版
1234
作业方法:
1.2.3.4.5.6.7.8.注意事项:
(危险)。
2.此设备由指定人员操作,与设备无关者禁止使用颗端子在下刀中心位置上面,放下送料爪和压料板。
生产工时在2小时以上时,每一小时需测量3pcs,并
把数据记录在《压接作业管理表》内。当数据在管理范围内时,可继续量产,当数据达到或超出管理界限时,联络技术或领班处理,并把前一小时量产的产品分开进行确认处理。
作业完成后,将模具,工作台面清理干净、整齐,
并把模具冲压的数量记录在《模具冲压记录》表内
1.更换端子,清理模具,离开机器时,要关掉端子 压接机的电源。
左手轻轻的将端子送入模具导料板内,然后确认第一将压接好的3PCS,确认好外观、IH、CH与加工图纸
相符无误后,把实测的数据记录在《压接作业管理表》
内。
压接时,将待压接的一扎线材整理整齐(压接端),
然后如图3用左手将待压接的线材拿成扇形,压接的
时候用右手捏住线材(捏需要压接的剥皮端约40mm
距离)轻轻抵住模具挡板(一定要轻轻防止芯线分
叉,导致压接后断芯线)进行压接。
压接产品3pcs后,经领班首件确认后才可
量产。
更换端子时,如右图2打开压料板,右手抬起送料爪,
如图3轻轻抵住挡板压接3PCS。
压接前,检查待压接线材的规格、尺寸、颜色以及
端子的型号,要与工程图纸一样方可作业。先准备3PCS与待压接电线型号一样的线材,并且一
端剥皮处理(剥皮尺寸与待压接线材一样),然后
新规作成
半自动端子压接机
作业指导书
初版发行2015/2/5
客户名发行NO 责任部门
生产部
第1版
页 1 of 1
2015/2/5担当
检证
承认
改版理由及内容
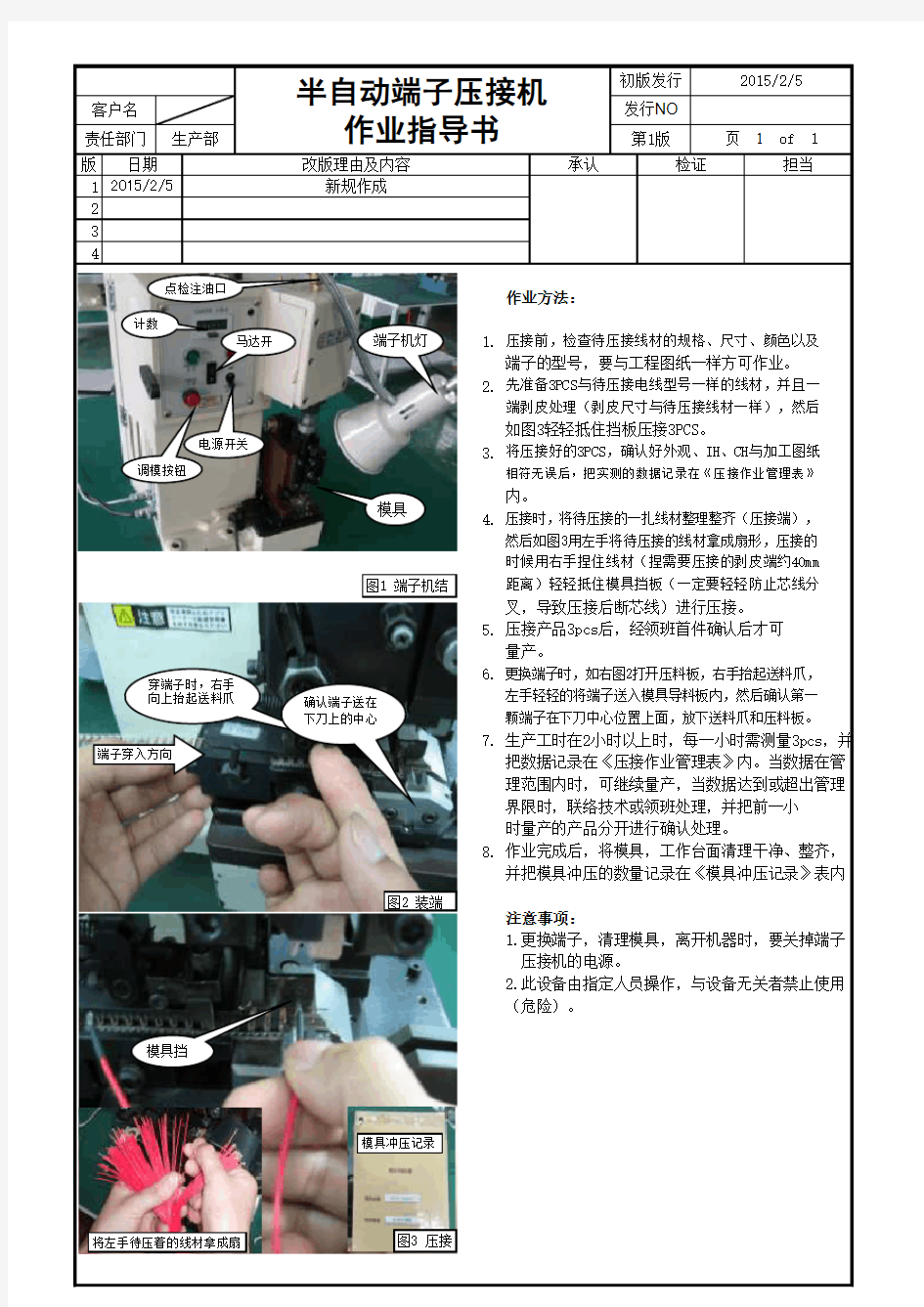
日期图1 端子机结
模具
端子机灯
电源开关
马达开
计数
点检注油口端子穿入方向
穿端子时,右手向上抬起送料爪
确认端子送在下刀上的中心
图2 装端
模具冲压记录
图3 压接
模具挡
将左手待压着的线材拿成扇
调模按钮