
1前言
复合材料因其高比强度、高比刚度、良好的抗疲劳性和材料铺层可设计性等优异特性,广泛应用于航天航空领域。在使用中,复合材料往往要同复合材料或金属材料连接起来。机械连接是最常见的连接方法。螺栓连接因传递载荷大在承力结构中得到广泛应用,但连接处往往是结构的薄弱环节,承载时最先破坏。因此,对螺栓连接的失效模式及连接强度进行研究很有意义。
纤维复合材料机械连接强度及破坏模式与接头的几何参数、纤维种类及铺层方向等多种因素有关,很多专家和学者对此进行了广泛的实验研究和理论分析[1~8],得出了很多指导性的结论。普遍认为连接强度随W/D和E/D的增大而增大,但当W/D 和E/D增大到某一临界值后,其破坏模式由拉伸破坏或剪切破坏转变为挤压破坏时,再增加W/D和E/D对连接强度的提高没有明显作用。
现有的研究大多针对纤维复合材料,而对织物复合材料研究的较少。织物复合材料与纤维铺层复合材料结构及性能不同,连接设计的最佳参数也不相同。Bülent[9]研究了玻璃织物和铝箔混杂铺层复合材料销钉连接挤压强度;刘建超[10]等人实验研究了碳纤维织物复合材料销钉连接接头几何参数对连接性能的影响;Buket[11]等人对销钉连接玻璃纤维织物/环氧层合板的破坏强度进行了研究。本工作针对玻璃纤维织物复合材料螺栓连
接结构,研究了W/D及E/D对螺栓连接强度的影响,并分析了螺栓连接的破坏模式,找出使连接强度最佳的W/D和E/D临界值,为织物复合材料的结构设计及后续研究奠定了一定基础。2实验
2.1原材料
实验采用原材料为增强材料,2×2斜纹高强玻璃纤维布,面密度230g/m2,厚度0.22mm,南京玻纤院生产;树脂基体,环氧树脂体系。
2.2试样制备
复合材料层合板制作采用织物预浸布模压成型。玻璃布通过多功能浸胶机预浸胶,制作成预浸玻璃布,裁剪后在压制平板上铺设,铺设时各层织物经/纬向严格排布,铺设到要求厚度后,在热压机上热压成型。固化制度为RT70℃/3h 100℃/3h 120℃/3h 160℃/6h自然降温,成型压力为4~5MPa。固化后的层板厚度为4mm,树脂含量为38%(质量分数)。板形件脱模后按相关标准进行机加,制作试样。玻璃布层合板的力学性能见表1。
此外,泊松比为0.14,以上数据为纬向数据。
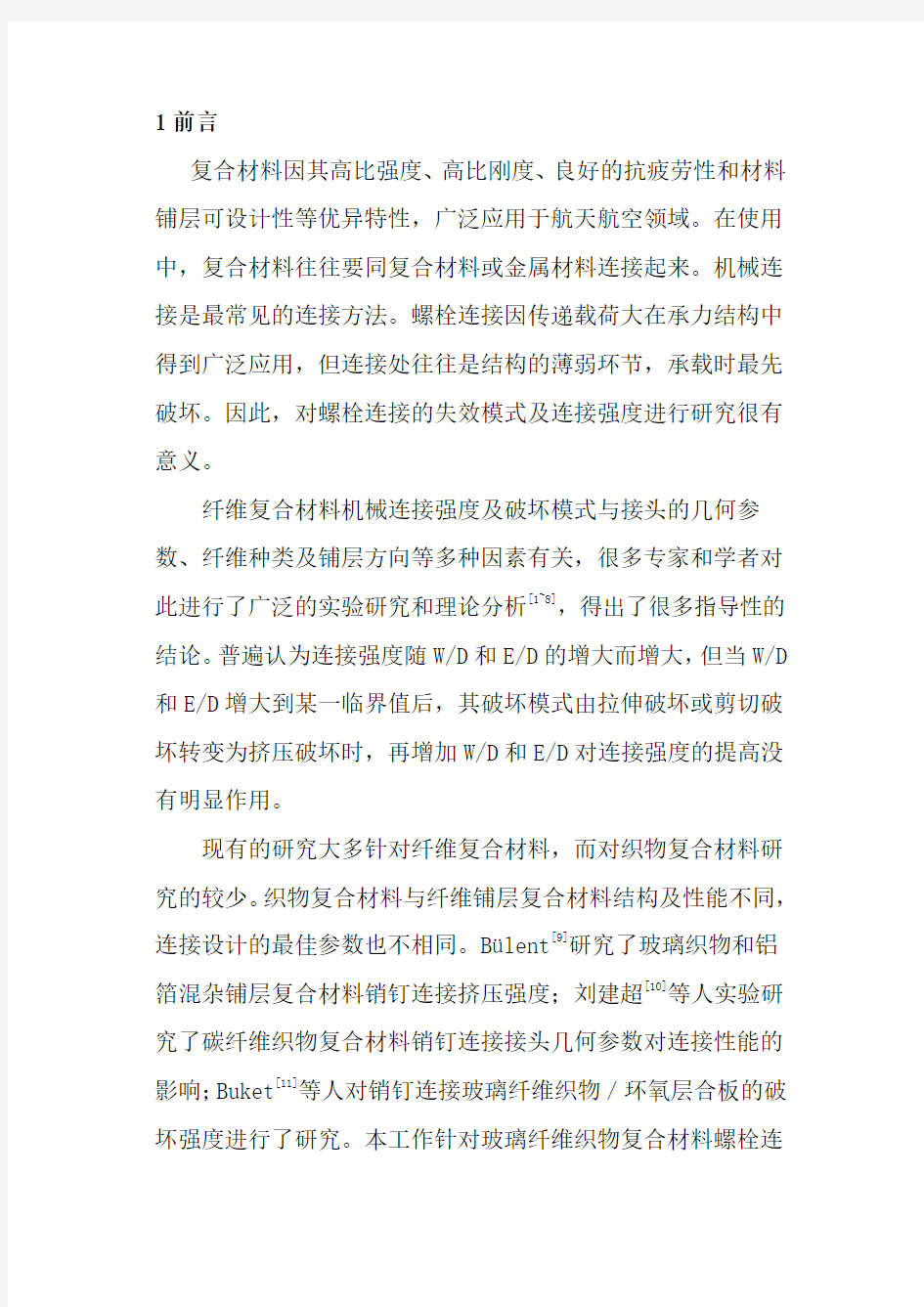
实验采用的试样为长方形试样,试样几何尺寸如图1所示。直径为D的圆孔位于沿试样长度方向的中心线上,E为孔中心到试样端部的距离,W为试样的宽度,拉伸载荷P与试样平行。
试样长度L=150mm,厚度t=4mm,连接孔直径D=6mm。为研究接头几何参数的影响,试样选取了一系列的宽度和端距。试样宽度分别为18,24,30,端距分别为12,18,24,共9组试样,每组试样数为5个。
2.3性能测试
本研究工作进行双搭接单孔螺栓静拉伸实验,螺栓连接性能测试按照ASTM D 5961聚合物基复合材料层压板挤压响应标准试验方法进行。为避免螺栓的破坏,螺栓的强度要远远高于玻璃纤维织物/环氧层合板的强度。螺栓连接实验采用的实验夹具和载荷加载方式如图2所示。实验在MTS318.25材料试验机上进行,加载速率为2mm/min,螺栓扭紧力矩为3N·m,实验过程中设备自动记录加载孔的变形和载荷值,绘制应力-应变曲线。最大破坏强度σa和挤压强度σb的定义分别如下:
其中,Pmax、Pb、D、t分别为最大破坏载荷、应力-应变曲线上起始的线性段偏移2%的挤压应变对应的载荷、孔直径和板厚。
3结果与讨论
分别进行不同接头几何参数W/D及E/D螺栓连接挤压实验。图3所示为螺栓孔应力-应变曲线,图中分别给出了E/D=2、3、4及W/D=3、4、5时所对应的孔应力-应变曲线。由图3可以看出,图3(a)各曲线近似为直线且斜率基本相同,随着载荷的增加孔位移不断增加,约到400MPa左右试样发出噼里啪啦的响声,试样突然破坏,曲线1的破坏模式为拉伸破坏,2和3的破坏模式为剪切破坏。图3(b)各曲线起始段均为直线且斜率基
本相同,试样发出响声后,出现初始损伤(曲线出现斜率变化点),连接强度出现不同程度的降低,但试样继续承载,孔位移不断增加,最终破坏,曲线1的破坏模式为拉伸破坏,2和3的破坏模式为挤压剪切混合破坏。图3(c)各曲线起始段也均为直线且斜率基本相同,初始损伤后,试样继续承载,最终破坏,曲线1为拉伸破坏,2和3为挤压破坏。
表2列出了不同连接几何参数的试样挤压强度、最大破坏
强度值。从表2可以看出,增加边距能增加连接强度,但当边距超过临界值E/D=3时,再增加边距连接强度增加不明显。当W/D≥4时,试样的承载能力基本相同。图4和图5分别给出了不同E/D及W/D时,织物层合板的连接强度(按最终破坏载荷计算)。
在W/D比较小的情况下出现拉伸破坏,如图6(a)所示。增加W,
如果试样E/D比较小,就出现剪切破坏,如图6(b)所示。继续增加E,则出现挤压破坏,如图6(c)所示。拉伸破坏和剪切破坏为试样整体迅速破坏,挤压破坏则为局部破坏,是一种安全的破坏形式。
观察破坏试件可以看到,除W/D=3的试件外,所有试件孔边受载区均出现挤压的破坏形式。从图4还可以看出,当
E/D≥3,W/D≥4时,即试样端距及边距足够大,试样的最大破坏强度大于挤压强度。综合分析试样的挤压强度、最大破坏强度及试样破坏模式,可以认为当试样的E/D≥3及W/D≥4时,接头强度达到稳定值。玻璃纤维织物/环氧复合材料螺栓连接的临界端距和边距分别是E/D≥3,W/D≥4,与文献[11,12]的研究基本相近。
4结论
(1)连接接头的几何参数是影响玻璃纤维织物复合材料螺栓连接强度的关键因素,织物复合材料机械连接强度随着端距(E/D)和边距(W/D)的增加而增加,当E/D≥3,W/D≥4时,接头性能达到稳定值;
(2)玻璃纤维织物复合材料螺栓连接接头的破坏模式主要表现为拉伸破坏、剪切破坏、挤压破坏的一种或其组合破坏模式。不同的接头几何参数,试样的破坏模式不同,当W/D较小时(W/D≤3),破坏模式主要表现为拉伸破坏;当E/D较小时(E/D≤3),破坏模式主要为端部剪切破坏;当接头几何参数超过最小值(E/D≥3,W/D≥4)时,破坏模式为挤压破坏或者挤压破坏和剪切破坏混合模式。
参考文献
玻璃纤维/不饱和聚酯复合材料板材的耐冲击性能研究
2009-05-01 09:29:21 作者:中国不饱和树脂网来源:https://www.doczj.com/doc/399943876.html, 文字:【大】【中】【小】
董卫卫,黄故
(天津工业大学纺织学院,天津300160)
摘要:采用真空辅助树脂注塑(vacuum assisted resin infusion,V ARI)成型工艺,按4种不同铺层方式制备玻璃纤维/不饱和聚酯复合材料层合板,研究了其铺层方式对试样冲击性能的影响。结果表明:0°/90°/0°/90°铺层试样的耐冲击性能优于其他3种铺层方式。
关键词:玻璃纤维;不饱和聚酯树脂;层合板;VARI;铺层设计;冲击性能
中图分类号:TS102.42;TQ327.1
文献标识码:A
文章编号:1671-024X(2008)01-0023-04
Study of impactr esistance of glass fiber reinforced
unsatur ated polyester composite laminates
DONG Wei-wei,HUANG Gu
(School of Textile,Tianjin Polytechnic University,Tianjin3001
60,China)
Abstr act:By using VARI(vacuum assisted resin infusion)moldi ng technology,glass fiber reinforced unsaturated polyester comp osite laminates are produced on four different layer lay-up desi gn methods,and the influence of various layer lay-up ideas on the impact property is studied.The results show that the i mpact resistance of 0°/90°/0°/90°lay-up is better than the other three
lay-up modes.
Key words:glass fiber;unsaturated polyester resin;laminates;
VARI;layer lay-up design;impact property 广泛应用的玻璃钢材料在使用中经常要承受冲击载荷,如火车开车停车时承受的冲击,汽车相撞时车体的受撞变形等。玻璃钢由于其较高的强度和低廉的价格而广泛用于汽车工业中,特别是制作保险杠和车身。汽车的这些零部件的抗冲击性能是衡量其力学性能的重要指标之一。复合材料在使用过程中受到低能冲击时,大部分情况并没有明显的目视损伤,但却在层合表面会生成
不可视的浅表面分层,从而形成潜在的危险,内部损伤的存在可造成复合材料在强度和刚度上的很大损失。国内外已经对复合材料层合板的低能量冲击损伤机理及特点作了广泛深入的研究。G iuseppe Sala和Dai Gil Lee[2,3]等在这方面做了很多工作。国内的一些研究人员也做了相类似的工作,取得了一些成果。对复合材料铺层优化设计方面的研究也比较多,但就铺层方式对复合材料耐冲击性能的影响方面的研究却不多。为设计生产出更加安全稳定的玻璃钢产品,本研究对玻璃纤维增强不饱和聚酯树脂复合材料采用不同的铺层工艺进行了低能量冲击性能的比较分析。
1、实验部分
1.1、原材料与试剂
增强材料:天津合成材料厂生产的无碱玻璃纤维(E玻璃纤维)平纹布,有关物理参数见表1。
树脂基体:天津合成材料厂生产的不饱和聚酯树脂196s;促进剂E:环烷酸钴,紫蓝色液体;固化剂M(MEKP):过氧化甲乙酮溶液;由于树脂固化受外界温度的影响较大,实验基体配比比例随温度变化而变化,在本次研究进行过程中,结合工作环境的温度状态,经过大量实验确定了树脂基体的最佳原料配比为:树脂100g,环烷酸钴1.25g,过氧化甲乙酮1.05g。
1.2、复合材料层合板的制备
织物铺层方向的改变可能会影响增强纤维在层合板受力时的承载情况,从而使层合板的力学性能发生变化。
层合板是由若干层织物以不同方向叠合而成。如果各层主方向都沿一个方向则称为单向层合板,各层主方向不同则称为多向层合板。若铺层纤维方向与层合板X轴方向重合,该层就叫0°铺层;若铺层纤维方向与层合板X轴方向垂直则为90°铺层。整个层合板中只有0°和90°铺层,称为正交铺设层合板,如图1。若铺层方向只有+Φ和-Φ两种则称斜交(角交)铺设层合板,如图2。
本实验增强材料为玻璃纤维布,所以选取经纱方向与层合板X 轴方向的夹角标记层合板的铺层方向,即:当织物铺设角为θ时,2层玻璃布经纱间的角度为θ。在本研究中设计了4种铺层方式
分别为0°/0°/0°/0°、0°/90°/0°/90°、0°/+45°/+45°/0°和+45°/0°/-45°/90°。
本实验采用真空辅助树脂注塑(vacuum assisted resin infusion,VARI)成型技术对玻璃纤维/不饱和聚酯树脂层合板进行试样的
复合。VARI是一种新型的低成本的玻璃纤维增强材料大型构件
的成型技术。它是在真空状态下排除纤维增强体中的气体,通过树脂的流动、渗透,实现对纤维及其织物的浸渍,并在室温下进行固化,形成一定纤维/树脂比例的工艺方法。
层合板的尺寸为300mm×300mm,根据冲击实验要求,试样裁剪成95mm×95mm的试件。
1.3耐冲击性能测试
在实验中保持落锤的冲头质量固定不变,为5.7806kg。按需要设定冲击速度,从而获得不同落锤高度。根据能量守恒定律,落锤瞬时最大冲击动能为:
式中,m为落锤的质量;Vi为落锤冲击的瞬时速度。材料损伤时吸收的能量为:
式中,Vf为落锤被板反弹后瞬时最大反向速度;为落锤由于层合板受冲击后弹性变形能释放而获得的动能。
冲击过程中,冲击载荷计算公式为:
式中,V(t)为速度对时间的曲线。
测试仪器:美国INSTRON公司生产的Dynatup92型材料冲击仪。
冲头形状:为子弹头状。
将95mm×95mm方形试件放在实验台的支持面上,对不同铺
层的试样进行冲击。共分4组,每组5个试件,试验数据取5个试样的平均值。每组试件选取能使试件产生较大变形的入射能量的冲击速度v。由于每次人工调零的操作误差及机器本身在冲击过程中产生的摩擦误差,使得v在设定的基础上出现一定的偏差,范围在0。8~0。9m/s之间,从而得出不同的冲击载荷-时间及
能量-时间的关系。
2结果与分析
2.1几种板材耐冲击性能的比较
按照同样的树脂配方和同一规格的玻璃布,对不同铺层方式的试样进行低速冲击测试。实验采集5个参数,分别是载荷峰值、载荷峰值处能量、载荷峰值处位移及出现载荷峰值的时间(数据如
表2所示),并结合材料的破坏情况分析影响玻璃纤维/不饱和聚
酯树脂复合材料对冲击能量吸收的能力。其中,载荷峰值处的位移表示试样在最大载荷时的变形量,变形大则说明材料韧性较好;出现载荷峰值的时间表示材料发生初始断裂的时间,时间长说明材料的承载能力较大。
从表2中看出,2#试样的各项参数值都大于另外3种铺层方式,说明出现最大载荷时,其对能量的吸收较好;同时由于弹性性能有所增加,刚度略显不足,导致抵抗变形的能力稍差;但又因为出现载荷峰值时的时间明显延长,说明其强度较高,承载能力优于另外3种铺层试样。
由于所测板材厚度较小(0。58~0。64mm),在本研究冲击测
试条件下,复合材料的冲击损伤主要为板材的穿透性破坏,形成永久变形。对0°/90°/0°/90°铺层试样的冲击载荷-时间、能量-时
间曲线进行分析,如图3所示。
由图3可见,由于冲击力作用在试样上并与试样有相互作用
发生,在载荷-时间信号的叠加过程中会产生振荡,形成图中的
波动曲线形式[10]。载荷开始时呈上升趋势,这是因为在冲击损伤初期,树脂基体受压破裂造成应力集中的缘故。分层起始于树脂破裂的临界点,随着分层的增加形成大量的微观破坏,而此时增强纤维受到冲击拉伸但未断裂而继续承载;由于破坏形式复杂,当一些纤维、布层破断时,冲击载荷达到峰值后开始下降;当应力重新分布时,其他纤维和布层继续承载,冲击载荷有所上升,直至击穿时载荷下降趋于零。
2.2铺设角度对冲击性能的影响
采用一元方差分析法对试件在最大载荷时的能量吸收进行方差分析。分析结果见表3。
在取显著水平!=0.05时,F0.05(3,16)=3.24,F>F0.05(3,16),可见铺层方式对最大载荷时的能量的吸收有显著影响。
从表2中可以看出,2#试样在损伤时对能量的吸收最好,3#试样则最差。当织物铺层角度不同时,由于织物经纬向密度和经纬向拉伸强度的不同,织物抵抗应力破坏的水平也不同。当织物铺层角度为0°时,织物抵抗应力破坏主要由经向的纤维承受,造成应力失衡;当织物呈正交铺设时,0°与90°层达到平衡,织物抵抗应力破坏由经向与纬向的纤维共同承受;当在0°层之间用+ 45°层隔开时,+45°有利于载荷的扩散,但由于没有-45o与之平衡,使得织物承受冲击载荷的能力严重削弱;而当织物呈均衡铺设时(如4#试样铺层方式),其对能量的吸收比3#试样有所改善。
另外就单向板而言,90°单向板的起裂韧性比0°单向板的起裂韧性高,从表2中可以看出,2#试样载荷峰值处的位移和出现载荷峰值的时间都大于1#试样,说明2#试样的韧性和强度都比较高,这便造成了2#试样对冲击能量吸收的能力好于1#试样的现象。有文献报导,铺层方式为0°/90°的复合材料力学性能是0°/4 5°复合材料的3倍以上[11]。在本实验中,0°/90°正交铺层板对冲
击能量的吸收性能约为0°/45°对称斜交铺层板的1.13倍。从表2中看出,3#试样和4#试样这2种铺层板的各项冲击参数性能均低于2#试样。这是因为在层与层的交界处,特别是斜向纤维层与正向纤维层(如0°或90°与±45°之间)处有比较大的层间应力,是脱层的易发处。这说明3#试样、4#试样的铺层方式使耦合效应较大,从而使抗冲击性能下降。
3结束语
本文采用VARI成型工艺制备4种不同铺层方式的4层玻纤/不饱和聚酯复合材料板,并对各试样进行低能量冲击实验,结果表明,铺层方式对最大载荷时的能量的吸收有显著影响,铺层方式为0°/90°/0°/90°的试样冲击能量吸收性能优于其他3种铺层方式,说明层合板的0°和90°层对层合板冲击承载能力的影响比较大;90°层的加入对层合板的冲击性能有所改善;当层合板中含+ 45°层时,应有-45°层与之对应,尽量形成均衡铺设,当遭受冲击载荷时能够均匀扩散载荷,从而提高耐冲击性能。
1.
复合材料铺层设计 复合材料制件最基本的单元是铺层。铺层是复合材料制件中的一层单向带或织物形成的复合材料单向层。由两层或多层同种或不同种材料铺层层合压制而成的复合材料板材称为层合板。复合材料层压结构件的基本单元正是这种按各种不同铺层设计要素组成的层合板。 本章主要介绍由高性能连续纤维与树脂基体材料构成的层合结构和夹层结构设计的基本原理和方法,也介绍复合材料结构在导弹结构中的应用。 一、层合板及其表示方法 (1) 铺层及其方向的表示? 铺层是层合板的基本结构单元,其厚度很薄,通常约为~。铺层中增强纤维的方向或织物径向纤维方向为材料的主方向(1向:即纵向);垂直于增强纤维方向或织物的纬向纤维方向为材料的另一个主方向(2向:即横向)。1—2坐标系为材料的主坐标系,又称正轴坐标系,x-y坐标系为设计参考坐标系,如图所示。 铺层是有方向性的。铺层的方向用纤维的铺向角(铺层角)θ表示。所谓铺向角(铺层角)就是铺层的纵向与层合板参考坐标X轴之间的夹角,由X轴到纤维纵向逆时针旋转为正。参考坐标系X-Y与材料主方向重合则为正轴坐标系。X-Y方向与材料主方向不重合则称偏轴坐标系,如图(b)所示。铺层的正轴应力与偏轴应力也在图中标明。
(2)层合板的表示方法? 为了满足设计、制造和力学性能分析的需要,必须简明地表示出层合板中各铺层的方向和层合顺序,故对层合板规定了明确的表示方法,如表所示。 二、单层复合材料的力学性能
单层的力学性能是复合材料的基本力学性能,即材料工程常数。由于单层很薄,一般仅考虑单层的面内力学性能,故假设为平面应力状态。单层在材料主轴坐标系中通常是正交各向异性材料,在其主方向上某一点处的正应变ε1、ε2只与该点处的正应力σ1、σ2有关,而与剪应力τ12无关;同时,该点处剪应变γ12也仅与剪应力τ12有关,而与正应力无关。 材料工程常数共9个:纵向和横向弹性模量Ε1和Ε2、主泊松比ν12、纵横剪切弹性模量G12,共四个弹性常数;还有纵向拉伸和压缩强度X1、X2,横向拉伸与压缩强度Y1、Y2,纵横剪切强度S共五个强度参数。这9个工程常数是通过单向层合板的单轴试验确定的。通常情况下,单层力学性能有明显的方向性,与增强纤维的方向密切相关,即Ε1>>Ε2,X>>Y;而且拉伸与压缩强度不相等,即X1≠X2,Y1≠Y2;纵横剪切性能与拉伸、压缩性能无关,即S 与X 、Y 无关。 由于单层复合材料是复合材料的基础,故往往用它的性能来说明复合材料的性能。但应当指出:单层的性能不能替代实际使用的层合复合材料的性能。一般说,实际使用的层合复合材料性能要低于单向复合材料的纵向性能。复合材料的性能与材料中含有的纤维数量有很大的关系,所以在规定性能数据时,一般还应给定材料所含的纤维量,通常用纤维所占的体积百分比V来表示。V称为纤维体积分数或纤维体积含量,其值通常控制在60%左右。 三、复合材料结构的制造与成形工艺 (1)制造与成形工艺的分类、特点与适用范围? 树脂基复合材料结构成形工艺方法多种多样,各有所长。工艺方法的分类见图各种工艺方法的特点与适用范围见表。
基于MSC.Nastran铺层复合材料的铺层角度优化 发表时间:2008-6-10 作者: 杜家政*隋允康*杨月来源: MSC 关键字: 铺层复合材料铺层角度K-S函数响应面法结构优化 复合材料具有强度高、重量轻等优点,是航空、航天领域首选的材料之一。铺层复合材料就是将各向异性的纤维层材料按照一定的顺序和角度叠在一起,然后通过模具的压力使各层紧密的贴合在一起成为一个整体。很多有限元软件(如Nastran、Abaqus等)可以对复合材料结构进行准确的分析,而且优化技术也已经广泛的应用于铺层复合材料的设计。但是这两个方面的优点还没有很好的结合起来。本文将K-S函数和响应面方法用于铺层复合材料的优化:以铺层复合材料的铺层角度作为设计变量,以结构刚度最大作为目标函数,采用K-S函数建立优化模型;用响应面法将目标和约束转化为设计变量的显式表达式;以MSC.Patran软件为开发平台,以MSC.Nastran软件为求解器,借助MSC.PCL语言进行编程,开发完成了铺层复合材料铺层角度的优化程序。算例表明程序算法是准确有效的。 1 引言 铺层复合材料就是将各向异性的纤维层材料按照一定的顺序和角度叠在一起,然后通过模具的压力使各层紧密的贴合在一起成为一个整体。复合材料可能是几层、几十层、甚至上百层,每层的铺层角度对结构的性能(包括刚度、强度、稳定性、振动频率等)影响很大,但是目前还没有一种非常有效的优化方法对铺层角度进行优化。 K-S函数最早是Kreisselmeier 和Steinhauser 在1979年提出的,他们借助该函数对矢量型性能指标进行优化,进而实现系统控制,将基于K-S函数的矢量型性能优化方法应用到战斗机的“鲁棒”控制循环设计中。后来,K-S函数在不同领域中得到应用和发展。响应面方法(Response Surface Methodology)是利用综合实验技术解决复杂系统的输入(随机变量)与输出(系统响应)之间关系的一种方法。1951年,Box和Wilson提出响应面方法,后来Box,Hunter,Draper等人对其进行了更加深入的研究。1966年,Hill和Hunter对响应面法进行了一些初步应用。1996年,Khuri和Cornell又对响应面方法进行了比较全面的论述。20世纪90年代后期,Florida大学结构和多学科优化课题组对响应面进行了系统的研究和应用。 本文将K-S函数和响应面方法用于铺层复合材料的优化:以铺层复合材料的铺层角度作为设计变量,以结构刚度最大作为目标函数,采用K-S函数建立优化模型;用响应面法将目标和约束转化为设计变量的显式表达式;以MSC.Patran软件为开发平台,以MSC.Nastran软件为求解器,借助MSC.PCL语言进行编程,开发完成了铺层复合材料铺层角度的优化程序。 2 用K-S函数建立优化模型 铺层复合材料发铺层数为n,以每一层的铺层角为设计变量,以结构刚度最大为目标函数,以结构最大应力不超过许用应力为约束。如果取一个最大位移点的位移最小为目标,建立优化模型如式(1),有可能出现迭代振荡现象。 (1) 为了避免这种现象,取多个最大位移点的位移最小为目标,建立优化模型如式(2),这就变成了多目标优化问题。
1前言 复合材料因其高比强度、高比刚度、良好的抗疲劳性和材料铺层可设计性等优异特性,广泛应用于航天航空领域。在使用中,复合材料往往要同复合材料或金属材料连接起来。机械连接是最常见的连接方法。螺栓连接因传递载荷大在承力结构中得到广泛应用,但连接处往往是结构的薄弱环节,承载时最先破坏。因此,对螺栓连接的失效模式及连接强度进行研究很有意义。 纤维复合材料机械连接强度及破坏模式与接头的几何参数、纤维种类及铺层方向等多种因素有关,很多专家和学者对此进行了广泛的实验研究和理论分析[1~8],得出了很多指导性的结论。普遍认为连接强度随W/D和E/D的增大而增大,但当W/D 和E/D增大到某一临界值后,其破坏模式由拉伸破坏或剪切破坏转变为挤压破坏时,再增加W/D和E/D对连接强度的提高没有明显作用。 现有的研究大多针对纤维复合材料,而对织物复合材料研究的较少。织物复合材料与纤维铺层复合材料结构及性能不同,连接设计的最佳参数也不相同。Bülent[9]研究了玻璃织物和铝箔混杂铺层复合材料销钉连接挤压强度;刘建超[10]等人实验研究了碳纤维织物复合材料销钉连接接头几何参数对连接性能的影响;Buket[11]等人对销钉连接玻璃纤维织物/环氧层合板的破坏强度进行了研究。本工作针对玻璃纤维织物复合材料螺栓连
接结构,研究了W/D及E/D对螺栓连接强度的影响,并分析了螺栓连接的破坏模式,找出使连接强度最佳的W/D和E/D临界值,为织物复合材料的结构设计及后续研究奠定了一定基础。2实验 2.1原材料 实验采用原材料为增强材料,2×2斜纹高强玻璃纤维布,面密度230g/m2,厚度0.22mm,南京玻纤院生产;树脂基体,环氧树脂体系。 2.2试样制备 复合材料层合板制作采用织物预浸布模压成型。玻璃布通过多功能浸胶机预浸胶,制作成预浸玻璃布,裁剪后在压制平板上铺设,铺设时各层织物经/纬向严格排布,铺设到要求厚度后,在热压机上热压成型。固化制度为RT70℃/3h 100℃/3h 120℃/3h 160℃/6h自然降温,成型压力为4~5MPa。固化后的层板厚度为4mm,树脂含量为38%(质量分数)。板形件脱模后按相关标准进行机加,制作试样。玻璃布层合板的力学性能见表1。
复合材料铺层设计 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
复合材料铺层设计 复合材料制件最基本的单元是铺层。铺层是复合材料制件中的一层单向带或织物形成的复合材料单向层。由两层或多层同种或不同种材料铺层层合压制而成的复合材料板材称为层合板。复合材料层压结构件的基本单元正是这种按各种不同铺层设计要素组成的层合板。 本章主要介绍由高性能连续纤维与树脂基体材料构成的层合结构和夹层结构设计的基本原理和方法,也介绍复合材料结构在导弹结构中的应用。 一、层合板及其表示方法 (1) 铺层及其方向的表示? 铺层是有方向性的。铺层的方向用纤维的铺向角(铺层角)θ表示。所谓铺向角(铺层角) (2)层合板的表示方法? 二、单层复合材料的力学性能 单层的力学性能是复合材料的基本力学性能,即材料工程常数。由于单层很薄,一般仅考虑单层的面内力学性能,故假设为平面应力状态。单层在材料主轴坐标系中通常是正交各向异性材料,在其主方向上某一点处的正应变ε1、ε2只与该点处的正应力σ1、σ2有关,而与剪应力τ12无关;同时,该点处剪应变γ12也仅与剪应力τ12有关,而与正应力无关。 材料工程常数共9个:纵向和横向弹性模量Ε1和Ε2、主泊松比ν12、纵横剪切弹性模量 G12,共四个弹性常数;还有纵向拉伸和压缩强度X1、X2,横向拉伸与压缩强度Y1、Y2,纵横剪切强度S共五个强度参数。这9个工程常数是通过单向层合板的单轴试验确定的。通常情况下,单层力学性能有明显的方向性,与增强纤维的方向密切相关,即Ε1>>Ε2,X>>Y;而且拉伸与压缩强度
复合材料铺层一般原则 一.层合板设计的一般原则 (1)均衡对称铺设原则 除了特殊需要外,结构一般均设计成均衡对称层合板形式,以避免拉-剪、拉-弯耦合而引起固化后的翘曲变形。如果设计需要采用非对称或非均衡铺层,应考虑工艺变形限制。将非对称和非均衡铺层靠近中面,可减小层合板工艺变形。 (2)铺层定向原则 在满足受力的情况下,铺层方向数应尽量少,以简化设计和施工的工作量。一般多选择0°、90°和±45°等4种铺层方向。如果需要设计成准各向同性层合板,可采用或层合板。对于采用缠绕成形工艺制造的结构,铺层角(缠绕角)不受上述角度的限制,但一般采用缠绕角。 (3)铺层取向按承载选取原则 铺层的纤维轴向应与内力的拉压方向一致,以最大限度利用纤维轴向的高性能。具体地说,如果承受单轴向拉伸或压缩载荷,纤维铺设方向一致;如果承受双轴向拉伸或压缩载荷,纤维方向按受载方向0°、90°正交铺设;如果承受剪切载荷,纤维方向按+45°、-45°成对铺设;如果承受拉伸(或压缩)和剪切的复合载荷情况,则纤维方向应按0°、90°、+45°、-45°多向铺设。90°方向纤维用以改善横向强度,并调节层合板的泊松比。 (4)铺设顺序原则 主要从三方面考虑:应使各定向单层尽量沿层合板厚度均匀分布,避免将同一铺层角的铺层集中放置。如果不得不使用时,一般不超过4层,以减少两种定向层的开裂和边缘分层。如果层合板中含有±45°层、0°层和90°层,应尽量在+45°层和-45°层之间用0°层或90°层隔开,在0°层和90°层之间用+45°层或-45°层隔开,并应避免将90°层成组铺放,以降低层间应力。对于暴露在外的层合板,在表面铺设织物或±45°层,将具有较好的使用维护性,也可以改善层合板和压缩和抗冲击性能。另外,铺设顺序对层合板稳定性承载能力影响很大,这一因素也应考虑。 (5)铺层最小比例原则
复合材料铺层设计 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
复合材料铺层设计复合材料制件最基本的单元是铺层。铺层是复合材料制件中的一层单向带或织物形成的复合材料单向层。由两层或多层同种或不同种材料铺层层合压制而成的复合材料板材称为层合板。复合材料层压结构件的基本单元正是这种按各种不同铺层设计要素组成的层合板。 本章主要介绍由高性能连续纤维与树脂基体材料构成的层合结构和夹层结构设计的基本原理和方法,也介绍复合材料结构在导弹结构中的应用。 一、层合板及其表示方法 (1)铺层及其方向的表示 铺层是层合板的基本结构单元,其厚度很薄,通常约为0.1~0.3mm。铺层中增强纤维的方向或织物径向纤维方向为材料的主方向(1向:即纵向);垂直于增强纤维方向或织物的纬向纤维方向为材料的另一个主方向(2向:即横向)。1—2坐标系为材料的主坐标系,又称正轴坐标系, 铺层是有方向性的。铺层的方向用纤维的铺向角(铺层角)θ表示。所谓铺向角(铺层角) (2)层合板的表示方法 二、单层复合材料的力学性能
单层的力学性能是复合材料的基本力学性能,即材料工程常数。由于单层很薄,一般仅考虑单层的面内力学性能,故假设为平面应力状态。单层在材料主轴坐标系中通常是正交各向异性材料,在其主方向上某一点 处的正应变ε 1、ε 2 只与该点处的正应力σ 1 、σ 2 有关,而与剪应力τ 12 无关;同时,该点处剪应变γ 12也仅与剪应力τ 12 有关,而与正应力无 关。 材料工程常数共9个:纵向和横向弹性模量Ε 1和Ε 2 、主泊松比ν 12 、纵 横剪切弹性模量G12,共四个弹性常数;还有纵向拉伸和压缩强度X 1 、 X 2,横向拉伸与压缩强度Y 1 、Y 2 ,纵横剪切强度S共五个强度参数。这9 个工程常数是通过单向层合板的单轴试验确定的。通常情况下,单层力 学性能有明显的方向性,与增强纤维的方向密切相关,即?Ε 1>>Ε 2 , X>>Y;而且拉伸与压缩强度不相等,即X 1≠X 2 ,Y 1 ≠Y 2 ;纵横剪切性能与 拉伸、压缩性能无关,即S与X、Y无关。 由于单层复合材料是复合材料的基础,故往往用它的性能来说明复合材料的性能。但应当指出:单层的性能不能替代实际使用的层合复合材料的性能。一般说,实际使用的层合复合材料性能要低于单向复合材料的纵向性能。复合材料的性能与材料中含有的纤维数量有很大的关系,所以在规定性能数据时,一般还应给定材料所含的纤维量,通常用纤维所占的体积百分比V来表示。V称为纤维体积分数或纤维体积含量,其值通常控制在60%左右。 三、复合材料结构的制造与成形工艺