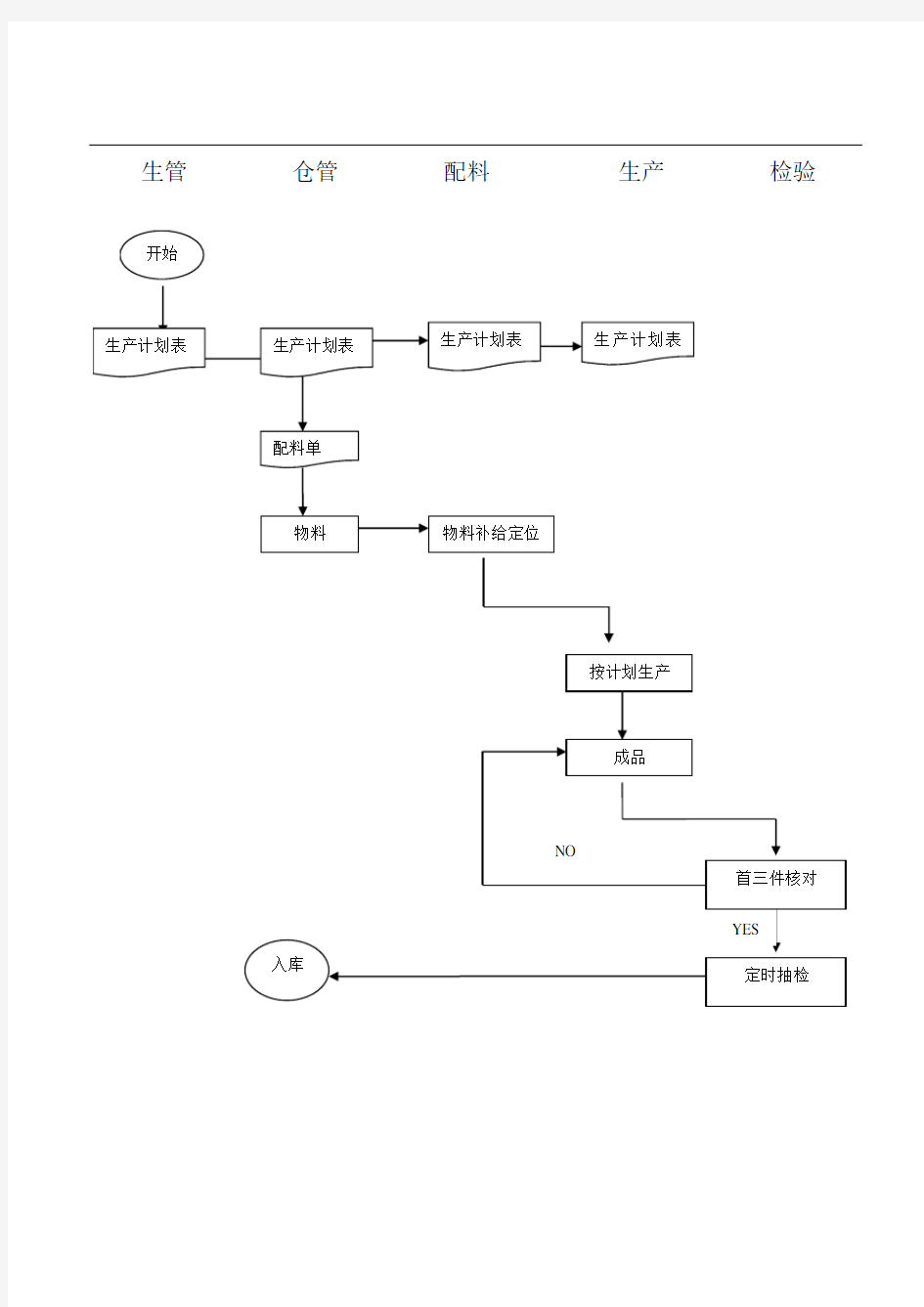

生管仓管配料生产检验
生产计划表生产计划表配料单
物料物料补给定位生产计划表
生产计划表
入库NO
YES
开始
按计划生产
成品
首三件核对
定时抽检
压铸生产工艺知识 一.压铸生产的概念 ** 压铸(DIE CASTING) 就是将熔融合金在高压﹑高速条件下充满金属模并使其在高压下凝固冷却成型的精密铸造生产. 压铸制造出来的工件称为压铸件(DIE CASTINGS),压铸件主要特点尺寸公差很小(精密公差±0.08,一般公差±0.25),精密度高,表面不需经车削加工而只是经过整缘处理(如去批锋.抛光等)即可用于后工序如静电喷涂或装配生产. 二.压铸机(CASTING MACHINE) 压铸机为热料室压铸机,基本结构如图所示: 所用压铸机有两种型号:L.K.DC-80(3台)﹑L.K.DC-160(4台),机器制造商:力劲机械厂有限公司(L.K.MACHINERY CO.LTD). ***机器的主要工作参数列表如下供参考: 压铸机基本结构各部分作用; 固定机板----用以固定压铸模的静模(前模)部分; 移动机构----用以固定压铸模的动模(后模)部分; 顶出机构----用以顶出压铸件; 锁紧机构----实现在压射过程中可靠地锁紧模具; 配电及数显—电源供应﹑显示溶料温度﹑压铸程序及时间控制等; 操纵台------控制压铸操作的系列动作; 射料机构----将合金液推入模具型腔,进行充填成型; 熔料室------将铸绽熔化为合金液并维持恒温. ***压铸机工序流程步骤:
正常所采用的半自动生产操作,每个生产周期是靠开和关安全门来触发下一个局期,其流程可如图表达: 关门--→(顶针退回)锁模--→扣咀前--→一速身料--→二速射料 回錘喷(刷)说模剂←--顶针顶出/钻取啤件←--开模←--离咀 三.压铸用的锌(Zinc)合金材料 本公司所用皆为锌3#合金(EZDA 3PRESSURE KIECASTING ALLOY),其化学成份含量及作用如下表(见下页): 1.锌合金主要性能特点如下: a)熔点较低; b)压铸成型效果好; c)铸件表面可镀金属,可以进行(静电)喷涂装饰; d)缺点:铸件易老化,抗腐蚀能力差. 2.锌合金原料中掺入水口料对铸件的影响: 在锌合金压铸生产中,适当地在材料中掺入水口料可降低铸件成本,但水口料掺入也会引致某些质量问题: a)水口料中往往含有杂质,使材料机械性能变差,使铸件不能满足使用要求: b)水口料中的化学成份巳发生变化,铝镁成份的减少会使材料理化性能变 坏,从而会使铸 件花纹和气泡等问题增多. 如果通过化学鉴定及处理,在掺有水口料的锌合金(水口料一般不超过50%)中适当地加入铝和镁元素,并协同改善压铸模的排溢条件,选择适当的压铸参数,能够在一定程度上提高铸件质量,减少废品产生.
醋酸工艺流程 文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
1.1 公司生产工艺、装置、储存设施等基本情况: 醋酸工艺流程图及简述: 醋酸生产流程简述: 酒精氧化:95%原料酒精和本车间回收的76%酒精在配料槽内混合配比成84±%稀酒精,配料酒精经蒸发锅加热送入氧化炉,在555±5℃高温和电解银催化剂作用下反应生成乙醛气体,反应混合气体经冷凝后进入吸收塔,被一次水吸收后得到8-10%左右的稀乙醛。 乙醛精制与酒精回收:稀乙醛经泵加压进入乙醛精馏塔精馏,控制塔顶温度在45±2℃,压力,塔顶采出得纯乙醛。塔釜温度控制在121±3℃,物料自行压入酒精回收塔精馏,塔顶温度控制在90±5℃塔顶采出约76%酒精供酒精氧化工序配料使用,塔釜温度控制在110±3℃范围内,废水经塔釜排出。 乙醛氧化:乙醛经计量泵加压后进入氧化塔,与来自空压的压缩空气在温度50~80℃、压力~和一定量醋酸锰催化作用条件下反应生成粗醋酸。粗醋酸由氧化
塔上部出料口排至粗醋酸贮槽,未反应的乙醛由塔顶经冷凝器冷凝分离后,液体回流至氧化塔塔底,尾气经进入鼓泡吸收器进一步吸收后排入大气。 醋酸精制:粗醋酸经高沸锅蒸发将重组份醋酸锰分离,高沸蒸发锅温度控制在120±2℃,高沸锅底部醋酸锰排入乙醛氧化工序的锰循环槽循环使用。顶部轻组份进入浓缩精馏塔,塔釜温度控制在123±3℃,塔釜醋酸连续定量的排入成品蒸发锅,在120±2℃条件下蒸馏冷凝后得醋酸进入成品计量槽,经分析合格后放入成品大罐。塔顶温度控制在100±2℃,塔顶采出的稀酸进入计量槽,经计量后放入稀酸大罐。
上海旭东压铸技术咨询培训资料 压铸工艺参数 一、压铸工艺流程图示 2,压铸模安装 17,终检验 5,涂料配制
上海旭东压铸技术咨询培训资料压铸工艺参数 二、压射压力 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料压铸工艺参数
比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小 比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1, K值与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机 0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88
一、压铸(BODY)工艺流程图示 P3 P4 压力
注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料压铸工艺参数 比压 因素选择条件 高低 壁厚薄壁厚壁 压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小 压铸合金特性流动性差好 密度大小 比强度大小 阻力大小
浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1, K值 与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机 0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88 ●压射速度 浇注金属液量占压室容积百分数(%) 压射速度(cm/s) ≤30 30-40 30-60 20-30 >60 10-20
木薯生产酒精工艺流程 1、原料除杂:对木薯进行初步除杂,除去泥块、石子、绳线等杂物及金属体。 2、原料粉碎:是为了减少蒸煮时间、便于机械化和连续化生产及提高淀粉出酒率等。木薯干的水分较低,淀粉含量高,容易破碎。采用一级粉碎,负压送料。 3、拌料预煮:拌料水用蒸馏室冷却余水,水温控制在70℃左右,温度过低,加热时震动大,对原料的均匀糊化不利,温度过高,料液粘稠。料水比控制在1:2.5~3。拌料完成后,加ɑ-淀粉酶(加入量为0.2L/T淀粉原料)液化15min,主要目的是降低预煮醪的粘度,对浓醪发酵有利。 4、蒸煮:液化完成后,迅速将醪液升温至92℃,蒸煮时间应在90min 以上。蒸煮醪要呈微黄色,不含颗粒,定时检测化验。 5、糖化:先准备好20倍糖化酶的稀释液,再将蒸煮液经由真空冷却器进入已彻底冷却并杀菌的糖化罐内,控制温度为58~60℃,同时按100u/g 原料流加糖化酶进行糖化,时间应保持30min。糖化指标为:总糖10-13;总还原糖5-6;糖化率45%;酸度4.3。 6、发酵:将糖化醪液冷却后泵入发酵罐内,同时加入10%酒母醪进行发酵,发酵温度30~34℃,发酵时间控制在50h左右。发酵成熟醪检测指标为:酸度≤6.2,残糖≤1%,残余还原糖≤0.3%,酒精份10~12%(v/v)。 7、蒸馏工序:发酵成熟醪液经预热器加热后,从粗馏塔顶部进入,粗馏塔塔底通入蒸汽,控制粗塔塔底温度为108℃-111℃,顶温为96~98℃,酒精糟液从粗馏塔底部排出进入污水处理场进行处理。酒精含量约50%的粗酒精蒸气从粗馏塔顶部进入精馏塔中部,精塔底温为108~109℃,中温为84~85℃,进行精馏,精塔底部废水排入污水处理场,然后再经水洗、脱醇等工序制成成品,成品酒精和杂醇油分别经冷却进入成品储罐。
班前准备事项一 1压铸工上班必须按规定穿戴劳保用品,包括:工作服、工作鞋、工作帽,严禁穿背心、短裤、赤膊。 2压铸工必须提前20 分钟到岗,进行上岗前准备,包括:查看交接班记录 查看上个班次本班及其它班产品质量情况 每班交接班前提前15 分钟。检查机床、模具状态是否正常。压铸操作规范二 生产准备验证: 生产前必须按《生产准备作业验证》进行验证,其中工艺验证包括:核对现场实际工艺和工艺卡是否一致;将没有输入的工艺逐项输入并核对。 压铸操作规范三 1机床启动。 2启动机床前,必须全面检查机床确保机床处于正常状态。 3启动机床前,手动润滑后再开机。 4点动启动机床并观察机床运转情况,如有异常立即停机。 5机床启动后,应开冷却水,以防油温升高。 6机床发生故障或报警信号响起,应立即查看原因后报修,严禁机床带病工作。 压铸操作工艺流程作步骤四 模具安装f调试T清理预热模具f喷刷涂料f合模f涂料准备f 涂料配制 f 压铸 f 冷却与凝固 f 开模 f 顶出铸件f质量检验T成
品T废品f合金熔化 一、模具安装 模具安装前,压铸工必须全面了解模具结构状况,包括: 1模具有无抽芯;动模抽芯,还是静模抽芯;滑块抽芯,还是液压抽芯。 2是否需要安装复位杆。 3浇口套大小,溶杯大小,结合尺寸是否一致。 5 是否中心浇口。 6 顶棒位置、大小、长短是否合适。 二、操作规范 1根据模具情况更换熔杯冲头,必要时调节压射升降机构。 2检查动静模板,确保表面无异物、无高点。 3正确安装吊具,在确定安全的情况下起吊,并确保模具进入机床前无摇动,以免撞伤机床。 4根据模具情况,正确安装模具。特别注意,带有液压抽芯的模具,必须将机床相对应抽芯状态调到“选择”并且抽芯在动模的,要调到“锁模前”插芯;抽芯在静模的,要调到“锁模后”插芯状态。 5压紧模具,接好油管及冷却水管完成模具安装。 三、模具调试 1安装完毕后进行模具调试,装有抽芯器的先调试抽芯器,调试时必须注意。
目录 第1章酒精生产过程中蒸煮流程简介 (2) 1.1 酒精生产及蒸煮工艺 (2) 1.2 CAD流程图 (4) 第2章标准节流装置设计及计算程序设计 (5) 2.1 标准节流装置设计概述 (5) 2.2 原始数据 (5) 2.3 标准节流装置计算 (6) 第3章调节阀选型及计算 (10) 3.1 调节阀选型 (10) 3.2 调节阀口径计算 (10) 第4章课程设计心得 (13) 参考文献 (14)
第1章酒精生产过程中蒸煮流程简介 1.1 酒精生产及蒸煮工艺 用淀粉质原料生产酒精的工厂,多数采用连续蒸煮工艺,只有少部分小型酒精厂和白酒厂,还采用间歇蒸煮工艺,下面分别加以介绍。 (一)间歇蒸煮法 间歇蒸煮法常用的蒸煮设备是立式锥形蒸煮锅,其外形和结构简单。 1.间歇蒸煮工艺流程 目前我国酒精厂间歇蒸煮的方法基本上有两种,一种是加压间歇蒸煮,一种是添加细菌淀粉酶液化后低压或常压间歇蒸煮、 加压间歇蒸煮是原料经人工或运输机械送到蒸煮车间,经除杂后进入拌料罐,加温水拌料,并维持一定时间,然后送入蒸煮锅中,通入直接蒸汽将醪液加热到预定蒸煮压力,维持一定的蒸煮时间,蒸煮时间结束后,进行吹醪。操作工艺流程如下: 温水蒸汽 ↓↓ 原料→除杂→粉碎→拌料→泵→蒸煮→成熟蒸煮醪送入糖化锅 (1)加水蒸煮整粒原粒时,水温要求在80~90℃,尤其是蒸煮含有淀粉酶的甘薯干,更不能用低温水。蒸煮粉状原料时,水温不宜过高,一般要求在50~55℃。原料加水比因原料不同和粉碎度不同而不同,一般为:粉状原料为1:3.4至1:4.0;薯干为1:3.0 至1:4.0;谷物原料为1:2.8至1:3.0 (2)投料。蒸煮整粒原料时,投完粒即加盖进汽,或者在投料过程中同时通入少量蒸汽,起搅拌作用。蒸煮粉状原料时,可先在拌料桶内将粉料加水调成粉浆后在送入蒸煮罐;或向罐内直接投料,边投料,边通入压缩空气搅拌,以防结块,影响蒸煮质量。投料时间因罐的容量大小和投料方法不同而有差异,通常在15~20min。 (3)升温(生压)。投料毕,即关闭加料盖,通入蒸汽,同时打开排气阀,驱除罐内冷空气,以防罐内冷空气存在而产生“冷压”,影响压力表所指示的数值,不能反反映罐内的真实温度,造成原料蒸煮不透。正确排出“冷压”的方法是:通入蒸汽加热时,打开排气阀,直到排出的气体发白(水蒸气),并保持2~3min,而后再关闭排气阀,升温时间一般40~50min。 (4)蒸煮(定压)。料液升到规定压力后,保持此压力维持一定的时间。使原料达到彻底糊化的操作,工厂常称之为定压。 定压后,通入锅内的蒸汽已经很少,锅内热力分布不均匀,易造成下部原料局部受热而焦化,上部原料受热不足而蒸煮不透。另外,料液翻动不好,原料与罐壁及其相互之间撞击摩擦轻缓,则导致原料的植物组织和淀粉粒不易破裂。为了使原料受热均匀和彻底糊化,采用循环汽的办法来搅拌罐内的料液。一般每隔10~15min循环换汽一次,每次维持3~5min,直至蒸煮完毕为止。循环换气后使罐内达到原规定压力。循环换汽和稳压操作,是保证蒸煮醪液质量的两个重要条件。 (5)吹醪。蒸煮完毕的醪液,利用蒸煮罐内的压力从蒸煮锅排出,并送入糖化锅内。吹醪时间视蒸煮罐容量的大小而定,不得少于10~15min。
吉林工商学院 毕业论文 题目名称:年产10万吨食用酒精工厂设计院系:生物工程分院 专业:生物工程 学生:红 学号:26号 指导教师:颖 2012 年5 月26日
毕业论文原创性声明 本人重声明:所呈交毕业论文,是本人在指导教师的指导下,独立进行研究工作所取得的成果。除文中已经注明引用的容外,本论文不包含任何其他人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律结果由本人承担。 论文作者签名:年月日
目录 1绪论 0 1.1 产品介绍 0 1.2 设计意义 0 1.3 设计原则 (1) 2 设计概论 (2) 2.1 生产方案的确定和产品方案 (2) 2.2 厂址选择 (2) 2.3 原料来源、规格及标准 (3) 2.4 主要辅料的质量标准 (3) 2.5 水的质量标准 (4) 2.6 主要工艺技术参数 (5) 3 淀粉质原料酒精生产工艺......................................... 错误!未定义书签。 3.1 淀粉质原料酒精生产的流程 (5) 3.2 原料的水-热处理 (6) 3.3 糖化工艺 (6) 3.3.1 糖化的目的 (6) 3.3.2糖化过程中物质的变化 (6) 3.3.3 糖化方法 (7) 3.4酒精生产对酵母的要求 (7) 4 酒精生产过程中的物料和热量衡算 (7) 4.1酒精生产工艺技术指标 (7) 4.2 工艺流程图见具体图纸 (8)
4.3.1 原料计算 (8) 4.3.2 辅料计算 (9) 4.3.3 糖化醪与发酵醪量计算 (11) 4.4 根据要际原料耗算一览表 (11) 4.5 生产设备相关计算 (11) 4.5.1 粉浆罐 (12) 4.5.2 酒母罐 (13) 4.5.3 糖化罐 (13) 4.5.4 发酵罐 (13) 4.5.5 搅拌器 (14) 4.5.6 其他设备 (14) 4.6 动力设施的计算 (15) 4.6.1 耗水量的计算 (15) 4.6.2 蒸汽消耗量的计算 (15) 4.6.3 供电设施估算 (15) 5 重点设备——粗馏塔 (16) 5.1 粗馏塔概况 (16) 5.2 粗馏塔的计算 (16) 6 环境保护和安全生产 (21) 6.1 CO2回收利用 (21) 6.2 液体、固体CO2 (干冰) 的制备和贮运 (21)
生产流程图和作业指导书 一、SMT、THT装配焊接生产流程如下: 二、整个生产实训分成三个班组作业,分 组情况及实训容如下:
1、 元器件准备班组(9个工位) 1 元器件检测2 3 SMT 元器件分类、配送1 SMT 元器件分类、配送2 THT 元器件分类、配送1 THT 元器件分类、配送2 THT 元器件成型1 THT 元器件成型2
2、SMT装配班组(15个工位) 丝印焊锡膏 贴片1(U1、C4、C1、R1)贴片2(U3、U4) 贴片3(C7、C8、C9) 贴片4(R35~R42) 贴片5 (R43~R50) 贴片6 (R11、R15、Q4、Q8、 R19~R26 ) 贴片7 (Q1~Q3、R16~R18) 贴片8(R12~R14、Q5~Q7)
贴片9(R51~R59、C17、C19)贴片10(U5、C5、C6、R2、Q9) 贴片11(R3~R10) 检验 回流焊 检验、补焊
3、THT 装配焊接(15人) J11、J12、J13、SW2、D2~D10 S1~S20 C20、J10、SW4、TLP1~TLP4 SW5、C3、JP3、JP4、JP5、JP6 RPACK2、SW3、JP2、JP1 D1、J3、SD2~SD17 J8、U7、C12~C15 SW1、SD1、C2、U2 C16、U8、C18 U6、RPACK1、J4、J5、J6、J7
J1、DS1、DS2 Y1、C10、C11、BELL1、J9、JP9 JP7、JP8、JP10 THT 大板检验、补焊1 THT 大板检验、补焊2 三、 编制工位作业指导书 第十二工位 第十三工位 第十四工位 第十五工位
压铸(BODY)工艺流程图示 i,压铸机调试 2,压铸模安装呻3,压铸模设计与制造 斗8,合金熔炼保温6,模具清理—7,合型(合模) 9,嵌件准备 12,开模、抽芯取件 13,表面质量检查 > 16,铸件浸渗、喷丸处理
d 压室(冲头)直径(MM ) 1、压射压力 注:t1 ------ 金属液在压室中未承受压力的时间; P1为一级(慢速) t2 ----- 金属液于压室中在压射冲头的作用下, 通过内浇口充填型腔的 时间;P2为二级(快速) t3 ------ 充填刚刚结束时的舜间; P3为三级(增压) t4 ------ 最终静压力;P4为补充压实铸件 4P y P b = 刃d 2 式中:Pb ------ 比压(Mpa ) ; Py --------- 机器的压射力(N ); (压射力=压射缸直径x 蓄压器压射时间最小压力)
选择比压考虑的的主要因素 艺参数 压铸各种合金常用比压表( Mpa) 压力损失折算系数K
压射速度 浇注金属液量占压室容积百分数 (%) 压射速度(cm/s) < 30 30-40 30-60 20-30 >60 10-20 高压速度计算公式 V Vh= ----------- 2__ 1/4 刃 dT x [1+(n-1) x 0.1] 压铸合金 铸件壁厚v 2.5MM 铸件壁厚〉2,5?6MM 锌合金 1?2 3?7 铝合金 1?2 3?8 镁合金 1?2 3?8 铜合金 2?3 5?10 式中: o CM/S);
留模时间 浇注温度 ②含铝的锌合金温度不宜超过不去450C,否则结晶粗大。 压铸模温度 T m= 3 式中:Tm -------------------- 压铸模所需的工作温度(C); Th ------- 合金浇注温度(C); △ t ----- 温度控制公差(一般为25C)
啤酒生产工艺流程图 啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。 注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。 图中代号所表示的设备为: 1、原料贮仓 2、麦芽筛选机 3、提升机 4、麦芽粉碎机 5、糖化锅 6、大米筛选机 7、大米粉碎机 8、糊化锅 9、过滤槽10、麦糟输送11、麦糟贮罐12、煮沸锅/回旋槽13、外加热器14、酒花添加罐15、麦汁冷却器16、空气过滤器17、酵母培养及添加罐18、发酵罐19、啤酒稳定剂添加罐20、缓冲罐21、硅藻土添加罐22、硅藻土过滤机23、啤酒精滤机24、清酒罐25、洗瓶机26、灌装机27、杀菌机28、贴标机29、装箱机
(一)制麦工序 大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。 为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。 制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。从大麦到制成麦芽需要10天左右时间。 制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。 (二)糖化工序 麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离 麦芽在送入酿造车间之前,先被送到粉碎塔。在这里,麦芽经过轻压粉碎制成酿造用麦芽。糊化处理即将粉碎的麦芽/谷粒与水在糊化锅中混合。糊化锅是一个巨大的回旋金属容器,装有热水与蒸汽入口,搅拌装置如搅拌棒、搅拌桨或螺旋桨,以及大量的温度与控制装置。在糊化锅中,麦芽和水经加热后沸腾,这是天然酸将难溶性的淀粉和蛋白质转变成为可溶性的麦芽提取物,称作"麦芽汁"。然后麦芽汁被送至称作分离塔的滤过容器。麦芽汁在被泵入煮沸锅之前需先在过滤槽中去除其中的麦芽皮壳,并加入酒花和糖。煮沸:在煮沸锅中,混合物被煮沸以吸取酒花的味道,并起色和消毒。在煮沸后,加入酒花的麦芽汁被泵入回旋沉淀槽以去处不需要的酒花剩余物和不溶性的蛋白质。
一、压铸(BODY)工艺流程图示 1,压铸机调试 2,压铸模安装4,模具预热、涂料7,合型(合模) 10浇注压射 11,保压12,开模、抽芯取件 14,清理(整修)17,终检验3,压铸模设计与制造 5,涂料配制 6,模具清理8,合金熔炼保温 9,嵌件准备 13,表面质量检查 15,时效处理16,铸件浸渗、喷丸处理
二、压射压力 P3 P4 压力 P2 P1 P2 P1 T1 t2 t3 t4 保压时间 升压充填增压 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM)
●选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料压铸工艺参数 比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小 比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1,K值 与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88
生产作业流程 Production processes 1.领料 1. Collar material 1.1上班后根据工作指令单立刻到仓库领料。 1.1 To work according to work orders immediately after the warehouse is expected to. 1.2仓库应在生产的前一天下班前备好要出库的部品。 1.2 Storage should be in production before the first day at work ready to be a library of parts. 1.3 根据部品出库单确认部品无误。 1.3 To confirm correct parts under the parts Chu Kudan. 2.生产 2. Produce 2.1部品生产 2.1 Parts Production 2.1.1按照图纸和生产部内部作业指导票开始生产。 2.1.1 In accordance with the drawings and the production department to begin production within the operating guide votes. 2.1.2生产过程中,员工进行自检。 2.1.2 The production process, staff self-test. 2.1.3生产完成后,生产人员应填写过程跟踪卡(记录名称、图号、工作令、数量、是否外协、是否还有下一步工序等,生产部可以自己设计)和生产物品一起送待检查区。 2.1.3 Production is completed, production personnel should complete the process of tracking card (record name, map number, work order number, if outside the Association, if there is the next step of workflow, the production department can design their own) and the production of goods to be sent along with the inspection area. 2.2成品组装 2.2 Product assembly 2.2.1按照图纸和生产部内部作业指导票开始生产。 2.2.1 In accordance with the drawings and the production department to begin production within the operating guide votes. 2.2.2生产过程中,员工进行自检。 2.2.2 The production process, staff self-test. 2.2.3 组装发生不良品时,需填写生产不良传票交计划,计划进行补单出库。 2.2.3 Assembly of adverse chemicals, the need to fill out a summons produce adverse exchange program, plans to make up one out of libraries. 2.2.4成品组装完成后,通知检查部检查。 2.2.4 Product assembly is completed, notify the Inspection Department of the inspection.
一、压铸工艺流程图示
二、压射压力 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速) t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素
比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小 比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88
上海旭东压铸技术咨询培训资料压铸工艺参数 ●压射速度 浇注金属液量占压室容积百分数(%) 压射速度(cm/s) ≤30 30-40 30-60 20-30 >60 10-20 ●高压速度计算公式: V Vh= ×[1+(n-1)×0.1] 1/4Лd2T 式中:Vh 高速压射速度(CM/S); V 型腔容积(CM3); N 型腔数; D 冲头直径(CM); T 适当的充填时间。 ●持压时间 压铸合金铸件壁厚<2.5MM 铸件壁厚>2,5~6MM 锌合金1~2 3~7 铝合金1~2 3~8 镁合金1~2 3~8 铜合金2~3 5~10
新疆农业大学 《酶与酶工程》 专题讨论综述 题目: 酒精生产工艺 姓名: 学院: 班级: 学号: 成绩:
2013 年4月 酒精生产工艺 摘要我国酒精生产以发酵法为主,大多数工厂是采用薯干和玉米为原料。为了进一步提高酒精生产水平,各国的工程技术人员都在研究新型的酒精发酵方法,如目前已在工业生产上应用的固定化细胞酒精发酵法,耐高温活性干酵母发酵法等新的发酵工艺。在设备方面也有不少新型生物反应器出现,如单罐连续搅拌反应器、酵母回用连续搅拌反应器、塔式反应器、细胞固定化反应器等。酒精蒸馏工艺也在不断改进和完善。进一步改造了蒸馏塔板结构,并研究新的蒸馏工艺。目前研究较多的蒸馏工艺有高效节能的差压式蒸馏,膜分离酒精等。随着乙醇传感器和微机控制系统的应用,酒精工业的生产水平将有新的突破。 关键词:霉菌,废糖蜜,糊化,醪液。 原料及其处理 1.淀粉质原料的选择 (1)原料资源要丰富,容易收集。酒精生产需要大量原料,要有一定的库存量。(2)原料要容易贮藏。水分高的原料不易贮藏,含水量低于13%为宜。 (3)原料含杂质要少,并在生产中不产生有害、有毒物质。 (4)原料价格低廉,可降低产品成本。尽量采用野生植物原料。 2.糖质原料的选择 糖质原料主要指糖蜜。根据糖蜜的含糖糖量分为三个等级:一级糖蜜:含全糖(总糖)高于50%,不溶物和胶体物质等杂质含量较少;二级糖蜜:含全糖45%~50%;三级糖蜜:含全糖低于45%。所有等级糖蜜浓度均不得低于80`~900 ,相对密度为1.41~1.50(20℃)。 原料的种类 用于生产酒精的淀粉原料主要有:薯类;粮谷类;糖质原料;野生植物;农产品加工副产品;纤维质原料。 常用原料的化学组成 1.糖类葡萄糖、果糖、麦芽糖、蔗糖等,这些物质都可以发酵生成酒精,同时也是霉菌和酵母的营养及能源,原料中含这些物质越多,生成酒精也就越多,所以它和产量有着密切的关系。 2.蛋白质在酒精生产中,原料所含的蛋白质的主要作用是经蛋白酶降解后作为生产菌种所必需的氮源,而参与菌体细胞的合成,因此其含量以满足菌体正常生长繁殖为宜。 3.无机盐及生长素其功能是作为酶活性基的组成部分或调解酶的活性。生产原料中无机盐和生长素的含量均足够满足微生物的生长和代谢。 4.脂肪脂肪对发酵有影响,如玉米、高粱糠、米糠等油脂较多,则生酸较快。一些酒精厂如采用玉米作为原料,总是先把玉米胚芽除去。 5.单宁单宁具有涩味和收敛性,遇铁呈蓝黑色,有凝固蛋白质的作用。而糖
? ? 上海旭东压铸技术咨询培训资料压铸工艺参数 一、压铸工艺流程图示
上海旭东压铸技术咨询培训资料 压铸工艺参数 二、压射压力 压力
T1 t2 t3 t4 保压时间 升压充填增压 注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速) t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速) t3 充填刚刚结束时的舜间;P3为三级(增压) t4 最终静压力;P4为补充压实铸件 4P y P b= Лd2 式中:P b 比压(Mpa); Py 机器的压射力(N); (压射力=压射缸直径×蓄压器压射时间最小压力) d 压室(冲头)直径(MM) 选择比压考虑的的主要因素 上海旭东压铸技术咨询培训资料压铸工艺参数 比压 因素选择条件 高低 壁厚薄壁厚壁压铸件结构形状复杂简单 工艺性差些好些 结晶温度范围大小压铸合金特性流动性差好 密度大小
比强度大小 阻力大小浇注系统散热速度快慢 公布合理不太合理排溢系统截面积大小 内浇口速度快慢 温度合金与压铸模具温度大小 ●压铸各种合金常用比压表(Mpa) 铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂 锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70 铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80 铜合金40-50 50-60 60-70 70-80 ●压力损失折算系数K 直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1 立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78 卧式冷室压铸机0.88 上海旭东压铸技术咨询培训资料压铸工艺参数 ●压射速度 浇注金属液量占压室容积百分数(%) 压射速度(cm/s) ≤30 30-40 30-60 20-30 >60 10-20
班前准备事项一 1 压铸工上班必须按规定穿戴劳保用品,包括:工作服、工作鞋、工作帽,严禁穿背心、短裤、赤膊。 2 压铸工必须提前20分钟到岗,进行上岗前准备,包括: 查看交接班记录 查看上个班次本班及其它班产品质量情况 每班交接班前提前15分钟。检查机床、模具状态是否正常。 压铸操作规范二 生产准备验证:生产前必须按《生产准备作业验证》进行验证,其中工艺验证包括:核对现场实际工艺和工艺卡是否一致;将没有输入的工艺逐项输入并核对。 压铸操作规范三 1 机床启动。 2 启动机床前,必须全面检查机床确保机床处于正常状态。 3 启动机床前,手动润滑后再开机。 4 点动启动机床并观察机床运转情况,如有异常立即停机。 5 机床启动后,应开冷却水,以防油温升高。 6 机床发生故障或报警信号响起,应立即查看原因后报修,严禁机床带病工作。 压铸操作工艺流程作步骤四 模具安装→调试→清理预热模具→喷刷涂料→合模→涂料准备→涂料配制→压铸→冷却与凝固→开模→顶出铸件→质量检验→成品→废品→合金熔化 一、模具安装 模具安装前,压铸工必须全面了解模具结构状况,包括: 1 模具有无抽芯;动模抽芯,还是静模抽芯;滑块抽芯,还是液压抽芯。 2 是否需要安装复位杆。 3 浇口套大小,溶杯大小,结合尺寸是否一致。 5 是否中心浇口。 6 顶棒位置、大小、长短是否合适。 二、操作规范 1 根据模具情况更换熔杯冲头,必要时调节压射升降机构。 2 检查动静模板,确保表面无异物、无高点。 3 正确安装吊具,在确定安全的情况下起吊,并确保模具进入机床前无摇动,以免撞伤 机床。 4 根据模具情况,正确安装模具。特别注意,带有液压抽芯的模具,必须将机床相对应 抽芯状态调到“选择”并且抽芯在动模的,要调到“锁模前”插芯;抽芯在静模的,要调到“锁模后”插芯状态。 5 压紧模具,接好油管及冷却水管完成模具安装。
前言 一、设计要求: 1、根据设计题目,进行生产实际调研或查阅有关资料,选定合理的流程方案和设备类型,并进行简要论述。 2、设计说明书内容:封面、目录、设计题目、概述与设计方案简介、工艺方案的选择与论证、工艺流程说明、专题论述等。 二、设计目的: 1、把课本的知识运用到社会实践当中去,才是我们学习专业理论知识的最终目的 2、通过本次专业实习设计可以看出现有的生产工艺存在哪些不足,学会自主查找资料进行更加科学有效的改进。 三、设计意义: 酒精工业是在酿酒业的基础上发展起来的,有很悠久的历史。近年来,我国酒精生产技术和生产水平又有了新的提高,新工艺新设备新菌种不断涌现,酒精产量有了较大增长,质量稳定提高;在节约代用,降低消耗,降低成本,提高劳动生产率,提高淀粉出酒率及开展综合利用与消除环境污染等各个方面,都取得了很大成绩。目前,我国大多数酒精采用生物发酵和化学合成法工艺流程,逐步实现了淀粉质原料和化学原料的连续化和自动化。 四、设计原理: 生物发酵主要是利用谷物类、薯类植物中的淀粉,其余的部分仍可综合利用,生产出专用饲料和农业复合肥等产品。在综合利用方面以二氧化碳的回收利用最为普遍,有的厂利用二氧化碳制造干冰、纯碱和小苏打。在自动控制仪表方面也有进展,有的厂已采用电脑实现了主要工序集中控制,目前,我国一些酒精厂正在朝着生产过程全面实行自动化方向发展。 化学合成法主要是利用石油工业,石油化学工业、天然气开发和加工工业产生的乙烯气为原料,使得乙烯水合法的原料得到充分保证。
五、设计规模: 我国酒精生产以发酵法占绝对优势,而且80%左右的酒精都是用淀粉质原料生产。酒精的化学名称叫乙醇,为一种无色透明并且具有特殊芳香味和强烈刺激味的极易挥发的液体,是一种良好的有机溶剂。酒精及其副产品在化学工业、食品工业(如防腐剂)、国防工业(如无烟火药)、农牧业(如杀虫剂、饲料)和交通运输业(如燃料)、医疗卫生事业(如消毒剂)和科研(如脱水剂)等方面有广泛的用途。用食用酒精制造各种配制酒、勾兑白酒,强化葡萄酒以及用以酿制食醋、各种酒精性饮料和作为食品添加剂。 1
一、接受任务书成型塑料制件的任务书通常由制件设计者提出,其内容如下: 1.经过审签的正规制制件图纸,并注明采用塑料的牌号、透明度等。 2. 塑料制件说明书或技术要求。 3. 生产产量。 4. 塑料制件样品。通常模具设计任务书由塑料制件工艺员根据成型塑料制件的任务书提出,模具设计人员以成型塑料制件任务书、模具设计任务书为依据来设计模具。 二、收集、分析、消化原始资料收集整理有关制件设计、成型工艺、成型设备、机械加工及特殊加工资料,以备设计模具时使用。 1. 消化塑料制件图,了解制件的用途,分析塑料制件的工艺性,尺寸精度等技术要求。例如塑料制件在外表形状、颜色透明度、使用性能方面的要求是什么,塑件的几何结构、斜度、嵌件等情况是否合理,熔接痕、缩孔等成型缺陷的允许程度,有无涂装、电镀、胶接、钻孔等后加工。选择塑料制件尺寸精度最高的尺寸进行分析,看看估计成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件来。此外,还要了解塑料的塑化及成型工艺参数。 2. 消化工艺资料,分析工艺任务书所提出的成型方法、设备型号、材料规格、模具结构类型等要求是否恰当,能否落实。成型材料应当满足塑料制件的强度要求,具有好的流动性、均匀性和各向同性、热稳定性。根据塑料制件的用途,成型材料应满足染色、镀金属的条件、装饰性能、必要
的弹性和塑性、透明性或者相反的反射性能、胶接性或者焊接性等要求。 3. 确定成型方法采用直压法、铸压法还是注射法。 4、选择成型设备根据成型设备的种类来进行模具,因此必须熟知各种成型设备的性能、规格、特点。例如对于注射机来说,在规格方面应当了解以下内容:注射容量、锁模压力、注射压力、模具安装尺寸、顶出装置及尺寸、喷嘴孔直径及喷嘴球面半径、浇口套定位圈尺寸、模具最大厚度和最小厚度、模板行程等,具体见相关参数。要初步估计模具外形尺寸,判断模具能否在所选的注射机上安装和使用。 5. 具体结构方案(一)确定模具类型如压制模(敞开式、半闭合式、闭合式)、铸压模、注射模等。(二)确定模具类型的主要结构选择理想的模具结构在于确定必需的成型设备,理想的型腔数,在绝对可靠的条件下能使模具本身的工作满足该塑料制件的工艺技术和生产经济的要求。对塑料制件的工艺技术要求是要保证塑料制件的几何形状,表面光洁度和尺寸精度。生产经济要求是要使塑料制件的成本低,生产效率高,模具能连续地工作,使用寿命长,节省劳动力。 三、影响模具结构及模具个别系统的因素很多,很复杂: 1. 型腔布置。根据塑件的几何结构特点、尺寸精度要求、批量大小、模具制造难易、模具成本等确定型腔数量及其排列方式。对于注射模来说,塑料制件精度为3级和3a级,重量为5克,采用硬化浇注系统,型腔数取4-6个;塑料制件为一般精度(4-5级),成型材料为局部结晶材料,型腔数可取16-20个;塑料制件重量为12-16克,型腔数取8-12个;而重量为50-100克的塑料制件,型腔数取4-8个。对于无定型的塑料制件建议型腔数为