 HDL Y压滤机是能有效地将固液分离的自动压滤机。它的运行主要包括以下四个阶段:过滤、隔膜挤压、滤饼洗涤。空气风干。 HDL Y压滤机的滤板在两个压力板框中水平放置,过滤时滤板组件挤压在一起,滤饼排放时打开。 滤板组件主要由压滤缸打开和关闭。 滤布在板框间穿行,滤饼可以在滤布两边形成。滤布自动反洗,粘附在滤布上或堵塞在滤布中的上一个循环固体颗粒,在滤布另一方面进行过滤时反洗出来。 每个循环过滤结束时,滤布向前驱动带动滤饼。滤饼排出后,新的循环开始。滤布运行时将滤饼从从压滤机上卸下,同时用高压水从两边清洗。滤布由液压马达驱动。滤布张紧装置在板框组件打开或关闭时运行。 料浆从分配管道进入密封的滤腔。洗涤水和压缩空气经同样的管路进入。进料阶段结束后,使用排空阀将分配管排空。分配管位于压滤机进料口一边(进料口在驱动装置左侧)。
1.压滤机是一种间歇性分离细微悬浮的过滤机械,既可适用于分离低浓度悬浮液,又能分离粘度高或接近于饱和状态的悬浮液是固液分离的理想设备。 厢式压滤机为无滤框之压滤机,当压紧后,两邻滤板间所形成的空间即起滤室作用。 该机操作压力较高,适用于难过滤物料,更多应用于含微量固体杂质的液相澄清。压紧板的压紧和松开均采用液压操作,结构简单,使用方便,广泛应用于化工、石油、冶金、染料,制药、食品环保等部门。 ▲滤板采用增强聚丙稀(玻纤改性)热塑模压成型制板,强度高、重量轻、无毒无味、耐酸、碱、盐溶液。 ▲采用复式油缸,液压压紧,压紧板行程650,700mm,下料方便,操作简便,安全可靠,没有顶缸现象。 ▲滤板型腔设计先进可靠,没有脱点、脱框现象,使用寿命长。 ▲流道设计独特,过滤速度快,缩短生产周期产量高 2. 带式压滤脱水机 2-1.用途 带式压滤机主要用于给排水工程中污泥的脱水,使其体积减少,以利于进一步进行填埋、焚烧等处理。 工作原理及构造: 通过带式压滤机上一系列的辊及滚筒,将上下两层滤带张紧,滤带上的污泥在剪力作用下,污泥中的游离小不断被挤出,从而完成泥水分离过程。脱水过程
一般分为三个阶段:重力脱水段,楔形预压榨段,中、高压剪切脱水段。 压滤机一般由架体、辊、纠偏装置、张紧装置、布泥系统、滤带、刮泥板、冲洗系统等组成。 2-2.特点 ①结构紧凑、整体刚性好。 ②无级调速电动机,可以随时调节运行速度,适应性强。 ③特制冲洗喷嘴及防堵塞装置,使滤带冲洗干净。 ④控制系统自动纠偏,并有限位开关保护滤带,确保设备正常运行。 ⑤处理量大,脱水效果好,运行费用低。 ⑥附属设备选用名牌产品,性能可靠。 ⑦可提供PLC远程控制接口,利用管理。 压滤机是一种常用的固液分离设备,在18世纪初就应用于化工生产,至今仍广泛应用于化工、制药、冶金、染料、食品、酿造、陶瓷以及环保等行业。 基本概述 名称:压滤机 定义:利用一种特殊的过滤介质,对对象施加一定的压力,使得液体渗析出来的一种机械设备。 功能:使混合液中的固体提取出来,实现固、液分离的作用。 用途:医药、化工、标准件、制药、冶金、非标螺丝、染料、食品、酿造、陶瓷、炼油、污水处理等环保行业。 特点:过滤板具有性能稳定、操作方便、安全、省力;金属榨筒由无缝钢管加工、塑钢滤板精铸成型,耐高温、高压,经久耐用。 功能配置 手动压紧、电机压紧、自动液压压紧、自动保压、电气控制/电脑程控、自动拉板、自动接液翻板等 进料方式、液流形式 中进料、或角进料、中上进料 明流出液、暗流出液
压滤机有哪些用途? 压滤机的用途:主要是用来进行固液分离。将物料通过压力来过滤的,并广泛应用于化工,制药领域。特别对于粘细物的分离,有其独特的优越性。 压滤机的用途详解:压滤机(Filter Press)用于固体和液体的分离。与其它固液分离设备相比,压滤机过滤后的泥饼有更高的含固率和优良的分离效果。固液分离的基本原理是:混合液流经过滤介质(滤布),固体停留在滤布上,并逐渐在滤布上堆积形成过滤泥饼。而滤液部分则渗透过滤布,成为不含固体的清液。 压滤机是矿业、污泥、食品等行业常用的过滤分离设备,在18世纪初就应用于化工生产,至今仍广泛应用于化工、制药、冶金、染料、食品、酿造、陶瓷以及环保等行业。压滤机由多块滤板和滤框叠合组成滤室,并以压力为过滤推动力的过滤机。压滤机为间歇操作,有板框压滤机、厢式压滤机和立式压滤机3类。 压滤机工作原理:首先是正压强压脱水,也称进浆脱水,即一定数量的滤板在强机械力的作用下被紧密排成一列,滤板面和滤板面之间形成滤室,过滤物料在强大的正压下被送入滤室,进入滤室的过滤物料其固体部分被过滤介质(如滤布)截留形成滤饼,液体部分透过过滤介质而排出滤室,从而达到固液分离的目的,随着正压压强的增大,固液分离则更彻底,但从能源和成本方面考虑,过高的正压压强不划算。进浆脱水之后,配备了橡胶挤压膜的压滤机,则压缩介质(如气、水)进入挤压膜的背面推动挤压膜使挤压滤饼进一步脱水,叫挤压脱水。进浆脱水或挤压脱水之后,压缩空气进入滤室滤饼的一侧透过滤饼,携带液体水份从滤饼的另一侧透过滤布排出滤室而脱水,叫风吹脱水。若滤室两侧面都敷有滤布,则液体部分匀可透过滤室两侧面的滤布排出滤室,为滤室双面脱水。脱水完成后,解除滤板的机械压紧力,单块逐步拉开滤板,分别敞开滤室进行卸饼为一个主要工作循环完成。根据过滤物料性质不同,压滤机可分别设置进浆脱水、挤压脱水、风吹脱水或单、双面脱水,目的就是最大限度地降低滤饼水份。 压滤机用于固体和液体的分离。与其它固液分离设备相比,带式压滤机过滤后的泥饼有更高的含固率和优良的分离效果。固液分离的基本原理是:混合液流经过滤介质(滤布),固体停留在滤布上,并逐渐在滤布上堆积形成过滤泥饼。而滤液部分则渗透过滤布,成为不含固体的清液。 随着过滤过程的进行,滤饼过滤开始,泥饼厚度逐渐增加,过滤阻力加大。过滤时间越长,分离效率越高。特殊设计的滤布可截留粒径小于1μm的粒子。压滤机除了优良的分离效果和泥饼高含固率外,还可提供进一步的分离过程: 在过滤的过程中可同时结合对过滤泥饼进行有效的洗涤。 从而有价值的物质可得到回收并且可以获得高纯度的过滤泥饼 压滤机 压滤机(Filter Press)用于固体和液体的分离。与其它固液分离设备相比,压滤机过滤后的泥饼有更高的含固率和优良的分离效果。固液分离的基本原理是:混合液流经过滤介质(滤布),固体停留在滤布上,并逐渐在滤布上堆积形成过滤泥饼。而滤液部分则渗透过滤布,成为不含固体的清液。 压滤机是矿业、污泥、食品等行业常用的过滤分离设备,在18世纪初就应用于化工生产,至今仍广泛应用于化工、制药、冶金、染料、食品、酿造、陶瓷以及环保等行业。压滤机由多块滤板和滤框叠合组成滤室,并以压力为过滤推动力的过滤机。压滤机为间歇操作,有板框压滤机、厢式压滤机和立式压滤机3类。 压滤机的工作原理
本科生毕业设计(论文)题目基于PLC的全自动洗衣机控制系统
基于PLC的全自动洗衣机控制系统 摘要:随着社会经济的发展和科学技术水平的提高,家庭电器全自动化成为必然的发展趋势。全自动洗衣机的产生极大的方便了人们的生活。洗衣机是国家电业唯一不打价格战的行业,经过几年的平稳发展,国产洗衣机无论在质量上还是功能上都和世界领先水平同步。纵观洗衣机市场,高效节能、省水、省电、环保型洗衣机一直在市场上占主导地位。 根据全自动洗衣机的工作原理,利用可编程控制器PLC实现控制,说明了PLC控制的原理方法,特点及控制洗衣机的特色。PLC的优点是:可靠性高,耗电少,适应性强,运行速度快,寿命长等,为了进一步提高全自动洗衣机的功能和性能,避免传统控制的一些弊端,就提出了用PLC来控制全自动洗衣机这个课题。全自动洗衣机控制系统利用了西门子S7-200系列PLC的特点,对按鈕,电磁阀,开关等其他一些输入/输出点进行控制,实现了洗衣机洗衣过程的自动化。由于每遍的洗涤,排水,脱水的时间由PLC计数器控制,所以只要改变计数器参数就可以改变时间。可以把上面设定的程序时间定下来,作为固定程序使用,也可以根据衣物的质地,数量及油污的程度来编程。该论文就怎样利用PLC来控制全自动洗衣机进行了调查,对其中软件设计、硬件设计等问题进行了分析和研究,实现了全自动洗衣机的正常运行和强制性停止功能。 关键词:PLC;自动;定时;控制
Entire automatic washer control system design Undergraduate:Qiu Yun qiao Supervisor:Yuan Liang Abstract:Along with the social economy development and the science and technology level enhancement, the family electric appliance entire automation becomes the inevitable development tendency. Entire automatic washer production enormous convenience people's life. The washer is the domestic electrical appliances industry does not only hit the profession which the price fights, passes through several year steady development, the domestically produced washer regardless of in quality or in function all with world leading horizontal synchronization. Looks over the washer market, the highly effective energy conservation, the province water, the province electricity, the environmental protection washer continuously occupy the dominant position in the market. How does this paper study controls the entire automatic washer using PLC, to question and so on software design, hardware design has carried on the analysis and the discussion, has realized the entire automatic washer normal operation and compulsory stops the function. Keywords: PLC; control; delay;entire automatic
用PLC实现立式压滤机的全自动控制 压滤机是固液分离设备的一种。其中立式压滤机由于具有占地面积小、过滤面积大、过滤能力可调节以及对物料的适应能力较强等诸多优点,被广泛应用于矿山、冶金、化工、医药和食品等行业中。金川集团公司下属的机械制造公司参照芬兰LAROX 公司的压滤机设备,在1992 年成功仿制出25 m2BAZG25 型自动压滤机,在使用中不断进行改进和完善,逐步形成定型产品,不仅在金川集团大量投入使用,还销往国内其他冶金、化工企业,近年来更是远销俄罗斯等周边国家。其全自动立式压滤机采用PLC控制、触摸屏操作,相比老式压滤机效率大为提高,作业强度大大降低。 1 压滤机工艺流程及控制要求 1.1 工艺流程 全自动立式压滤机属于板框式压滤机,是分离悬浮液中固体与液体的设备,其工作原理是靠泵的压力、固液的重力、气压或水压的作用,在滤布(过滤介质)两侧产生压差,来实现固液分离,达到生产要求。全自动压滤机可分为2种工艺模式,即长程序控制工作模式和短程序控制工作模式。长程序控制工作模式有6个过程(见图1):过滤,泵入物料悬浮液;一次隔膜挤压,挤压成形滤饼;滤饼洗涤,清水洗滤;二次隔膜挤压,重新挤压滤饼;滤饼吹干,高压风吹干,带走少量水分;滤饼排出与滤布洗涤,两侧落下滤饼、卸料,同时洗涤滤布。 短程序控制工作模式有4个过程(见图2):过滤、隔膜挤压、滤饼吹干、滤饼排出与滤布洗涤。
1.2 控制要求 全自动压滤机控制系统的主要功能包括测试、手动、自动、参数设定、显示和报警故障诊断等。测试功能要求转换开关置位在测试位时,通过BCD拨码开关选择要测试的执行机构(如水泵、阀门等),可以单独测试选择的设备动作是否正常。手动功能要求当转换开关置位在手动位时,按压闭合、过滤、洗涤、挤压、吹干、卸料按钮启动相应的生产工序。自动功能要求转换开关置位在自动位时,按压程序启动按钮,压滤机从初始位置开始运行并自动连续工作。参数设定功能要求由操作人员控制的各个工艺时间,可以通过触摸屏进行调整,程序内部的时间控制,技术人员在授权的条件下可以进行调整。显示功能要求在压滤机闭合、过滤、洗涤、挤压、吹干、卸料等工序过程中,显示屏上显示相应的工作状态和工艺参数。报警、故障诊断功能要求在压滤机操作、运行过程中,当出现故障时发出报警信号并防止过滤机及其附属设备受到损坏,同时在显示屏上显示具体的故障点。 2 控制系统硬件组成 全自动压滤机控制系统主要由PLC与触摸屏HMI组成,配备以太网接口模块,可以方便地接入工厂控制网络。本系统PLC采用罗克韦尔公司的MicroLogix系列,触摸屏采用罗克韦尔公司的PanelView Standard系列人机界面产品。 全自动压滤机控制系统的输入信号包括操作选择、接触器和热继电器状态、阀门状态、接近开关、保护等53个开关量信号,输出信号包括报警输出、阀门开闭、电机控制、指示输出等28个开关量信号。 通过对检测、控制对象的分析和统计,系统硬件选择如表1所示。 表1 系统硬件表 名称型号数量 控制器底座 1764-24BWA 1块 控制器 1764-LRP 1块 数字量输入模块 1769-IQ32 2块 数字量输出模块 1769-OB16 2块 通信扩展模块 1761-NET-ENI 1块 右终端 1769-ECR 1块 触摸屏 2711P-T10C4D1 1块 附件通信电缆等 3 控制系统软件设计
目录摘要…………………………………………………………. 1.1 设计题目 1.2全自动洗衣机PLC控制的控制要求及工作原理 1.2.1全自动洗衣机的基本结构和工作流程 1.2.2洗衣机控制要求及工作原理 2.1全自动洗衣机控制系统的硬件设计 2.1.1控制系统硬件控制方案 2.2.2 PLC控制和I/O分配 3.1全自动洗衣机控制系统程序设计 3.1.1程序流程分析
3.2.2程序的编制及调试 4.1总结 5.1参考文献 摘要 随着科学技术不断进步和社会飞速发展,洗衣机成为人民日常生活息息相关的家用电器产品。 洗衣机的全自动化、多功能化、智能化是其发展方向。本文首先介绍了洗衣机的发展,然后重点介绍了洗衣机的设计,对程序流程图及编程软件进行了说明,最后对系统进行了仿真。本次设计采用步进顺控指令编程,根据工艺要求编程简单、可允许双线圈使用,PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理。 最后就本课题所做的工作进行了总结,并对进一步的研究提出了自己的看法。本次设计的全自动洗衣机工艺要求有待改善,不可以单独脱水及洗衣时间的设置;由于时间有限,没做进一步的改善。基于全自动洗衣机在日常生活中广泛运用,本设计具有广泛的推广价值。 Abstract With the continuous progress of science and technology and the rapid development of society, washing into people's everyday life, household products.
板框压滤机用于固体和液体的分离。与其它固液分离设备相比,压滤机过滤后的泥饼有更高的含固率和优良的分离效果。固液分离的基本原理是:混合液流经过滤介质(滤布),固体停留在滤布上,并逐渐在滤布上堆积形成过滤泥饼。而滤液部分则渗透过滤布,成为不含固体的清液。 随着过滤过程的进行,滤饼过滤开始,泥饼厚度逐渐增加,过滤阻力加大。过滤时间越长,分离效率越高。特殊设计的滤布可截留粒径小于1μm的粒子。压滤机除了优良的分离效果和泥饼高含固率外,还可提供进一步的分离过程:在过滤的过程中可同时结合对过滤泥饼进行有效的洗涤,从而有价值的物质可得到回收并且可以获得高纯度的过滤泥饼。 一、板框式压滤机的结构 板框压滤机由交替排列的滤板和滤框构成一组滤室。滤板的表面有沟槽,其凸出部位用以支撑滤布。滤框和滤板的边角上有通孔,组装后构成完整的通道,
能通入悬浮液、洗涤水和引出滤液。板、框两侧各有把手支托在横梁上,由压紧装置压紧板、框。板、框之间的滤布起密封垫片的作用。由供料泵将悬浮液压入滤室,在滤布上形成滤渣,直至充满滤室。滤液穿过滤布并沿滤板沟槽流至板框边角通道,集中排出。过滤完毕,可通入清洗涤水洗涤滤渣。洗涤后,有时还通入压缩空气,除去剩余的洗涤液。随后打开压滤机卸除滤渣,清洗滤布,重新压紧板、框,开始下一工作循环。 板框压滤机对于滤渣压缩性大或近于不可压缩的悬浮液都能适用。适合的悬浮液的固体颗粒浓度一般为10%以下,操作压力一般为0.3~0.6MPa,特殊的可达3MPa或更高。过滤面积可以随所用的板框数目增减。板框通常为正方形,滤框的内边长为320~2000mm,框厚为16~80mm,过滤面积为1~1200㎡。板与框用手动螺旋、电动螺旋和液压等方式压紧。板和框用木材、铸铁、铸钢、不锈钢、聚丙烯和橡胶等材料制造,石化五厂采用的是聚丙烯材质滤板。 板框式压滤机主要由止推板(固定滤板)、压紧板(活动滤板)、滤板和滤框、横梁(扁铁架)、过滤介质(滤布或滤纸等)、压紧装置、集液槽等组成,其中过滤介质和集液槽由用户自备,也可由供应商代配。 板框压滤机有手动压紧、机械压紧和液压压紧三种形式。手动压紧是螺旋千斤顶推动压紧板压紧;机械压紧是电动机配H型减速箱,经机架传动部件推动压紧板压紧;液压压紧是有液压站经机架上的液压缸部件推动压紧板压紧。两横梁把止推板和压紧装置连在一起构成机架,机架上压紧板与压紧装置连接,在止推板和压紧板之间依次交替排列着滤板和滤框,滤板和滤框之间夹着过滤介质;
板框压滤机处理效果 压滤机有板框压滤机、厢式压滤机、立式压滤机、带式压滤机等类型。想要购买板框压滤机的单位是否了解板框压滤机的效果呢?河南禹州大张过滤设备有限公司为您讲解板框压滤机处理污泥时的优点。 机械脱水设备,其实有很多。但是同时具有过滤,洗涤的设备,就不太多了。板框压滤机从发明到现在,已经有了上百年的历史了,不管技术如何进步,到现在还是被大量使用,必然有它的特长。 一、可以对物料进行固液分离,然后对滤饼可以做洗涤,这是常见的过滤设备所没有的。滤饼洗涤达到一定纯净度的话,就可以直接用于下一道工序使用了。 二、脱水效率高,同类机械脱水中,其固体去除率可以说是最好的,虽然开始过滤阶段会有穿滤的情况,但是,一旦行程滤饼后,其杂质去除率就会成倍提高。 三、能源消耗少,虽然是压力过滤,但是压力被密闭于滤板的腔室之中,利用率是最好的。何况,工作状态的压滤机,能耗最大的,也就是进料泵,挤压泵了。同样的,泵在其他过滤机械中也是要被使用的。但是工作中,压滤机自身能耗就仅仅只有短时间补压时候液压站的能耗了。
四、产量大,别看压滤机不是连续工作的,但是,其腔室内的泥饼,最终产量并不必其他连续生产的设备少。 五、辅助药剂添加量是最少的。比如絮凝剂,添加量只有离心机,带机的一半左右。这对于长期运行的机械设备来说,还是节约比较可观的运行费用。 六、维护量相对较小。毕竟本体没有高速运行部件。所以易耗品其实并不多。 河南禹州大张过滤设备有限公司是一家分离设备专业制造企业,集开发、设计、制造、服务于一体,具有专业的生产技术,先进的生产工艺,精良的制造设备,完善的检测手段。为满足不同用户的过滤需求,公司不断开发完善产品技术和品质,提高产品的自动化程度和售后服务质量。多年来不懈的努力深得广大用户的信赖,产品畅销国内外。业务范围:公司生产的过滤设备有系列压滤机产品,包括板框式压滤机、全自动压滤机、厢式压滤机、隔膜压滤机、带式压滤机等。如有意向可点击咨询。
基于P L C的全自动洗衣 机控制 This model paper was revised by the Standardization Office on December 10, 2020
山西职业技术学院电气工程与自动化系 毕业设计(论文)任务书 题目名称:基于PLC的全自动洗衣机 学生学号:指导教师:****** 学生姓名:王堃学生专业:电气自动化 山西职业技术学院电气工程与自动化系 2012年 12月 1日
基于PLC的全自动洗衣机控制 摘要 随着科学技术不断进步和社会飞速发展,洗衣机成为人民日常生活息息相关的家用电器产品。 传统洗衣机基于电器的控制,已经不能满足人们对其自动化程度的要求了。洗衣机要更好地满足人们的需求,必须借助于自动化技术的发展。自动化技术的飞速发展,使得洗衣机由最初的半自动式发展到现在的全自动式,并正在向智能化洗衣机方向发展。 洗衣机的全自动化、多功能化、智能化是其发展方向。基于全自动洗衣机的应用日益广泛,本次设计利用西门子公司生产的PLC控制全自动洗衣机,与传统的继电器逻辑控制系统相比较,洗衣机可靠性、节能性得到了提高。PLC控制不需要大量的活动部件和电子元器件,它的接线也大大减少,与此同时系统维修简单、维修时间缩短。 本文首先介绍了洗衣机的发展,然后重点介绍了洗衣机的设计,对程序流程图及编程软件进行了说明,最后对系统进行了仿真。PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理,控制方式灵活多样。 最后就本课题所做的工作进行了总结,并对进一步的研究提出了自己的看法。本次设计的全自动洗衣机工艺要求有待改善,不可以单独脱水及洗衣时间的设置;由于时间有限,没做进一步的改善。基于全自动洗衣机在日常生活中广泛运用,本设计具有广泛的推广价值。 关键词:全自动洗衣机, PLC, 控制 目录
PLC实现立式压滤机的全自动控制压滤机是固液分离设备的一种。其中立式压滤机由于具有占地面积小、过滤面积大、过滤能力可调节以及对物料的适应能力较强等诸多优点,被广泛应用于矿山、冶金、化工、医药和食品等行业中。金川集团公司下属的机械制造公司参照芬兰LAROX 公司的压滤机设备,在1992 年成功仿制出25 m2BAZG25 型自动压滤机,在使用中不断进行改进和完善,逐步形成定型产品,不仅在金川集团大量投入使用,还销往国内其他冶金、化工企业,近年来更是远销俄罗斯等周边国家。其全自动立式压滤机采用PLC控制、触摸屏操作,相比老式压滤机效率大为提高,作业强度大大降低。 1 压滤机工艺流程及控制要求 1.1 工艺流程 全自动立式压滤机属于板框式压滤机,是分离悬浮液中固体与液体的设备,其工作原理是靠泵的压力、固液的重力、气压或水压的作用,在滤布(过滤介质)两侧产生压差,来实现固液分离,达到生产要求。全自动压滤机可分为2种工艺模式,即长程序控制工作模式和短程序控制工作模式。长程序控制工作模式有6个过程(见图1):过滤,泵入物料悬浮液;一次隔膜挤压,挤压成形滤饼;滤饼洗涤,清水洗滤;二次隔膜挤压,重新挤压滤饼;滤饼吹干,高压风吹干,带走少量水分;滤饼排出与滤布洗涤,两侧落下滤饼、卸料,同时洗涤滤布。 短程序控制工作模式有4个过程(见图2):过滤、隔膜挤压、滤饼吹干、滤饼排出与滤布洗涤。 1.2 控制要求 全自动压滤机控制系统的主要功能包括测试、手动、自动、参数设定、显示和报警故障诊断等。测试功能要求转换开关置位在测试位时,通过BCD拨码开关选择要测试的执行机构(如水泵、阀门等),可以单独测试选择的设备动作是否正常。手动功能要求当转换开关置位在手动位时,按压闭合、过滤、洗涤、挤压、吹干、卸料按钮启动相应的生产工序。自动功能要求转换开关置位在自动位时,按压程序启动按钮,压滤机从初始位置开始运行并自动连续工作。参数设定功能要求由操作人员控制的各个工艺时间,可以通过触摸屏进行调整,程序内部的时间控制,技术人员在授权的条件下可以进行调整。显示功能要求在压滤机闭合、过滤、洗涤、挤压、吹干、卸料等工序过程中,显示屏上显示相应的工作状态和工艺参数。报警、故障诊断功能要求在压滤机操作、运行过程中,当出现故障时发出报警信号并防止过滤机及其附属设备受到损坏,同时在显示屏上显示具体的故障点。 2 控制系统硬件组成 全自动压滤机控制系统主要由PLC与触摸屏HMI组成,配备以太网接口模块,可以方便地接入工厂控制网络。本系统PLC采用的MicroLogix系列,触摸屏采用的PanelView Standard系列人机界面产品。 全自动压滤机控制系统的输入信号包括操作选择、接触器和热继电器状态、阀门状态、接近开关、保护等53个开关量信号,输出信号包括报警输出、阀门开闭、电机控制、指示
Nanjing Bolv Industrial Equipment Co.,Ltd 自清洗过滤 Automatic Self-cleaning Filtration ● 连续过滤 ● 自动清洗 ● 自动反吹 ● 压干排渣 南京博滤工业设备有限公司 https://www.doczj.com/doc/345898960.html, 南京博滤工业自清洗过滤器产品是一种新型高效过滤设备,有多种结构和工作形式,可采用不同形式的内置滤元,对液相物料中的不溶性固形物、悬浮物、颗粒物杂质进行高效拦截。当过滤过程到工艺设定时,可在线进行自清洗,在快速清洗完毕后,设备重新恢复到初始过滤状态,从而实现连续过滤运行。Bolindustry自清洗过滤器无需人工清除滤渣或更换滤元操作。 BVF 系列叶片式过滤器(分为卧式/立式两种) ● 产品概述 南京博滤工业BVF 系列叶片式过滤器,采用振动排渣立式设计,单机内部集成多块过滤 板,过滤板由多层不锈钢滤网组成,安装于筒体内集液管上,当过滤时间或压差达到设 定值时,排空液体后,振动排渣器将滤网上的滤饼振除,使滤网再生。 Bolindustry 开发的又一款高效、节能、密闭操作的精密澄清过滤产品。设备结构设计 独特,占地体积小,过滤效果好、滤液透明度高、细度好、无物料损耗,不产生滤纸、 滤布或滤芯等耗材,因此运行维护成本极低。设备操作便捷、维护清理方便。 BVF 自清洗过滤机非常适用于油脂、化工、医药等行业生产中脱色油过滤、澄清过滤、结晶 体等的过滤分离工艺,特别是解决了油脂行业中棉籽、菜籽、蓖麻等机榨毛油难过滤、不 易排渣等问题。以及适用于氢化油催化剂过滤、化工增塑剂过滤等,也用于饮料、酒类、 医药等部分固液分离过滤工艺中。 ● 工作原理 -- 上振型 振动排渣器位于过滤板上部 -- 下振型 振动排渣器位于过滤板中部 随着过滤时间的增加,被截留的固体杂质越来越多,滤饼厚度不断增加,使系统过滤阻力 增大,当压力达到设定值时需排渣。此时,停止向罐内进待滤液,并将压缩空气经溢流管 吹入罐内,可将罐内剩余液压入另外一台叶滤机内。然后关闭压缩空气,过滤脱色油或氢 化油时,则向罐内通入蒸汽;过滤毛油或其他滤液时,可向罐内吹压缩空气,用以吹干滤 饼。滤饼被吹干后,关闭蒸汽或压缩空气,打开蝶阀,启动振动器,使滤片振动,将滤网 上的滤饼卸去。南京博滤工业将根据客户工况进行严谨设定与出厂调试。 ● 技术参数 -- 壳体材质:SS304/SS316L/CS -- 筒体直径:φ250-1000mm -- 滤元材质:SS304/SS316L/无纺布
学号: 电气控制与PLC应用技术课程 设计说明书 2013年春季学期 题目:全自动洗衣机PLC控制 学院:信息与控制工程 专业班级:自动化 姓名: 实习日期:2013年7 月 1 日~12 日 课设成绩: 评阅教师: 评阅日期:
目录 一、设计目的和意义 (3) 二、控制要求 (4) 三、设计方案论证 (4) 四、系统设计 (5) 1、程序流程图 (5) 2、cpu的选择 (6) 3、I/O接口设置 (6) 4、程序说明 (9) 五、组态界面的设计 (17) 1、组态王 (17) 2、监控系统功能要求 (211) 3、新建一个工程 (21) 4、监控界面设计 (22) 5、运行和调试 (26) 六、总结与体会 (28) 参考文献 (30)
全自动洗衣机控制系统 一、设计目的和意义 传统的洗衣机采用继电器控制的优点是装置结构简单、价格便宜、抗干扰能力强。但是,这也是随之带来的一些问题,如绝大多数控制继电器都是长期磨损和疲劳工作条件下进行的,容易损坏,而且继电器的触点容易产生电弧,甚至会熔在一起产生误操作,引起严重的后果。在全负荷运载的情况下,大的继电器将产生大量的热及噪声,同时也消耗了大量的电能。并且继电器控制系统必须是手工接线、安装,如果有简单的改动,也需要花费大量时间及人力和物力去改制、安装和调试。这种电路接线多,只适用于小型的控制电路。 采用PLC控制比继电器控制好的多,我们采用PLC来控制。 (1)可靠性高,抗干扰能力强,高可靠性是电气控制设备的关键性能。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。 (2)配套齐全,功能完善,适用性强PLC发展到今天,已经形成了大、中、小各种规模的系列化产品。可以用于各种规模的工业控制场合。 (3)易学易用,深受工程技术人员欢迎PLC作为通用工业控制计算机,是面向工矿企业的工控设备。 (4)系统的设计、建造工作量小,维护方便,容易改造,PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。更重要的是使同一设备经过改变程序改变生产过程成为可能。这很适合多品种、小批量的生产场合。
山东万青环保科技有限公司 、板框压滤机是工业生产中的实现固体,液体分离的一种设备,应用于化工、陶瓷、石油、医药、食品、冶炼等行业。也适用于工业过滤污水处理;液压式为机、电、液一体式。采用液设备压压紧,手动机械锁紧保压。操作维护方便,运行安全可靠。板框压滤机的工作原理:用于固体和液体的分离。压滤机过滤后的泥饼有更高的含固率和优良的分离效果。固液分离的基本原理是:混合液流经过滤介质(滤布),固体停留在滤布上,并逐渐在滤布上堆积形成过滤泥饼。而滤液部分则渗透过滤布,成为不含固体的清液。 目录 .1机型分类 .2详细介绍 .3故障分析 .?板块本身的损坏。 .?板框间渗水 .?形不成滤饼或滤饼不均匀: .?滤板行动迟缓或易掉。
.4操作规程 .?操作前准备工作.?操作中注意事项.?日常维护保养.5适用行业 .6选型 .7安装方法 .8五大优势
板框压滤机机型分类 1:板框压滤机有手动压紧、机械压紧和液压压紧三种形式。手动压紧是螺旋千斤顶推动压紧板压紧;机械压紧是电动机配H型减速箱,经机架传动部件推动压紧板压紧;液压压紧是有液压站经机架上的液压缸部件推动压紧板压紧。两横梁把止推板和压紧装置连在一起构成机架,机架上压紧板与压紧装置饺接,在止推板和压紧板之间依次交替排列着滤板和滤框,滤板和滤框之间夹着过滤介质;压紧装置推动压紧板,将所有滤板和滤框压紧在机架中,达到额定压紧力后,即可进行过滤。悬浮液从止推板上的进料孔进入各滤室(滤框与相邻滤板构成滤室),固体颗粒被过滤介质截留在滤室内,滤液则透过介质,由出液孔排出机外。 2:压滤机的出液有明流和暗流两种形式,滤液从每块滤板的出液孔直接排出机外的称明流式,明流式便于监视每块滤板的过滤情况,发现某滤板滤液不纯,即可关闭该板出液口;若各块滤板的滤液汇合从一条出液管道排出机外的则称暗流式,暗流式用于滤液易挥发或滤液对人体有害的悬浮液的过滤。 板框式压滤机