激光测距仪操作规 程
1.使用方法触按电源开关,接通电源,“电源、测试指示灯”为绿色。触按档位选择开关,选择适合的档位。 2.将仪表测量端子的两个电流输出端子用两根测试线接到被测导体的两个端子,两个电压输入端子也接到被测导体的两个端子。 3. 如图所示,电压端子应位于电流端子的内侧,并尽量靠近被测试品,以减少引线电阻引入的误差。 4.接线完毕后,触按一下 TESTE 键,“电源、测试指示灯”为红色,显示屏显示的值即为测得的电阻值。 5.当被测导体开路或阻值大于选定量程时, 显示屏首位显示“1”,后三位数字熄灭。 6.注意事项 a)本仪表使用6 节1.5V(LR6,AA)电池供电。当显示屏出现欠压符号“”时,请更换电池,以保障得到正确的试值。换下的旧电池请勿乱扔,以免造成污染。B)仪器应避免受潮、雨淋、跌落、暴晒等。
1.目的: 建立超声波测厚仪标准操作规程。 2.适用范围: 试验室所有检验人员执行本规程,部门领导监督,检查本规程的执行。 一、操作规程 1、机器校准 仪器壳下方有一个厚度为4mm的试块,按“菜单”键进入菜单,经过“上下”箭头选择“声速”,在选择“声速设置”,把声速设置为5920m/s,并在试块上涂抹耦合剂,把探头放在试块中央轻轻压紧,按一下“下箭头”,能够看到仪器显示试块厚度为4.000mm,如果试块厚度测试值不为4.000mm请在进行校准,直到试块测量厚度为 4.000mm。仪器校准完成后即能够正常测量了。 2、测试块准备 准备50mm的测试医用消毒超声耦合剂样品三份,以备测试。 3、声速测试 将探头与已准备好的测试样品耦合,确保探头不晃动并耦合良好,此时能够看到显示屏上耦合标志。选择声速测试界面,输
塑料熔融指数测试仪操作说明书 熔体流动速率仪 目录 1概述. 4 2主要技术参数及工作条件. 4 主要技术参数. 4 挤压出料部分. 4 试验负荷. 4 温度控制. 4 外形尺寸. 5 工作条件. 5 3原理与结构. 5 主要原理. 5 仪器结构. 5 测试系统. 5 控制系统. 6 自动切割装置. 6 负荷装置. 6 4前期准备与参数选择. 6 仪器放置. 6 试样准备. 7 试验条件选择. 7
切割时间选择. 8 5按键功能. 8 【升温】键. 8 【试验】键. 8 【切割】键. 9 【设定】键. 9 【计算】键. 9 【查阅】键. 9 【删除】键. 9 【打印】键. 9 【增加/上移】键. 9 【减小/下移】键. 9 【停止/返回】键. 9 【确认】键. 10 6仪器使用方法. 10 试验准备. 10 开机. 10 设定试验参数. 10 测试方法. 11 升温. 11 试验. 11 称重计算. 11 试验结果查询和打印. 12 7仪器校正. 12 8注意事项. 13
1 概述 QL-400B型熔体流动速率仪是按照《GB/T 3682-2000 热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》、《ISO1133-2005 Plastics-Determination of the melt mass-flow rate(MFR) and the meltvolume-flow rate(MVR)》等标准设计制造的用于测定热塑性塑料熔体流动速率的仪器。具有测量熔体质量流动速率功能;具有自动切料装置;带有微型打印机打印输出熔体质量流动速率测试结果;带有FLASH存储器,可存储20份质量法测试结果并可随时查阅和打印。 该仪器结构简单、使用方便、测量准确、性能稳定可靠。此仪器不仅适用于熔融温度较高的聚碳酸脂、氟塑料、尼龙等工程塑料的测试,也适用于聚乙烯、聚丙烯、聚苯乙烯、ABS树脂等熔融温度较低的塑料测试,因此被广泛用于塑料生产、塑料制品、石油化工等行业以及有关的大专院校、科研单位、商检部门。 2 主要技术参数及工作条件 主要技术参数:KW-400B 挤压出料部分 ?出料口直径:Φ±毫米 ?出料口长度:±毫米
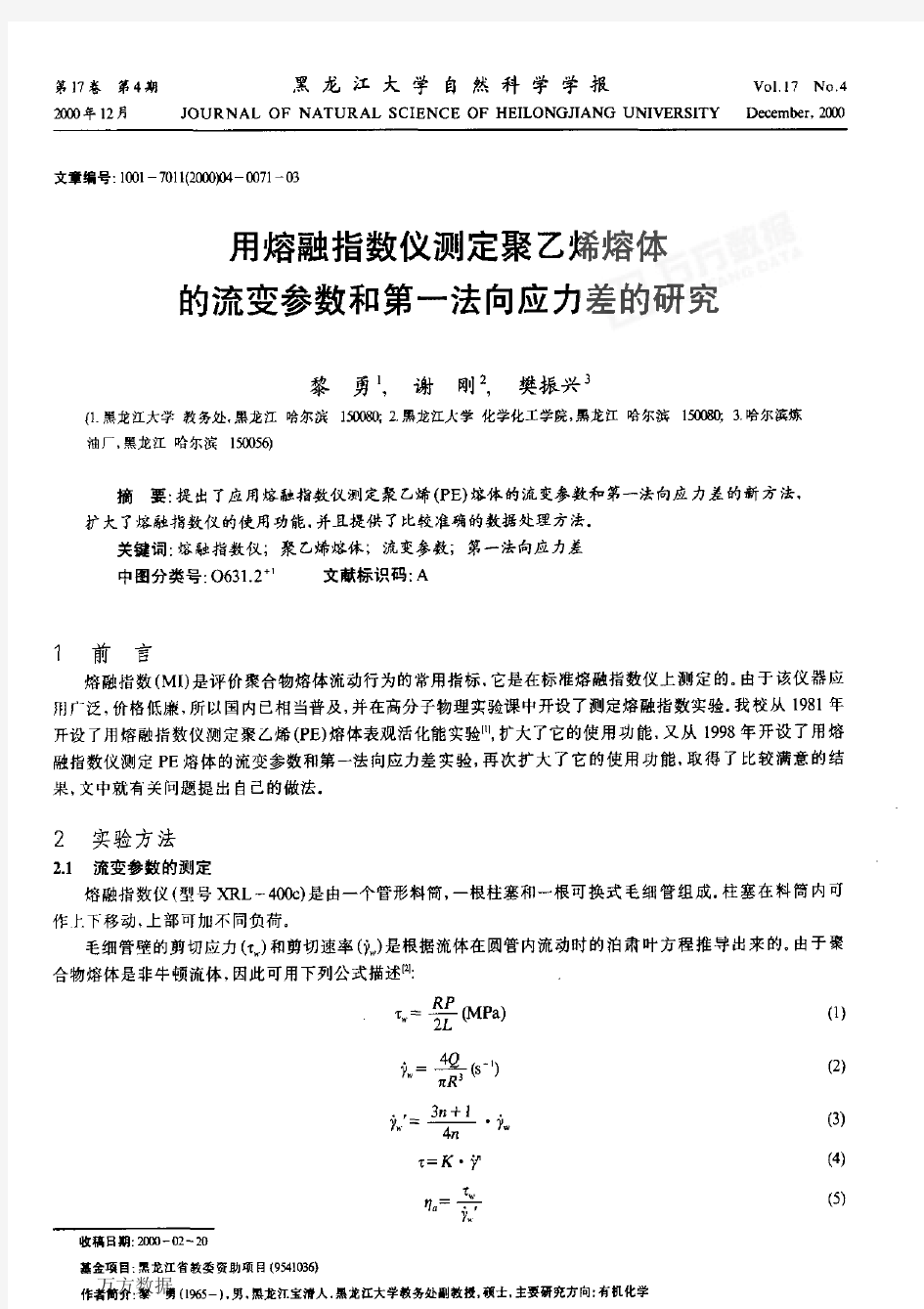
塑料的熔融指数测定 熔融指数的定义是热塑性树脂试样在一定温度、恒定压力下,熔体在10min 内流经标准毛细管的质量值,单位是 g /10min,通常用MI来表示熔融指数。 一、实验目的 1) 掌握XRZ-400-1型熔融指数测试仪的使用方法。 2) 了解熔融指数的意义及与塑料加工性能之间的关系。 二、实验原理: 线性高聚物在一定温度与压力的作用下具有流动性,这是高聚物加工成型的依据,如许多塑料可以压模、吹塑、注射等进行加工成型,合成纤维可以进行熔融纺丝,因此高聚物的流动性的好坏是成型加工时必须考虑的一个很重要的因素。流动性好的高聚物在成型加工时温度可以选得低一些,或者是外力可以选得小一点。相反对流动性差得高聚物成型加工的温度应该高一些,或者是外力应该大一点。 衡量高聚物流动性好坏的指标有多种,如熔融指数,表观粘度、流动度,这里只介绍熔融指数。 熔融指数是在标准的熔融指数仪中测定的。先把一定量高聚物放入按规定温度的料筒中,使之全部熔融,然后在按规定的负荷下它从固定直径的小孔中流出来,并规定用10分钟内流出来的高聚物的重量克数作为它的熔融指数。在相同条件下(同一种聚合物、同温度、同负荷),熔融指数越大,说明它的流动性越好,相反熔融指数越小,则流动性越差。 不同用途和不同的加工方法,对高聚物的熔融指数有不同的要求,一般情况下注射成型用的高聚物熔融指数较高。但是通常测定的【MI】不能说明注射或挤出成型的聚合物的实际流动性能,因为在荷重2160克的条件下,熔体的剪切速率约10-2~10秒-1范围,属于低剪切速率下流动远比注射或挤出成型加工中通常的剪切速率(102~104秒-1)范围为低。由于熔融指数测定仪具有简单,方法简便的优点,用【MI】能方便的表示聚合物流动性的高低,所以对于成型加工中材料的选择和使用性有参考的使用价值。 三、实验设备及试样: 设备:XRZ-400-1型熔融指数测试仪(附示意图); 该仪器由试料挤出系统河加热控制系统两个部分组成。试料挤出系统包括砝码、料筒、压料杆、毛细管组成。加热控制系统炉体、控温定值电桥、相敏放大器。可控硅及触发电路组成。 熔融指数测试仪结构图 试样:聚丙烯粒料。 四、实验步骤: 1、合闸、开启电源,指示灯亮,表示仪器通电,电流表给出加热炉的电流, 说明炉子在加热。
美国LaserCraft高精度激光测距仪-Contour XLRic型,这款激光测距仪是高精度和远量程的结合体,是目前市场性能最好的一款手持激光测量系统。它能成功地在保持良好精度的前提下测量以下目标到前所未有的距离:175米到电力线,400米到电线杆,800米到建筑物。同时,它是一款坚固防水的仪器,遇到下雨,下雪,大雾或沙尘暴天气时,您只把工作模式选择到“坏天气”模式,您的工作就不会受到任何影响。在坏天气下使用它,就如同在好天气下使用一样方便,好用。如果装配了三脚架,它就可以用来进行更远距离的精确测量和进行精密的倾斜测量。 Contour XLR采用最新激光技术,小巧、轻便、使用方便,可准确测量目标距离。有恶劣天气工作模式保证仪器在仪器在雨、雪、雾、沙尘暴天气条件下仍可可靠工作。仪器配备HUD显示器,可边瞄准边测量。是建筑结构规划等通用距离测量的得力仪器。最大测量距离1850米,精度0.1米。 Contour XLRi具有XLR系列的全部特点,同时增加360度倾角传感器。有六种工作模式,分别是距离、角度、水平距离、垂直距离、二点高度、三点高度。有串行口,可通过计算机或数据记录器记录数据。典型应用:矿山地形测量、森林资源调查、倾斜测量、高度测量、水平杆测量、塔高测量。 Contour XLRic将XLRi和GPS以及数据采集器结合起来,可测量不易达到目标的参数。内置软件可计算树高、倾斜、面积、周长、不见线的长度、水平距离等。XLRic内部有数字罗盘和倾角传感器,是测绘的得力仪器。
ContourMAX最大测量距离达到3000米,重仅1.6公斤,首/末目标可选,门控能力、恶劣天气模式、手持/平台安装可选。典型应用:火灾控制系统、遥测、GPS偏移测、航空测量等。和Contour 系列手持激光测量系统中的Contour XLRi比较起来,Contour XLR ic在内部又集成了一个高精度磁通量数字罗盘。配合高精度磁通量数字罗盘,XLR ic在功能就比XLR和XLRi多了不少。有了Contour XLRic,您就可以把它和您的GPS系统连接起来,去测量那些无法到达或不容易到达的地方的坐标信息,省时又省钱。或者您也可以使用它内置的软件计算:树高,倾斜度,面积,周长,空间线段的长度,水平距离,高差等等数据。由于Contour XLRic配置了数字罗盘和倾斜角度测量仪,所以它完全可以被看作是一个手持式全站仪,可以协助您进行测绘和测量工作。一级人眼安全的激光测距仪精确地向您报告以下测量数据:距离,方位,倾斜角。技术特点-测量距离到: 1850米;-测量精度达到:10厘米;-倾斜角度测量;-方位角测量;-周长测量;-面积测量;-电力线高度和垂度测量;- 3D空间尺寸测量;-连接GPS工作;-高度测量功能;-“点到点”斜距测量;-水平距离测量和垂直距离测量;-独特的坏天气模式:一般的测距仪在天气不好的情况下,测量的距离往往会大大缩短,甚至无法工作。Contour系列激光测距仪的“坏天气模式”消除了这种现象。当天气情况不好的时候,比如:多云,大雾,扬尘,潮湿等,启动该模式,测量起来就和好天气时测量一样轻松快速!工作模式(详细功能)模式一标准测量模式:该模式测量仪
基本概念 1定义 熔体流动速率是指热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量, 单位为g/10min. 1.2 影响试验结果的因素 a.负荷:加大负荷将使流动速率增加; b.温度:在试样允许的前提下,升高温度将使流动速率增加,如果料筒内的温度分布不均匀, 将给流动速率的测试带来很明显的不确定因素; c.关键零件(口模内孔、料筒、活塞杆)的机械制造尺寸精度误差使测试数据大大偏离。粗糙度达不到要求,也将使测试数据偏小。 2.意义 熔体流动速率表征了热塑性聚合物的熔体的流动性能,通过对它的测量可以了解聚 合物的分 子量及其分布、交联程度,以及加工性能等等。 熔体流动速率试验的技术要求 由于温度、负荷、机械零件的任何一项偏差,都会导致试验结果的不正确,因此,为了保证 试验结果的正确性,必须对这些参数很具体地确定下来。 1. 温度 由于在本试验中,唯有温度是动态参数,对试验的结果影响也很大,因此对温度的技术参数 规定得很细致。有的厂家生产的各种仪器(还有如恒温槽,维卡软化点,等等)凡有温度指标的,均标上“温控精度”这一项,其实是对用户提供了一个貌似高精度而实则是没有实际意义的指标。 1.1 温度数显准确度。
准确度,这里指数显值与标准温度计之间的差值。一般来说,只要温控系统具有长期的稳定性和微小的波动,准确度都是可以通过校正来消除误差的。通常(按国家标准,下同)要求在0.5℃内。 1.2 温度波动 温度波动,指料筒内不论加料与否、温度稳定后的温度波动情况,这表征了设备的温度控制能力。 1.3 温度长时间稳定性 指料筒内不论加料与否,在经过一段长时间,如4h后,温度变化的数值,它表征了温度控制系统抗环境温度变化、抗电源电压变化的能力,以及自身电子系统的漂移。通常要求不超过1℃。 1.4 温度分布 特指料筒内口模上端起50mm长度范围内的温度梯度,反映了料筒内温度的均匀性。通常要求在温度高端不超过±1.5℃,低端不超过±1℃。 2.负荷 根据测试标准,要求负荷的误差在0.5%以内。 3.机械制造精度 a. 口模。口模的毛细管内孔要求相当严格,有二种规格: 内径d1=2.095mm±0.005mm,粗糙度0.25 内径d2=1.180mm±0.010mm,粗糙度0.25 b. 料筒。料筒内孔要求达到d=9.55mm±0.025mm,粗糙度0.25级,维氏硬度600; c.活塞杆。测量头部要求与料筒内孔有合适的间隙配合,粗糙度0.25级,维氏硬度 500。 这里要提及的是,在活塞杆上有多根刻线,在料筒内加料后,活塞杆插入料筒,这时刻线都暴露在上面,料筒内近底部的熔体由于存在气泡等原因是不采用的,要等到活塞杆下移后达到第一根刻线,才进入有效范围,至最上面刻线为止,多余部分也属无效。至于多根刻线,是根据不同国家制定的要求而作的标志。
熔融指数 熔融指数(Melting Index): 融熔指数测定仪图 热塑性塑料在一定温度和压力下,熔体在十分钟内通过标准毛细管的重量值,以(g/10min)来表示。 熔融指数是聚合物加工中表征材料可加工性的一个重要指标,在工业上常采用它来表示熔体黏度的相对值:流动性好,MI大;流动性差,MI小。(注:MI是melt index) 是一项反映熔体流动特性及分子量大小的指标。热塑性树脂在温度为190℃,时间为10分钟,负荷为2160克时,通过直径为0.2厘米(0.825英寸)的流变仪小口时以克计的熔体通过量。工业上常用该值以区分不同牌号的聚乙烯树脂,亦用该值来估价丙烯酸类、ABS、聚苯乙烯、聚酰胺等树脂。一般来说,MI值越低,树脂的分子量越高。聚乙烯树脂的熔融指数通常在0.1-20左右。 熔融指数测试 熔融指数测试,是通过熔融指数测试仪器,根据测试标准(标准包括方法)的要求,对热塑性塑料进行加热和施加负荷,从而测量材料熔体在10分钟内从规定直径的口模中流出的质量。 目录
目的 测试在规定的温度和负荷条件下测定热塑性塑料熔体质量流速率MFR的方法。 范围 适用于一般热塑性塑料的熔体质量流动速率测定,但不适用于流变行为受水解、缩聚或交联影响的热塑性塑料。 样品要求 1.可为任何形状,如粒料或碎片,只需能顺利装入料筒。 2 试验前按试样的规定进行状态调节,必要时进行稳定化处理和干燥。 结果计算 MFR的计算 θ——试验温度,单位℃ mnom——标称负荷,单位kg m——切段的平均质量,单位g tref——参比时间(10min),单位s(600s) t——切段的时间间隔,单位s 注意:SGS材料实验室在ASTM D1238-04 MFR的测试结果取三位有效数字,在ISO 1133:2005 & GB/T 3682-2000 MFR的测试结果取两位有效数字。但其他材料实验室或在测试者有特殊要求的情况下,可以有不同的结果精度。
激光测距仪激光测距基本原理 激光测距是光波测距中的一种测距方式,如果光以速度c在空气中传播在A、B两点间往返一次所需时间为t,则A、B两点间距离D可用下列表示。 D=ct/2 式中:D——测站点A、B两点间距离;c——光在大气中传播的速度;t——光往返A、B 一次所需的时间。 由上式可知,要测量A、B距离实际上是要测量光传播的时间t,根据测量时间方法的不同,激光测距仪通常可分为脉冲式和相位式两种测量形式。 相位式激光测距仪 相位式激光测距仪是用无线电波段的频率,对激光束进行幅度调制并测定调制光往返测线一次所产生的相位延迟,再根据调制光的波长,换算此相位延迟所代表的距离。即用间接方法测定出光经往返测线所需的时间。 相位式激光测距仪一般应用在精密测距中。由于其精度高,一般为毫米级,为了有效的反射信号,并使测定的目标限制在与仪器精度相称的某一特定点上,对这种测距仪都配置了被称为合作目标的反射镜。 若调制光角频率为ω,在待测量距离D上往返一次产生的相位延迟为φ,则对应时间t 可表示为: t=φ/ω 将此关系代入(3-6)式距离D可表示为 D=1/2 ct=1/2 c·φ/ω=c/(4πf) (Nπ+Δφ) =c/4f (N+ΔN)=U(N+) 式中:φ——信号往返测线一次产生的总的相位延迟。 ω——调制信号的角频率,ω=2πf。 U——单位长度,数值等于1/4调制波长 N——测线所包含调制半波长个数。 Δφ——信号往返测线一次产生相位延迟不足π部分。 ΔN——测线所包含调制波不足半波长的小数部分。 ΔN=φ/ω
在给定调制和标准大气条件下,频率c/(4πf)是一个常数,此时距离的测量变成了测线所包含半波长个数的测量和不足半波长的小数部分的测量即测N或φ,由于近代精密机械加工技术和无线电测相技术的发展,已使φ的测量达到很高的精度。 为了测得不足π的相角φ,可以通过不同的方法来进行测量,通常应用最多的是延迟测相和数字测相,目前短程激光测距仪均采用数字测相原理来求得φ。 由上所述一般情况下相位式激光测距仪使用连续发射带调制信号的激光束,为了获得测距高精度还需配置合作目标,而目前推出的手持式激光测距仪是脉冲式激光测距仪中又一新型测距仪,它不仅体积小、重量轻,还采用数字测相脉冲展宽细分技术,无需合作目标即可达到毫米级精度,测程已经超过100m,且能快速准确地直接显示距离。是短程精度精密工程测量、房屋建筑面积测量中最新型的长度计量标准器具。
塑料的熔融指数测定 Prepared on 22 November 2020
塑料的熔融指数测定熔融指数的定义是热塑性树脂试样在一定温度、恒定压力下,熔体在10min内流经标准毛细管的质量值,单位是g /10min,通常用MI来表示熔融指数。 一、实验目的 1) 掌握XRZ-400-1型熔融指数测试仪的使用方法。 2) 了解熔融指数的意义及与塑料加工性能之间的关系。 二、实验原理: 线性高聚物在一定温度与压力的作用下具有流动性,这是高聚物加工成型的依据,如许多塑料可以压模、吹塑、注射等进行加工成型,合成纤维可以进行熔融纺丝,因此高聚物的流动性的好坏是成型加工时必须考虑的一个很重要的因素。流动性好的高聚物在成型加工时温度可以选得低一些,或者是外力可以选得小一点。相反对流动性差得高聚物成型加工的温度应该高一些,或者是外力应该大一点。 衡量高聚物流动性好坏的指标有多种,如熔融指数,表观粘度、流动度,这里只介绍熔融指数。 熔融指数是在标准的熔融指数仪中测定的。先把一定量高聚物放入按规定温度的料筒中,使之全部熔融,然后在按规定的负荷下它从固定直径的小孔中流出来,并规定用10分钟内流出来的高聚物的重量克数作为它的熔融指数。在相同条件下(同一种聚合物、同温度、同负荷),熔融指数越大,说明它的流动性越好,相反熔融指数越小,则流动性越差。 不同用途和不同的加工方法,对高聚物的熔融指数有不同的要求,一般情况下注射成型用的高聚物熔融指数较高。但是通常测定的【MI】不能说明注射或挤出成型的聚合物的实际流动性能,因为在荷重2160克的条件下,熔体的剪切速率约10-2~10秒-1范
,程序中设定条件和参数随塑胶种类的不同而需作相应的设定,设定方法如下:Put the piston rod and the die into the barrel, switch on and press the power button to start apparatus ( Figure 2), procedures set of conditions and parameters with the
2. Select " set interface", enter test parameter settings 图3 Test parameter setting and confirmation, press "back" button to return to main menu page ( Figure 4); 3. Select the button, test parameters.
In the main menu page select " interface" ( Figure 5) after direct press the "start" button start heating, heating temperature on a panel display ( Figure 6); 3.2.2 装料feed charge 待实际温度稳定在设定温度值之后(恒温15分钟后),带上手套(防止烫伤)取出活塞杆,将事先准备好的试样/产品用料斗和装料杆逐次装入并压实在料筒中,全过程要在3.2.3 预热Preheating 依预热时间240秒(4分钟In accordance with the preheating time of 240 seconds (4 minutes ) is preheated ( Figure 9). 3.2.4 切料Blanking 图5 Put the piston rod back into the barrel (8); and the beginning of preheating time 240 seconds ( Figure 9); 图6
激光测距仪使用和测距仪偏移测量操 作流程
测距仪偏移测量操作流程 一 测距仪的设置, 打开主菜单, 选中SERDATA, 按回车键, 进入 ; 选中LOG , 按回车键, 进入 ; 选中以后, 按回车键来确认设置。 系统会自动回到主菜单, 再进入 SERDATA, 选中D-XMT, 按回车键, 进入; 选择AUTO, 按回车键, 确认输出设置; 系统会自动回到主菜单, 再进入 SERDATA, 选中BAUD, 按回车键, 进入; 波特率设置以后, 按回车键, 确定。 总结, 在进行Contour XRLic 激光测距仪与Trimble GEO CE
的连接时, 测距仪需进行: 1.连接仪器的设置 2.数据传输的设置 3.波特率的设置 二 GPS的设置: 在GEO CE 上打开TerraSync , 进入安装菜单, 在屏幕的右下角, 点击外部传感器, 在激光前的方框中选中, 点击属性, 在激光属性的菜单里, 进行端口和波特率( 此处的波特率一定与激光测距仪的波特率一致, 才能进行两者的连接) 的设置, 设置好以后, 点击确定, 保存设置。
三偏移观测具体操作 在数据采集过程中, 在选项的下拉菜单中, 点击偏移, 1、选中距离—方位, 点击下一步, 进入下面菜单
在手持机记录了一定的数据后, 使用激光测距仪瞄准要测的偏移的点, 使测量模式处于标准测量模式下, 待稳定以后, 按下”Trigger”测量键, 直到数据显示, 再松开。 则GPS所在点与要测的偏移点的位置关系就在TerraSync屏幕上显示了, 只需在GPS采集够数据, 点击确定, GPS就记录下了我们想得到的偏移的那个点了。
MI-ROBO 89.07Meltindex Testing The next generation of the Fully Automated Melt Indexer which meets the standards ISO 1133, ASTM D 1238, BS 2782 and NF 51-016to measure pellets, powders and similar material pro ? les. Achievable Precision / Reproducibility: Target value reference material: 7.63 Tolerance: +/- 0.2 Tolerance MI-ROBO: +/- 0.1 Standard deviation: < 0.04 (number of 50 tests) MI-ROBO in Standard Design All standard or customized weight combinations possible Well proven technology, less maintenance efforts Optimized cleaning procedure for test piston and test barrel Precise manufacturing for reliable operation Compact design for a minimum on room space Cleaning unit placed in user friendly position, easy to clean and maintain The nex which m ISO to meas Achieva MI-ROBO in Standard Design
激光测距及在军事上的应用 光子学中心袁建伟 摘要:本文简要介绍了脉冲激光测距原理及常见的激光测距光源,并对它们在军事上的应用作了相应的介绍。 关键词:激光测距,激光光源, 军事应用 1 引言 激光测距是激光在军事上应用最早和最成熟的技术。自1960年第一台激光器--红宝石激光器发明以来,便有人开始进行激光测距的研究。和微波测距等其它方法相比,激光测距具有更好的方向性和更高的测距精度,测程远,抗干扰能力强,隐蔽性好,因而得到广泛的应用。激光测距的研究还对雷达技术的发展起了很大的促进作用,因而在国民经济和国防建设中具有重要意义。 根据所发射激光状态的不同,激光测距分为激光脉冲测距和连续波激光测距,后者根据起止时刻标识的不同又分为相应激光测距和调频激光测距。本文将介绍脉冲测距的最新技术发展。 2 脉冲激光测距原理 脉冲激光测距是利用激光脉冲持续时间极短,能量在时间上相对集中,瞬时功率很大(一般可达兆瓦)的特点,在有合作目标的情况下,脉冲激光测距可以达到极远的测程;在进行几公里的近程测距时,如果精度要求不高,即使不使用合作目标,只是利用被测目标对脉冲激光的漫反射索取的反射信号,也可以进行测距。 一个典型的脉冲飞行时间激光测距系统通常有以下五个部分组成:激光发射单元,一个或两个接受通道,时刻鉴别单元,时间间隔测量单元和处理控制单元。激光发射单元在t0时刻发射一激光脉冲,其中一小部分功率直接进入接收通道1,经时刻鉴别单元产生起始(START)信号,开始时间间隔测量;其余功率从发射天线向目标发射出去,经距离R到达目标后被反射;接受通道2的光电探测器接受到返回脉冲,经放大后到达时刻鉴别单元,产生一终止(STOP)信号,终止时间间隔测量;时间间隔测量单元把所测得的结果t输出到处理控制单元,最后得到距离R=ct/2。 3 激光测距在军事上的应用 (1) 激光测距光源 战术和战略用脉冲激光测距仪主要包括红宝石、Nd∶YAG、CO2、喇曼频移Nd∶YAG和Er∶玻璃等脉冲激光测距仪。 1.红宝石脉冲激光测距仪 0.69μm的红宝石脉冲激光测距仪是第一代军用激光测距仪,其结构简单,紧凑。因工 作波长属近红外绿光,极易暴露目标,加上对人眼极不安全,目前除少数应用外已被淘汰。 2.Nd∶YAG脉冲激光测距仪 Nd∶YAG脉冲激光测距仪的主要优点是隐蔽性、电效率和脉冲重复工作频率大大优于红宝石激光测距仪,因而从60年代后期开始广泛装备部队;主要缺点:①工作波长为1.06μm,相对说来较短,在大气中的衰减较大,不完全适合自然雾和战场烟幕等环境条件;②1.06μm波长被发射后经人眼聚焦进入视网膜,在很短的距离上若不加防护观察,可以使人眼永久致盲;③1.06μm波长不与8 ̄12μm热成像系统兼容。而Nd∶YAG脉冲激测距仪目前仍具有无法取代的独特优点。 3.CO2脉冲激光测距仪 CO2脉冲激光测距仪是70年代末和80年代中期主要针对1.06μm的Nd∶YAG激光测距仪的缺点发展起来的新一代人眼安全激光测距仪。其主要优点有:①大气穿透能力优于
1.0目的:为了准确地测出物料的溶体流动速率,以及正确使用此仪器而制定。 2.0范围:对所有须成型的原材料均适用。 3.0定义:无 4.0权责: 4.1信赖性管理课:负责熔融指数仪的操作、保养。 5.0作业内容: 5.1操作内容: 5.1.1目视仪器是否处于水平状态,然后打开电源开关。(图1) 5.1.2按参数设置选择温度范围,用“∨”、“∧”键调整温度。 5.1.3功能设定:熔融指数仪按任意键进入→选择试验方法质量法、体积法(按左/右键切换,按确定键结束)→选择切料时间(按上/下 键进行加减,按确定键结束)→选择切料间隔时间(按上/下键加减,从00-99按确定键结束)→恒温时间900秒(到时间自动结束,也可按确定键提前结束)→是否加料(按左/右键选择,按确定键结束)→加料时间(加料时间到,蜂鸣提示)→添加砝码(向压料 杆上端添加选定质量的砝码)→开始切料(开始切料,直到设定的切料次数)→是否打印(按左/右键选择,否:返回到试验方法选 择)→输入平均质量(按上/下键输入数值,按确定键开始打印)。(图2) 5.1.4测试结果依检验规范之要求进行判定,以规定数据向下浮动30%以内允收,反之需进行调机改善。 5.1.5测试完毕后,随手关掉电源。 5.2维护保养: 5.2.1日常点检(每周五进行): 5.2.1.1外观清洁:使用毛巾擦净仪器上的灰尘,并用喷洒有防锈油的棉布擦拭切料刀片及出料口,保持切料顺畅和清洁。 5.2.1.2将点检情况记录于《仪器保养点检表》中。 5.2.2定期保养(每月9号进行): 5.2.2.1外观清洁:使用无尘布对仪器各部分进行擦拭,并用喷洒有防锈油的棉布擦拭切料刀片及出料口,保持切料顺畅和清洁。 5.2.2.2防锈油擦拭:将防锈油喷洒于棉布上,然后对各荷重之砝码进行擦拭,防止生锈。
激光测距仪的原理和应用 1、激光测距仪的工作原理是怎样的? 激光测距仪一般采用两种方式来测量距离:脉冲法和相位法。脉冲法测距的过程是这样的:测距仪发射出的激光经被测量物体的反射后又被测距仪接收,测距仪同时记录激光往返的时间。光速和往返时间的乘积的一半,就是测距仪和被测量物体之间的距离。脉冲法测量距离的精度是一般是在+/- 1米左右。另外,此类测距仪的测量盲区一般是15米左右。 2、激光测距仪的应用领域主要是那些方面? 激光测距仪已经被广泛应用于以下领域:电力,水利,通讯,环境,建筑,地质,警务,消防,爆破,航海,铁路,反恐/军事,农业,林业,房地产,休闲/户外运动等。 3、为什么激光测距仪还有所谓"安全"和"不安全"的区别? 顾名思义,激光测距仪是用激光做为主要工作物质来进行工作的。目前,市场上的手持式激光测距仪的工作物质主要有以下几种:工作波长为905纳米和1540纳米的半导体激光,工作波长为1064纳米的YAG激光。1064纳米的波长对人体皮肤和眼睛是害的,特别是如果眼睛不小心接触到了1064纳米波长的激光,对眼睛的伤害可能将是永久性的。所以,在国外,手持激光测距仪中,完全取缔了1064纳米的激光。在国内,某些厂家还有生产1064纳米的激光测距仪。 对于905纳米和1540纳米的激光测距仪,我们就称之为"安全"的。对于1064纳米的激光测距仪,由于它对人体具有潜在的危害性,所以我们就称之为"不安全"的。 激光测距仪应用在办案交警中 从交管局了解到,从今天起,可有效提高交通事故现场勘查效率和准确性的激光测距仪将在办案交警中广泛应用,这标志着办案交警将从此告别长期使用皮尺测量交通事故现场的“落后状态”。 据了解,办案交警可手持“莱卡PLUS型”激光测距仪瞄准目标轻轻一按,交通事故现场数据即可搞定。该激光测距仪作为交通事故现场测绘系统辅助设备,将现场测量数据及相关信息自动通过蓝牙无线通信方式输入便携式电脑,借用计算机高速数据运算和图形处理功
熔融指数仪自校正规程 文件编号:BDBT/JS-GC-34 版本号:A/0 1.目的 制订熔融指数仪校正标准操作规程,确保日常检测的准确性。 2.适用范围 本公司生产所用熔融指数仪。 3.职责 品管部负责对本规程的实施负责,仪器设备管理员对本规程有效执行承担监督检查责任。 4.校正规程 4.1检定条件 温度:10~35℃ 湿度:不大于80%RH 供电电源220±22V,50±1Hz 仪器放置于平稳工作台上,周围无强烈振动和电磁干扰,仪器接地良好。4.2检定方法 4.2.1料筒温度波动与漂移的校正 在140、220测温点,分别校正温度波动及漂移。首先在熔融指数仪上设定测量温度,并将相应温度范围的温度计置于口模上端10mm处,当温度达到设定温度时,恒温15min后开始测量,每隔10min测量一次温度,连续测量3次。温度最大值与最小值与平均值之差应在±0.5℃范围内。 在4小时内每隔1个小时测量一次温度,连续测量5次,其温度最大值(或最小值)与初始温度之差应在±0.5℃范围内。 4.2.2温度梯度的校正 按2.1中的温度点,至少选定1个温度点进行温度梯度校正,首先在熔融指数仪上设定测量温度,并将温度计置于模口上端10mm处,当温度达到设定温度后,恒温约15分钟开始测量,然后依次将温度计上提距口模20mm、30mm、40mm、50mm处分别进行测量,所得5点温度值的最大值与最小值之差应在±1℃范围内。
4.2.3负荷允差的校正 用五级天平和四等砝码称量活塞,托盘和组合砝码的质量,按以下公式进行计算,其质量与其标称值的相对误差不超过±0.5%。 Δm = % 100 ? - m m m m 其中:Δm——负荷允差; mm——负荷的测量值(kg); m——负荷的标称值(kg)。 4.2.4测量精密度的校正 根据所用校样的实验条件,选择测量温度,切样时间间隔,标准口模,并称量好试样加入质量。当温度升至设定温度后,恒温约15min,将称量好的试样加入料筒,并用活塞压紧。为避免产生气泡,操作需要在1min内完成。试样经过4min预热后,当炉温恢复到设定温度时,加负荷待活塞下降到下刻线与料筒口相平时,切去流出样条,并开始连续切取活塞杆两条环形刻线以内的无气泡样条5段,待样条冷却后,在分度为0.5mg的天平上分别称出各样条的质量,并计算出熔流体的流动速率。实验完毕后,及时清理料筒、口模,并关闭电源。 将冷却后的样条在天平上称量,分别称出5段样条中各段样条的质量,其质量最大值与质量最小值之差与平均值的相对误差应不超过8%。 Δmg= % 100 min max? - m m m 式中:Δmg——熔融指数仪的测量精密度; mmax——在一组测量中切段质量的最大值(g); mmin——在一组测量中切段质量的最小值(g); m——在一组测量中切段质量的平均值(g)。 4.3结果处理和周期: 根据上述自校项目的自校数据,判定其是否符合合格。自校周期为一年,校正工作结束,记录于“熔融指数仪自校正记录”中。
TC6018熔融指数仪 使用说明书 1 概述 1.1 主要用途及适用范围 本仪器适用于GB3682-83热塑性塑料熔体流动速率试验方法。 本仪器是用来测定各种高聚物在粘流状态时熔体流动速率,它既适用于熔融温度较高的聚碳酸酯、聚芳砜、氟塑料、尼龙等工程塑料,也适用聚乙烯、聚苯乙烯、聚丙烯、ABS 树脂、聚甲醛树脂等熔融温度较低的塑料测试,广泛地应用于塑料生产、塑料制品、石油化工等行业以及有关院校、科研单位和商检部门。 该机恒温中具有如下特点: ①升温速度快、超调量极小; ②恒温精度高; ③在填料之后能迅速恢复恒温状态; ④本机具有自动/手动两种功能。 1.2 工作原理 熔融指数仪系指热塑性塑料在一定温度和负荷下,熔体每10min通过标准口模的重量或体积,用MFR来表示,其数值可以表示热塑性塑料在熔融状态时的粘流特性。 1.3 工作条件 ①室温10℃-40℃的范围内; ②环境湿度在30%-80%以内; ③周围无震动,无腐蚀性介质的环境中; ④在稳固的基础上正确地安装并调至水平; ⑤工作时无强磁场干扰,周围空气无强对流; ⑥电源电压220V,频率50Hz,电源电压的波动范围不应超过额定电压的±10%。 2 结构 本仪器由主机、温度控制系统、温度测量系统、自动切料系统四大部分组成。 2.1 主机是该仪器的中心也称挤出系统,由炉体、料筒、活塞、口模、砝码等部件组成。
2.1.1 炉体 炉体由电加热器、测温元件等组成。 2.1.2 料筒 料筒置于炉体内腔,材料为合金钢,内壁硬度较高,并具有耐腐蚀性。内径为Ф9.55±0.025mm,长度为160mm。 2.1.3 活塞 活塞材质为耐腐蚀不锈钢,硬度低于料筒内壁硬度。活塞全长193mm,有效长度175mm,活塞杆直径为9mm,轴线弯曲不大于0.02/100。活塞头长度为6.35±0.10mm,其直径比料筒内径均匀地小0.075±0.015mm,表面光洁度不低于0.2um。活塞头下部边缘倒角的半径为0.4mm。 在活塞杆上部刻有相距30mm的两道环型标记,表示试样切割的起止线。 2.1.4 口模 用碳化钨制成,口模外径与料筒内径成间隙配合,口模内径有 2.095±0.005mm和 1.180±0.010mm两种,内壁光洁度不低于0.2um,高度皆为8.000±0.025mm。 2.1.5 负荷:负荷是砝码、托盘和活塞重量之和,精度为±0.5%。 本仪器负荷由组合砝码构成,包括活塞、砝码托盘、砝码盖、600g砝码1个、875g 砝码1个、960g砝1个、1000g砝码1个、1200g砝码1个、1600g砝码1个、2000g砝码8个。 按试验所需负荷,组合砝码见表1 表1 负荷0.325kg 1.2kg 2.16kg 3.8kg 5kg 10kg 21.6kg 组合砝码活塞 砝码托盘 砝码盖 0.325 0.875 0.325 0.875 0.96 0.325 0.6 0.875 2 0.325 0.875 1.2 1.6 1.0 0.325 0.875 1.2 1.6 2×3 2×8 0.6 1.2 0.875 1.6 1.0 0.325 2.1.6 拉板 拉板与炉体外手柄相连,当拉板向外拉出时,可将口模从炉体内卸出,将拉板向里推到底后,可将口模挡住,刮刀在旋转切料时,不受拉板阻碍,而且试样条可通过口模流出。 2.1.7 温度控制系统: 仪器具有升温、恒温控制装置,控温范围为室温+400℃,精度为±0.5℃以内,温度
塑料工程,2013年9月刊 材料性能知多少3 (Materials Know How 3) 作者:Michael Sepe 已经证明聚合物的平均分子量与其自身的零剪切黏度的有固定的关系 几年前我收到一封质疑我论述的邮件,发件人要求我指出如何使得我的论述(对熔融流动速率测试通常可以提供一种评估聚合物分子量的有效途径)成立, 如何将流动速率以克/10分钟的单位表示来测量分子量(单位是克/摩尔), 其实实验已经验证了这个问题。 已经证明聚合物的平均分子量与其自身的零剪切黏度的有固定的关系,准确地关系取决于聚合物自身,可以在有关文献里找到它们之间关系的一般表达式: ho=kMw3。4 这里ho代表零剪切黏度,Mw是聚合物的平均分子量,k是一个测试某特定聚合物时的恒定常数。指数3。4并不是通用的,在3。2-3。9之间变动。在很低的剪切速率下,任何熔融特征都能通过小的分子量的变化反映到大的熔融黏度的变化上来。 零剪切速率是一个数学家才会喜欢的概念,在实际操作中,你无法测得零剪切速率的黏度,因为黏度是通过测量聚合物流动过程中受到的阻力来得到的。所以为了聚合物测量流动时的阻力,你必须让聚合物流动,然而一旦流动,其剪切速率必然不是零。但是可以根据黏度与剪切速率的指数关系图,在流动速率趋于水平接近于零时并与Y轴相交的值来获得--即零剪切黏度。 归纳后的黏度与剪切速率关系图1,图中指出了推算后的零剪切黏度。
图1:你无法测得零剪切速率的黏度,因为黏度是通过测量聚合物流动过程中受到的阻力来得到的。所以为了测量流动时的阻力,你必须让聚合物流动,然而一旦流动剪切速率必然不是零。但是可以根据黏度与剪切速率的指数关系图,在流动速率区域水平接近于零时,与Y轴相交的值--即零剪切黏度。 乙醛共聚物在220度下的黏度/剪切速率关系图 此图显示了乙醛共聚物的真实黏度/剪切速率关系图,其MFR为9克/10分钟,测试的剪切速率范围从1。4至1400秒-1并部分显示了图1的特征 这也就诠释了通过测量MFR的值来测量聚合物的分子量的有效性。因为MFR是在相对较低的剪切速率下进行的,其结果接近于零剪切黏度(也是在低剪切速率下测量的)。尽管剪切速率不受控制。剪切速率在MFR测试中不受控实际上是测试夸大了了熔融黏度的实际的不同之处,黏度产生了分子量的功能。这一点可以通过再次观察上次的两种聚合聚合物黏度/剪切速率的曲线来证实。两个材料的MFR值指示黏度值为4-MFR的材料是22-MFR材料的5。5倍。 然而, 如果我们仔细比较这两种材料在任意相同剪切速率下的黏度,就会发现事实并非如此。两种材料黏度的最大不同是在最小的剪切应力下测得的,即使在这一点,两种材料的黏度也未达到3。5:1(3460/1005=3。44)
激光测距仪的使用方法|操作指南 美国激光技术公司(Laser Technology Inc.简称LTI公司),于1985年成立,已在美国证券交易所上市。设计和生产基于激光技术的测距测速仪器,在多个行业广泛应用,从维护交通秩序的激光测速到森林林场测量,从普通船舶停靠码头到航天飞机入坞都可以看到该公司的产品。目前有IMPULSE(英柏斯)和最新推出的图帕斯?200(TruPulse200型)。 应用范围:高尔夫球场、消防系统、建筑施工勘测设计、网络规划、勘测设计、电力部门测量、测绘、动物调查等等。 图帕斯(Trupulse)激光测距仪 新产品- 美国激光技术公司(Laser Technology, Inc.)全新推出的图帕斯?200,是本公司推出低价格系列的一款专业激光测距仪。它紧凑轻便的外观和“测量瞄准一体化”设计使激光和视线处于同一直线上,极大减小了由于激光发射点与视线之间的误差,使测量的结果更加精确。仪器具备的透明清晰显示数据的光学系统能够在您在眼睛瞄准目标的同时可以读出测量数据。仪器配备的屈光度调节器能够使您在工作的时候提供更好,更舒服,更加清晰的视野。利用倾斜度传感器,您能测量出水平距离和垂直距离,并且利用内置的程序能够马上计算出任何两点之间的高差。您可以通过标准的串口RS232(标准)或者无线蓝牙?技术进行数据传输。您在不同的环境条件下选择近距模式,远距模式或连续模式进行工作。 规格说明: ?尺寸:12cm x 5cm x9cm ?重量:220 g ?数据传输:RS232串口(标准)和无线蓝牙? (可选) ?电源:3.0V直流电; (2) AA or (1)CRV3 ?视力安全:(美国)食品及药物管理局一级别安全标准即联邦法规21章 ?环境要求:防水&防尘, NEMA 3, IP 64 ?温度:-20°C to +60°C ?光学放大倍数:7倍 ?显示器:液晶显示 ?单位:英尺,码,米,和度 ?脚架:单脚架/三脚架(1?4" - 20) ?距离:1000 m (0 ~ 3280 ft)标准环境下, 2000m (6560 ft)之于高反射度目标 ?倾斜度:+/- 90度
聚丙烯树脂熔体流动速率的测定 熔融指数仪法 1范围 本方法的目的是在规定的温度、负荷、料筒内活塞位置等条件下,测定规定时间内熔融聚合物通过特定长度与直径的模头的挤出速率。 2规范性引用文件 下列文件中的条款通过本方法的引用而成为本方法的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本方法,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 8170-2008 数字修约规则与极限数值的表示和判定 GB/T 6679 固体化工产品采样通则 PPG 410 热塑性塑料熔体流动速率的测定 3方法提要 通过测量聚丙烯树脂在230℃、2.16kg负载,内径为2.0955 mm,高8.000mm标准口模条件下,在规定的时间内活塞杆下降的高度,计算出在规定时间内挤出的聚丙烯树脂的体积,再乘以聚丙烯树脂在230℃时的熔融密度和时间倍数,得到在10min内挤出的聚丙烯树脂的质量。即为聚丙烯树脂的熔融指数。 4仪器及材料 4.1 熔融指数仪:ZwickMFR或具有相同功能的其它熔融指数仪,带可编程活塞位移传感器定时器执行开关,电动砝码支架及下降/上升设备,带摇摆式平台。 4.2 口模:碳化钨材质,内径2.0955 ± 0.0051 mm(0.0825± 0.0002 in),高8.000 ±0.025 mm(0.315± 0.001 in)。 4.3 活塞杆组件:包括由杆、导套、活塞座组成。 4.4 加料工具:用于将物料加到料筒中。 4.5 漏斗:往料筒中加料时使用。 4.6 模头孔钻头:用于清洁模头孔。 4.7 模头拆除器:用于拆除模头以清洁。 4.8 料筒清洁工具:白棉布一起使用。 4.9 通止规:用于检查2.0904/2.1006mm(0.0823/0.0827英寸)的孔径。