印制电路组件三防涂覆工艺研究
黄萍,张静
(中国工程物理研究院电子工程研究所,四川绵阳621900) 摘要:对于特殊环境条件下使用的电子产品,三防涂覆可以对印制电路组件进行有效的防护。针对C型聚对二甲苯气相真空沉积涂覆技术,通过印制电路组件三防涂覆工艺研究及测试,验证了涂覆后的绝缘、耐压电性能等指标。结合印制电路组件涂覆后的返修,经过实验对比,确定了去涂覆的工艺方法。
关键词: 印制电路组件;C型聚对二甲苯;气相沉积;涂覆
中图分类号: TN6文献标识码:A文章编号: 1001 - 3474(2007)06 - 0324 – 04
Technical ResearchWork on the Three - defended
Coating Applied on Printed - circuit- module
HUANG Ping, ZHANG Jing
( Institute of Electronic Engineering, China Academy of
Engineering Physics,M ianyang621900, China)
Abstract:The three - defended coating can be effective on protecting the electric function ofprinted- circuit - module used in special environment. Based on the gaseous vacuum coating technology of Parylene C, the electronic parameter is validated through the technical research and testing of three –de-fended coating for PCM, such as insulation,pressure - resistance. The technicalmethod of decoatation is confirmed through experimental contrastof repairing after coating of PCM.
key words:PCM; Parylene C; Gaseous aggradations; coating
Document Code:A Article ID:1001 - 3474(2007)06 - 0324 – 04
在苛刻环境中剥蚀印刷电路组件的主要机理有腐蚀、电化学迁移和焊接接缝开裂三种。电子产品的可靠性要求很高,这就使得保护印制板组件避免因污染物和潮湿造成剥蚀变得很有必要,而多数情况下保护印制电路组件唯一可行的方法就是对其进行敷形涂覆。按照MIL - I- 46058C或者IPCCC830标准,通用涂覆应满足以下方面的要求:电器性能优良、外表美观、抗热冲击、防霉、防湿,还应具有柔韧性和阻燃性。只有聚对二甲苯这一种材料可以满足以上要求,为印制电路组件提供整体包封,避免湿气和污染物损害。
通过对印制电路组件气相沉积涂覆技术的应用研究,掌握了印制电路组件的掩模、涂覆、去涂覆、测试等工艺方法,并根据印制电路涂覆的要求,较好地控制了气相沉积涂覆薄膜的厚度,通过对涂覆后外观质量检验和主要电性能指标测试,满足印制电路组件三防的技术要求。
1印制电路组件的气相沉积涂覆
1. 1气相沉积原理
聚对二甲苯的真空气相沉积是在高温下将聚对二甲苯原材料裂解后形成的对二甲苯单体通过气相聚合方式在真空沉积室里敷形涂覆在试样表面,其化学反应如图1所示。聚对二甲苯原材料,也就是白色粉末状的双对二甲基苯二聚体,大约在150 ℃升华,然后在第二阶段约680 ℃分子分解或热裂解形成对苯二甲基双游离基,然后气态单体送入沉积腔内,渗透到液体涂覆难以到达的部位,室温下两个亚甲基键结合形成稳定的聚对二甲苯聚合在
试样表面,形成涂层。
图1聚对二甲苯真空沉积化学反应式
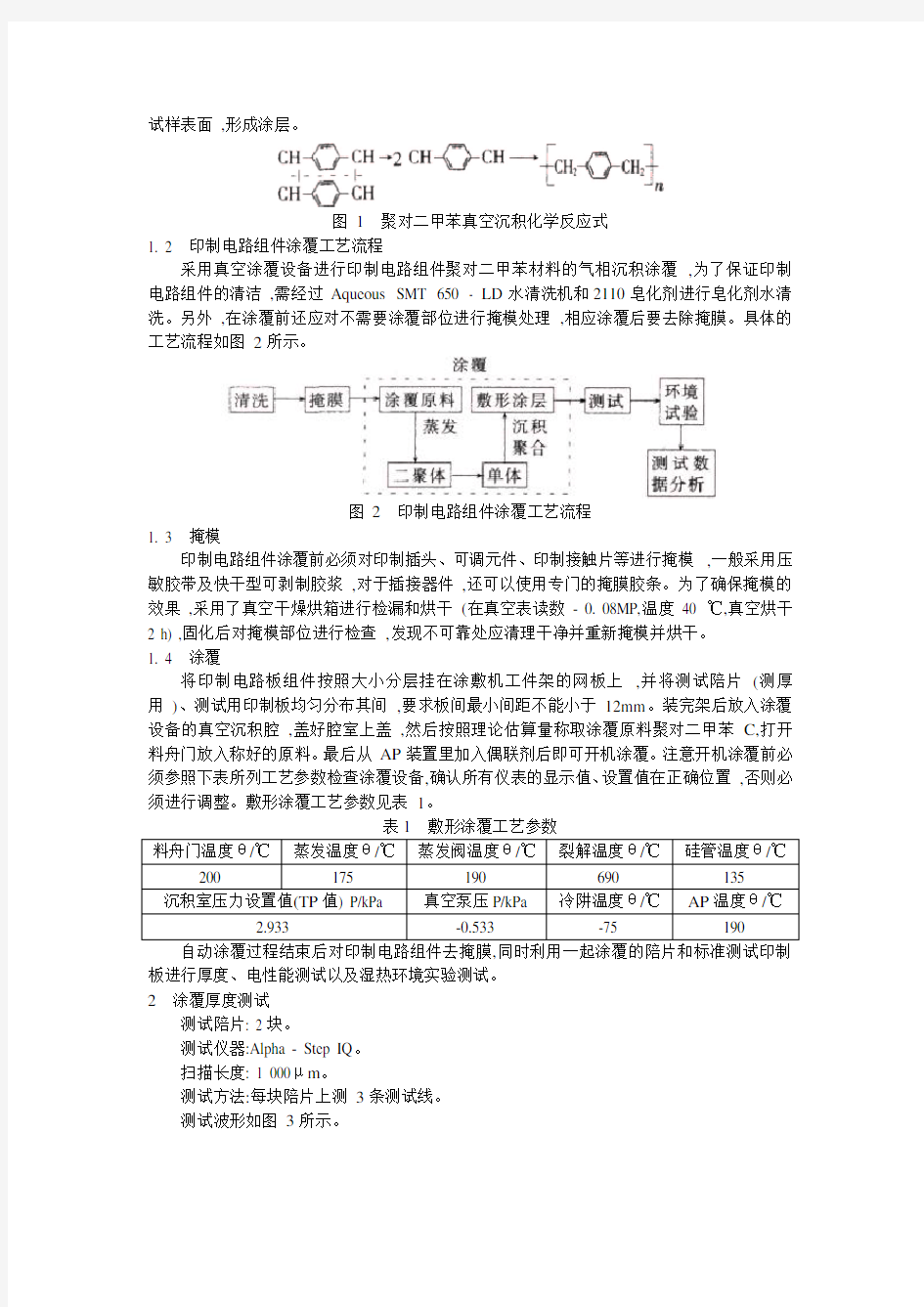
1. 2印制电路组件涂覆工艺流程
采用真空涂覆设备进行印制电路组件聚对二甲苯材料的气相沉积涂覆,为了保证印制电路组件的清洁,需经过Aqueous SMT 650 - LD水清洗机和2110皂化剂进行皂化剂水清洗。另外,在涂覆前还应对不需要涂覆部位进行掩模处理,相应涂覆后要去除掩膜。具体的工艺流程如图2所示。
图2印制电路组件涂覆工艺流程
1. 3掩模
印制电路组件涂覆前必须对印制插头、可调元件、印制接触片等进行掩模,一般采用压敏胶带及快干型可剥制胶浆,对于插接器件,还可以使用专门的掩膜胶条。为了确保掩模的效果,采用了真空干燥烘箱进行检漏和烘干(在真空表读数- 0. 08MP,温度40 ℃,真空烘干2 h) ,固化后对掩模部位进行检查,发现不可靠处应清理干净并重新掩模并烘干。
1. 4涂覆
将印制电路板组件按照大小分层挂在涂敷机工件架的网板上,并将测试陪片(测厚用)、测试用印制板均匀分布其间,要求板间最小间距不能小于12mm。装完架后放入涂覆设备的真空沉积腔,盖好腔室上盖,然后按照理论估算量称取涂覆原料聚对二甲苯C,打开料舟门放入称好的原料。最后从AP装置里加入偶联剂后即可开机涂覆。注意开机涂覆前必须参照下表所列工艺参数检查涂覆设备,确认所有仪表的显示值、设置值在正确位置,否则必须进行调整。敷形涂覆工艺参数见表1。
自动涂覆过程结束后对印制电路组件去掩膜,同时利用一起涂覆的陪片和标准测试印制板进行厚度、电性能测试以及湿热环境实验测试。
2涂覆厚度测试
测试陪片: 2块。
测试仪器:Alpha - Step IQ。
扫描长度: 1 000μm。
测试方法:每块陪片上测3条测试线。
测试波形如图3所示。
图3测试波形图
测试结果: 1 陪片上的涂层平均厚度为26. 5μm; 2陪片上的涂层平均厚度为28. 4μm。
3绝缘电阻及介质耐电压测试
3. 1绝缘电阻测试
使用兆欧电桥对标准测试印制板上的涂层进行测量,测量前要求充电 1 min,测试设备采用7440测试仪,参照GJB360A - 1996《电子及电气元件试验方法》,方法302绝缘电阻测试的要求,对6块标准印制板测试结果如下: 直流电压: 1 000 V; 保持时间: 1 min 实际测量值; 均大于: 9 999MΩ。
3. 2 介质耐电压测试
使用交流1 500 V电压(50 Hz) ,对标准测试板涂层进行测量,涂层不得出现飞弧(表面放电) ,跳火(空气放电)形式的火花放电或击穿(击穿放电) ,漏损率不得超过10μA。测试设备同上,对6块标准测试印制板测试结果如下:交流电压: 1 500 V;保持时间: 1 min;漏电流:小于1μA。
测试结果:涂层均未出现飞弧(表面放电) ,跳火(空气放电)形式的火花放电或击穿(击穿放电)现象。
4耐湿热试验
4. 1试验方法
参照国军标GJB360A - 1996方法106进行耐湿试验和我所环境试验条件,时间48 h;温度65 ℃,相对湿度95%,参照如图4所示进行。
图4耐湿热试验控制图
4. 2测试结果
根据GJB360A - 1996中方法106的检测规定,高湿后1 h~2 h的检测,进行了0. 5 h 内的绝缘、耐压测试均合格。由于标准规定失效数应以24 h后检测结果为准,因此仅列出
恢复20 h的检测数据见表2。
5去除涂覆层
由于印制电路组件返修时涉及到元器件更换,需要对聚对二甲苯涂层进行局部去除,并且不能影响到周围元器件及涂覆表面。为此,采用不同的去涂覆方法进行对比,经过验证确定了去涂覆的工艺方法。
5. 1返修台去除涂覆层
采用DRS- 24返修台上的高温热风功能对聚对二甲苯涂层进行加热软化。温度设置为300 ℃,吹风时间200 s,热风流量50%,覆盖器件的聚对二甲苯涂层已经熔开,边缘翻卷、焦黄如图5(a)所示;该器件对应的焊接面则出现大面积脱层如图 5 (b)所示,去涂覆效果外观质量差。
图5返修台对涂层的去除效果
5. 2去涂覆工作站去除涂覆层
去涂覆工作站基本原理是空气打磨,采用SCS公司建议使用的微型喷枪,打磨材料采用三氧化二铝粉末,颗粒直径约25μm,气流压力设定在241kPa~413 kPa之间。结果如图6所示。使用去涂敷工作站的一般可以完整的去掉涂层,但是个别器件周围出现发白部分是涂层疏松的现象,可在更换器件后将涂层界面修齐并局部点三防漆保护。
图6涂层去除效果图例
由图5、图6明显看出,去涂覆器件周围的涂层可能起翘,为防止潮气渗入,采用三防漆对涂层边缘进行保护,效果如图7所示。考虑到去掩膜后也存在涂层边界,也应对印制电路组件涂覆中去掩膜部位进行三防漆保护。
图7三防漆对涂层边缘的保护图示
6结论
经过上述实验和测试数据可以得到以下结论: (1)对印制电路组件采用气相沉积涂覆的工艺是可行的; (2)气相沉积涂覆和去涂覆对印制电路组件电气性能基本无影响; (3)用去涂覆工作站对聚对二甲苯涂层进行去除效果基本满足印制电路组件的返修。
参考文献:
[1]张占文.气相沉积制备聚对二甲苯薄膜[J ]. 材料导报,2003,17 (6): 83 - 87.
[2]石耀刚.新型涂层聚氯代对二甲苯的性能及其应用研究[J].涂料工业,2006,36(7): 1 - 3.
[3]陈曦.聚对二甲苯在电子领域中应用的新进展[J ].电子工艺技术,2002,23(4): 146 - 148.
[4]浦鸿江,孙霞容. 聚对苯撑二甲基系列涂层的制备及其应用进展[J].高分子通报,2004(2):79 - 80.
1.目的:对本公司PCB板喷涂三防漆作业进行有效控制,确保产品符合质量要求。 2.范围:本标准适用于本公司PCB板喷涂三防漆的工艺参数要求和控制。 3.控制要求: 3.1 喷涂环境要求: 所有涂覆作业应不低于16℃及相对湿度低于30%的条件下进行。如温度过低可采用在烘箱40度加热30分钟后再进行喷涂,最佳使用温度30 o C。湿度过高也是采用同样方法及同等条件加热。 PCB板要求: 所要喷涂的PCB板需经测试、检验、调试合格,并彻底进行清洁处理干净后进行(焊锡、松香、灰尘、油污、助焊剂及其残渣),不允许涂覆的器件,需提供一种快干易剥遮蔽胶带,保护相关的部件(这些部件包括连接器,IC插槽,可调电位器、大功率散热器、连接点) 作业人员防护要求: 作业人员需佩戴防溅式护目镜和隔离手套,并佩戴防毒面罩。 4作业流程: 确认PCB板防护及清洁已达要求,环境及作业人员防护均已达到要求。 喷涂:使PCB板喷涂面一定要平放,可使用夹具等工具,使用Plasticote 70三防漆CAC2043进行喷涂,喷口距离目标20--30cm均匀喷涂,保持涂层轻薄而均匀。保证喷涂面需完全覆盖三防漆,可使喷涂面和目光在一个水平面察看是否完全涂覆。步骤:PCB板涂刷喷A面表干30分钟涂刷B面室温固化。 在第一遍三防漆完全晾干后(1小时)进行二次喷涂,喷涂步骤参照。 5注意事项: 作业人员一定要佩戴防护装置。 喷涂后没有使用完的三防漆在喷涂完毕后将罐身倒置并按动喷钮,直到只有气体喷出为止以清洁喷射阀门。Plasticote 70三防漆CAC2043内含有压力气体,需远离热源和明火;不得刺穿、撞击或焚烧气雾罐。Plasticote 70三防漆CAC2043含有轻微的气味,对皮肤和眼睛有轻微刺激性,若不慎溅入眼睛,请立即用大量清水冲洗,如仍有不适须到医院检查;皮肤接触后请立即用肥皂和大量清水冲洗。
印制电路技术规范 1.0.前言(Introduction) 本章叙述刚性印制板和高密度互连(HDI)层或板的技术要求,标志、包装、运输和贮存的基本原则。本章提及的印制板通常是指带有镀通孔(即金属化孔)的双面、多层板,带有或不带埋/盲孔的多层板。 美国IPC协会(全称为美国连接电子业协会,Association Connecting Electronics lndustries)是全球印制板行业最有学术成就的组织,基于国内外大多数印制板生产企业和电子装配企业使用的是美国ICP协会的标准,本文说及的技术规范主要参照美国IPC最新版本的相关标准,亦参考使用了部份著名电子公司的企业标准,欧州标准(例如Perfag3c)和国家标准。 1.1 参考标准(Reference Starard) ?IPC-6012A.刚性印制板的鉴定和性能规范.(Qualitication and performance specification fOrRigid Printed Boards). ?IPC-A-600F.印制板的可接收性(Acceptability Of Printed Board) ?IPC-4101A.刚性和多层印制板基材技术规范(Specification For Base Materials For Rigid andMuhilayer Printed Boards). ?IPC-A-650试验方法手册(Test MethodsManual) ?IPC-2615.印制板的尺寸和公差(PrintedBoard Dimensions and Tolerances) ?IPC-6016高密度互连(CDI)层或板的鉴定和性能规范(Qualification and Performance Specification For HiSh Density Interconnect CHDI)Layer Or Boards) ?ANSI/J-STD-003印制板可焊性试验(Solderabil卸Test For Printed Board)(注:ANSI,American National Standards lnstitude,美国国家标准) ?IPC-2220设计标准系列(Design standardsenes) ?IPC-SM-840C永久性阻焊膜的鉴别和性能(Qualification and Performance Of Permanent SolderMask) ?FERFAG 3C多层板技术规范(欧州标准,1999出版)(Specification For Muhilayer Boards).?UL-796.印制线路板安全标准(Standard ForSafety Printed Wiring Board) ?UL-94.装置及设备中部件用塑料的燃燃性试验。 ?MiI-STD-105特性捡查的抽样程序和抽样表。 ?GB/T 4588.2-1996.有金属化孔单双面板分规范(国家标准) ?GB/T 4588.4-1996.多层印制板分规范(国家标准) 1.2性能等级(Classfication) 根据印制板功能可靠性和性能要求,对印制板产品分下列三个通用等级。 1级--一般的电子产品:包括消费类产品、某些计算机外围设备。用于这些产品的印制板其外观缺陷并不重要,主要要求是印制板的功能。 2级--专用设施的电子产品:包括通讯设备、高级商用机器和仪器。这些产品要求高性能和寿命,同时希望能够不间断地工作,但这不是关键要求。允许有某些外观缺陷。3级--高可靠性电子产品:包括要求连续工作或所要求的性能是很关键性的那些设备产品。对这些设备(例如生命支持系统或飞行控制系统)来说,不允许出现停机时间,并且一旦需要就必须工作。3级印制板适合应用在那些要求高的质量保证水平且服务是十分重要的产品。 除非特别说明,本章通常提及的是2级和3级水平的印制板。 1.3接收标准(Acceptance Criteria) 一旦本文叙述的有关质量要求与产品验收三向产生矛盾时,则应按下列文件优先顺序处理:(1)采购订单;
PCBA三防漆涂覆加工工艺介绍 编辑:东莞市硕安涂电子有限公司三防涂覆加工部 一、三防涂覆的必要性: 1.概论: 随着PCBA元器件的尺寸越来越小,密集度越来越高;器件之间及器件的托高高度(与PCB间的间距/离地间隙)也越来越小,环境因子对PCBA的影响作用也越来越大,因此我们对电子产品PCBA的可靠性提出了更高的要求。产品的可靠性要有更好地保证,必须将电子元气与外界环境尽可能低隔离开来,因此引入了敷形涂覆工艺。 2.环境因子介绍: 二、三防涂覆的目的 三防涂覆的目的:为进一步提高电路板在存储和工作期间抵抗恶劣环境的影响,并增强元器件抗冲击、振动的机械性能,以达到长期防潮、防霉、防盐雾浸蚀的目的。同时能防止由于温度骤然变化,空气中产生‘露点’,使印制导线漏导增加,短路、甚至击穿。此外对于高电压或低气压下工作的印制板组件,敷
形涂覆后能有效避免导线间的电晕、爬电现象,提高系统可靠性。三防漆涂覆是指在PCB表面涂一层薄薄的的绝缘保护层,它是目前最常用的焊后表面涂覆方式,有时又称为表面涂覆、敷形涂覆(英文名称coating,conformal coating)。它将敏感的电子元器件与恶劣的环境隔离开来,可大大改善电子产品的安全性和可靠性并延长产品的使用寿命。三防漆涂覆可保护电路/元器件免受诸如潮湿、污染物、腐蚀、应力、冲击、机械震动与热循环等环境因素的影响,同时还可改善产品的机械强度及绝缘特性。 三、三防漆类型和选型标准: 性能 “三防”漆类别 丙烯酸酯环氧树脂有机硅聚氨酯聚对二甲苯 体积电阻率 ρ v (Ω*cm) 1012~10141012~10151013~10151011~10141015~1016 介质系数ε 3.8~4.2 3.4 2.6~2.8 3.8 2.65 损耗角正切tgδ 3.5×10-2 2.3×10-2 3.5×10-3 3.4×10-28.0×10-4 CET(10-5/e℃) 5~9 4.5~6.5 6~9 10~20 3~8 耐热性(℃) 120 130 180 120 130 膜厚要求(μm) 25~75 25~75 50~200 25~75 12.5~50
服装制作工艺流程 1,原材料检查工艺 2,裁剪工艺 3,缝纫制作工艺 4,锁钉工艺 5,后整理工艺 以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。 原材料检查工艺: (1)验色差——检查原辅料色泽级差归类。 (2)查疵点,查污渍——检查辅料的疵点,污渍等。 (3)分幅宽——原辅料门幅按宽窄归类。 (4)查纬斜——检查原料纬纱斜度。 (5)复米——复查每匹原辅料的长度。 (6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。 裁剪工艺: (1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。 (2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。 (3)排料时必须按丝道线排版,排出用料定额。 (4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针 不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺 料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。 (6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。 (7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常 用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽 费时不容易造成残次。 (8)打号——打号要清晰,不要漏号,错号,丢号等。 (9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。 缝纫制作工艺 A.上衣类按前后序制作 所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示 1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。 2.打线丁—用白棉纱线在裁片上做出缝制标记.用撞色线为宜。 3.剪省缝—把省缝剪开,线丁里0.5cm为止,也不能过长和偏短。 4.环缝—剪开的省缝用环形针法绕缝,用纤边机嵌缝也可以,不透针透线为宜。 5.缉省缝—根据省的大小,将衣片的正面相对,按照省中缝线对折,省根部位上下层眼刀对准,由省根缉至省尖,在省尖处留线头4cm左右,打结后剪短,或空踏机一段,使上下线自然交织成线圈,收省后省量的大小不变,缉线要顺,直,尖。另还应注意省根处出现亏欠变形6.烫省缝——省缝坐倒熨烫或分开熨烫,烫省时要把缝合片放在布馒头上,烫出立体感,在衣片的正面不可出现皱褶,酒窝的现象。 7.推门——将平面前衣片推烫成立体衣片,最好用版划样推烫。 8 烫衬——熨烫缉好的胸衬。,袖口,下摆衬。 9.压衬——用粘合机将衣片和粘合衬进行热压粘合,一般按照衬布和面料的耐热度粘合度去操作。 10.纳驳头——手工或机扎驳头,驳头按照净样版去做。 11 敷止口牵条——牵条布敷上驳口部位。 12.敷驳口牵条——牵条布敷上驳口部位。 13.拼袋盖里——袋盖里拼接,一般通用1cm做缝。 14.做袋盖——袋盖面和里机缉缝合。 15.翻袋盖——袋盖正面翻出。 16.滚袋口——毛边袋口用滚条包光。
三防漆使用工艺在涂装前,须先将欲涂物件表面的灰尘,水份(潮气)和油污除净,如有水份,建议烘板条件:80°C,10分钟,在烘箱中自然冷却后才能取出来涂覆。1、刷涂工艺:(1)刷涂面积应比器件所占面积大,以保证全部覆盖器件和焊盘;(2)刷涂时电路板尽量平放,刷涂后不应有滴露,刷涂应平整,也不能有裸露的部分,0.1-0.2mm之间为宜;(3)刷涂后平放在支架上,准备固化,需要用加热的方法是涂层加速固化。如果涂层表面不平或含有气泡,在放入高温炉内固化应在室温下多放置些时间以便让溶剂闪蒸出来。 2、喷涂工艺: (1)共性覆膜产品可用的专用稀释剂稀释,稀释剂的加入量大,胶的粘度低,涂胶的厚度薄;反之,胶的粘度高,涂胶的厚度厚。稀释剂的加入量建议为1:0.7-1。保证稀释的产品充分搅拌,侍气泡消后,即可使用。(2)将稀释后的胶装入喷壶中,进行喷涂。 (3)喷涂结束后使用稀释剂清洗喷壶。 3、浸涂工艺: (1)同2(1)线路板组件应垂直浸入涂料糟中。连接器不要浸入,除非经过仔细遮盖,(2)将稀释后的胶装入浸桶中,线路板组件应垂直浸入涂料糟中,线路板或元器件浸入速度不宜太快,以免产生气泡。 (3)浸涂结束后再次使用时,若表面有结皮现象,将表皮除去,可继续使用。注:1、如果希望得到较厚的涂层,最好通过涂两层较薄的涂层来获得——且要求必须在第一层完全晾干后才允许涂上第二层。2、在往PCB上涂涂料时,一般连接器、软件插座、开关、散热器、散热区域、插板区域等是不允许有涂覆材料的。 六、三防漆涂覆时的环境和安全主意事项: 大部分三防漆产品含有可燃溶剂;应避高温和避明火;应具备足够的通风条件;避免长时间吸入蒸气和长时间或反复与皮肤接触;固化后的加工件基本上对人体无害。涂覆操作注意安全和防护,环境应通风,员工应带防护面具。 七、修复已经涂覆的器件方法: 如果修复已经涂覆的器件,只需将焊接电烙铁直接接触涂层就可去掉该元器件。然后装上新的元器件,再将该区域用刷子或溶剂清洗干净;也可溶剂清洗干净;干燥后重新用涂料涂覆好。 1楼 三防漆定义 三防漆(喷涂VT-380) [1]什么是三防漆?威泰三防漆有多种叫法,如三防胶、防潮胶、绝缘胶、防潮漆、保 护漆、防护漆、披覆胶、涂覆胶、防水胶、防潮油、三防油、三防剂、保护剂、防潮剂、保形涂料、敷型涂料、共形覆膜、共性涂覆,英文名Conformal Coating。三防漆是一种 特殊配方的涂料,用于保护线路板及其相关设备免受坏境的侵蚀,从而提高并延长它们 的使用寿命,确保使用的安全性和可靠性。在现实条件下,如化学、震动、高尘、盐雾、潮湿与高温等环境,线路板可能产生腐蚀、软化、变形、霉变等问题,导致线路板
印制电路板的制造工艺及检测 制造印制电路板的工艺方法很多,其工艺过程一般有照相、图形转移、蚀刻、钻孔、孔金属化、表面金属涂覆及有机材料涂覆等工序。但制造工艺基本上分两大类,即减成法(铜箔蚀刻法)和加成法(添加法)。 4.2.1印制电路板的制造工艺流程 图形转移印制板的机械加工照相制版孔的金属化照相底图 修边蚀刻) (镀印阻焊剂、印字符印制插头的电镀表面涂覆) 镀涂覆(→ 1.照相制版用照相的方法对照相底图拍照以得到照相底片,照相底,以得到设计用绘制照相底图相反的比例)片要接比例缩小( 所规定的印制图形尺寸。制电路板的机械2.加工引线孔、中继孔、机械印制板的外形和各种用途的孔( 都是通过机械加工完成的,随)安装孔、定位孔、检测孔等着电子技术的发展其加工尺寸和精度要求越来越高。孔的金属化.3 对于多层印制电路板,为了把内层印制导线引出和互 连,需要将印制导线的孔金属化。孔金属化就是在孔内电镀.一层金属,形成一个金属筒,与印制导线连接起来。孔金属化工艺,就是孔内壁表面化学沉铜后再通过全板电镀铜或图形电镀来实现层间可靠的互连。 4.图形转移
图形转移就是将电路图形由照相底片转移到印制板上去。5.蚀刻 广义上讲,凡是在覆铜箔印制板生产中,用化学或电化学的方法去铜的过程都是蚀刻。狭义上讲,蚀刻是将涂有抗蚀剂并经感光显影后的印制电路板上未感光部分的铜箔腐蚀掉,在印制电路板上留下所需的电路图形的过程。6.印制插头的电镀 如果印制电路板是以边缘印制接触片作为插头插入插座,那么所有导线的输入输出都必须接到印制板边缘的印制插头片上。为了获得尽可能低的接触电阻,要在这些印制插头片上镀金。 7.阻焊剂、)印(涂印字符。它阻焊剂或称阻焊油墨,是印制板最外面的“衣服”的作用是防止电路腐蚀,防止由于潮湿引起的电路绝缘性能下降,防止焊锡粘附在不需要的部分,防止铜对焊锡槽的污染,保证印制板功能等。. 油墨的涂覆的方式有帘幕涂布、丝网印刷、静电涂布、气式喷涂等。 印文字、符号是为了印制板装配和维修方便。它们一般印在阻焊油墨上面,也有的单面板直接印在基材上。10.表面涂(镀)覆 如果印制板制造后立即装配,则可不进行表面处理。对只储存一个短时期的印制板,可涂一层助焊性清漆。但最好的方
三防漆刷涂作业规 一、容及适用围 本操作规程规定了本公司所有PCBA板卡刷三防漆的操作规、工艺要求及质量要求。 二、使用材料、工具 三防漆、装漆盒、橡胶手套、口罩或防毒面具、毛刷、高温胶纸、镊子、通风设备晾干架、烤炉 三、技术要求 1、刷三防漆保护前须在组装前测试、检验合格并处理干净后进行。 2、使用的毛刷要保存清洁,禁止用于其他作业;毛刷刷漆时要注意不要滴漏到其他不须涂刷的部分,使 用后的毛刷须用稀释剂等清洗干净。 3、涂覆层要透明,并且覆盖PCB和元器件表面,色泽和稠度保持一致。 4、工艺步棸为:涂刷A面晾干涂刷B面室温固化 5、涂刷厚度:0.1mm-0.3mm 6、所有涂覆作业不应低于16℃及相对适度低于75℃的条件下进行.PCB作为复合材料会吸潮,如不去潮, 三防漆不能起保护作用,预干、真空干燥去除大部分湿气。 四、刷三防漆工艺要求 1、清洁和烘板,除去潮气和水分。刷涂前必须将PCBA表面的灰层、潮气和松香除净,使三防漆有效的詹 在线路板表面。烘板条件:60℃ 30-40分钟,在烘箱中取出趁热涂刷效果更佳。 2、按照尺寸及板面元件布局正确使用毛刷,将三防漆倒入容器,然后用毛刷沾适当的胶液对线路板均匀 的涂刷。 3、涂刷面积因比器件面积大,以保证覆盖器件和焊盘。 4、刷涂时尽量保持PCBA表面平放,刷涂时不应有滴漏,刷涂应平整,也不能有裸露部分。刷涂厚度在 0.1mm-0.3mm之间为宜。 5、刷涂后插式元件多的一面向上水平摆放在风干架上待表面固化(用加热的方法使表面固化)。 6、在往PCB表面刷涂三防漆时,所有连接接插器件、插座、开关、散热器(片)、散热区域等(不可涂三 防漆元件见备注)是允许涂刷三防漆的,须使用高温胶纸遮盖保护。如下图1-图6是不可刷涂三防漆元件图示说明。 7、如果希望得到较厚的涂层,可通过涂刷两层较薄的涂层获得(要求在第一层凉干厚才允许涂上第二层)。
三防漆涂覆方法工艺对比 三防漆的几种操作工艺,那种方便,那种又简单快速有效,当然在涂覆之前,都要把板清理干净,下面敏通为大家好好的比较下这几种工艺。 在涂覆三防漆之前的准备: 清洁和烘板,除去潮气和水分。须先将欲涂物件表面的灰尘,潮气和油污除净,以便其充分发挥其保护效能。彻底的清洗可确保腐蚀性的残余物被完全清除,并使三防漆很好地粘着在线路板表面。烘板条件:60°C,10-30分钟,在烘箱中取出后趁热涂敷效果更佳; 1.浸涂法 浸涂法从涂覆工艺初期至今,一直有较广泛的使用,适用于需完全涂覆的场合;就涂覆的效果而言,浸涂方法是最有效的方法之一。 优点:可采取手工或自动化涂布。手工操作简便易行,投资小;材料转移率高,可完全涂覆整个产品而无遮蔽效应;自动化浸涂设备可满足大批量生产的需要。 缺点:涂覆材料容器若是开放式的,随着涂覆次数的增加,会有杂质问题,需定期更换材料并清洁容器,同溶剂按发也需要不断补充;涂层厚度过大而且抽出电路板后会很多材料因滴流而浪费;需要遮盖相应部位;遮盖/去除遮盖需要大量的人力及物力;涂布质量难以控制。到致性差;过多的人工操作可能会对产品造成成不必要的物理性损伤;要点:应以密度计随时监控溶剂的损失,以保证合理的配比;浸入及抽出速度应加以控制。以获得满意的涂覆厚度并可减少气泡等缺陷;应在洁净而且温度/湿度受控的环境下操作。以免影响材料的点结力;应选择无残胶而且防静电的遮盖胶带,如果选择普通胶带,则必须使用去离子风机。 2.刷涂法 此方法是最简单的涂覆方法。通常用于局部的修补和维修,也可用于实验室环境或小批量试制/生产,一般是涂覆质量要求不是很高的场合。 优点:几乎不需设备夹具投资;节省涂覆材料;一般不需要遮盖工序。 缺点:适用范围窄。效率最低;整板刷涂时有遮蔽效应,涂覆一致性差,因人工操作,易出现气泡、有波纹、厚度不均匀等缺陷;需要大量人力。 3.喷涂法 喷涂法是业界最常用的涂敷方法,它有手持式喷枪,自动涂敷设备等多种选择。使用喷雾罐型产品可方便地应用于维修和小规模的生产使用,喷枪适合于大规摸的生产,但是这两
设备生产制造工艺流程图 主要部件制造要求和生产工艺见生产流程图: 1)箱形主梁工艺流程图 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区打磨 锈线线气割 割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊到要弧声光保直部电除渣平求自波拍隔度先焊内杂直动片板用接腔物 焊手 检验装配点焊四条主缝焊接清理校正 内焊装成用Φ清磨修修振腔缝配箱埋HJ431 除光正正动检质下形弧直焊焊拱旁消验量盖主自流渣疤度弯除板梁动反应 焊接力自检打钢印专检待装配 操专质 作检量 者,控 代填制 号写表
2)小车架工艺流和 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区磨 锈线线气割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊 到要弧声光保直部电除渣 平求自波拍隔度先焊内杂 直动片板用接腔物 焊手 检验装配点焊主缝焊接清理校正 内焊清磨修修振应腔缝除光正正动力检质焊焊拱旁消验量渣疤度弯除 自检划线整体加工清理 A表A表 行车行车 适用适用 自检打钢印专检待装配 操专质
作检量 者,控 代填制 号写表 3)车轮组装配工艺流程图 清洗检测润滑装配 煤清轮确尺轴部 油洗孔认寸承位 或轴等各及等加 洗承部种公工润 涤,位规差作滑 剂轴格剂 自检打钢印专检待装配 操 作 者 代 号 4)小车装配工艺流程图 准备清洗检测润滑 场按领煤清轴确尺轴加最注 地技取于油洗及认寸承油后油 清术各或轴孔各及内减 理文件洗承等件公、速件涤齿部规差齿箱 剂轮位格面内 装配自检空载运行检测标识入库 螺手起行噪 钉工升走音 松盘机机震 紧动构构动
PCB 板喷涂三防漆作业标准 文件编号 发行日期 版次 制定 审核 批准 1 / 1 1. 目的:对本公司PCB 板喷涂三防漆作业进行有效控制,确保产品符合质量要求。 2. 范围:本标准适用于本公司PCB 板喷涂三防漆的工艺参数要求和控制。 3. 控制要求: 3.1 喷涂环境要求: 所有涂覆作业应不低于16℃及相对湿度低于30%的条件下进行。如温度过低可采用在烘箱40度加热30分钟后再进行喷涂,最佳使用温度30 o C 。湿度过高也是采用同样方法及同等条件加热。 3.2 PCB 板要求: 所要喷涂的PCB 板需经测试、检验、调试合格,并彻底进行清洁处理干净后进行(焊锡、松香、灰尘、油污、助焊剂及其残渣),不允许涂覆的器件,需提供一种快干易剥遮蔽胶带,保护相关的部件(这些部件包括连接器,IC 插槽,可调电位器、大功率散热器、连接点) 3.3作业人员防护要求: 作业人员需佩戴防溅式护目镜和隔离手套,并佩戴防毒面罩。 4作业流程: 4.1 确认PCB 板防护及清洁已达要求,环境及作业人员防护均已达到要求。 4.2喷涂:使PCB 板喷涂面一定要平放,可使用夹具等工具,使用Plasticote 70三防漆CAC2043进行喷涂,喷口距离目标20--30cm 均匀喷涂,保持涂层轻薄而均匀。保证喷涂面需完全覆盖三防漆,可使喷涂面和目光在一个水平面察看是否完全涂覆。步骤:PCB 板涂刷 喷A 面 表干30分钟 涂刷B 面 室温固化。 4.3在第一遍三防漆完全晾干后(1小时)进行二次喷涂,喷涂步骤参照4.2。 5注意事项: 5.1作业人员一定要佩戴防护装置。 5.2喷涂后没有使用完的三防漆在喷涂完毕后将罐身倒置并按动喷钮,直到只有气体喷出为止以清洁喷射阀门。 5.3 Plasticote 70三防漆CAC2043内含有压力气体,需远离热源和明火;不得刺穿、撞击或焚烧气雾罐。 5.4 Plasticote 70三防漆CAC2043含有轻微的气味,对皮肤和眼睛有轻微刺激性,若不慎溅入眼睛,请立即用大量清水冲洗,如仍有不适须到医院检查;皮肤接触后请立即用肥皂和大量清水冲洗。
1.目的: 规范本公司所有类型PCBA板卡涂覆材料工艺要求、质量要求;确保产品电器性能优良、外表美观、抗热冲击、防霉、防湿,还应具有柔韧性和阻燃性。 2.范围: 适用于我司手工涂覆、自动涂覆、浸涂方式的PCBA工艺制程。 3.权责: 3.1研发部:根据产品可靠性要求选择丙烯酸类(AR)、聚氨脂类(UR)、环氧树脂类(ER)或有机硅胶类(SR) 的涂料,并纳入到BOM中。 3.2工程部:制定和指导涂覆工艺的流程,确保产品涂覆后的可靠性。 3.3品质部:对涂覆产品可靠性评估及监测。 3.4生产部:严格按涂覆工艺控制规范作业,如有不良及时反应到工程、品质。 4.定义: 4.1三防:防霉菌、防湿热、防盐雾。 4.2 5.内容: 5.1涂覆工艺分类: 5.1.1刷涂法:是最简单的涂覆方法。通常用于局部的修补和维修,也可用于简易产品生产,一般是 涂覆质量要求不是很高的产品。 5.1.2浸涂法:从涂覆工艺初期至今,一直有较广泛的使用,适用于产品需完全涂覆。 5.1.3喷涂法:是业界最常用的涂覆方法,又分为机器自动喷涂和手工喷涂两种;是我司运用的涂覆 方法。 5.1.4淋涂法:贮存于高位槽中的三防漆,通过喷嘴或窄缝淋下,呈帘幕状淋在由传送装置带动的被 涂物上,形成均匀涂膜。多余的三防漆则流回容器,通过泵送到高位槽中循环使用。是一种较 少采用的三防漆涂覆方法。 5.2涂覆工艺流程: 我司根据产品难易度,目前采用刷涂法(用于简易产品)和喷涂法(用于涂覆质量要求高的产 品)两种,操作流程为:PCB清洁/烘烤——配置涂覆剂——遮掩——涂覆——检验——烘干(或
自然固化)——检验——修补——转下工序。 5.3操作规范: 5.3.1涂覆前准备: 确认涂覆工艺包括涂覆方式、烘干温度、烘干时间、工具、量具等。 5.3.2PCBA清洁、烘干: 除去潮气和水分,涂覆前必须先将要PCBA板表面的灰尘、潮气和松香除净,使涂料很好地粘着在线路板表面。烘板条件:60°C,30—40分钟,趁热涂覆效果更佳。 5.3.3 涂覆剂调试: 根据《产品工艺要求》选取对应的涂料,按照要求比例配比,如: 产品类别涂料比例涂覆方式 白色家电控制板 DL-518 1:1 刷涂法/喷涂法 小家电、变频类EA1-2577 1:2 喷涂法 员车载变频\ 洗碗机、燃气冰箱 EA1-2577 1:0.5 浸涂法 变频密脚IC 信越3421 单组份喷涂法 如需要配比的双组份涂料,如比例调配后用玻璃棒搅拌2Min,静止5Min后方可使用;不同的涂料所使用的工具一定要区分开,做好相关的标示,严格管控不能混用。 5.3.4 掩蔽: 按作业指导书要求用治具、压敏胶带遮掩印制板上不需涂覆的区域,一般掩蔽区域:(1)非密封性电位器和继电器等元器件;(2)模块两侧及其上不装元器件的导热板;(3)尚未安装紧固件的固定位置;(4)连接器和跳线器;(5)零部件的可调节部分;(6)大功率电阻(2 W 以上)、大功率晶体管等元器件表面(不包括元器件的引线),如金属封装DC/DC和金属封装继电器;(7)其它无防护涂覆要求的部位。 5.3.5 涂覆: 5.3.5.1 手工刷涂 5.3.5.1.1按产品尺寸及板面元件布局正确选择使用毛刷,将涂料倒入容器内,然后用毛刷粘适 当胶液对线路板进行均匀刷涂(采用十字交叉法)。 5.3.5.1.2刷涂面积应比器件所占面积大,以保证全部覆盖器件和焊盘。
印制电路板工艺设计规范 一、目的: 规范印制电路板工艺设计, 满足印制电路板可制造性设计的要求, 为硬件设计人员提供印制电路板工艺设计准则, 为工艺人员审核印制电路板可制造性提供工艺审核准则。 二、范围: 本规范规定了硬件设计人员设计印制电路板时应该遵循的工艺设计要求, 适用于公司设计的所有印制电路板。 三、特殊定义: 印制电路板( PCB, printed circuit board) : 在绝缘基材上, 按预定设计形成印制组件或印制线路或两者结合的导电图形的印制板。 组件面( Component Side) : 安装有主要器件( IC等主要器件) 和大多数元器件的印制电路板一面, 其特征表现为器件复杂, 对印制电路板组装工艺流程有较大影响。一般以顶面( Top) 定义。 焊接面( Solder Side) : 与印制电路板的组件面相对应的另一面, 其特征表现为元器件较为简单。一般以底面( Bottom) 定义。 金属化孔( Plated Through Hole) : 孔壁沉积有金属的孔。主要用于层间导电图形的电气连接。 非金属化孔( Unsupported hole) : 没有用电镀层或其它导电材料涂覆的孔。
引线孔( 组件孔) : 印制电路板上用来将元器件引线电气连接到印制电路板导体上的金属化孔。 通孔: 金属化孔贯穿连接( Hole Through Connection) 的简称。 盲孔( Blind via) : 多层印制电路板外层与内层层间导电图形电气连接的金属化孔。 埋孔(Buried Via): 多层印制电路板内层层间导电图形电气连接的金属化孔。 测试孔: 设计用于印制电路板及印制电路板组件电气性能测试的电气连接孔。 安装孔: 为穿过元器件的机械固定脚, 固定元器件于印制电路板上的孔, 能够是金属化孔, 也能够是非金属化孔, 形状因需要而定。 塞孔: 用阻焊油墨阻塞通孔。 阻焊膜( Solder Mask, Solder Resist) : 用于在焊接过程中及焊接后提供介质和机械屏蔽的一种覆膜。 焊盘( Land, Pad) : 用于电气连接和元器件固定或两者兼备的导电图形。 其它有关印制电路的名词述语和定义参见 GB2036-80《印制电路名词述语和定义》。
随着消费者越来越关注产品的质量及可靠性,电子产品的智能化,轻量化程度越来越高,对PCBA的加工工艺也提出了更高的要求。生态环境的进一步恶化,粉尘,腐蚀气体对PCBA的侵蚀。以前只在军工产品等高规格产品上才使用的三防漆,也逐渐扩大到普通的大家电、小家电、LED灯等产品上。另外,新兴产业的兴起,电动汽车的充电桩,无人机的广泛使用,进一步扩大了三防漆的使用范围。目前,PCBA上涂覆三防漆做防护已经成为了一个大趋势。 三防漆在使用的过程中也暴露出一些问题,或是由于工艺,或是由于产品本身的属性决定的。同方科技工程师舒氧,就常见的一些问题与大家进行探讨。 1气泡:当三防漆出现气泡的情形时,我们先要了解三防漆的类型,三防漆的黏度和厚度,涂覆、固化设备,涂覆的工艺。 溶剂型的三防漆出现大气泡,主要是由于炉温太高?,表层快速结皮,太多的溶剂留在漆膜中,表层之下的溶剂快速挥发导致,或是三防漆黏度过高,厚度过厚,气泡无法迅速释放。出现这种大气泡解决的办法是:优化炉温曲线,降低炉温曲线爬坡坡度;增加固化前流平溶剂挥发量,如增加烘烤前自干的时间;涂覆时减小胶量,如减少重叠涂覆区域。 溶剂型的三防漆出现小气泡,主要出现在压缩空气式漆罐涂覆方式,解决的办法主要考虑降低漆罐的气压,或是更换稀释剂类型,其次考虑固化炉温与固化前流平溶剂挥发量的因数。 UV三防漆出现气泡,UV三防漆大多不含溶剂或含少量溶剂,但是流平挥发仍然很有必要,而且不建议用压缩空气式漆罐和雾化涂覆,建议采用膜泵,以减少空气被压入漆料中,另外,建议加完漆料后静置1小时。 2发白:三防漆涂膜含有水份或其它液体,涂膜颜色比原来较淡白,涂膜呈现白雾状。产生的原因主要有:(1)板材含水率过高,日久水份挥发积留于漆膜中导致发白;(2)环境湿度过高;(3)PCBA表面、容器、三防漆中混有水分;(4)稀释剂挥发太快。解决的办法主要有:(1)板材施工前要经过干燥处理,控制板材的含水率(2)三防漆涂覆不要一次性厚涂;(3)不要在湿度高时施工,如必须可加入适当慢干溶剂(4)PCBA表面要清洁干净,不要沾上水分;(5)三防漆、容器中不要混入水分。
三防漆涂覆机工艺要求 三防漆涂覆机广泛应用于当代电路板涂覆作业,以实现三防效果,即防尘,防潮,防震,那达到如此效果在涂覆时要注意哪些工艺呢,下面由涂覆机沃椿为大家作一下具体的分享: 一、涂覆机操作需求 1.三防工作要在独自的密闭房间进行,操作间一定有杰出的通风设备。 2.操作间制止吸烟、饮食、饮水,工作前不要引证酒精性饮料。 3.操作时要戴好口罩或防毒面具、橡胶手套、化学防护眼镜等防护用
具,避免伤害到身体。 4.工作结束后,要及时清洁用过的器皿,收拾、檫试东西和设备,并将装有三防漆的容器盖盖严。 5.工作场所应清洁无尘,无粉尘飞扬,并制止无关人员进入。 6.东西和设备要充分接地,并做好静电防护办法。 7.操作时不要将PCBA堆叠放置;PCB板要水平放置。 8.每批次质料在运用前,应做小样固化实验(3——5PCS)。 二、涂覆机涂覆质量需求 1.PCB外表不能有流漆、滴漏表象,不行有半润湿表象。* 2.三防漆层应平坦、亮光,薄厚均匀,将焊盘、贴式元件或导体外表保护好。 3.漆层外表不能有桔皮形、气泡、波纹表象。 4.不需要防护的器材或元件上不需刷涂三防漆。 5.三防后的印制板应洁净、整齐,没有元器材损害表象。 6.板面和元器材上没有污物、手印、波纹、缩孔、尘埃等缺点和外来物,无粉化、无起皮表象。
涂覆机表面涂覆要求 三、涂覆机不行涂覆三防漆的元件: 1.大功率带散热面或散热器元件、功率电阻、功率二极管、水泥电阻。 2.拨码开关、可调电阻、蜂鸣器、电池座、稳妥座(管)、IC座、轻触开关。 3.一切类型插座、排针、接线端子及DB头。 4.插式或贴式发光二极管、数码管。 5.其他由图纸规则的不行运用绝缘漆的有些及器材。 6.PCBA板卡的螺丝孔不能刷涂三防漆。 涂覆机涂覆要避免的区域
PCB(印刷电路板)制造过程和工艺详解 https://www.doczj.com/doc/319020096.html,资源共享 pcb(印刷电路板)的原料是玻璃纤维,这种材料我们在日常生活中出处可见,比如防火布、防火毡的核心就是玻璃纤维,玻璃纤维很容易和树脂相结合,我们把结构紧密、强度高的玻纤布浸入树脂中,硬化就得到了隔热绝缘、不易弯曲的pcb基板了--如果把pcb 板折断,边缘是发白分层,足以证明材质为树脂玻纤。 光是绝缘板我们不可能传递电信号,于是需要在表面覆铜。所以我们把pcb板也称之为覆铜基板。在工厂里,常见覆铜基板的代号是fr-4,这个在各家板卡厂商里面一般没有区别,所以我们可以认为大家都处于同一起跑线上,当然,如果是高频板卡,最好用成本较高的覆铜箔聚四氟乙烯玻璃布层压板。 覆铜工艺很简单,一般可以用压延与电解的办法制造,所谓压延就是将高纯度(>9 9.98%)的铜用碾压法贴在pcb基板上--因为环氧树脂与铜箔有极好的粘合性,铜箔的附着强度和工作温度较高,可以在260℃的熔锡中浸焊而无起泡。 这个过程颇像擀饺子皮,最薄可以小于1mil(工业单位:密耳,即千分之一英寸,相当于0.0254mm)。如果饺子皮这么薄的话,下锅肯定漏馅!所谓电解铜这个在初中化学已经学过,cuso4电解液能不断制造一层层的"铜箔",这样容易控制厚度,时间越长铜箔越厚!通常厂里对铜箔的厚度有很严格的要求,一般在0.3mil和3mil之间,有专用的铜箔厚度测试仪检验其品质。像古老的收音机和业余爱好者用的pcb上覆铜特别厚,比起电脑板卡工厂里品质差了很远。 控制铜箔的薄度主要是基于两个理由:一个是均匀的铜箔可以有非常均匀的电阻温度系数,介电常数低,这样能让信号传输损失更小,这和电容要求不同,电容要求介电常数高,这样才能在有限体积下容纳更高的容量,电阻为什么比电容个头要小,归根结底是介电常数高啊! 其次,薄铜箔通过大电流情况下温升较小,这对于散热和元件寿命都是有很大好处的,数字集成电路中铜线宽度最好小于0.3cm也是这个道理。制作精良的pcb成品板非常均匀,光泽柔和(因为表面刷上阻焊剂),这个用肉眼能看出来,但要光看覆铜基板能看出好坏的人却不多,除非你是厂里经验丰富的品检。
三防漆使用过程中常见问题与解决办法 随着消费者越来越关注产品的质量及可靠性,电子产品的智能化,轻量化程度越来越高,对PCBA的加工工艺也提出了更高的要求。生态环境的进一步恶化,粉尘,腐蚀气体对PCBA的侵蚀。以前只在军工产品等高规格产品上才使用的三防漆,也逐渐扩大到普通的大家电、小家电、LED灯等产品上。另外,新兴产业的兴起,电动汽车的充电桩,无人机的广泛使用,进一步扩大了三防漆的使用范围。目前,PCBA上涂覆三防漆做防护已经成为了一个大趋势。 三防漆在使用的过程中也暴露出一些问题,或是由于工艺,或是由于产品本身的属性决定的。同方科技工程师舒氧,就常见的一些问题与大家进行探讨。 1气泡:当三防漆出现气泡的情形时,我们先要了解三防漆的类型,三防漆的黏度和厚度,涂覆、固化设备,涂覆的工艺。 溶剂型的三防漆出现大气泡,主要是由于炉温太高?,表层快速结皮,太多的溶剂留在漆膜中,表层之下的溶剂快速挥发导致,或是三防漆黏度过高,厚度过厚,气泡无法迅速释放。出现这种大气泡解决的办法是:优化炉温曲线,降低炉温曲线爬坡坡度;增加固化前流平溶剂挥发量,如增加烘烤前自干的时间;涂覆时减小胶量,如减少重叠涂覆区域。 溶剂型的三防漆出现小气泡,主要出现在压缩空气式漆罐涂覆方式,解决的办法主要考虑降低漆罐的气压,或是更换稀释剂类型,其次考虑固化炉温与固化前流平溶剂挥发量的因数。 UV三防漆出现气泡,UV三防漆大多不含溶剂或含少量溶剂,但是流平挥发仍然很有必要,而且不建议用压缩空气式漆罐和雾化涂覆,建议采用膜泵,以减少空气被压入漆料中,另外,建议加完漆料后静置1小时。
2发白:三防漆涂膜含有水份或其它液体,涂膜颜色比原来较淡白,涂膜呈现白雾状。产生的原因主要有:(1)板材含水率过高,日久水份挥发积留于漆膜中导致发白;(2)环境湿度过高;(3)PCBA表面、容器、三防漆中混有水分;(4)稀释剂挥发太快。解决的办法主要有:(1)板材施工前要经过干燥处理,控制板材的含水率(2)三防漆涂覆不要一次性厚涂;(3)不要在湿度高时施工,如必须可加入适当慢干溶剂(4)PCBA表面要清洁干净,不要沾上水分;(5)三防漆、容器中不要混入水分。 3分层:三防漆出现分层的现象,主要出现在元器件和阻焊层上。在整个PCBA的生产流程中,涂覆三防漆是最后一个工序,大多数需要涂覆三防漆的PCBA都是不清洗的,板上会有很多化学残留,比如阻焊剂成分里含有添加剂,用来改善表面质量(如美化修饰、增加耐磨性、增加润湿性等等),这些添加剂会对三防漆涂层产生兼容性影响。主要的办法是考虑清洁板子,减小膜厚。至于移除保护时造成的分层,是由于三防漆附着力较差,建议涂层达到指触干燥时(涂层仍柔软)去除保护。
三防漆通用工艺规范要求说明书
操作规范 一、内容及适用范围: 本操作规程规定了本公司所有类型PCBA板卡刷涂三防漆的操作规范、工艺要求和质量要求。 二、使用材料、工具 三防漆、装漆盒、橡胶手套、口罩或防毒面具、毛刷、防焊胶、镊子、通风设备、晾干架、烤箱 三、技术要求 1.刷三防漆保护须在PCBA组装前经测试、检验合格并彻底清洁干净后进行。 2.使用的毛刷要保持清洁,禁止再用于其他作业;毛刷涂漆时要注意不要滴漏到不需涂漆的部分;使用后的毛刷要用稀料等清洗干净。 3. 涂覆层要透明,并且均匀覆盖PCB板和元件,色泽和稠度均匀一致。 4.工艺步骤为:涂刷A面→表干→涂刷B面→室温固化 5.喷涂厚度:喷涂厚度为:0.1mm—0.3mm 6. 所有涂覆作业应不低于16℃及相对湿度低于75%的条件下进行。PCB作为复合材料会吸潮,如不去潮,三防漆不能充分起保护作用,预干、真空干燥可去除大部分湿气。 四、刷涂三防漆工艺要求: 1.清洁和烘板,除去潮气和水分。刷涂前必须先将要刷涂PCBA板表面的灰尘、潮气和松香除净,使三防漆很好地粘着在线路板表面。烘板条件:60°C,30—40分钟,在烘箱中取出后趁热涂敷效果更佳。 2.按产品尺寸及板面元件布局正确选择使用毛刷,将三防漆倒入容器内,然后用毛刷粘适当胶液对线路板进行均匀刷涂。 3.刷涂面积应比器件所占面积大,以保证全部覆盖器件和焊盘。 4.刷涂时PCBA板尽量平放,刷涂后不应有滴露,刷涂应平整,也不能有裸露的部分,刷涂厚度在0.1-0.3mm之间为宜。 5.刷涂后插式元件多的一面向上水平摆放在风干架上表干固化(用加热的方法可使涂层加速固化)。 6.在往PCB上涂三防漆时,所有连接接插器件、插座、开关、散热器(片)、散热区域等(不可涂三防漆元器件见备注)是不允许刷涂三防漆的,在涂刷时需使用防焊胶遮盖保护。如下图1—图6是不可刷涂三防漆元件图示说明。 7.如果希望得到较厚的涂层,可通过涂两层较薄的涂层来获得(要求必须在第一层完全晾干后才允许涂上第二层)。 图1红色方框内元件不能刷涂三防漆图2红色方框内元件不能刷涂三防漆 操作规范
印刷工艺种类及流程 一、胶印 现代印刷技术已经完全不是古代四大发明里所指的那种印刷原理,历史书所指的印刷技术——活字印刷术,就和私人印章原理一样。 现代印刷技术的发展,延伸出了多种不同的技术,按工艺原理的不同,大致可分为五大类:胶印、丝印、凹印、凸印以及特种印刷。 一、胶印,即胶版印刷,胶印是我国目前最主流的印刷方式,也称平版印刷,也就是说这种工艺采用的印版是平的,其印刷原理是利用水油不相容的特性。它的工艺流程是,将图案晒版到PS版,PS版有个特点——有图案部分不亲水亲油,无图案部分亲水不亲油,这样油墨就可以转移到PS版上的图文部分,然后再转移到橡皮布上,最后由橡皮布转移到承印物上。胶印承印物以纸、PVC塑料片为主。 1、胶印流程图: 电脑制版——输出菲林——晒ps版——印刷(ps版—橡皮布—承印物)如果采用CTP直接制版机,就可以省去菲林,最近两三年来,随着CTP板材价格下降,CTP机普及很快 2、胶印设备:(左下图为平版胶印机,右下图为轮转胶印机) 3、主流产品:
二、丝印 丝印是最简易的印刷方式,属于孔版印刷,其印刷原理是使油墨通过网纱渗透到承相物上。基本工艺流程是,将输出图案晒到丝印网版,因为网版涂有感光胶,有图案部分感光胶被冲洗可渗漏油墨,无图案部分感光胶固化不再渗漏油墨,印刷时,将网版直接按放在承印物上,用刮刀将油墨刮在网版的上方,使油墨通过网版渗漏到承印物上。丝印的特点是工艺简单,甚至可以手工印刷,成本低,但因为印刷出来的油墨很厚,色彩叠加效果差,主要以印制色块化的图案为主。也有半自动和全自动的丝印设备。最大优势是承印物不受材料与形状限制,包括布料、金属、玻璃、木材、无纺布等,形状也可以圆柱、圆桶、曲面等各种形式。 丝印技术也广泛应用于胶印产品后道加工,比如UV、磨砂等工艺。 1、丝印流程图: 电脑制版——输出菲林——晒网版——印刷(网版—承印物) 2、胶印设备:(图为半自动丝印机)