焊接球常用规格
1、关于焊接球,国家有相应的规范,但是近年来使用规范中的球规格较少,并已演化为各家规格均不同的状况。
2、就常用规格而言,整理如下:
常用起步球:D300,最大球D800。
逢50mm都为常用规格,另外,逢20、60、80mm为次常用规格。
厚度常用:8mm起步,最大一般为40mm。常用的厚度为:
8mm/10mm/12mm/14mm/16mm/18mm/20mm/22mm/25mm/30mm/ 40mm。
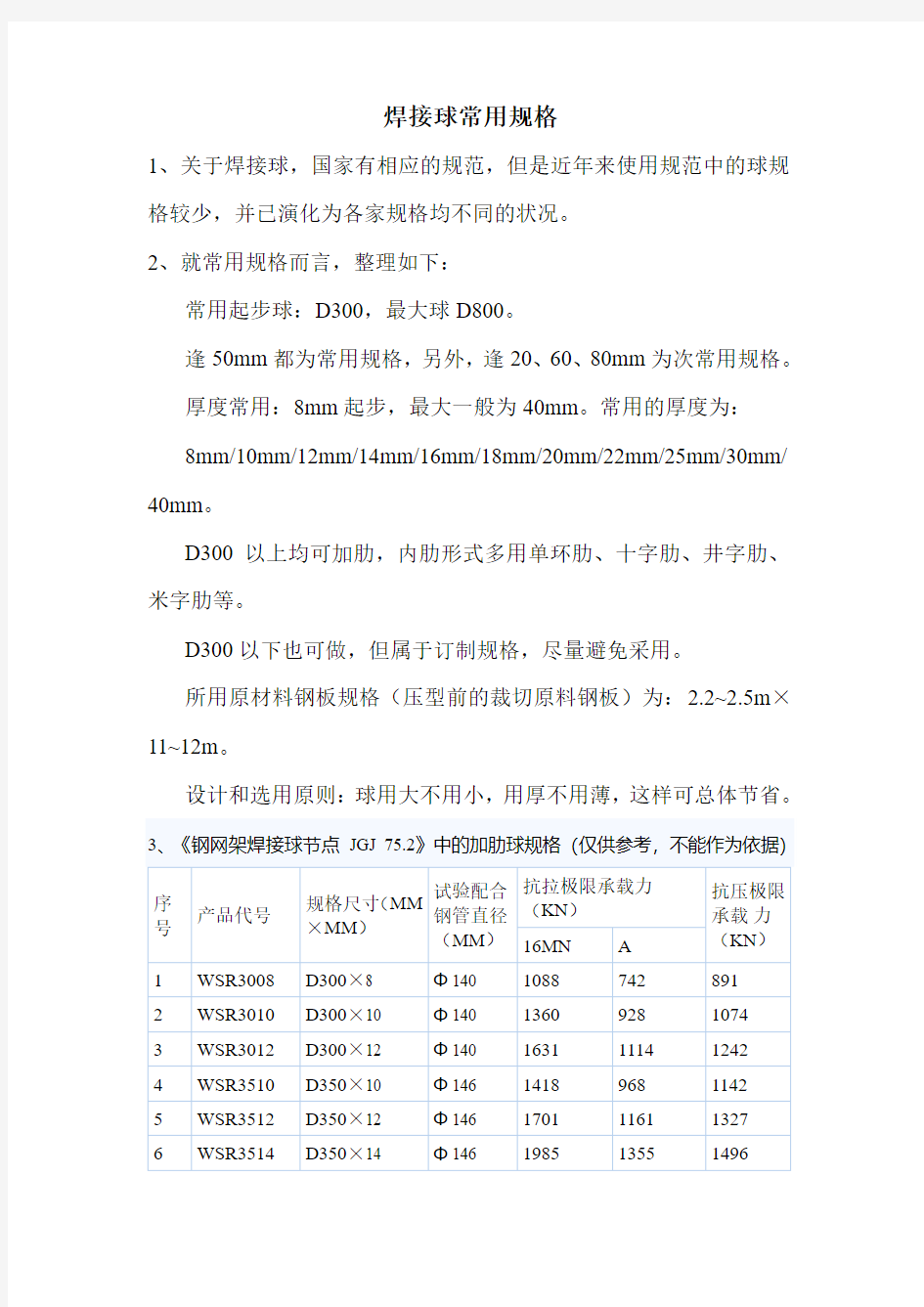
D300以上均可加肋,内肋形式多用单环肋、十字肋、井字肋、米字肋等。
D300以下也可做,但属于订制规格,尽量避免采用。
所用原材料钢板规格(压型前的裁切原料钢板)为:2.2~2.5m×11~12m。
设计和选用原则:球用大不用小,用厚不用薄,这样可总体节省。
W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 W=*S*(公称外径-S) 镀锌钢管每米重量=壁厚x(外径-壁厚) 镀锌管也是钢材,表面度了一层薄薄得锌,密度cm3 钢管的重量=×π×(外径平方-内径平方)×L×钢铁比重其中:π = L=钢管长度钢铁比重取所以,钢管的重量=××(外径平方-内径平方)×L× * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢的密度为: cm3 钢材理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其基本公式为: W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 各种钢材理论重量计算公式如下: 名称(单位) 计算公式符号意义计算举例 圆钢盘条(kg/m) W= ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。每m 重量= ×1002= 螺纹钢(kg/m) W= ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量= ×12 2= 方钢(kg/m) W= ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。每m 重量= ×202= 扁钢 (kg/m) W= ×b ×d b= 边宽mm d= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。每m 重量= ×40 ×5=
W= ×s×s s= 对边距离mm 对边距离50 mm 的六角钢,求每m 重量。每m 重量= ×502=17kg 八角钢 (kg/m) W= ×s ×s s= 对边距离mm 对边距离80 mm 的八角钢,求每m 重量。每m 重量= ×802= 等边角钢 (kg/m) = ×[d (2b – d )+ (R2 – 2r 2 )] b= 边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求20 mm ×4mm 等边角钢的每m 重量。从冶金产品目录中查出4mm ×20 mm 等边角钢的R 为,r 为,则每m 重量= ×[4 ×(2 ×20 – 4 )+ ×(– 2 × 2 )]= 不等边角钢 (kg/m) W= ×[d (B+b – d )+ (R2 – 2 r 2 )] B= 长边宽 b= 短边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求30 mm ×20mm ×4mm 不等边角钢的每m 重量。从冶金产品目录中查出30 ×20 ×4 不等边角钢的R 为,r 为,则每m 重量= ×[4 ×(30+20 – 4 )+ ×(– 2 × 2 )]= 槽钢 (kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高 b= 腿长 d= 腰厚 t= 平均腿厚 R= 内弧半径 r= 端弧半径 求80 mm ×43mm ×5mm 的槽钢的每m 重量。从冶金产品目录中查出该槽钢t 为8 ,R 为8 ,r 为4 ,则每m 重量= ×[80 ×5+2 ×8 ×(43 – 5 )+ ×(82–4 2 )]= 工字钢(kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高
焊接钢管规格表 2011-01-160-8-13 作者:lk 焊接钢管规格表: 壁厚/mm O.5, 0.6, 0.8, 1.0 ,1.2, 1.4, 1.5 ,1.6, 1.8, 2.O, 2.2, 2.5, 2.8, 3.0, 3.2, 3.5 钢管的理论质量/(kg/m) ?5: O.055 0.065 O.083 O.099 ? 8 : 0.092 O.109 O.142 O.173 O.201 ? 10: 0.117 O.139 0.181 0.222 0.260 ? 12: 0.142 O.169 O.221 O.271 O.320 O.366 O.388 0.410 ? 13: O.183 0.241 0.296 O.343 0.400 O.425 0.450 ? 14: 0.198 O.260 O.321 O.379 O.435 O.462 O.489 ? 15: O.123 0.280 O.345 0.408 O.470 O.499 O.529 ? 16: O.228 O.300 O.370 0.438 0.504 O.536 O.568 ? 17: 0.243 O.320 O.395 O.468 0.359 O.573 O.608 ? 18: 0.257 0.339 O.419 O.497 O.573 0.610 0.647 ? 19: O.272 O.359 0,444 0.527 0.608 O.647 O.687 20 0.287 0.379 O.469 O.556 O.642 O.684 O.726 0.808 0.888 21 0.399 0.493 0.586 0.677 O.721 O.765 0.852 0.937 22 O.418 O.518 O.616 O.7U O.758 O.805 O.897 0.986 1.074 25 O.477 O.592 O.704 0.815 O.869 O.923 1.030 1.134 1.237 1.387
Q/J.J 企业标准 Q/J.J01.04.2-2005 常用焊接材料标准汇编 2004-11-01发布2005-01-01实施 发布
Q/J.J01.04.2-2005 前言 为切实贯彻执行《压力容器安全技术监察规程》,加强对焊接材料采购、验收的管理,现将我厂使用过的焊接材料,包括手工焊条、气体保护焊焊丝、埋弧焊丝/焊剂和带极堆焊用钢带/焊剂的牌号及相应的标准号,予以汇编,供设计、工艺人员和焊材采购、验收人员使用。 本标准自2005年1月1日起实施。 本标准由厂标准化委员会提出并归口。 本标准由技术质量本部负责起草。 本标准主要起草人: 本标准校核人: 本标准审核人: 本标准批准人:
企业标准 常用焊接材料标准汇编 Q/J.J01.04.2-2005 1 范围 本标准汇编了我厂产品常用的焊接材料的牌号及相对应的材料标准。 本标准不包括焊接用气体、焊接辅料等。 本标准不作为焊接材料选用、代用的依据。 当焊接材料有特殊要求时,还应符合相应技术条件或规范的要求。 2.说明 本标准提供材料定额技术人员、产品设计、工艺人员、材料采购和验收人员使用。 2.1 考虑到我厂制造的设备使用的焊接材料的复杂性,本标准不可能包括所有焊接材料。因此,如果某牌号焊接材料未包含在本标准中,则引入部门应负责向相关部门提交其相应的标准号。对引入的本标准汇编以外的焊接材料,产品设计和相关工艺人员应在设计、工艺文件中注明选用材料的标准号,以便采购和检验人员按相应标准进行采购和验收。工艺处将考虑在本标准的下一版中收录。 2.2 凡选用本标准中的焊接材料牌号,设计、工艺文件中可不注明其相应的标准号。 3.焊接材料汇编
国标热镀锌钢管规格尺寸 理论重量表 Lele was written in 2021
镀锌管相关资料 钢管重量计算公式:[(外径-壁厚)*壁厚]*=kg/米(每米的重量) 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 2 1. 064 8 13. 5 10 15
20 25 32 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 50 65 80 100 125 150 镀锌钢管尺寸规格表说明:W=C×[×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管:
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。 冷镀锌管: 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。 热镀锌钢管:钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 冷镀锌钢管:锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。 镀锌钢管的用途 常说的镀锌管,镀锌管的用途现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金
焊接国家标准总汇标准号标准名称 焊接基础通用标准 GB/T3375--94焊接术语 GB324--88焊缝符号表示法 GB5185--85金属焊接及钎焊方法在图样上的表示代号 GB12212--90技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84技术制图金属结构件表示法 GB985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南GB/Tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 GB/Tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 GB/Tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求 GB/T12469--90焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90钢结构焊缝外形尺寸 GB/T16672—1996焊缝----工作位置----倾角和转角的定义焊接材料标准焊条 GB/T5117--1995碳钢焊条 GB/T5118--1995低合金钢焊条 GB/T983—1995不锈钢焊条 GB984--85堆焊焊条 GB/T3670--1995铜及铜合金焊条 GB3669--83铝及铝合金焊条 GBl0044--88铸铁焊条及焊丝 GB/T13814—92镍及镍合金焊条 GB895--86船用395焊条技术条件 JB/T6964—93特细碳钢焊条 JB/T8423—96电焊条焊接工艺性能评定方法 GB3429--82碳素焊条钢盘条 JB/DQ7388--88堆焊焊条产品质量分等 JB/DQ7389--88铸铁焊条产品质量分等 JB/DQ7390--88碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96焊接材料质量管理规程焊丝 GB/T14957—94熔化焊用钢丝 GB/T14958--94气体保护焊用钢丝 GB/T8110--95气体保护电弧焊用碳钢、低合金钢焊丝 GBl0045--88碳钢药芯焊丝 GB9460--83铜及铜合金焊丝 GBl0858--89铝及铝合金焊丝 GB4242--84焊接用不锈钢丝
国标焊管及镀锌管规格重量表(按GB/T3091—2001标准执行) 规格外径mm 壁厚mm 最小壁厚mm 焊管(6米定尺)镀锌管(6米定尺) 米重kg 根重kg 米重kg 根重kg 公称内径英寸 DN15 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 2.5 76.1 4.0 3.5 7.11 42.66 7.536 45.21 DN80 3 88.9 4.0 8.38 50.28 8.88 53.28 DN100 4 114.3 4.0 10.88 65.28 11.53 69.18 DN125 5 140 4.5 15.04 90.24 15.942 98.65 DN150 6 168.3 4.5 18.18 109.08 19.27 115.62 DN200 8 219.1 6.0 (焊管) 31.53 189.18 DN200 8 219.1 6.5 (热镀锌)36.12 216.72 镀锌钢管常用规格 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 10.0 2 1.064 1.059 8 13.5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032 32 42.3 5.15 1.039 1.032 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 说明:W=C*[0.02466*(D-S)*S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 GB/T3375--94 焊接术语 GB324--88 焊缝符号表示法 GB5185--85 金属焊接及钎焊方法在图样上的表示代号 GB12212--90 技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84 技术制图金属结构件表示法 GB985--88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88 埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998 焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 GB/Tl2468.2--1998 焊接质量保证金属材料的熔化焊第2部分:完整质量要求 GB/Tl2468.3--1998 焊接质量保证金属材料的熔化焊第3部分:一般质量要求 GB/Tl2468.4--1998 焊接质量保证金属材料的熔化焊第4部分:基本质量要求 GB/T12469--90 焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90 钢结构焊缝外形尺寸 GB/T16672—1996 焊缝----工作位置----倾角和转角的定义 焊接材料标准 焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--85 堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--83 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—92 镍及镍合金焊条 GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--82 碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 焊丝
国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺) 公称内径英寸米重kg 根重k DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 1.66 9.96 DN25 1 33.7 3.2 2.8 2.41 14.46 DN32 1.25 42.4 3.5 3.06 3.36 20.16 DN40 1.5 48.3 3.5 3.06 3.87 23.22 DN50 2 60.3 3.8 3.325 5.29 31.74 DN65 2.5 76.1 4.0 3.5 7.11 42.66 DN80 3 88.9 4.0 8.38 50.28 DN100 4 114.3 4.0 10.88 65.28 DN125 5 140 4.5 15.04 90.24 DN150 6 168.3 4.5 18.18 109.0 DN200 8 219.1 6.0(焊管) 31.53 189.1 DN200 8 219.1 6.5(热镀锌) 国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 公称内径英寸 1 2 DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 DN25 1 33.7 3.2 2.8 DN32 1.25 42.4 3.5 3.06 DN40 1.5 48.3 3.5 3.06 3.0 3.0 DN50 2 60.3 3.8 3.325 3.56 3.0
DN65 2.5 76.1 4.0 3.5 3.1 3.0 DN80 3 88.9 4.0 3.5 3.0 DN100 4 114.3 4.0 DN125 5 140 4.5 DN150 6 168.3 4.5 DN200 8 219.1 6.0(焊管) DN200 8 219.1 6.5(热镀锌) 40X20X0.6--3.0mm 30X20X0.6--2.0mm 20X14X0.5--1.2mm 20X10X0.5--1.2mm 100X40X2.0--3.0mm 90X60X2.0--4.0mm 80X60X1.4--4.0mm 80X50X1.2--3.0mm 80X40X0.9--4.0mm 70X50X1.2--4.0mm 70X30X1.5--3.0mm 60X40X0.8--4.0mm 60X30X0.8--3.0mm 50X40X0.8--3.0mm 50X30X0.7--4.0mm 50X25X0.7--3.0mm 50X20X0.7--1.7mm 40X30X0.7--3.0mm 40X25X0.7--2.5mm
各种常用材料焊接的焊接材料选择原则 为得到高质量的焊接接头,首先要合理选择焊接材料。由于焊接部件在运行中的工况有很大差异,母材的材质性能、成分千差万别,部件的制造工艺错综复杂,因此需要从各方面综合考虑确定对应的焊接材料。选择焊接材料应遵循以下原则: 满足焊接接头使用性能的要求。包括常温、高温短时强度、弯曲性能、 冲击韧性、硬度、化学成分等,以及一些技术标准和设计图纸中对街头性能的特殊要求,诸如持久强度,入编极限、高温抗氧化强度、抗腐蚀性能等。 满足焊接接头制造工艺性能和焊接工艺性能的要求。焊接接头组成的构 件,在制造过程中不可避免要进行各种成型和切削加工,例如冲压、车、刨等,要求焊接接头具有一定的塑性变形能力和切削性能、高温综合性能等。 合理的经济性。在满足上述性能外,应选择价格便宜的焊接材料,降低 制造成本。例如重要部件的低碳钢手工电弧焊时,应优先选择碱性药皮焊条,因为碱性焊条脱硫、脱氧充分,且氢含量低,焊缝金属抗裂性能及冲击韧性性能好。而对于一些非重要不见,可选用酸性焊条,因为酸性焊条仍能满足费重要部件的性能要求,而且工艺性良好,价格便宜,可降低制造成本。 第二节碳素钢、低合金钢焊接材料的选择 碳素钢、低合金钢(包括低合金耐热钢、低合金高强钢)焊接材料的选择,应考虑下列因素:等强性和等韧性原则 承压承载的部件,通常根据材料的拉伸应力进行强度计算,拉伸需用应力与 材料的标准抗拉强度下限值有关,即许用应力 (σ)=σb/nb(各种标准nb的取值同) (σ)为材料的拉伸许用应力 σb为材料的标准抗拉强度下限值 nb 为安全系数(各种标准nb的取值不同) 所以焊接接头作为部件的一部分,其焊缝抗拉强度应不小于母材标准抗拉强度规定的下限。同时应注意焊接材料熔敷金属的抗拉强度不能大大高于母材的抗拉强度,而导致焊缝塑性性能降低,硬度增大,不利于随后的制造成型。尽管强度计算仅考虑材料的抗拉强度,各种工艺评定标准对焊缝的屈服强度均无要求,但选择焊接材料时也应考虑焊接材料熔敷金属的屈服强度不应低于母材的屈服强度,并注意保证一定的屈强比。当接头在高温运行通常用工作温度(或设计温度)下材料的高温短时抗拉强度规定下限进行需用应力计算即 [σt]= σbt/nb 其中[σt]为材料t温度下,短时抗拉强度规定值下计算的高温许用应力 σbt为材料t温度下,短时抗拉强度规定值下限 或工作温度下材料的持久强度蠕变极限进行许用应力计算 [σDt]= σDt/nD 其中,[σDt]为材料t温度下持久强度计算的许用应力 σDt为材料t温度下的持久强度 nD为安全系数(各种标准的取值不同) 因此,选择高温运行焊接接头的焊接材料时,应考虑其高温短时抗拉强度或持久强度不得低于母材的对应值。一般碳素钢和普通低合金钢选择焊接材料只要考虑焊接材料的考拉强度,可不考虑熔敷金属的化学成分与母材匹配,但对于Cr-Mo耐热钢材料的焊接,选择焊接材料不仅考虑其等强性,还应考虑合金元素的匹配以保证焊接接头的综合性能与母材一致。 在特殊情况下,部件按材料的屈服强度计算许用应力进行设计时,就必须以屈服强度的等强
常用管材(钢管)规格表(A)
常用管材(钢管)规格表(B)
常用型材的理论重量(Kg/m) 扁钢:镀锌板:-25×3-----0.59 δ0.5=7.85kg/张(2m2 ) -30×3-----0.71 δ0.6=9.42kg/张(2m2 ) -40×4-----1.76 δ0.75=11.78kg/张(2m2 ) 角钢:δ1.0=15.7kg/张(2m2 ) ∟∠25×3-----1.24 δ1.2=18.84kg/张(2m2 ) ∠30×3-----1.373 ∠40×4-----2.422 钢板重量计算公式: ∟∠50×5-----3.77 G=L×B×H×7.85 槽钢: G:重量,L:长,B:宽,H:厚 6.3#-----6.33 计算时注意保证单位一致8#-----8.05 10#----10.00 12#----12.02 圆钢: φ6----0.222 φ8----0.395 φ10---0.617 φ12---0.888 φ14---1.21 φ16---1.58 商用空调各类场所应用经验 行业场所方案实例 餐厅: 空间不大,规模较小的餐厅可以使用低静压管道机组,以达到经济实惠的效果。而高档次的餐厅可以使用嵌入式空调机组,以体现整体环境的高雅大方。空间开阔和包房较多的餐厅应选择不同的空调,具体可参照娱乐场所的选择方案。
便利店: 便利店的空间有限,使用低静压管道机组和嵌入式空调机组就能很好地满足此类场所的空调要求。而且空调悬挂于空间顶部,不会占据任何营业空间。 娱乐场所: 空间开阔的娱乐场所建议使用高静压风管机组,以达到送风均匀,快速制冷的效果。而有较多包间的场所可以使用风冷热泵机组,以方便每个房间单独控制。 汽车展示厅: 汽车展示厅通常可分为展示区域和办公区域,展示部分可以选用高静压管道机组,而办公部分可以使用风冷热泵机组,以分别满足两个区域不同的空调要求。 小型办公楼: 建议使用风冷热泵机组以便于分层控制,或者分区域控制。 工厂: 水冷柜机由于其价格性能比高,是工厂选用空调的最佳选择。 超市及大卖场: 超市及大买场的空间开阔,客流量大,大风量设计的高静压管道机组是此类场所的最佳选择。 末端的选型 1、风机盘管的选型 风机盘管有两个主要参数:制冷(热)量和送风量,故有风机盘管的选择有如下两种方法: (1)根据房间循环风量选:房间面积、层高(吊顶后)和房间换气次数三者的乘积即为房间的循环风量。利用循环风量对应风机盘管高速风量,即可确定风机盘管型号。 (2)根据房间所需的冷负荷选择:根据单位面积负荷和房间面积,可得到房间所需的冷负荷值。利用房间冷负荷对应风机盘管的高速风量时的制冷量即可确定风机盘管型号。
【焊接材料标准】 ——焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--2001(旧为GB984--85)堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--2001(旧标准为GB3669--83) 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—2008(旧标准为GB/T13814—92 )镍及镍合金焊条GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--2002(替代GB3429--82)碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 ——焊丝 GB/T 14957—94 熔化焊用钢丝 GB/T 14958--94 气体保护焊用钢丝 GB/T 8110--95 气体保护电弧焊用碳钢、低合金钢焊丝 GB 10045--88 碳钢药芯焊丝 GB 9460--2008(旧标准GB9460--83) 铜及铜合金焊丝 GB 10858--89 铝及铝合金焊丝 GB 4242--84 焊接用不锈钢丝 GB/T 15620--2008(旧标准为GB/T15620--1995)镍及镍合金焊丝JB/DQ 7387--88 铜及铜合金焊丝产品质量分 GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂 GB/T 1300-1977 焊接用钢丝 GB/T 17493-2008 低合金钢药芯焊丝 GB/T 17853-1999 不锈钢药芯焊丝 GB/T 4241-2006 焊接用不锈钢盘条 GB/T 10044 铸铁焊条及焊丝 JB∕T 4747-2007 承压设备用气体保护电弧焊钢焊丝 ——焊剂 GB5293--1999 (旧为GB5293--85)碳素钢埋弧焊用焊剂 GBl2470--90 低合金钢埋弧焊焊剂 ——钎料、钎剂 GB/T6208--1995 钎料型号表示方法 GBl0859---89 镍基钎料 GBl0046--88 银基钎料
镀锌管相关资料 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管 6 10.0 2 1. 064 1.059 8 13. 5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032
32 42.3 5.15 1.039 1.032 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 镀锌钢管尺寸规格表说明:W=C×[0.02466×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管: 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
各种常见钢材的焊接焊条及焊接工艺选用一览表 序号材质 焊接工艺及焊接材料焊接检验方法及数量 工艺方 法 焊丝焊条 光谱 检验 及复 查 无损检验 1 1Cr18Ni9Ti 对于管壁 厚度 ≤6mm 的管道, 采用全氩 焊接方 法,对于 管道壁 厚>7mm 的管道可 以才用氩 电联焊的 焊接方 法。对于 采用不锈 钢焊条的 焊缝可以 不进行热 处理,其 它焊缝根 据管道壁 厚进行选 择是否采 用预热、 热处理等 工艺。H1Cr19Ni9Ti、 H0Cr18Ni9Ti A137、A132 合金 焊缝 需要 进行 100 %光 谱复 查检 验 根据温度与 压力两个参 数定 2 0Cr19Ni9 H1Cr19Ni9、 H0Cr20Ni10 A102、 A107、132 3 0Cr18Ni11Nb H1Cr19Ni10Nb、 H1Cr19Ni9Ti A137、A132 4 0Cr18Ni11Ti H1Cr19Ni10Nb、 H1Cr19Ni9Ti A137、A132 5 0Cr23Ni13 H1Cr24Ni13、 H0Cr25Ni13 A407 6 1Cr20Ni14Si2 H1Cr24Ni13、 H0Cr25Ni13 A407 7 0Cr25Ni20 H1Cr25Ni20、 H0Cr25Ni13 A407 8 12Cr1MoVG TIG-R31 R317 9 12Cr2Mo TIG-R40 R407 10 10CrMo910 TIG-R40 R407 11 SA335P22 TIG-R40 R407 12 15CrMo (WC6) TIG-R30 R307 13 SA335P11、SA182F11、 SA335P12 TIG-R30 R307 14 15CrMo+12Cr1MoVG TIG-R30 R307 15 20+12Cr1MoVG TIG-J50 J507 16 20+SA335P22 TIG-J50 J507 17 20+15CrMoG TIG-J50 J507 18 SA335P22+15CrMo TIG-R30 R307 19 SA335P22+12Cr1MoV TIG-R31 R317 20 12Cr1MoV+1Cr18Ni9Ti H1Cr24Ni13、 H0Cr25Ni13 A302、A307 A335P11+1Cr18Ni9Ti H1Cr24Ni13、 H0Cr25Ni13 A302、A307 #20+1Cr18Ni9Ti H1Cr24Ni13、 H0Cr25Ni13 A302、A307 21 12Cr1MoV+12Cr1MoV TIG-R31 R317
查看文章镀锌管 尺寸规格表 2010-10-29 10:00 镀锌管基本知识 一般来说,管子的直径可分为外径、内径、公称直径。管材为无缝钢管的管子的外径用 字母 D 来表示,其后附加外直径的尺寸和壁厚,例如外径为 108 的无缝钢管,壁厚为 5MM,用 D108*5 表示,塑料管也用外径表示,如 De63,其他如钢筋混凝土管、铸铁管、镀锌钢管等采用 DN 表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。管 子的公称直径和其内径、外径都不相等,例如:公称直径为 100MM 的无缝钢管邮 102*5、 108*5 等好几种,108 为管子的外径,5 表示管子的壁厚,因此,该钢管的内径为(108*5
-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连
接尺寸,公称直径采用符号 DN 表示,如果在设计图纸中采用外径表示,也应该作出管道规格对照表,表明某种管道的公称直径,壁厚。? .?管子系列标准? 压力管道设计及施工,首先考虑压力管道及其元件标准系列的选用。世界各国应用的标准体系虽然多,大体可分成两大类。压力管道标准见表 3。法兰标准见表 4。? 表 3 压力管道标准 分?类大外 径系列小外 径系列 规格 DN-公称直径 Ф-外径 DN15-ф22mm,DN20-ф27mm DN25-ф34mm,DN32-ф42mm DN40-ф48mm,DN50-ф60mm DN65-ф76(73)mm,DN80-ф89mm DN100-ф114mm,DN125-ф140mm DN150-ф168mm,DN200-ф219mm DN250-ф273mm,DN300-ф324mm
最新国家标准目录 序号年份年序标准编号标准名称 1 2008 GB/T 15829-2008 软钎剂分类与性能要求 2 2008 GB/T 10046-2008 银钎料 3 2008 GB/T 19867.4-2008/ISO 15609-4:200 4 激光焊接工艺规程 4 2008 GB/T 11364-2008 钎料润湿性试验方法 5 2008 GB/T 985.2-2008 埋弧焊的推荐坡口 6 2008 GB/T 11363-2008 钎焊接头强度试验方法 7 2008 GB/T 2654-2008/ISO 9015-1:2001 焊接接头硬度试验方法 8 2008 GB/T 985.1-2008 气焊,焊条,电弧焊气体保护焊和高能束焊的推荐坡口 9 2008 GB/T 22086-2008 铝及铝合金的弧焊推荐工艺 10 2008 GB/T 6418-2008 铜基钎料 11 2008 GB/T 22085.1-2008/ISO 13919-1:1996 电子束及激光焊焊接头缺欠质量分级指南第1部分:钢 12 2008 GB/T 22085.2-2008/ ISO 13919-2:2001 电子束及激光焊焊接头缺欠质量分级指南第2部分:铝及铝合金 13 2008 GB/T 10859-2008 镍基钎料 14 2008 GB/T 13815-2008 铝基钎料 15 2008 GB/T 2653-2008/ISO 5173:2000 焊接接头弯曲试验方法16 2008 GB/T 2652-2008 焊缝及熔敷金属拉伸试验方法 17 2008 GB/T 19867.5-2008/ISO 15609-5:2004 电阻焊焊接工艺规程 18 2008 GB/T 19867.3-2008/ISO 15609-3:2004 电子束焊接工艺规程 19 2008 GB/T 9460-2008 铜及铜合金焊丝 20 2008 GB/T 19867.2-2008/ISO 15609-2:2001 气焊焊接工艺规程 21 2008 GB/T 10858-2008 铝及铝合金焊丝 22 2008 GB/T 13814-2008 镍及镍合金焊条 23 2008 GB/T 985.3-2008 铝及铝合金气体保护焊的推荐坡口 24 2008 GB/T 2651-2008 /ISO 4136:2001 焊接接头拉伸试验方法14 9 25 2008 GB/T 2650-2008 /ISO 9016:2001 焊接接头冲击试验方法10 7 26 2008 GB/T 985.4-2008 复合钢的推荐坡口14 8 27 2008 GB/T 324-2008 焊缝符号表示法16 15 28 2008 GB/T 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝22 26 29 2008 GB/T 15620-2008 镍及镍合金焊丝18 18 30 2008 GB/T 22087-2008 /ISO 10042:2005 铝及铝合金的弧焊接头缺欠质量分级指南18 17 31 2008 GB/T 1954-2008 镍铬奥氏体不锈钢焊缝铁素体含量测量方法16 15 32 2008 GB/T 17493-2008 低合金钢药芯焊丝24 32 33 2005 1 GB/T 3323-2005 金属熔化焊焊接接头射线照相19 39 34 2005 2 GB/T 5185-2005 /ISO 4063:1998 焊接及相关工艺方法代号8 6 35 2005 3 GB/T 19868.4-2005
国标无缝钢管规格表 直径厚度管重/米直径厚度管重/米159 4 15.29 820 10 199.75 5 18.99 12 239.1 6 22.64 14 278.26 219 4 21.21 920 8 179.92 5 26.39 9 202.19 6 31.52 10 224.41 7 36.6 12 268.7 8 41.63 14 312.79 273 5 33.04 1020 8 199.65 6 39.51 9 224.38 7 45.92 10 249.07 8 52.28 12 298.29 325 5 39.46 14 347.31 6 47.2 16 396.14 7 54.89 18 444.77 8 62.54 1220 10 298.39 9 70.13 12 357.47 10 77.68 14 416.36 377 6 54.89 16 475.05 7 63.87 1420 12 416.66 8 72.8 14 485.41 9 81.67 16 553.96 10 90.5 1620 12 475.84 426 6 62.14 14 554.46 7 72.33 16 632.87 8 82.46 18 711.1 9 92.55 1820 12 535.02 10 102.59 14 623.5 480 6 70.13 16 711.79 7 81.65 18 799.87 8 93.12 20 887.76 9 104.53 2020 14 692.55 10 115.9 16 790.7 529 7 90.11 18 888.65 8 102.78 20 986.4 9 115.41 22 1083.95 10 127.99 2220 16 869.61 630 8 122.71 18 977.42 9 137.82 22 1192.46 10 152.89 24 1299.68 720 8 140.46 2420 16 948.52 9 157.8 18 1066.2 10 175.09 20 1183.68 820 8 160.19 22 1300.96 9 179.99 24 1418.05
标准号标准名称 焊接基础通用标准 GB/T3375--94 焊接术语 GB324--88 焊缝符号表示法 GB5185--85 金属焊接及钎焊方法在图样上的表示代号 GB12212--90 技术制图焊缝符号的尺寸、比例及简化表示法 GB4656--84 技术制图金属结构件表示法 GB985--88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 GB986--88 埋弧焊焊缝坡口的基本形式与尺寸 GB/T12467.1—1998 焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 GB/Tl2468.2--1998 焊接质量保证金属材料的熔化焊第2部分:完整质量要求GB/Tl2468.3--1998 焊接质量保证金属材料的熔化焊第3部分:一般质量要求GB/Tl2468.4--1998 焊接质量保证金属材料的熔化焊第4部分:基本质量要求GB/T12469--90 焊接质量保证钢熔化焊接头的要求和缺陷分级 GBl0854--90 钢结构焊缝外形尺寸 GB/T16672—1996 焊缝----工作位置----倾角和转角的定义 焊接材料标准 焊条 GB/T5117--1995 碳钢焊条 GB/T5118--1995 低合金钢焊条 GB/T983—1995 不锈钢焊条 GB984--85 堆焊焊条 GB/T3670--1995 铜及铜合金焊条 GB3669--83 铝及铝合金焊条 GBl0044--88 铸铁焊条及焊丝 GB/T13814—92 镍及镍合金焊条 GB895--86 船用395焊条技术条件 JB/T6964—93 特细碳钢焊条 JB/T8423—96 电焊条焊接工艺性能评定方法 GB3429--82 碳素焊条钢盘条 JB/DQ7388--88 堆焊焊条产品质量分等 JB/DQ7389--88 铸铁焊条产品质量分等 JB/DQ7390--88 碳钢、低合金钢、不锈钢焊条产品质量分等 JB/T3223--96 焊接材料质量管理规程 焊丝 GB/T14957—94 熔化焊用钢丝 GB/T14958--94 气体保护焊用钢丝 GB/T8110--95 气体保护电弧焊用碳钢、低合金钢焊丝 GBl0045--88 碳钢药芯焊丝 GB9460--83 铜及铜合金焊丝 GBl0858--89 铝及铝合金焊丝
常用焊接材料选用明细 序号母材材质焊接材料 第一部分:压力管道用焊接材料 1、Ⅰ类材料 120J422 220H08Mn2Si 320TIG-J50 420H08Mn2Si+J422 520H08A 620TIG-J50+J427 7A106Gr.B H08Mn2SiA+J427 8A234WPB+A106Gr.B H08Mn2Si+J427 2、Ⅱ类材料 916Mn H08Mn2Si+J507 3、Ⅳ类材料 10A335 P22TIG-R40 R407 1112Cr1MoV H08CrMoVA 1212Cr1MoV H08CrMoVA+R317 1312Cr2MoG TIG-R40/R407 1415CrMo H05CrMoTiRe+R307 1515CrMo H13CrMoA+R307 1615CrMo+P11H13CrMoA+R307 17P11H13CrMoA+R307 18P22TIG-R40 19P22TIG-R40,R407 20P22+12Cr1MoV H08CrMoVA/R317 4、Ⅴ类材料 21Cr5Mo HCr5Mo+R507 22Cr5Mo TIG-R40+R507 23STFA-25HCr5Mo+R507 241Cr5Mo TIG-R40+R507 25P5(1Cr5Mo)A302 5、Ⅵ类材料 2609Mn2VDR TGS-1N+W707Ni 6、VII类材料 27A312 TP304TGF-308L,A137 28A312 TP316L TGF-316L A022 290Cr18Ni10Ti H0Cr20Ni10Ti 300Cr18Ni10Ti H0Cr20Ni10Ti/A137 310Cr18Ni12Mo2Ti TGF-316L A022 320Cr18Ni9E308L-T 330Cr18Ni9TGF308L-T 341Cr18Ni9Ti A132 35316L H00Cr19Ni12Mo2/A022 36TP304H1Cr19Ni9Ti/A132 37TP316H0Cr19Ni12Mo2/A202 38TP321H0Cr20Ni10Ti/A137