焊缝煤油渗透试验报告 单位工程名称 宝钢股份烧结系统节能环保改造工程脱硫系统机、电、管安装工程 单位工程编号 090016-2009 分部工程名称 脱硫系统机械设备安装工程 分项工程名称 4A 吸收塔安装 施工单位 中冶天工上海十三冶建设有限公司 施工标准名称及编 号 GB50128-2005 立式圆筒形焊接油罐施工及验收规范 施工图名称及编号 CA082.00.00 设备名称及尺寸 吸收塔 Φ7.4*53.5 序号 试验项目 试验方法 检测长度 试验结果 试验日期 备注 1 下部方圆节 煤油渗透 235 m 合格 见附图 2 文丘里段 煤油渗透 287m 合格 3 锥形段 煤油渗透 185 m 合格 4 直管段(一) 煤油渗透 194 m 合格 5 直管段(二) 煤油渗透 200 m 合格 6 直管段(三) 煤油渗透 122 m 合格 7 上部方圆节 煤油渗透 214 m 合格 8 进口段 煤油渗透 678 m 合格 9 顶部方形段 煤油渗透 437 m 合格 10 出口扩大段 煤油渗透 234 m 合格 说明: 监理(建设)单位 施工单位 监理工程师(建设单位项目负责人): 年 月 日 施工单位项目技术负责人: 专业质量检查员: 工长: 年 月 日
进口段 下部方圆节文丘里段 锥形段直管段 上部方圆节 顶部方形段 出口扩大段
焊缝煤油渗透试验报告 单位工程名称宝钢股份烧结系统节能环保改造 工程脱硫系统机、电、管安装工 程 单位工程编号090016-2009 分部工程名称脱硫系统机械设备安装工程分项工程名称4A吸收塔安装施工单位中冶天工上海十三冶建设有限公司 施工标准名称及编号GB50128-2005 立式圆筒形焊接油罐施工及验收规范 施工图名称及编号AB046.01 生石灰仓AB046.02 消石灰灰仓 设备名称及尺寸生、消石灰仓Φ4 序号试验项目试验方法试验长度试验结果试验日期备注1 生石灰仓锥形段煤油渗透126 合格 见附图 2 生石灰仓直管段煤油渗透217 合格 3 消石灰仓锥形段煤油渗透120 合格 4 消石灰仓直管段煤油渗透210 合格 说明: 监理(建设)单位施工单位 监理工程师(建设单位项目负责人): 年月日施工单位项目技术负责人: 专业质量检查员: 工长: 年月日
焊缝等级分类及无损检测要求 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级, 1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为 1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级; 2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。 2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级 3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级 4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为: 1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级; 2) 对其他结构,焊缝的外观质量标准可为二级。 外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。 焊缝外观质量应符合下列规定: 1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷; 2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定; 3 三级焊缝的外观质量应符合下表有关规定
设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求: 1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上; 2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上; 3 全焊透的三级焊缝可不进行无损检测。 4 焊接球节点网架焊缝的超声波探伤方法及缺陷分级应符合国家现行标准JG/T203-2007《钢结构超声波探伤及质量分级法》的规定。 5 螺栓球节点网架焊缝的超声波探伤方法及缺陷分级应符合国家现行标准JG/T203-2007《钢结构超声波探伤及质量分级法》的规定。 6 箱形构件隔板电渣焊焊缝无损检测结果除应符合GB50205-2001标准第7.3.3 条的有关规定外,还应按附录C 进行焊缝熔透宽度、焊缝偏移检测。 7 圆管T、K、Y 节点焊缝的超声波探伤方法及缺陷分级应符合GB50205-2001标准附录D的规定。 8 设计文件指定进行射线探伤或超声波探伤不能对缺陷性质作出判断时,可采用射线探伤进行检测、验证。 9 射线探伤应符合现行国家标准《钢熔化焊对接接头射线照相和质量分级》(GB 3323)的规定,射线照相的质量等级应符合AB 级的要求。一级焊缝评定合格等级应为《钢熔化焊对接接头射线照相和质量分级》(GB 3323)的Ⅱ级及Ⅱ级以上,二级焊缝评定合格等级应为《钢熔化焊对接接头射线照相和质量分级》(GB 3323)的Ⅲ级及Ⅲ级以上。 10 以下情况之一应进行表面检测: 1)外观检查发现裂纹时,应对该批中同类焊缝进行100%的表面检测; 2)外观检查怀疑有裂纹时,应对怀疑的部位进行表面探伤; 3)设计图纸规定进行表面探伤时; 4)检查员认为有必要时。 铁磁性材料应采用磁粉探伤进行表面缺陷检测。确因结构原因或材料原因不能使用磁粉探伤时,方可采用渗透探伤。磁粉探伤应符合国家现行标准《焊缝磁粉检验方法和缺陷磁痕的分级》(JB/T 6061)的规定,渗透探伤应符合国家现行标准《焊缝渗透检验方法和缺陷迹痕的分级》(JB/T 6062)的规定。磁粉探伤和渗透探伤的合格标准应符合外观检验的有关规定。设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》GB11345或《钢熔化焊对接接头射结照相和质量分级》GB3323的规定。 焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形点相贯线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准JG/T203-2007《钢结构超声波探伤及质量分级法》、《建筑钢结构焊接技术规程》JGJ81的规定。一级、二级焊缝的质量等级及缺陷分级应符合下表的规定。 一、二级焊缝质量等级及缺陷分级
1. 目的 指导焊工及焊接检验人员工作,确保焊接质量。 2. 适用范围 本基准适用于所有安徽山河矿业装备股份有限公司生产的钢结构件焊缝外观检测。 3. 焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。 3.1.7焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。 3.1.8烧穿:焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷。 3.2焊缝形状缺陷: 3.2.1焊缝成形差:熔焊时,液态焊缝金属冷凝后形成的焊缝外形叫焊缝成形,焊缝成形差是指焊缝外观上,焊缝高低、宽窄不一,焊缝波纹不整齐甚至没有等。 3.2.2焊脚尺寸:在角焊缝横截面中画出最大等腰三角形中,直角边的长度。缺陷表现在焊脚尺寸小于设计要求和焊脚尺寸不等(单边)等。 3.2.3余高超差:余高高于要求或低于母材。 3.2.4错边:对接焊缝时两母材不在一平面上。
3.2.5漏焊:要求焊接的焊缝未焊接。表现在整条焊缝未焊接、整条焊缝部分未焊接、未填满弧 坑、焊缝未填满未焊完等。 326漏装:结构件中某一个或一个以上的零件未组焊上去 327飞溅。 328电弧擦伤。 3.3复合缺陷:同一条焊缝或同一条焊缝同一处同时存在两种或两种以上的缺陷。 3.4焊缝打磨。 焊缝打磨要求:打磨后焊缝符合本检验标准,焊缝圆滑过渡或焊缝与母材圆滑过渡,不允许破坏母材。 4. i>n级焊缝的划分。 4.1掘进机所有需要超声波探伤的焊缝外观质量按I级验收,其它焊缝按二级焊缝验收。 4.4不允许存在级焊缝,否则返工甚至报废,若报废须由焊接工程师确认。 5. 检验方法。 5.1本标准只作为焊接部位外观检查的标准,对焊缝内部质量进行评定时,不适用本标准,焊缝内部质量要跟据相应的其它检查方法评定。检验方法包括以下三种: 5.1.1肉眼观察。 5.1.2可使用放大镜检验,放大倍数应以五倍为限。 5.1.3采用渗透探伤。渗透探伤是指采用荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,显示缺陷痕迹的无损检验法。 5.2复合缺陷的判定以最差的级别判定。 5.3缺陷判定后应作好标识,标明缺陷性质。 5.4标明的缺陷必须返工,缺陷返工后应重新对缺陷位置进行检验。 &检验标准(单位为mrh
焊缝的着色渗透探伤检验 焊缝的着色渗透探伤是检验焊接接头表面缺陷的有效方法之一。与焊缝的磁粉探伤相比,它具有不局限于铁磁性材料的优点,其应用范围可扩大到奥氏体不锈钢和镍合金等非磁性材料。 着色渗透探伤过程是将含有颜料和荧光粉剂的渗透液喷洒或涂敷在焊件受检部位表面上,利用液体的毛细管作用,使其渗入到开口的表面缺陷中。然后清除残留在表面的渗透液,等干燥后施加显像剂,将已渗入到缺陷中的渗透液吸附到表面上来而显示出缺陷痕迹。渗透探伤的缺点是只能检测开口坡的表面缺陷,而无法检测表层的埋藏缺陷。 1.着色渗透探伤方法的特点及应用范围 着色渗透探伤法还可按不同的显像过程分成干式显像法、湿式显像法和无显像剂显像法。 着色渗透探伤法可用于以下部位的检查: 1)焊前坡口切割面或加工面的检查。 2)焊缝及近缝区表面的检查。 3)焊接过程中焊道表面的检查。 4)临时装配定位拉筋板拆除后焊疤表面的检查。
2.着色渗透探伤剂的组成 焊缝渗透探伤用试剂包括渗透剂、去除剂和显像剂。 (1)渗透剂液体状态的渗透剂通常由颜料、溶剂、乳化剂和多种增强渗透性能的添加剂组成。 (2)去除剂焊缝渗透探伤用去除剂分水洗型、后乳化型和溶剂型。 水洗型去除剂的主要组分是工业用水。 后乳化型去除剂由乳化剂和水组成。乳化剂以表面活性剂为主、并附加调整粘度的溶剂。 (3)显像剂渗透探伤用显像剂分干式显像剂、湿式显像剂和快干式显像剂。 干式显像剂的组分是白色无机粉末,如氧化镁和氧化钛粉末。 湿式显像剂是显像粉末的水溶液。且溶液中显像粉末呈悬浮状态。同时附加润湿剂,分散剂及防腐剂。 快干式显像剂是显像粉末溶解于挥发性有机溶液中,并加适量限制剂和稀释剂等。 3.焊缝的着色渗透探伤的检验程序及操作要点 焊缝渗透探伤的检验程序包括预处理、预清洗、渗透处理、乳化处理、去除处理、干燥处理、显像、观察和后处理等。 各检验程序的操作要点、缺陷痕迹的形式及其成因详见下表。 焊缝着色渗透探伤检验程序和操作要点
焊接质量检验方法和标准 1目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可。 2责任 生产部门,品质部门可参照本准则对焊接产品进行检验。 一、熔化极焊接表面质量检验方法和标准 C O2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均 匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、长度以及位置是否符合工艺要求,具体评价标准详见下表 缺陷类型说明 评价标准 假焊系指未熔合、未连接焊缝中断等焊接缺陷(不能 保证工艺要求的焊缝长度) 不允许 气孔焊点表面有穿孔 焊缝表面不允许有气孔 裂纹焊缝中出现开裂现象 不允许 夹渣固体封入物 不允许 咬边焊缝与母材之间的过度太剧烈 H≤0.5mm允许
H>0.5m m不允许 烧穿母材被烧透 不允许 飞溅金属液滴飞出在有功能和外观要求的区域, 不允许有焊接飞溅的存在 过高的焊缝凸起焊缝太大 H值不允许超过 3mm 位置偏离焊缝位置不准 不允许 配合不良板材间隙太大 H值不允许超过2mm 二、焊缝质量标准 保证项目 1、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及 烘焙记录。 2、焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。 3、I 、II级焊缝必须经探伤检验,并应符合设计要求和施工及验收 规范的规定,检验焊缝探伤报告 焊缝表面I、II级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。II级焊缝不得有表面 气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且I级焊缝不得有咬边,未焊满等缺陷 基本项目 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
焊缝渗透检验方法和缺陷迹痕的分级 1 主题内容与适用范围 本标准规定了焊缝及其邻近母材表面开口缺陷检验方法(着色检验和荧光检验)和缺陷迹痕的分级。 本标准适用于下述金属焊缝的表面开口缺陷检验: a.用非磁性材料焊接的焊缝; b.磁性材料的角焊缝以及磁粉探伤有困难或者检验效果不好的焊缝,例如对接双面焊焊缝 清根过程中的检验等。 2 引用标准 GB 388 石油产品硫含量测定法 GB/T12604.3 无损检测术语渗透检测 JB/T 6064 渗透探险伤用镀铬试块技术条件 ZB E30 002 石油产品中氯含量测定方法(烧瓶燃烧法) ZBH24 002 渗透探伤用A型灵敏度对比试块 ZBJ04 003 控制渗透探伤材料质量的方法 ZBJ04 005 渗透探伤方法 3 检验人员 3.1焊缝渗透检验人员应按有关规程的规定经过严格培训和考核,并持有相应考核组织颁发的等级资格证书。 3.2焊缝渗透检验人员的视力应每年检查一次,校正视力不得低于1.0,无色盲和色弱。 4 探伤液 4.1探伤液包括渗透剂、乳化剂、清洗剂和显像剂,应对被检焊缝及其母材无腐蚀作用。4.2当检验镍合金焊缝时,每种探液的硫含量均不应超过用GB388分析所得的残留物重的1%;当检验奥氏体不锈钢或钛合金焊缝时,每种探伤液的氯和氟含量之和不应超过用ZB E30 002和附录A(参考件)分析所得的残留物重量的1%。 4.3应使用同一厂家生产的同一系列配套探伤液,不允许将不同种类的探伤液混合使用。4.4用着色法检验后的焊缝,如果需要进行荧光检验,则必须在彻底清理之后才能进行。4.5为了控制渗透探伤液质量的需要,可根据ZB J04 003的规定,使用符合ZB H24 002 或者JB/T 6064规定的铝合金试块或镀铬试块。 5 检验操作 5.1预处理 5.1.1预处理部位为被检表面,它包括焊缝表面及焊缝两侧至少25mm的邻近区域表面。5.1.2采用机械方法(如打磨)清除被检表面的焊渣、焊接飞溅、铁锈和氧化皮;采用溶剂方法(如水或清洗剂)清洗被检表面的油脂、纤维屑等可能遮盖表面缺陷显示或干扰检验的外来物质。不允许用喷砂、喷丸等可能堵塞表面开口缺陷的清理方法。 5.1.3当焊缝的焊波或其他表面不规则形状影响渗透检验时,应将其打磨平整。 5.1.4清洗后的表面,依靠自然蒸发或用适当的强热风使其充分干燥。 5.2 渗透处理 5.2.1可用浸、刷、喷等任何一种方法施加渗透剂 5.2.2适合进行渗透处理的温度为15~50℃,渗透时间不得少于5min或使用渗透剂使用说明书中规定了渗透时间。在渗透时间内,应保持渗透剂把被检表面润湿,当温度在3~15℃范围时,应根据温度情况适当增加渗透时间,低于3℃或高于50℃时,应另行考虑决定,并在检验报告中加以说明。 5.3 洗净处理和去除处理
焊接质量检验方法和标准1目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可。 2责任 生产部门,品质部门可参照本准则对焊接产品进行检验。 一、熔化极焊接表面质量检验方法和标准 CO2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、长度以及位置是否符合工艺要求,具体评价标准详见下表
二、焊缝质量标准 保证项目 1、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及 烘焙记录。 2、焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。 3、I 、II级焊缝必须经探伤检验,并应符合设计要求和施工及验收 规范的规定,检验焊缝探伤报告 焊缝表面I、II级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。II级焊缝不得有表面气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且I级焊缝不得有咬边,未焊满等缺陷 基本项目 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡
平滑,焊渣和飞溅物清除干净。 表面气孔:I、II级焊缝不允许;III级焊缝每50MM长度焊缝内允许直径≤0.4t;气孔2个,气孔间距≤6倍孔径 咬边:I级焊缝不允许。 II级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。 III级焊缝:咬边深度≤0.1t,,且≤1mm。 注:,t为连接处较薄的板厚。 三、焊缝外观质量应符合下列规定 1一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级和二级焊缝不得存在表面气孔、夹渣、裂纹、和电弧擦伤等缺陷 2二级焊缝的外观质量除应符合本条第一款的要求外,,尚应满足下表的有关规定 3 三级焊缝应符合下表有关规定 焊缝质量等级 检测项目二级三级 未焊满≤0.2+0.02t 且≤1mm,每 100mm 长度焊缝内未焊满累积长度≤25mm ≤0.2+0.04t 且≤2mm,每 100mm 长度焊缝内未焊满累积长度≤25mm 根部收缩≤0.2+0.02t 且≤1mm,长度不限≤0.2+0.04t 且≤2mm,长度不限 咬边≤0.05t 且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长
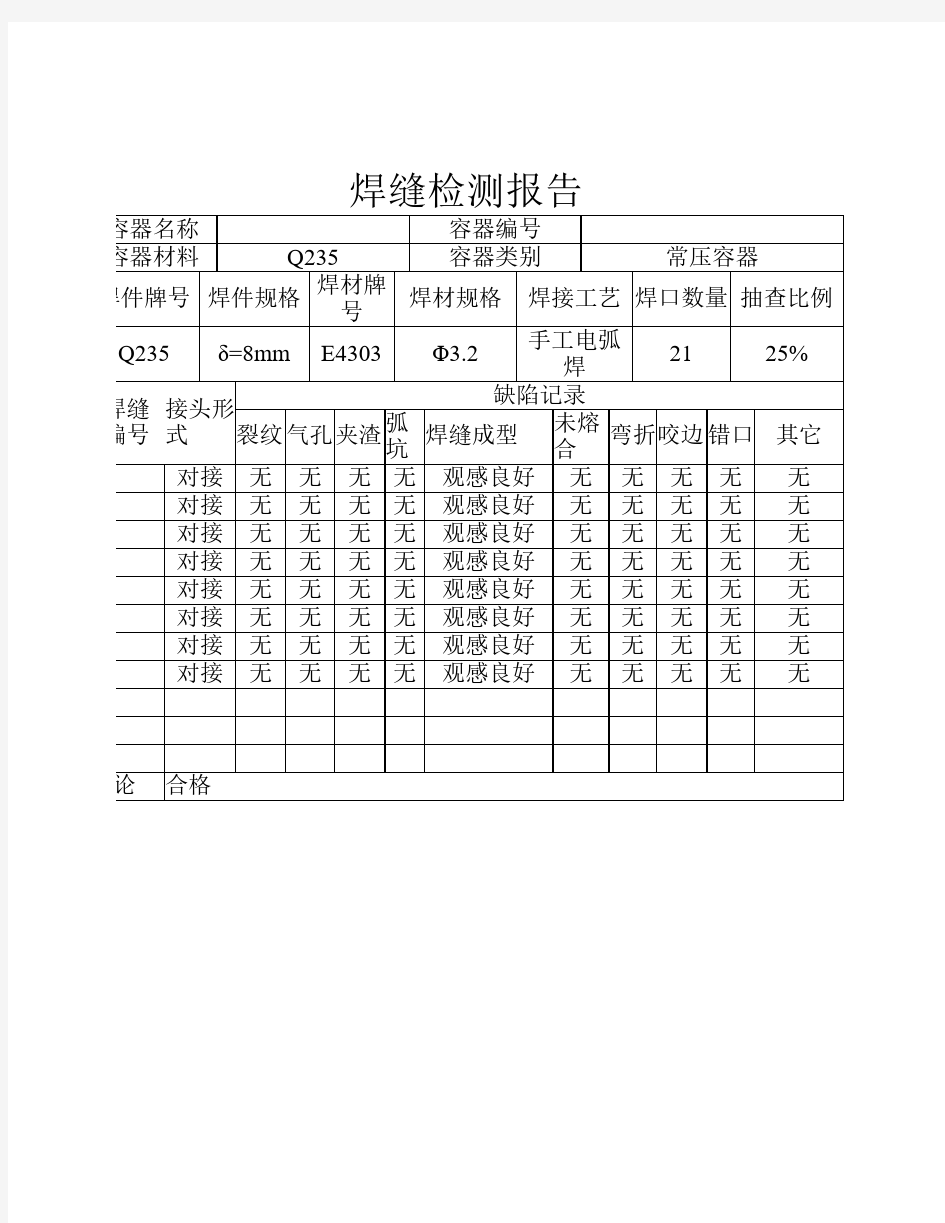
焊缝检测报告 容器名称容器编号 容器材料Q235 容器类别常压容器 焊件牌号焊件规格焊材牌号焊材规格焊接工艺焊口数量抽查比例Q235 δ=8mm E4303 Φ3.2 手工电弧焊21 25% 焊缝编号接头形式 缺陷记录 裂纹气孔夹渣弧坑焊缝成型未熔合弯折咬边错口其它对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无对接无无无无观感良好无无无无无 结论合格
水压试验检验报告 年月日 序号检验项目性质单位质量标准检验项目实测结果 1 试验压力主要常压盛水试验 2 试压介质水 3 环境温度℃≥5 4 介质温度℃符合《规范》一般要求 5 压力表精度等级主要 6 压力表量程主要备注 试压结论 结论: 本产品经常压盛水试验,无渗漏;无可见的异常变形:无异常响声;试验结论合格。
容器表面油漆记录 容器名称容器编号储存介质 油漆颜色面漆类别磁漆底漆类别红丹序号检查项目技术要求检查结果 1 金属面清理油垢清除干净合格灰尘清除干净合格铁锈清除干净合格水迹清除干净合格露出明显的金属光泽合格 2 底层(防锈漆)涂刷涂刷均匀,无透底、漏刷合格 3 油 漆 涂 刷 漆层外观 色调均匀一致,无底透斑迹、脱落、 皱纹、流痕、浮膜、漆斑及明显刷痕。 合格漆层复刷时限 漆层复刷,必须在上一层漆已干燥后 进行 合格层间结合层间结合严密,无分层现象合格 4 油漆厚度符合图纸要求合格 5 油漆层数符合图纸要求 3 6 罐体颜色符合图纸要求灰 7 其它要求 说明或图示:
焊接外观检验标准 目的:统一焊接外观检验标准,确保焊接质量和检验的一致性
5.有铅焊接和无铅焊接焊点的要求与区别: 要求与区别1.无铅焊接要求焊点焊料量适中,与元器件焊端和焊盘有良好的润湿,在焊接处形成总体连续但可以是灰暗无光泽或颗粒状外观的弧形焊接表面,其连接角不大于90°,焊点牢固可靠(下图中连接角θ1和θ2小于或等于90°为可以接受,连接角大于90°为不可以接受。) 2.无铅焊接焊点的焊接表面外观和锡铅焊接不同;无铅焊接焊点表面光泽黯淡并呈颗粒状外观,锡铅焊点表面均匀连续而光亮光滑;除此之外,其他焊接质量检验判定条件相同。 3.以下内容中对于焊点的“光滑”要求均是对于锡铅焊接焊点之要求;对于无铅焊接焊点,不可接受条件中的“灰暗,无光泽”不再作为不可接受条件。 图例
6.内容: 描述项目 检验标准描述 目标条件可接受条件不可接受条件 焊接清洁度 表面外观 清洁的金属表面无钝化(氧化)现象。清洁的金属表面有轻微的钝化(氧化)现象。 1.在金属表面或安装件上存在有色焊接残留物或 锈斑。 2.存在明显的侵蚀现象。 颗粒状物体 清洁。清洁。表面残留了灰尘和颗粒物质,如:灰尘、纤维丝、 渣滓、金属颗粒等。 氯化物、碳酸 盐和白色残 留物 清洁,无可见残留物。清洁,无可见残留物。 1.在PCB表面有白色的残留物 2.在焊接端上或焊接端周围有白色残留物存在 3.金属表面有白色结晶 注:当确定其其化学性是合格的,且是文件允许的, 则是可以接受的。 残留物 残留物 侵蚀或锈斑
描述项目 检验标准描述 目标条件可接受条件不可接受条件 焊接清洁度助焊剂残留 物-免清洗 过程外观 清洁,无可见残留物。 1.助焊剂残留在连接盘、元器件引线或导线 上,或围绕在其周围,或在其上造成了桥连。 2.助焊剂残留物未影响目视检查。 3.助焊剂残留物未接近组装件的测试点。 1.助焊剂残留物影响目视检查。(2、3级缺陷) 2.免清洗残留物上留有指纹。(3级缺陷) 3.潮湿、有粘性或过多的焊接残留物,可能扩展到其 他表面。 4.在电气配件的表面,有影响电气连接的免清洗焊接 的残留物存在。 助焊剂残留 清洁,无可见残留物。 1.对需清洗焊剂而言,应无可见残留物 2.对免清洗焊剂而言,允许有焊剂残留物。 有需清洗焊剂的残留物,或者在电气连接表面有活性 焊剂残留物。 描述项目 检验标准描述 理想状况允收状况拒收状况 毛刺导线连接式 元器件 焊接点光滑饱满无毛刺,焊点大小均匀焊接点光滑饱满无毛刺,焊点大小均匀焊接点有毛刺,拒收 残留物 焊剂残留物
百度文库- 让每个人平等地提升自我 1 XXX无损检测有限公司超声波探伤检测报告Non-destructive Test . UT Repor 委托单位Consigner 报告编号:Report No. 结构名称Structure Name DN200 无缝钢管 对接焊 检测部位 Testing Location 如图示 As figure 产品图号 Product No. 工件材质Material / 材料厚度 Thickness ㎜ 检测数量 Quantity 接头型式Joint Type 对接焊缝 Butt weld 坡口型式 Bevel Type V 焊接方法 Welding Method FCAW(CO2) 仪器型号Instrument Type 仪器编号 Serial No. 检测时机 Test time > hrs 探头型号Probe Type 5P 9×9 4 °参考试块 Test Block CSK-IA/RB-2 扫查灵敏度 Scan Sensitivity φ3-16 dB 表面状况Surface condition 打磨 Grinding 耦合剂 Coupling 化学浆糊 CMC 综合补偿 Compensation 4 dB 执行标准UT standard GB/T11345-89 合格级别 Acc Criteria Grade II 检测日期 Inspection Date 开工---结束 检测部位示意图和详细说明:管对接部位 Testing location sketch and description: 拍张照片插入 检测结果:Test results: 按规程对图示焊缝进行了UT检测,结果符合GB/T11345-89 II级质量要求。 According to the requirements of NDE procedure, carried out UT inspection of marked locations where lifting eyes removed in the figures, the results are complied to grade I of GB/T11345-89. 检测员:Inspector: 证书号Cert. No.:日期Date:审核者: Manager: 证书号Cert. No.: 日期Date: 验收者: Surveyor: 日期Date:
焊接质量检验方法和标准 目的 ? 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, ? 适用范围:适用于焊接产品的质量认可。 责任 ? 生产部门,品质部门可参照本准则对焊接产品进行检验。 ? 一、熔化极焊接表面质量检验方法和标准 ? ? 保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、长度以及位置是否符合工艺要求,具体评价标准详见下表 缺陷类型 说明 评价标准 ? 假焊 系指未熔合、未连接焊缝中断等焊接缺陷(不能 保证工艺要求的焊缝长度) 不允许 ? 气孔 焊点表面有穿孔
焊缝表面不允许有气孔 ?裂纹 焊缝中出现开裂现象 不允许 ?夹渣 固体封入物 不允许 ? 咬边 焊缝与母材之间的过度太剧烈 ??????? 允许 ? ?> ??不允许 ?烧穿 母材被烧透 不允许 ? 飞溅 金属液滴飞出 在有功能和外观要求的区域, 不允许有焊接飞溅的存在 ?过高的焊 缝凸起 焊缝太大 ?值不允许超过 ???
位置偏离 焊缝位置不准 不允许 ? 配合不良 板材间隙太大 ?值不允许超过 ??? ?二、焊缝质量标准 ? 保证项目 ? ?、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。 ??、焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。 ? ?、??、??级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检验焊缝探伤报告 ?焊缝表面?、??级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。??级焊缝不得有表面 气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且?级焊缝不得有咬边,未焊满等缺陷 基本项目 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。 表面气孔:?、??级焊缝不允许;???级焊缝每 ???长度焊缝内允许直径 ?? ??;气孔 个,气孔间距??倍孔径 ? 咬边:?级焊缝不允许。 ? ??级焊缝:咬边深度???????且 ???????连续长度??????,且两侧咬边总长????焊缝长度。
焊缝煤油渗透试验报告 宝钢股份烧结系统节能环保改造工单位工程名称单位工程编号 090016-2009 程脱硫系统机、电、管安装工程 分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装 施工单位中冶天工上海十三冶建设有限公司 施工标准名称及编GB50128-2005 立式圆筒形焊接油罐施工及验收规范号施工图名称及编号 CA082.00.00 设备名称及尺寸吸收塔Φ7.4*53.5 序号试验项目试验方法检测长度试验结果试验日期备注 下部方圆节煤油渗透合格 1 235 m 文丘里段煤油渗透合格 2 287m 锥形段煤油渗透合格 3 185 m 直管段(一) 煤油渗透合格 4 194 m 直管段(二) 煤油渗透合格 5 200 m 见附图 直管段(三) 煤油渗透合格 6 122 m 上部方圆节煤油渗透合格 7 214 m 进口段煤油渗透合格 8 678 m 顶部方形段煤油渗透合格 9 437 m 出口扩大段煤油渗透合格 10 234 m 说明: 监理(建设)单位施工单位监理工程师(建设单位项目负责人): 施工单位项目技术负责人: 专业质量检查员:
工长: 年月日年月日 顶部方形段 上部方圆节出口扩大段 直管段 锥形段 文丘里段 下部方圆节 进口段 焊缝煤油渗透试验报告 宝钢股份烧结系统节能环保改造 工程脱硫系统机、电、管安装工090016-2009 单位工程名称单位工程编号程 分部工程名称脱硫系统机械设备安装工程分项工程名称 4A吸收塔安装 施工单位中冶天工上海十三冶建设有限公司 施工标准名称及编号 GB50128-2005 立式圆筒形焊接油罐施工及验收规范施工图名称及编号 AB046.01 生石灰仓 AB046.02 消石灰灰仓设备名称及尺寸生、消石灰仓Φ4 序号试验项目试验方法试验长度试验结果试验日期备注 生石灰仓锥形段煤油渗透合格 1 126 生石灰仓直管段煤油渗透合格 2 217 见附图 消石灰仓锥形段煤油渗透合格 3 120 消石灰仓直管段煤油渗透合格 4 210
产品质量证明书 CERTIFICATE OF THE PRODUCT QUALITY 产品编号 Product No.: 设备位号 Item No. : 产品名称 Product Name: 制造日期 年月 Date of Manufacture: 厂名 英文厂名
产品质量证明书目录 Contents 1.产品合格证 Certificate of Compliance 2.产品技术特性 Technical Characteristic of Product 3.产品主要受压元件使用材料一览表 Material of Main Pressure Parts of the Product 4.产品焊接试板力学和弯曲性能检验报告 Mechanical Properties and Bend Test Report for the Welding Test Plate of Product 5.压力容器外观及几何尺寸检验报告 Visual and Geometric Dimensions Examination Report of the Pressure Vessel 6.焊缝射线检测报告 Radiographic Examination Report for Welds 7.焊缝射线检测底片评定表 Radiographic Examination Film Interpretation Sheet of Welds 8.焊缝超声检测报告 Ultrasonic Examination Report for Welds 9.渗透检测报告 Liquid Penetrate Examination Report 10.磁粉检测报告 Magnetic Particle Examination Report 11.热处理检验报告 Heat Treatment Examination Report 12.压力试验检验报告 Pressure Test Report 13.钢板锻件超声波检测报告 Ultrasonic Examination Report for Steel Plate and Forging 渗透检测报告 Liquid Penetrant Examination Report
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量,适用于所有焊接件焊缝外观检验。 2、焊接部外观检查项目 2.1、合格焊道判定(参照ASME-BPE-2009): 2.1.1、合格焊道: 2.1.2、错边:错边>15%t时,不合格。 2.1.3、外凹陷过度:凹陷>10%t时,不合格。 2.1.4、内凹陷过度或根部收缩:凹陷>10%t时,不合格、
2.1.5、未渗透,不合格。 2.1.6、凸出,凸出>0.015in(0.38mm)时,不合格。 2.1.7、整条焊缝,合格。 2.1.8、焊缝宽度偏差要求,焊缝最窄位置大于或等于最宽焊缝的50%,可以接受,反之不可以。
2.1.9、焊缝弯曲偏差要求,偏离焊缝<25%(或>75%)时,不可以接受。
2.2、焊道外观缺陷
2.3、焊缝形状缺陷: 2.3.1、错边:对接焊缝时两母材不在一平面上。(管道对接时外径错边高度大于壁厚的15%时不合格) 2.3.2、焊缝成形差:熔焊时,液态焊缝金属冷凝后形成的焊缝外形叫焊缝成形,焊缝成形差是指焊缝外观上,焊缝高低、宽窄不一,焊缝波纹不整齐甚至没有等。 2.3.3、焊脚尺寸:在角焊缝横截面中画出最大等腰三角形中,直角边的长度。缺陷表现在焊脚尺寸小于设计要求和焊脚尺寸不等(单边)等。、 2.3.4、余高超差:余高高于要求或低于母材。 2.3.5、漏焊:要求焊接的焊缝未焊接。表现在整条焊缝未焊接、整条焊缝部分未焊接、未填满弧坑、焊缝未填满未焊完等。 2.3.6、漏装:结构件中某一个或一个以上的零件未组焊上去。 2.3.7、飞溅;电弧擦伤;复合缺陷等其他缺陷。 3、检验方法。 3.1本标准只作为焊接部位外观检查的标准,对焊缝内部质量进行评定时,不适用本标准,焊缝内部质量要 跟据相应的其它检查方法评定。检验方法包括一下三种: 3.1.1 肉眼观察。
钢结构焊接外观检验规范 1 下列符号适用于本文件。 a :角焊缝的公称喉厚(角焊缝厚度); b :焊缝余高的宽度; d :气孔的直径 h :缺陷尺寸(高度或宽度); s :对接焊缝公称厚度(或在不完全焊透的场合下规定的熔透深度); t :壁厚或板厚; a) K :角焊缝的焊脚尺寸(在直角等腰三角形截面中K=2 C :焊缝宽度 2 焊缝分类及质量等级 2.1 焊缝分类 根据产品构件的受力情况以及重要性,把焊缝分为A、B、C、D 等四大类。具体分类见表1。 表1 焊缝分类 2.2 焊缝质量等级 焊缝外观质量检验要求表中所列项目,每个项目分三个等级:其中Ⅰ级为优
秀,Ⅱ级为良好,Ⅲ级为合格。 3 焊缝外观质量检验规则 3.1 焊缝按对接焊缝和角接焊缝的外观质量要求分别进行检验。 4 焊缝外观质量检验项目和要求对接焊缝见表2,角接焊缝见表3。 表2 对接焊缝外观质量检验项目和要求 N o.项 目项目说明(图示)质 量等 级 焊缝类型 A B C D 1表面气孔I不允许可视面不允许,非可视 面允许单个小的气孔,气孔 直径d≤0.25t≤1.5 II III 2表面夹渣I不允许 II不允许50 焊缝 长度上,只允 许单个夹渣, 且直径不大 于1/4板厚,最 大不超过2(密 封焊缝不允 许夹渣) 50 焊 缝长度上, 只允许单个 夹渣,且直 径不大于1/4 板厚,最大 不超过3 III不允许50 焊缝 长上,只允许 单个夹渣,且 50 焊 接长上,只 允许单个夹
直径不大于1/3板厚,最大不超过3(封焊缝不允许夹渣)渣,且直径不大于1/3板厚,最大不超过4 3飞溅 沿焊缝方向100× 50 中Φ1以上的飞溅数 量 I不允许可视面不允许有飞溅, 非可视面在100×50的范围 内,Φ1 以上的飞溅数量不 超过一个 II III 4裂纹 在焊缝金属及热影 响区内的裂纹 I不允许 II III 5弧坑缩孔I不允许 II不允许①0.5≤t≤3之间,弧坑 深度h≤0.2δ; ②t≥3,弧坑深度a≤ 0.1h≤2 III 6电弧擦伤 由于在坡口外引弧 或起弧而造成焊缝邻近 母材表面处局部损伤 I不允许在焊缝接头的外面及母材表面 II不允许在焊缝接 头的外面及母材表面 局部出现应打磨,打磨 后呈光滑过渡,打磨处的实 际板厚不小于设计规定的最 小值 III局部出现应打磨,打磨后呈光滑过渡,打磨后实 际板厚不小于设计规定的最小值
焊接质量检查 7.1.1 质量检查人员应按本规程及施工图纸和技术文件要求,对焊接质量进行监督和检查。 7.1.2 质量检查人员的主要职责应为: 1 对所用钢材及焊接材料的规格、型号、材质以及外观进行检查,均应符合图纸和相关规程、标准的要求; 2 监督检查焊工合格证及认可施焊范围; 3 监督检查焊工是否严格按焊接工艺技术文件要求及操作规程施焊; 4 对焊缝质量按照设计图纸、技术文件及本规程要求进行验收检验。 7.1.3 检查前应根据施工图及说明文件规定的焊缝质量等级要求编制检查方案,由技术负责人批准并报监理工程师备案。检查方案应包括检查批的划分、抽 样检查的抽样方法、检查项目、检查方法、检查时机及相应的验收标准等内容。 7.1.4 抽样检查时,应符合下列要求: 1 焊缝处数的计数方法:工厂制作焊缝长度小于等于 1000mm、时,每条焊缝为I处;长度大于1000mm时,将其划分为每300mm.为1处;现场安装焊缝每条焊缝为1处; 2 可按下列方法确定检查批 1) 按焊接部位或接头形式分别组成批; 2) 工厂制作焊缝可以同一工区(车间)按一定的焊缝数量组成批;多层框架结构可以每节柱的所有构件组成批; 3) 现场安装焊缝可以区段组成批;多层框架结构可以每层( 节) 的 焊缝组成批。 3 批的大小宜为300-600处; 4 抽样检查除设计指定焊缝外应采用随机取样方式取样。
7.1.5 抽样检查的焊缝数如不合格率小于2%时,该批验收定为合格; 不合格率大于5%时. 该批验收定为不合格;不合格率为2%- 5%时.应加倍抽检.且必须在原不合格部位两侧的焊缝廷长线中增加一处.如在所有抽检焊缝中不合格率不大干3%时.该批验收应定为合格,大于3%时,该批验收应定为不合格。当批.脸收不合格时.应对该批余下焊缝的全数进行检奋!。当检奋出一处裂纹缺陷时.应加倍抽查.如在加倍抽杳焊缝中未检查出裂纹缺陷时,该批脸收应定为合格。当检查出多处裂纹缺陷或加倍抽查又发现裂纹缺陷时.应对该批余下焊缝的全数进行检查。 7.1.6 所有查出的不合格焊接部位应按6.6节的规定予以补修至检查 合格。 7.2 外观检查 7.2.1 所有焊缝应冷却到环境温度后进行外观检查,Ⅱ、Ⅲ类钢材的焊缝应以焊接完成24h后检查结果作为脸收依据,Ⅳ类钢应以焊接完成48h后的检查结果作为验收依据 7.2.2 外观检查一般用目侧,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。 7.2.3 焊缝外观质量应符合下列规定: 1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷; 2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足表7.2.3的有关规定; 3 三级焊缝的外观质量应符合表7.2.3的有关规定。
焊缝探伤检测全集 焊缝探伤检测全集 物理探伤就是不产生化学变化的情况下进行无损探伤。 一、什么是无损探伤? 答:无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。 二、常用的探伤方法有哪些? 答:常用的无损探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤、γ射线探伤、萤光探伤、着色探伤等方法。 三、试述磁粉探伤的原理? 答:它的基本原理是:当工件磁化时,若工件表面有缺陷存在,由于缺陷处的磁阻增大而产生漏磁,形成局部磁场,磁粉便在此处显示缺陷的形状和位置,从而判断缺陷的存在。 四、试述磁粉探伤的种类? 1、按工件磁化方向的不同,可分为周向磁化法、纵向磁化法、复合磁化法和旋转磁化法。 2、按采用磁化电流的不同可分为:直流磁化法、半波直流磁化法、和交流磁化法。 3、按探伤所采用磁粉的配制不同,可分为干粉法和湿粉法。 五、磁粉探伤的缺陷有哪些? 答:磁粉探伤设备简单、操作容易、检验迅速、具有较高的探伤灵敏度,可用来发现铁磁材料镍、钴及其合金、碳素钢及某些合金钢的表面或近表面的缺陷;它适于薄壁件或焊缝表面裂纹的检验,也能显露出一定深度和大小的未焊透缺陷;但难于发现气孔、夹碴及隐藏在焊缝深处的缺陷。 六、缺陷磁痕可分为几类? 答:1、各种工艺性质缺陷的磁痕; 2、材料夹渣带来的发纹磁痕; 3、夹渣、气孔带来的点状磁痕。 七、试述产生漏磁的原因? 答:由于铁磁性材料的磁率远大于非铁磁材料的导磁率,根据工件被磁化后的磁通密度B =μH来分析,在工件的单位面积上穿过B根磁线,而在缺陷区域的单位面积上不能容许B根磁力线通过,就迫使一部分磁力线挤到缺陷下面的材料里,其它磁力线不得不被迫逸出工件表面以外出形成漏磁,磁粉将被这样所引起的漏磁所吸引。 八、试述产生漏磁的影响因素? 答:1、缺陷的磁导率:缺陷的磁导率越小、则漏磁越强。 2、磁化磁场强度(磁化力)大小:磁化力越大、漏磁越强。 3、被检工件的形状和尺寸、缺陷的形状大小、埋藏深度等:当其他条件相同时,埋藏在表面下深度相同的气孔产生的漏磁要比横向裂纹所产生的漏磁要小。
表号:GQL-ES20 焊缝外观质量检查原始记录本 第册共册项目名称: 标段: 开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)
说明 1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。按 照施工的时间顺序填写,不得补记。 2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。 3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监 理栏划上“/”。 4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转 抄记录本上。 5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报 告上要注明数据在记录本的位置。 6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原 始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。 7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表 表号:GQL-ES20 工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期 序号项目简图质量要求(mm)实测结果 1 咬边 △ △ 横、纵向受拉对接焊缝不允许 横向受压对接焊缝Δ≤0.3 主要角焊缝Δ≤0.5 其它焊缝Δ≤1.0 2 气孔 对接焊缝不允许 主要角焊缝直径小于1.0 每m不多于3个, 其间距不小于20 ㎜ 其它焊缝直径小于1.5 3 焊脚尺寸主要角焊缝K +2 0;其他角焊缝K +2 -1,手弧焊全长10%范围内允许K +3 -1 4 焊波 h≤2 (任意25mm范围内) 5 余高 (对接) b≤15时,h≤3; 15<b≤25时,h≤4; b>25时,h≤4b/25 单面焊接的横向对接焊缝背面余高h≤2 6 余高铲磨 (对接) △△Δ1≤ 0.5 Δ2≤ 0.3 表面粗糙度Ra50μm 7 裂纹、未熔合、未填满、焊瘤结论 备注 检查人员日期监理工程师日期