生物质发酵生产丁二酸项目调研
一、项目可行性报告
(一)立项的背景和意义
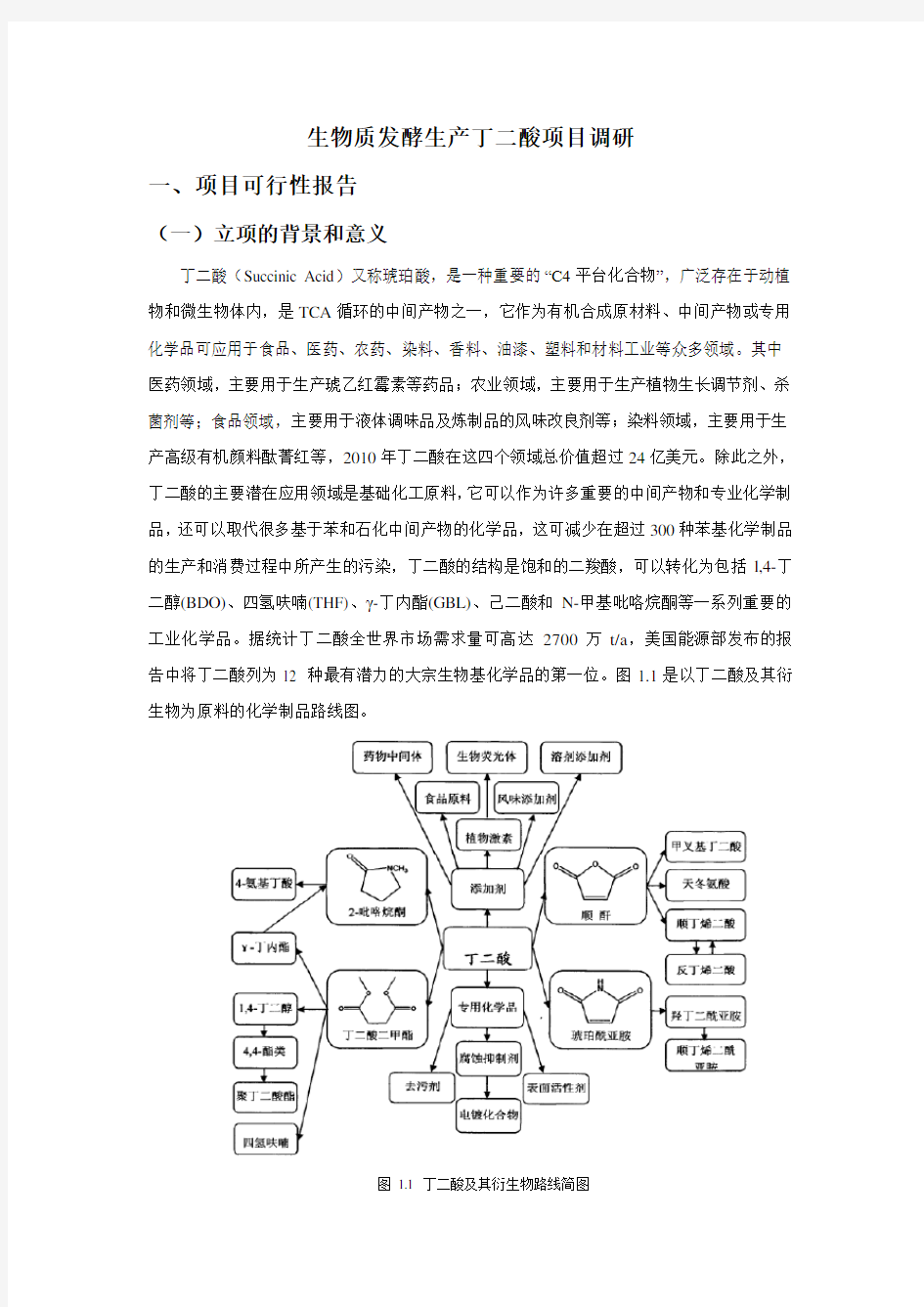
丁二酸(Succinic Acid)又称琥珀酸,是一种重要的“C4平台化合物”,广泛存在于动植物和微生物体内,是TCA循环的中间产物之一,它作为有机合成原材料、中间产物或专用化学品可应用于食品、医药、农药、染料、香料、油漆、塑料和材料工业等众多领域。其中医药领域,主要用于生产琥乙红霉素等药品;农业领域,主要用于生产植物生长调节剂、杀菌剂等;食品领域,主要用于液体调味品及炼制品的风味改良剂等;染料领域,主要用于生产高级有机颜料酞菁红等,2010年丁二酸在这四个领域总价值超过24亿美元。除此之外,丁二酸的主要潜在应用领域是基础化工原料,它可以作为许多重要的中间产物和专业化学制品,还可以取代很多基于苯和石化中间产物的化学品,这可减少在超过300种苯基化学制品的生产和消费过程中所产生的污染,丁二酸的结构是饱和的二羧酸,可以转化为包括l,4-丁二醇(BDO)、四氢呋喃(THF)、γ-丁内酯(GBL)、己二酸和N-甲基吡咯烷酮等一系列重要的工业化学品。据统计丁二酸全世界市场需求量可高达2700万t/a,美国能源部发布的报告中将丁二酸列为12 种最有潜力的大宗生物基化学品的第一位。图1.1是以丁二酸及其衍生物为原料的化学制品路线图。
图 1.1 丁二酸及其衍生物路线简图
采用生物法制备丁二酸的技术将填补了国内生物法路线生产丁二酸的空缺。丁二酸通过加氢还原反应可以制取1,4丁二醇,丁二酸分别与1,4-丁二醇和己二醇进行聚合即可得到生物可降解塑料PBS(聚丁二酸丁二醇酯)和PHS(聚丁二酸己二醇酯)。假如过程中使用的氢气和热量也是使用生物质分解和发酵产生的话,那整个聚酯多元醇领域的原料和能量就应该可以算是与传统能源完全分离了,该项目将成为生物质循环利用的示范性工程。
另外,由于石油危机及环境污染的双重压力,生物质发酵法生产丁二酸以其具有节约大量的石油资源并且可以降低由石化方法产生的污染等优点而备受国内外专家学者的重点关注。因此,本技术属于国家鼓励和支持的废弃资源综合利用和节能减排项目,是循环经济和低碳经济发展模式项目,并在2011年获得总统绿色化学挑战奖,也是国家“863”计划和重点鼓励发展类项目,符合国家及部分省市相关产业政策导向。
与传统化学方法相比,微生物发酵法生产丁二酸具有诸多优势:生产成本具有竞争力,因此对于聚氨酯行业的发展具有强有力的支撑作用,有助于我国聚氨酯产业发展;利用可再生的农业资源包括二氧化碳作为原料,避免了对石化原料的依赖,实现了使用可再生资源替代不可再生资源进行中间体的制作;减少了化学合成工艺对环境的污染。
专家分析认为,未来几年我国聚酯二元醇的年需求量将达到300万吨以上,在面对不可再生能源的紧缺条件下,石化法生产丁二酸的产量将会受到限制,加上PBS产业化技术的完善和国内外对生物可降解塑料需求的不断拓展以及丁二酸新应用领域的不断开发,因而这将给生物质发酵制取丁二酸的应用留下了非常大的发展空间和十分广阔的市场前景。(二)国内外丁二酸研究现状和发展趋势
(1)国内外丁二酸市场概述
丁二酸是用于化工、制药、食品和农业等领域的一种重要基础原料和中间体。一方面由于石油价格剧烈波动,石化法生产丁二酸的成本一直居高不下,另外发酵法能够使温室气体排放量减少50%,因而发酵法代替石化法生产丁二酸的工艺正在逐渐兴起。另一方面目前绿色化学品的市场需求也在不断增长,自然也会牵动对生物基丁二酸的需求。
2011年全球丁二酸的产能约4万吨,其中97%的丁二酸来源于石油基原料,而生物基丁二酸仅占3%,从应用领域来看,丁二酸主要用于树脂、涂料和油漆等领域约占19.3%,其他重要领域包括医药(15.1%)、食品(12.6%)、PBS /PBST(9%)和聚酯多元醇(6.2%)。从丁二酸市场分布来看,2011年,欧洲占市场总量的33.6%,亚太地区占29.6%,北美占29.2%。亚太地区预计将是未来增长最快的市场,如中国、印度和日本,其中,中国处于主
导地位(图2.1)
图2.1 2011年全球丁二酸市场分布
据Transparency预测,全球丁二酸市场将从2011年的2.403亿美元增长到2018年的8.326亿美元,2012~2018年的年均增长率达19.4%,2018年产量将超过25万吨,1,4-丁二醇、增塑剂、聚氨酯和树脂需求的增加以及涂料、染料和墨水一直是该产品市场的主要驱动因素,然而昂贵的原材料和日益严重的环境问题成为了制约该市场增长的主要因素。
1.1 国内丁二酸市场
丁二酸在中国的生产始于上世纪60 年代末期,生产发展较快,到2013 年丁二酸的产量占世界总产量的40%,目前国内丁二酸的总产能约12.5 万吨/年,年产量在6 万吨左右。随着以丁二酸为原料的PBS等新型生物可降解塑料的逐步产业化,丁二酸的发展将迎来新契机。据专家预测,2020年国内可降解生物塑料市场需求量为300 万吨,以生产1 吨PBS需0.6 吨丁二酸计算,未来国内丁二酸的年需求量将达到180 万吨左右,保守估计到2020年,我国生物法丁二酸产能将达到10万吨/年,加上下游市场的不断开发,需求量也将保持10%以上的年增长率,市场缺口巨大。
与此同时,国内已有多家企业正在积极筹备上马PBS 项目,而安庆和兴公司则领先一步,率先与清华大学达成合作意向,在目前3000 吨/年规模的基础上,计划在3 年内建设一条10 万吨/年PBS生产线,同时上马的还有与之配套的6 万吨/年丁二酸项目。但一直以不可再生的战略资源石油产品作为原料的传统丁二酸生产方法导致了高价格和高污染,抑制了丁二酸作为一种优秀的化学平台产品的发展潜力,而采用微生物发酵法生产正好可以弥补。
1.2 国外丁二酸市场
国外丁二酸市场看好,原因是丁二酸的结构是饱和二羧酸,可以转化为1,4-丁二醇、四氢呋喃、γ-丁内酯等其它四碳的化学制品,它的下游衍生物是很多行业的重要原料,在世
界范围内这些衍生物的市场潜力每年超过3×106 吨。为了使生物法生产丁二酸能够有效降低成本,美国能源部的4个实验室投资700 万美元,共同研究发酵法生产丁二酸。通过生物发酵法筛选一株优良的菌种,选择利用廉价的原料,经过合理的过程优化,生产出更具优势的丁二酸产品,具有巨大的发展潜力,另外发酵法生产丁二酸也为农业碳水化合物产品打开一个重要的市场。由此可见,发酵法制备丁二酸的研究将成为21 世纪化学工业的一个重要方向,它将使丁二酸及其衍生物市场范围更加宽广。
丁二酸的主要应用领域大致可分为5大市场:最大的市场为表面活性剂、清洁剂、添加剂和起泡剂:第二个市场为离子鳌合剂,如电镀行业中的溶蚀和点蚀等;第三个市场是在食品行业中作为酸化剂、PH 改良剂和抗菌剂;第四个市场是与健康有关的产品,包括医药、抗生素、氨基酸和维生素的生产:第五个市场也是最具发展前景的市场,即作为生物可降解塑料聚丁二酸丁二醇酯(PBS)的主要原料。不同市场对于丁二酸的纯度要求也是不同的,这对于生物法制备丁二酸是十分有利的,因为化学法生产的丁二酸由于含有微量的其他不明化合物,限制了其在食品、医药等行业的应用,而生物发酵法生产的丁二酸完全满足美国FDA 的要求,并且已经给出了安全的许可。
(2)国内外生物基丁二酸生产企业概述
2.1 国外主要企业
经过多年的研发,生物基丁二酸在技术上获得突破,早期存在的生产成本较高、性能不高导致应用范围有限等不足已有明显改善,再加上其所具有的环保优势,这类产品的市场竞争力越来越强。目前,帝斯曼、巴斯夫、Myriant(麦里安科技公司)和BioAmber(生物琥珀公司)均已兴建多个世界级规模的生物基丁二酸生产厂(表2.1)。
2.1.1 生物琥珀公司
生物琥珀公司是一家从事生物材料加工的公司,于2010年1月22日建成了世界上第一套商业化规模生物基丁二酸装置,采用由小麦衍生的葡萄糖为原料,初期生产能力为2000吨/年。近年来,生物琥珀公司与日本三井公司(Mitsui)合作较为紧密。2013年生物琥珀公司与日本三井公司合作在加拿大安大略省萨尼亚市启动一套大型生物基丁二酸生产装置,初始产能为1.7 万吨/年,并可继续扩能到3.4 万吨/年。2014年生物琥珀公司和日本三井公司还计划再共同建立两套装置,预计总产能将达到16.5 万吨/年。第二个工厂先在泰国建立,再在北美或是巴西建立第三个工厂,两套装置规模相当。通过合作,生物琥珀公司和日本三井公司将充分发挥各自的优势。首先,生物琥珀公司已经研发出一个拥有专利的技术平台,将工业生物技术和专利催化剂结合把可再生原料转化成化学品,从而能降低对石油的依赖,减
少成本,其次,生物琥珀公司在法国的工厂能生产并销售丁二酸,已被证明有价格优势。而日本三井公司作为世界上最大的综合贸易公司之一,在国际化学品市场拥有很高的份额,有利于生物琥珀公司生产的生物基丁二酸进行全球市场销售。
表2.1 国外主要企业的生物基丁二酸的产能比较
注:来源ISIC公司报告
2.1.2 麦里安科技公司
美国麦里安科技公司2011年初在路易斯安那州开工建设全球最大的生物基丁二酸工厂,并于2013年第一季度启动其在路易斯安那州普罗维登斯湖产能为1.36 万吨/年的生产装置,计划在2014年初将产能扩大到7.7 万吨/年。2012年,麦里安科技公司与德国洛伊纳(Leuna)的蒂森克虏伯伍德公司(ThyssenKrupp Uhde)合作开始商业化生产生物基丁二酸,生产工艺可达商业化生产规模和产品质量的标准。早在2009年,麦里安科技公司和蒂森克虏伯伍德公司就商业化开发生物基丁二酸签订了独家联盟协议,旨在确保生物基丁二酸生产工艺具有成本竞争优势和生产高纯度产品;目前,麦里安科技公司正在研究与中国蓝星(集团)总公司在南京建设生物基丁二酸项目,此外还与泰国PTT国际化学公司合作,在东南亚建设丁二酸项目。在销售方面,2011年美国麦里安科技公司和日本双日株式会社就缔结销售和市场合作关系,在日本、韩国、中国大陆和中国台湾经销生物基丁二酸,目的是凭借双日株式会社的市场覆盖,极大地提升麦里安科技公司生产的生物基丁二酸在这些地区的长期价值。
2.1.3 Reverdia(DSM-Roquette)
由荷兰皇家帝斯曼集团(Royal DSM)和法国罗盖特公司(Roquette Frères)合资建成的Reverdia公司,早在2010年初,就在法国Lestrem建成示范工厂,将这种生产技术投入实际运用,并不断进行改进和优化,为产品大规模推向市场作好准备。Reverdia公司于2012年10月开始投产于意大利卡萨诺斯皮诺拉(Cassano Spinola)的第一个商业化的生物基丁二酸项目,初始设计产能为1万吨/年,这也为全球丁二酸项目的大规模启动打下坚实基础。Reverdia 公司还是目前唯一一家利用低PH值酵母技术进行大规模商业化生产的公司,该技术的获取源于其公司的示范工厂,被Reverdia公司视作未来进一步提升产品性能的关键要素。通过其掌握的专利生产技术,Reverdia公司有望能够满足全球市场对于丁二酸日益增长的需求,从而确立其在生物基丁二酸生产领域的领导地位。帝斯曼与罗盖特强强联手,结合各自在材料科学与生物技术及植物原料加工方面的优势,构成Reverdia公司发展的强劲推动力。
2.1.4 Succinity GmbH(BASF-Purac)
巴斯夫及CSM 旗下普拉克(Purac)成立了合资公司Succinity GmbH,总部位于德国杜塞尔多夫。2013年在西班牙巴塞罗那建立的发酵能力为2.5万吨/年的生物基丁二酸装置正式投产。巴斯夫和CSM在2009年已签署共同发展协议并开始对丁二酸进行调研。双方在发酵和下游处理方面的互补优势形成了可持续的高效生产过程。生产中使用的细菌为产丁二酸厌氧螺菌,通过自然过程生产丁二酸。这个过程可以生成很多可再生的原材料,结合了高效和可再生原材料使用的优点,同时还具有较好的固碳效果。另外巴斯夫和CSM还改建了普拉克巴塞罗那附近的一家工厂,用来生产丁二酸,年产能约1 万吨,该工厂在2013年底正式投产,并计划筹建第二个世界级规模的丁二酸工厂,产能达5万吨/年,以满足日益增长的丁二酸使用需求。
2.2 国内主要企业
国内以微生物发酵为基础的丁二酸绿色生产工艺才刚刚起步,同时由于PBT、PBS树脂、医药及聚氨酯等行业近年来在国内发展较迅速,因而我国每年都要进口大量丁二酸及其下游产品来满足生产需求。我国现有丁二酸生产企业十余家,且大部分均以石化为原料(表2.2)。但我国对生物发酵法制备丁二酸的研究从未间断过,2013年1月28日,扬子石化公司1000吨/年生物发酵法制丁二酸中试装置建成中交,该装置依托扬子石化现有装置及公用工程配套设施,采用中国石化与高校科研单位共同开发的生物发酵法合成丁二酸技术,装置设计生产能力为1000吨/年,年工作日300天,年生产时数7200小时。生物法制取丁二酸项目主要利用可再生生物质资源作为原料,采用丰富的农林生物质资源,确保了生物基丁二酸不受石油价格
波动的影响。同时减少石油和煤等不可再生资源的消耗,达到节能减排的效果,为我国循环经济的发展和绿色GDP增长做出突出贡献。
表2.2 国内丁二酸生产单位及生产方法
(3)国内外丁二酸生产技术现状
基于丁二酸在工业中的广泛使用,对应丁二酸的需求量在逐年递增,世界各国对其生产方法研究在不断深入。丁二酸的工业制法较多,目前主要有化学合成法,电化学法和新兴的生物质发酵法,其中发酵法生产丁二酸主要是利用可再生能源和二氧化碳作为原料,开辟了温室气体二氧化碳利用的新途径,且成本低廉,环境友好,因此生物法生产丁二酸代表着未来发展的方向。
3.1 化学合成法
丁二酸的化学合成法主要有石蜡氧化法、乙炔法、催化加氢法、丙烯酸羰基合成法等。
石蜡氧化法:传统的生产方法,石蜡在钙、锰催化下深度氧化得到混合二元酸氧化石蜡,后者通过热水蒸汽蒸馏,去除不稳定羟基油溶性酸和酯后,水相中含有丁二酸,干燥后得到丁二酸的结晶(图3.1)。该工艺比较成熟,但收率和纯度都不高,且有污染。
催化加氢法:以顺丁烯二酸或顺丁烯二酸酐为原料,采用载有活性炭的镍或贵金属为催化剂,在大约130~140℃,2~30×105 Pa条件下催化加氢得到。顺丁烯二酸或顺丁烯二酸酐的催化加氢体系可分为多相和均相,其中多相催化体系又可分为气相催化加氢体系和液相催化加氢体系。催化加氢法是目前世界上使用最广泛的丁二酸工业合成方法,其转化率高,产率高,产品纯度良好,无明显副反应,但操作要求较高,工艺复杂,成本高,且污染严重。
丙烯酸羰基合成法:丙烯酸和一氧化碳在催化剂作用下,生成丁二酸,目前仍未工业化。
图3.1 丁二酸石蜡氧化法制备路线简图
3.2 电化学法
以顺丁烯二酸或顺丁烯二酸酐为原料,电解还原得到丁二酸(图3.2)。电解槽主要分为隔膜和无隔膜两种,工作电极有铅、铅合金、石墨、不锈钢、铜、钛、二氧化钛电极等。电化学还原顺丁烯二酸合成丁二酸主要有两种方式:直接电还原和间接电还原。直接电还原是直接在电极表面由电子进攻双键或活性氢还原生成丁二酸。间接阴极电还原主要以Ti3+ /Ti4+ 为媒质,间接还原顺丁烯二酸合成丁二酸。丁二酸的电化学法虽然具有设备简单,产品纯度高,无污染等特点,但实际生产发现还有许多问题需要解决,如电耗大、离子膜易破损、阳极消耗严重、工艺操作条件不佳等。
图3.2 丁二酸电化学法制备原理简图
3.3 发酵法
生物发酵法是以淀粉、纤维素、葡萄糖、蔗糖、牛乳或其他微生物能够利用的废料为原料,利用细菌或其他微生物发酵的方法生产丁二酸及其衍生物(图3.3)。
丁二酸是一些厌氧和兼性厌氧微生物代谢途径中的共同中间物。一般情况下,丙酸盐生产菌、典型的胃肠细菌以及瘤胃细菌均能够分泌丁二酸。据报道,一些乳酸菌(LactobaciIlus)也能在特定的培养基上不同程度地产生丁二酸。国外在20世纪90年代就开始发酵生产丁二酸的研究,其中认为可接近工业化的发酵水平为产丁二酸浓度60 g·L-1以上,糖酸转化率0.8 g·g-1和生产效率1.5 g·(L·h)-1以上。目前有望成为丁二酸发酵工业生产的微生物菌株主要有:放线杆菌(Actinobacillus succinogenes)、谷氨酸棒状杆菌(Corynebacterium glutamicum)工程菌、厌氧螺菌(Anaerobiospirillum succiniproducens)、曼氏杆菌(Mannhei miasucciniciproducens)以及重组大肠杆菌(Escherichia coli)等(表3.1)和可再生原料如:乳清、糖类、小麦、菊芋粉及木质纤维素等。由于天然菌株产丁二酸的能力非常低,发酵产物多种多样,对糖或丁二酸的耐受性比较差,因此必须运用生物工程技术对现有的菌种进行改良重组。
图3.3 丁二酸生物法制备路线简图
3.3.1 乳清原料发酵生产丁二酸
乳清是奶酪生产过程的副产物,每10 L牛奶可以得到1 kg 奶酪和9 L 乳清。乳清中含有3%~8%的乳糖,0.8%~1%的牛乳蛋白,1%的盐和0.1%~0.8%的乳酸。乳清可以液体、干乳清和乳清渗透物的形式作为发酵原料。
密西根大学的Samuelov等最先开始研究厌氧微生物发酵乳清乳糖生产丁二酸的能力,以A. succiniciproducens ATCC29305为模式菌,用分批、连续和补料分批的方式直接发酵乳清生产富含丁二酸的动物饲料添加剂。在灭菌后的粗乳清中补加玉米浆、磷酸盐与镁盐作为培养基,其中乳糖的含量在44.7~48.7 g/L。A. succiniciproducens在高CO2浓度的环境下培养,发酵液中丁二酸浓度最终达34.7 g/L,其中丁二酸与乙酸的比为4:1,乳糖的消耗率在90%以上,丁二酸对乳糖的产率大于80%,证实了由乳清原料生产丁二酸的可行性。
表3.1 国内发酵法制备丁二酸的主要研究进展
韩国Lee等报道了A. succiniciproducens ATCC29305和M. succiniciproducens MBEL55E分批、连续发酵乳清生产丁二酸的情况。在基础盐与乳清组成的培养基上,A. succiniciproducens ATCC29305菌体不生长,但在补加酵母膏和聚蛋白胨的乳清培养基中,菌体生长与产酸。当葡萄糖和乳清作为混合底物时(20 g/L乳清和7 g/L葡萄糖),丁二酸产率和生产强度分别为95% 和0.46 g /(L· h),丁二酸浓度达15.5 g/L,比单以乳清为底物时的生产强度高出近一倍。在最佳的稀释速率下连续发酵,丁二酸的生产强度达到1.35 g/(L· h),并且发酵液中,丁二酸与乙酸比值提高到5.1:1~5.8:1。用玉米浆代替乳清培养基中的酵母膏,M. succiniciproducens MBEL55E分批发酵乳清原料产丁二酸13.0 g/L,丁二酸产率和生产强度为71%和1.18 g/(L· h)。以稀释速率为0.6h-1连续厌氧发酵时,丁二酸产率63%~69%,生产强度达到3.9 g/(L· h),比分批培养提高了3.3倍。结果表明了用廉价的乳清和玉米浆为原料可以有效的生产丁二酸。最近Wan等研究用Actinobacillu ssuccinogenes 130z发酵奶酪乳清也能生产丁二酸。50 g/L奶酪乳清的培养基,丁二酸的产率57 %,生产强度0.44 g/(L· h),乙酸和甲酸为主要副产物。
3.3.2 糖类原料发酵生产丁二酸
含有由葡萄糖和果糖组成的二糖植物通常称为糖料植物,甜菜和甘蔗是蔗糖和糖蜜的主
要来源,甜高粱也可作为蔗糖的来源。
糖蜜是制糖工业的副产品,糖蜜一般含有大约40%~50%(质量分数)总糖(主要成分是蔗糖、葡萄糖和果糖),是发酵工业中较廉价的碳源原料。糖蜜除了比葡萄糖价格低廉外,还含有多种微生物生长所需要的营养素如维生素,氨基酸和矿物质等,是一种理想的发酵生产丁二酸的原料。印度Agarwal等报道从牛瘤胃中分离获得的产琥珀酸E. Coli,在优化后的含甘蔗糖蜜和玉米浆的培养基中,其丁二酸的产量比用葡萄糖和蛋白胨培养基的产酸提高了9倍。在10L发酵罐中,初始甘蔗糖蜜总糖浓度50 g/L,36 h生成17 g/L丁二酸,丁二酸的产率和生产强度分别为34%和0.5 g/(L·h)。刘宇鹏等研究用A. succinogenesCGMCC1593发酵甘蔗糖蜜生产丁二酸,工业废糖蜜经酸预处理后作为培养基的碳源,培养液中总糖浓度为64.4 g /L,其中含44.9 g /L蔗糖,9.8 g /L葡萄糖,7.2 g /L 果糖,分批发酵48 h产丁二酸46.4 g/L,丁二酸产率79.5%。在5 L发酵罐中进行补料分批发酵,丁二酸浓度可达到55.2 g/L。董晋军等研究了用甘蔗糖蜜原料半连续发酵生产丁二酸工艺,采用两级双流式半连续发酵操作,39个批次(一级罐连续时间269 h),二级发酵罐平均产酸43.5 g/L,平均生产强度达到2.07 g /(L·h),较相同有效装液量的分批发酵或补料分批发酵单位时间产发酵液体积提高2~3倍。甜高粱是一种新型绿色可再生高能作物,平均含糖量7%~15%,其茎秆中富含50%~70%糖汁,茎汁中的糖分以蔗糖为主(最高占79%),其次是葡萄糖和果糖,茎汁中还含有N、Mg、Ca 元素。因此也可以作为发酵的碳源。
表3.2 5 L发酵罐中甜高粱榨汁糖浆补料分批发酵生产丁二酸情况
江南大学郑璞课题组采用收割后的甜高粱秆榨汁,榨汁液进行发酵产丁二酸试验,得到较好的结果(表3.2)。榨汁液发酵培养基中以玉米浆为氮源,初始还原糖浓度60.5 g/L,在5
L发酵罐中,A. succinogenes CGMCC 1593分批发酵48h,产丁二酸47.2 g/L。补料分批发酵时,通过补加甜高粱榨汁糖浓缩液,控制发酵液中的糖浓度在20~30 g/L。发酵48 h,总投入甜高粱榨汁糖浆糖浓度为80.4 g/L(按最终体积计),发酵剩余还原糖浓度为7.5 g/L,产丁二酸浓度59.8 g/L,较分批发酵提高了21%,生产强度1.25 g/(L· h)。试验结果表明有良好应用前景。
3.3.3 小麦水解发酵生产丁二酸
谷类植物是淀粉的主要来源,杜晨宇等进行了以小麦为原料发酵丁二酸的研究。整个过程分两个阶段,第一阶段运用真菌将小麦淀粉转化为发酵原料,第二阶段用A. succinogenea ATCC55618发酵产丁二酸。
一种方法是将泡盛曲霉Aspergillus awamori 2B.163在含8%小麦粉的培养基中液体发酵96 h,发酵滤液(含30 g/L的葡萄糖和100 mg/L的氨基氮)用于A. succinogenea发酵,产丁二酸5 g/L,副产物乳酸2.9 g/L,丁二酸对小麦粉产率为0.063 g/g。另一种方法,用富含葡萄糖淀粉酶的Asp. awamori发酵滤液,水解面粉产生葡萄糖富集液,将Asp.awamori 发酵滤渣中的菌丝体自溶,制成氨基氮富集液,两者混合成含葡萄糖45 g/L,氨基氮500 mg/L的培养基,经A. succinogenea发酵可产生16 g/L丁二酸,副产物8 g/L乙酸和6 g/L甲酸,丁二酸对小麦粉的产率为0.19g/g。另外在第一阶段中,改用双菌固体发酵产酶,将泡盛曲霉Asp. awamori 和米曲霉Asp. oryzae分别在小麦麸皮培养基中固体发酵产淀粉酶和蛋白酶,然后分别用提取的酶液水解小麦粉和面筋蛋白,制备含葡萄糖浓度140 g/L以上的糖富集液,与含3.5 g/L以上游离氨基氮的富集液。两种富集液混合作为A. succinogenea ATCC55618发酵的原料,发酵过程添加MgCO3,丁二酸浓度达到64 g/L。说明小麦可作为发酵丁二酸的一种有效原料。
3.3.4 菊芋粉发酵生产丁二酸
菊芋是多年生块茎植物,菊芋块根成分中除水分外,含有大量菊糖,可达干重的70%~80%,菊糖是以b-1, 2键连接的末端有一个蔗糖基的多聚果糖,使聚合度为32~34的多糖。菊糖水解后得到果糖和葡萄糖,不需提纯可直接用于发酵。因此,也是发酵工业上一种较廉价的碳源。
江南大学郑璞课题组研究了菊芋为原料A.succinogenesCGMCC1593发酵生产丁二酸。黑曲霉Asp. niger SL-09发酵产菊粉酶,酶活达到46 U/mL发酵液。该发酵液在50℃条件下按10%加量与菊芋粉作用,水解得到菊芋糖浆。A. succinogenes CGMCC 1593在含还原糖浓度为53.5 g/L的菊芋糖浆发酵培养基中发酵36 h,产丁二酸43.5 g/L,生产强度1.22 g/(L·h)。另一方面初步研究了菊芋同步糖化发酵工艺。菊芋粉为培养基碳源,玉米浆为氮源,按每克底物加
入40U菊粉酶的比例加入Asp. niger SL-09培养液,60℃保温10 min后,降温到37 ℃,接入A. succinogenes SF-9进行同步糖化发酵,发酵72 h。产丁二酸59 g/L,在此基础上采用补料发酵,发酵过程总投入约菊芋粉192 g/L(总计还原糖134 g/L),发酵96 h,丁二酸浓度98 g/L,表明同步糖化发酵菊芋原料生产丁二酸有较好的应用价值。
3.3.5 木质纤维素原料生产丁二酸
木质纤维素是地球上最丰富的可再生资源,用于工业发酵原料的木质纤维素主要有农业废弃物如秸秆、木材和木质生物质等。木质纤维主要由纤维素、半纤维素和木质素组成,纤维素是由b-1,4-糖苷键连接而成的多糖,半纤维素是由带支链的多聚糖(主要是已聚糖和戊聚糖)组成的杂多糖,而木质素是一种酚醛聚合物。三者组成的木质纤维素具有很强的抗水解和酶解特性,因此木质纤维素作为发酵原料必须经过预处理才能使用。
美国芝加哥大学的Donnelly2004年申请了E.coli 基因工程菌(ptsG、pflB、ldhA突变株AFP184,AFP400,AFP404)发酵工业级水解液(Arkenol′s hydrolysate,玉米水解糖浆和纤维素水解糖浆)生产丁二酸的专利。采用两段式发酵,前期耗氧(6h),后期流加含有木糖的工业级水解糖浆并通CO2厌氧发酵,192 h积累丁二酸63 g/L,丁二酸对底物的产率在0.6:1~1.3:1。有报道该技术已于2002年在Applied CarboChemials Inc.(ACC)公司进行了中试规模试验。
韩国Lee PC等报道了木材水解液发酵产丁二酸。采用2mm×4 mm大小的橡木块,于215 ℃汽爆预处理,再用纤维素酶,按每克底物20IU的用量,在50 ℃下水解3d,得到含葡萄糖和木糖分别为20 g/L和7 g/L的木材水解液。A.succiniciproducens在木材水解液发酵培养基中(含还原糖糖27 g/L,玉米浆10 g/L)分批发酵,积累丁二酸23.8 g/L,对糖产率和生产强度分别为88%和0.74 g/(L· h)。Kim DY等研究了M.succiniciproducens MBEL55E发酵木材水解液生产丁二酸,在橡木材水解液发酵培养基灭菌前,用NaOH预处理以减少灭菌过程所产生的抑制物质,NaOH处理后的木材水解液含葡萄糖16 g/L,木糖7 g/L,M.succiniciproducens MBEL55E发酵12 h,积累丁二酸11.7 g/L,丁二酸产率56%,生产强度从未预处理时的0.60 g/(L·h)提高到1.17 g/(L·h),在稀释速率0.4 h-1的条件下连续发酵,丁二酸的产率55%,生产强度提高到3.19 g/(L·h)。瑞典Hodge等研究了软木材稀酸水解液脱毒及脱毒水解液用于基因工程菌E. coli AFP184生产丁二酸的发酵。稀酸水解木质纤维素的过程中,会产生对微生物生长与发酵有害的酚醛类等物质。采用云杉木碎片,先在PH值2、170 ℃的条件下稀硫酸水解7 min,以水解其中的半纤维素,余下固体部分再在pH值2、200 ℃的条件下稀硫酸水解10 min,合并两步酸水解液,浓缩后用5%活性炭吸附脱毒。E. coli AFP184在脱毒水解液发酵培
养基中,菌体生长与产酸加快;而在未经脱毒处理的水解液发酵培养基中,菌体不能生长与产酸。将脱毒处理的水解液用于E. coli 的丁二酸发酵,先好氧培养11 h,再厌氧发酵42 h,可积累丁二酸42.2 g/L,丁二酸产率72%。
国内姜岷等报道了用玉米皮水解液为原料发酵产丁二酸。粒径为20~40目的玉米皮在料液比18%,l10 ℃,l%硫酸条件下水解90 min,总糖浓度达85 g/L,总糖收率90%。酸水解液用活性炭脱色,脱色率达92%,脱色的总糖损失率低于5%,糠醛含量仅为0.236 g/L。脱色后的糖液用于A. succinogenes NJ113发酵产丁二酸,初始糖浓度为50 g/L时,丁二酸浓度达35.8 g/L,丁二酸产率为71.6%,验证了玉米皮水解液可替代葡萄糖作为丁二酸发酵的碳源。陈可泉等用酸水解玉米纤维,采用CaCO3中和与活性炭脱色处理酸水解液,有效去除了水解液中抑制发酵的物质,得到的水解糖液用于A. succinogenes NJ113发酵产丁二酸,在7.5L发酵罐上,产丁二酸浓度达35.4 g/L,丁二酸产率72.5%。
李兴江等报道了水解玉米秸秆发酵生产丁二酸。采用碱解和酶解法处理,40目的玉米秸秆按1:5的比例在PH值12的碱性水溶液中,95 ℃搅拌60 min,然后用50 Hz超声处理30 min,硫酸中和PH值至中性,分离硫酸钙沉淀。清液中加入纤维素酶和半纤维素酶,60 ℃搅拌酶解180 min。200 g秸秆粉水解得到52 g葡萄糖和24 g木糖。通过优化培养基中镁、锰、亚铁、锌离子和维生素的含量以及CO2与H2的比例、氟乙酸的浓度,A. succinogenes FH-7发酵产丁二酸浓度达到73 g/L。采用酸解和酶解法,玉米秸秆先经180 ℃汽爆10 min,再用0.4%硫酸高压水解,水解后固体部分用纤维素酶和半纤维素酶在50 ℃下酶解72 h,合并两部分水解液,2000 g干秸秆共得到154 g木糖和293 g葡萄糖。用A. succinogenes S.JST 的pta-adh突变株M.JSTA,在10 L发酵罐中发酵,总糖浓度为64 g/L,发酵液积累丁二酸56 g/L。
此外,有报道日本地球环境产业技术研究机构成功地使用转基因棒状杆菌,从废纸中制取出琥珀酸,最终可从每升培养液中提取约30 g的琥珀酸,认为可将琥珀酸制造成本降低90%。目前发酵生产的丁二酸的价格在0.55~1.1美元/kg。基于这一生产成本,上述的丁二酸衍生物比目前石化原料生产的有竞争力或接近有竞争力。发酵法生产的丁二酸通过多年的实验,以及不同国家公司中试的实践,在技术、环保、安全、经济等指标的考核均已经成为一个共识,这个工艺线路有潜力成为大量生产化学制品,也可作为大部分重要的中间产物和专业化学制品得基础。上述文献报道的研究结果反映了利用这些廉价的原料生产丁二酸,具有良好的可行性和应用前景。
(4)发酵法生产丁二酸的提取研究进展
与石化法工生产丁二酸相比,采用生物发酵法可降低一些生产成本,其中分离提取技术
大约占总生产成本的50%。廉价生物质如木质纤维素的应用虽能降低发酵成本,但也向发酵液中引入更多的外来成分,包括蛋白质、木质素、果胶以及纤维素等,并且目标产物的浓度通常比单糖发酵偏低,另外除了目标产物,发酵液中本身还存在一些其他的化合物,如代谢副产物、细胞和残留的原料等,最终导致其下游分离过程比单糖发酵或化学合成更难规模生产。目前微生物发酵生产丁二酸的分离方法主要包括以下几种:沉淀法、电渗析法、溶剂萃取法以及离子交换法。
4.1 沉淀法
沉淀法主要包括钙盐法、铵盐法以及近来研究比较多的酯化法。
4.1.1 钙盐法
通过加入氢氧化钙或氧化钙生成沉淀,以达到从发酵液中分离的效果,是传统工业上分离羧酸的常用方法。钙盐法的具体步骤如下:先加入氧氧化钙或氧化钙,将得到的丁二酸钙盐从发酵液中过滤分离出来,用浓硫酸处理,得到副产物硫酸钙,游离的酸通过一些方法(如:活性碳、离子交换等)进行纯化,最后蒸馏得到丁二酸晶体(图4.1)。钙盐法因为工艺成熟、设备简单、原材料易得和产品质量稳定等特点而在国内外被广泛使用。但经过这么多年的应用,其缺陷日益显露:一是得到的提取液中丁二酸质量分数较低,增大了后续浓缩段的负荷;二是单元操作损失多,总收率低;三是在提取过程中丁二酸经历了多次相变,消耗化工原料多,固液分离量大,能耗高;四是环境污染严重,产生大量的固体废弃物CaSO4,每生产出l mol的丁二酸产品,就产生出等摩尔的石膏副产物。因此,钙盐法提取有待于进一步的提高。
图4.1 钙盐法提取流程简图
4.1.2 铵盐法
Berglund和Dunuwilal在美国专利中,提出一种即不消耗大量试剂,也不产生大量副产物的生产和纯化丁二酸的工艺,在生产过程中硫酸铵副产物可实现循环利用。生产及纯化的第一步是种子接种到发酵罐中,用NaOH调节发酵液的PH6.0以上,在PH为7.0的时候最佳。第二步是通过过滤器,将不溶的蛋白质和杂质除去。得到的丁二酸钠质量分数为10%左右,通过多效蒸发器浓缩至50%,在结晶器中,通入CO2及氨气,将丁二酸钠盐转化为丁二酸铵盐,然后在丁二酸结晶器中,加入NH4HSO4将PH调为1.5~1.8,进行结晶。在这个PH下,丁二酸的溶解度最小,而且丁二酸铵与硫酸氢铵反应生成硫酸铵和丁二酸,所以丁二酸能析出来。通过过滤器,洗涤,再通过甲醇纯化器,将丁二酸从相对不溶的硫酸盐中分离出来,最后蒸发,可以得到纯的丁二酸。甲醇蒸发,被回收到甲醇贮罐中。从结晶器出来的NaHCO3可以被用来调节发酵罐的PH。从过滤器出来的滤液含有(NH4)2SO4、残留的丁二酸、NH4HSO4及硫酸,与甲醇纯化器中出来的硫酸盐一起进入热分解器中。这个过程是为了将残留的丁二酸从硫酸盐中分离出来,以减少送入热分解器中的硫酸盐混入有机物,在分解过程中造成焦化。硫酸盐大部分为硫酸铵,部分为残留的硫酸氢铵和硫酸,将其置于热分解器中,温度维持在300℃左右。在这个温度范围内,硫酸铵裂解成为氨和硫酸氢铵,也可能形成硫酸。硫酸氢铵、残留的硫酸和残留的未分解的(NH4)2SO4可循环到丁二酸结晶罐,氨可加到结晶罐中将钠盐转化成铵盐。
结晶器中出来的滤液包含甲醇和残留的丁二酸,在甲醇分离器中蒸馏后,残留的丁二酸和一些硫酸盐水溶液与发酵罐出来的稀丁二酸二铵溶液混合一起进入多效蒸发器浓缩。这样就完成了一个闭合的清洁生产流程,整个工艺流程中,结晶的丁二酸是唯一的产物(图4.2)。
目前铵盐法提取工艺流程只是实验阶段,是利用模拟体系的丁二酸通过铵盐法提取收率达到94.9%,硫酸的回收率为96.7%,甲醇的回收率为94.9%。铵盐法路线长,结晶过程条件比较苛刻,还需要高温裂解硫酸盐,步骤繁琐,难度大,操作费用高,增加了运行成本,不利于发酵制备丁二酸的规模化生产。
图4.2 铵盐法提取流程简图
4.1.3 酯化法
在生物发酵法产丁二酸的发酵液中,丁二酸以盐的形式存在(微溶于醇溶剂),加酸使丁二酸盐酸化为丁二酸与水合盐(不溶于醇溶剂),加入醇溶剂后盐析形成沉淀,同时丁二酸与醇溶剂发生酯化反应,溶于醇溶剂中。此酯化反应是可逆反应,将醇溶剂蒸馏除去,余下的晶体即为生物基丁二酸。反应式如下:
HOOCCH
CH2COOH+C2H5OH HOOCCH2CH2COOC2H5+H2O(1) Array 2
HOOCCH2CH2COOC2H5+C2H52H5OOCCH2CH2COOC2H5+H2O(2)反应式(1)、(2)均为可逆反应,当醇过量时,反应向正反应方向进行;当醇不足时,反应向逆反应方向进行,由此达到分离纯化生物基丁二酸的目的。
4.2 溶剂萃取法
溶剂萃取技术用于分离提取发酵制得的生物制品已经有几十年的历史,并且在过去20年中对以发酵为基础的产品的生产技术的改进起了一定作用。溶剂萃取技术的原理主要是利用发酵液中丁二酸和其他杂质组分在萃取剂中的溶解度不同,把丁二酸萃取到溶剂相中。再经过减压浓缩,结晶,干燥最后得到产品。目前常用的萃取剂大多是叔胺类,主要有三丙胺(TPA)、三丁胺(TBA)、三戊胺(TPcA)和三辛胺(TOA)。Won Hi Hongt等人报道了通过液液萃取的方法,以TOA为萃取剂,可以选择性的将乙酸从发酵液中除去,控制PH5.0时,可以将
丁二酸/乙酸的比例由原来的4.9变为9.4。2006年,Yun Suk Huh利用Mannheimia
succiniciproducens葡萄糖为碳源发酵生产丁二酸,通过溶剂萃取法,收率可以达到73.1%,纯度达到99.8%,其工艺流程(图4.3)。使用这种方法的缺点是在提取过程中需使用大量有机溶剂。同时,在食品级和医药级产品的生产中将对最终产品的质量有不良影响。文献中还没有关于采用三辛胺进行大规模生产的成本问题以及三辛胺是否能够回收利用的报道。
图4.3 萃取法提取流程简图
4.3 离子交换吸附法
在上世纪七、八十年代,离子交换吸附法开始应用于发酵液中有机酸的分离提取。它是利用特定的有机高分子树脂的高选择离子交换性,通过寻找、使用合适的树脂,直接从处理后的发酵滤液中提取有机酸或其盐类。国内一般的流程是将发酵液经过滤后用离子交换柱交换吸附,氨水洗脱后过阳离子交换柱转型,再经活性炭脱色、除杂后浓缩,结晶,最后得到有机酸产品。
目前,对于离子交换吸附法提取丁二酸的报道较少,只有Brian H.Davison等人研究了在模拟体系中丁二酸的提取,他们筛选出两种弱碱性阴离子树脂XUS40285和XFS40422,表现出对丁二酸有较好的吸附容量,同时可以将丁二酸和发酵副产物完全分开,利用盐酸来洗脱,可以使丁二酸的浓度由初始浓度10g/L提高到40~110g/L,该树脂再生后,操作10个周期,并且间歇操作的收率达到95%以上。
离子交换吸附法工艺简单,与钙盐法相比,由于减少了丁二酸的相变过程,能耗大大降低;生产过程中不产生大量的石膏废渣,大大降低了工人的劳动强度,也改善了周围环境;重要的是提高了丁二酸的收率。当然,该工艺也存在一些缺点,例如,离子交换树脂在使用中需要频繁再生,会产生大量废水;再之,离子交换树脂具有一定的寿命,也需要经常更换,会产生大量的固体废弃物。因此,寻求或研制高效、寿命长、易回收利用的离子交换树脂,废液的循环利用或零排放,就成为该工艺得以工业化推广的关键。
4.4 固体膜分离法
用于发酵有机酸分离提取的固体膜分离法主要有两种——超滤法和电渗析法。
4.4.1 超滤法
超滤是一种以压力差为推动力,按粒径选择分离溶液中所含的微粒和大分子的膜分离操
作,只是简单的物理分离过程。该工艺简单,易于控制,且不会产生污染。它的关键是选择合适孔径的耐酸超滤膜,由于其易堵塞,所以超滤法一般只作为一种预处理手段,截留发酵液中的大分子有机物,如残糖、蛋白质、未发酵的原料颗粒等,以减轻后续提取工序的污染。
南京工业大学发明了涉及一种丁二酸的分离提取方法,特别是利用膜分离,活性炭脱色及结晶技术从厌氧发酵法制备的发酵液中分离提取丁二酸的方法。该方法主要包括:将厌氧发酵的丁二酸发酵液采用孔径为0.1~0.5μm的微滤膜过滤,然后用超滤膜超滤,再用活性炭脱色除杂,得到澄清的丁二酸溶液,调丁二酸溶液PH2.0~3.5,浓缩,结晶得到丁二酸产品,通过这些步骤,结晶前丁二酸收率达到75%~80%,丁二酸的纯度达到99.5%以上。
4.4.2 电渗析法
电渗析法是一种高效的膜分离技术,它的工作原理是利用阴阳离子交换膜的选择透过性,在电场力的作用下,分别将混合液中的丁二酸根和氢离子分离出来,生成丁二酸。图4.4 是进行两极膜电渗析的工艺流程简图。发酵结束后的混合丁二酸盐及乙酸盐溶液经过滤后,进入两极电渗析单元,在这里离子和非离子部分(糖)及大分子物质(蛋白质和多糖)分开。电渗析膜包含离交部分,有一固定的电荷。有固定正电荷的膜选择性地允许酸根离子通过而排除钠离子,负电荷的膜选择性的允许钠离子通过而排除酸根离子,通过这一机制,可以将盐和其它不带电荷的糖、蛋白质及氨基酸分离开,然后打入分批地两极膜电渗析单元,在这里离交转变成他们相应的酸及其它形成的碱,然后分开。两极膜是一种新型的膜,它能在水溶液中使水产生质子和氢氧根离子,并能使离子向相反电荷的电极迁移。随着这一过程的进行,丁二酸钠被转变成丁二酸。钠离子通过阳离子膜和氢氧根结合形成氢氧化钠,可重新用于发酵罐中的中和反应。
通过两极电渗析膜后,丁二酸和乙酸得到浓缩,而且由于乙酸的存在加速了丁二酸的结晶。然后通过固液分离,丁二酸变为结晶产品。母液经过乙酸.水溶液分离系统,除去乙酸,剩余的溶液回收到种子罐中继续发酵。通过该法提取的丁二酸的收率92%,纯度达到99.9%。这种方法的缺点是操作费用相当高,如膜的消耗和电渗析中的电能消耗。此工艺的另一局限性是不能处理二价离子,因此,发酵过程中用氢氧化镁或氢氧化钙中和的发酵液不能用这种方法酸化或纯化。
图4.4 两极膜电渗析提取工艺简图
表4.1 不同提取丁二酸方法的比较
不同提取丁二酸方法的优缺点比较如表4.1所示。综上所述,目前对从发酵液中提取丁二酸的研究趋势是:一方面从单纯的提取丁二酸扩展到直接制备丁二酸衍生产品;另一方面寻找操作简单、废物排放少、能耗低的提取方法,从而达到降低提取过程的成本,减少提取过程产生的污染。
(5)需要解决的问题
虽然国内外对微生物发酵产琥珀酸进行了大量的研究,但是仍然存在着较多的科学问题制约着微生物发酵产琥珀酸的工业化生产,主要科学问题如下:(1)除E. coli外,其余产琥珀酸菌株的代谢框架已经基本构建,但是代谢网络不完善。在A.succinogenes的代谢研究中,美国密西根州的生物技术研究最先公布了经16SrRNA鉴定的A.succinogenes,也最先研究了该菌株的代谢框架,但是其代谢通量数据不够完善,且该类菌种的关键代谢调控仍有很多未知的地方,如各个途径在不同条件下的代谢流如何分配等问题。
(2)对产琥珀酸菌株内的H供体代谢平衡机理缺乏深入研究。作为微生物细胞内一个重要的代谢中间体,琥珀酸的生成需要消耗大量的H供体,尽管Guettler MV等开展通入
聚丁二酸丁二醇酯(PBS)的产业现状及技术进展
1、PBS 的结构、性能与应用 PBS的全称为聚丁二酸丁二醇酯,是一种脂肪族聚酯,其结构单元为丁二酸与丁二醇形成的酯,其分 子式: HO-[ CO-( CH 2) 2 -CO-O-( CH 2 ) 4 -O]n-H ,PBS分子链较柔软,且熔点较低。PBS于20世纪90年代进入材料研究领域,并迅速成为广泛推广应用的通用型生物降解塑料研究的热点材料之一。其优异性能主要表现在以下几个方面: (1) 加工性能。PBS 的加工性能非常好,可在通用加工设备上进行注塑、挤出和吹塑等各类成型加工,同时也可共混碳酸钙、淀粉等填充物,降低成本。(2) 耐热性能。PBS 具有出色的耐热性能,是完全可生物降解聚酯中耐热性能最好的品种,热变形温度接近100℃,改性后可超过100℃,满足日常用品的耐热需求,可用于制备冷热饮包装和餐盒。 (3) 力学性能。与其他生物降解塑料相比,PBS 力学性能十分优异,具有与许多通用树脂如聚乙烯、聚丙烯相近的力学性能。 (4) 降解性能与化学稳定性。PBS 在正常储存和使用过程中性能非常稳定,只在堆肥、土壤、水和活化污泥等的环境下会被微生物和动植物体内的酶分解为二氧化碳和水。
由于PBS 有上述良好的性能,使它在很多方面都有着非常重要的用途。首先它可用于包装领域,主要有垃圾袋、食品袋、各种冷热饮瓶子和标签等。由于PBS 良好的成膜性,另一个重要应用是作为农林业中的农用薄膜,以及各种种植用器皿和植被网等。其次,在PBS中添加滑石粉、碳酸钙等还能制成各种成型制品,被用于日用杂品。与PET 类似,PBS 还可作为纺织材料纺丝加工。此外,由于具有生物相容性和可降解性,PBS 还可应用于医用制品中的各种人造材料如人造软骨、缝合线、支架等。 2、PBS 的工业化生产 2.1 国外PBS 产品 早在上世纪30 年代,Carothers 就已经成功制备出了PBS,但由于受当时工艺条件的限制,制得的PBS 分子量小于5000,无法用作实际材料。直到上个世纪90 年代,随着人们对脂肪族生物降解材料的研究逐渐深入,满足实际应用要求的高分子量的PBS 才被开发成功。日本昭和高分子公司于1993 年建立了一套年产3000 吨PBS 及其共聚物的半商业化生产装置,其系列产品以“Bionolle”的商品名面世( 中文名: 碧能) ,这是世界上首个商业化的PBS 树脂。Bionolle 是一种结晶型热塑性塑料,分子量从几万
毕业设计(论文)题目:环氧乙烷的生产工艺探究 学生姓名:张亚鹏 学号:2010014434 所在学院:材料与化工学院 专业班级:化工1001 届别:2014 届 指导教师:李淮芬
皖西学院本科毕业设计(论文)创作诚信承诺书 1.本人郑重承诺:所提交的毕业设计(论文),题目《环氧乙烷的生产工艺探究》是本人在指导教师指导下独立完成的,没有弄虚作假,没有抄袭、剽窃别人的内容; 2.毕业设计(论文)所使用的相关资料、数据、观点等均真实可靠,文中所有引用的他人观点、材料、数据、图表均已标注说明来源; 3. 毕业设计(论文)中无抄袭、剽窃或不正当引用他人学术观点、思想和学术成果,伪造、篡改数据的情况; 4.本人已被告知并清楚:学校对毕业设计(论文)中的抄袭、剽窃、弄虚作假等违反学术规范的行为将严肃处理,并可能导致毕业设计(论文)成绩不合格,无法正常毕业、取消学士学位资格或注销并追回已发放的毕业证书、学士学位证书等严重后果; 5.若在省教育厅、学校组织的毕业设计(论文)检查、评比中,被发现有抄袭、剽窃、弄虚作假等违反学术规范的行为,本人愿意接受学校按有关规定给予的处理,并承担相应责任。 学生(签名): 日期:年月日
目录 前言 (2) 1 环氧乙烷的介绍 (2) 1.1环氧乙烷的定义 (2) 1.2环氧乙烷的物理性质 (2) 1.3环氧乙烷的主要应用领域 (4) 1.4环氧乙烷的应用发展概况 (4) 1.5环氧乙烷应用技术开发动向 (5) 2 乙烯环氧化反应基本原理[12] (5) 2.1乙烯环氧化法 (5) 2.2平行副反应: (5) 2.3环氧化反应 (6) 3 乙烯氧气氧化法生产环氧乙烷的工艺流程 (6) 参考文献: (9)
生物工程专业综合实训 (2016 年 11 月
谷氨酸生产工艺 摘要: 谷氨酸做为一种人体所必须的氨基酸,在生命的生理活动周期中具有很大的作用。不仅参与各种蛋白质的合成,组成人体结构,还做为味精可以给我们带来味蕾上的享受。现代生产谷氨酸的工艺主要是利用微生物发酵提取而来。不同的发酵方法和不同的发酵条件会造成产量的很大不同。本次谷氨酸的生产工艺,主要是掌握发酵方法和发酵条件的控制,还有各种仪器的使用方法。通过测得的数据来观察菌种的生长变化,同时谷氨酸发酵工艺各个工段的原理和使用方法。关键词:谷氨酸;发酵;工艺;等电点。
引言 谷氨酸是一种酸性氨基酸,是生物机体内氮代谢的基本氨基酸之一,在代谢上具有重要意义。不论在食品、化妆品还是医药行业,谷氨酸都有很大的用途。 谷氨酸在生物体内的蛋白质代谢过程中占重要地位,参与动物、植物和微生物中的许多重要化学反应。医学上谷氨酸主要用于治疗肝性昏迷,还用于改善儿童智力发育。食品工业上,味精是常用的仪器增鲜剂,其主要成分是谷氨酸钠盐。过去生产味精主要用小麦面筋(谷蛋白)水解法进行,现改用微生物发酵法来进行大规模生产。不论在食品、化妆品还是医药行业,谷氨酸都有很大的用途。 谷氨酸钠俗称味精,是重要的鲜味剂,对香味具有增强作用。谷氨酸钠广泛用于食品调味剂,既可单独使用,又能与其它氨基酸等并用。用于食品内,有增香作用。甘氨酸具有甜味,和味精协同作用能显着提高食品的风味。谷氨酸作为风味增强剂可用于增强饮料和食品的味道,不仅能增强食品风味,对动物性食品有保鲜作用。
一、谷氨酸简介 谷氨酸一种酸性氨基酸。分子内含两个羧基,化学名称为α-氨基戊二酸。谷氨酸是里索逊1856年发现的,为无色晶体,有鲜味,微溶于水,而溶于盐酸溶液,等电点3.22。大量存在于谷类蛋白质中,动物脑中含量也较多。谷氨酸在生物体内的蛋白质代谢过程中占重要地位,参与动物、植物和微生物中的许多重要化学反应。医学上谷氨酸主要用于治疗肝性昏迷,还用于改善儿童智力发育。食品工业上,味精是常用的仪器增鲜剂,其主要成分是谷氨酸钠盐。过去生产味精主要用小麦面筋(谷蛋白)水解法进行,现改用微生物发酵法来进行大规模生产。 谷氨酸是生物机体内氮代谢的基本氨基酸之一,在代谢上具有重要意义。L -谷氨酸是蛋白质的主要构成成分,谷氨酸盐在自然界普遍存在的。多种食品以及人体内都含有谷氨酸盐,它即是蛋白质或肽的结构氨基酸之一,又是游离氨基酸,L型氨基酸美味较浓。 L-谷氨酸又名“麸酸”或写作“夫酸”,发酵制造L-谷氨酸是以糖质为原料经微生物发酵,采用“等电点提取”加上“离子交换树脂”分离的方法而制得。 谷氨酸产生菌主要是棒状类细菌,这类细菌中含质粒较少,而且大多数是隐蔽性质粒,难以直接作为克隆载体,而且此类菌的遗传背景、质粒稳定尚不清楚,在此类细菌这种构建合适的载体困难较多。需要对它们进行改建将棒状类细菌质粒与已知的质粒进行重组,构建成杂合质粒。受体菌选用短杆菌属和棒杆菌属的野生菌或变异株,特别是选用谷氨酸缺陷型变异株为受体,便于从转化后的杂交克隆中筛选产谷氨酸的个体,用谷氨酸产量高的野生菌或变异菌作为受体效果更好。供体菌株选择短杆菌及棒杆菌属的野生菌或变异株,只要具有产谷氨酸能力都可选用, 但选择谷氨酸产量高的菌株作为供体效果最好。这样就可以较容易地在棒状类细菌中开展各项分子生物学研究。有了合适的载体及其转化系统后,就可通过DNA体外重组技术进行谷氨酸产生菌的改造。这对以后谷氨酸发酵的低成本、大规模、高质量有较大的发展空间。
环氧乙烷安全技术说明书 CAS No:75-21-8危险性概述危险性类别:第 2、1类易燃气体侵入途径:吸入、经皮吸收健康危害:是一种中枢神经抑制剂、刺激剂和原浆毒物。急性中毒:患者有剧烈的搏动性头痛、头晕、恶心和呕吐、流泪、呛咳、胸闷、呼吸困难;重者全身肌肉颤动、言语障碍、共济失调、出汗、神志不清,以致昏迷。还可见心肌损害和肝功能异常。抢救恢复后可有短暂精神失常,迟发性功能性失音或中枢性偏瘫。皮肤接触迅速发生红肿,数小时后起泡,反复接触可致敏。液体溅入眼内,可致角膜灼伤。慢性影响:长期少量接触,可见有神经衰弱综合征和植物神经功能紊乱。环境危害:对环境有害燃爆危险:本品易燃,有毒,为致癌物,具刺激性,具致敏性。急救措施皮肤接触:立即脱去污染的衣着,用大量流动清水冲洗至少15分钟。就医。眼睛接触:立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。就医。吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。如呼吸停止,立即进行人工呼吸。呼吸心跳停止时,立即进行人工呼吸和胸外心脏按压术消防措施危险特性:其蒸气能与空气形成范围广阔的爆炸性混合物。遇热源和明火有燃烧爆炸的危险。若遇高热可发生剧烈分解,引起容器破裂或爆炸事故。接触碱金属、氢氧化物或高活性催化剂如铁、锡和铝的无水氯化物及铁和铝的氧化物可大量放热,并可能引起爆炸。其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。有害燃烧产物:一氧化碳、二氧化碳灭火方法:切断气源。若不能切断气源,则不允许熄灭泄漏处的火焰。喷水冷却容器,可能的话将容器从火场移至空旷处。灭火剂:雾状水、抗溶性泡沫、干粉、二氧化碳操作处置与储存操作注意事项:密闭操作,局部排风。操作人员必须经过专门培训,严格遵守操作规程。建议操作人员佩戴自吸过滤式防毒面具(全面罩),穿防静电工作服,戴橡胶手套。远离火种、热源,工作场所严禁吸烟。使用防爆型的通风系统和设备。防止气体泄漏到工作场所空气中。避免与酸类、碱类、醇类接触。在传送过程中,钢瓶和容器必须接地和跨接,防止产生静电。禁止撞击和震荡。配备相应品种和数量的消防器材及泄漏应急处理设备。储存注意事项:储存于阴凉、通风的库房。远离火种、热源。避免光照。库温不宜超过30℃。应与酸类、碱类、醇类、食用化学品分开存放,切忌混储。采用防爆型照明、通风设施。禁止使用易产生火花的机
环氧乙烷罐要求 各省、自治区、直辖市质量技术监督局:环氧乙烷是一种易燃、易爆和易发生聚合反应的化学物质,在空气中1个大气压条件下爆炸极限为3%~100%容积百分浓度,因此对环氧乙烷的储存和运输要求非常严格,一般采用氮气密封。目前有些单位由于对环氧乙烷的性质了解不够,致使环氧乙烷储运设备的设计、使用和运输存在着较严重的事故隐患。为了保证环氧乙烷的储运和使用安全,我局委托全国压力容器标准化技术委员会组织有关专家,专题研究了环氧乙烷储运压力容器设计参数等问题。根据专家意见,我局提出如下要求,请各有关单位严格执行:储运环氧乙烷的压力容器,其设计参数应符合以下要求:1. 环氧乙烷汽车罐车环氧乙烷的物性数据按GB13098-91《工业环氧乙烷》确定;设计温度:-10℃~20℃;充装系数不大于0.79公斤/升;设计压力:0.8Mpa,同时应以-0.1Mpa校核罐体刚度,设计壁厚取二者较大的;外保冷材料应采用发泡玻璃,厚度应根据保冷要求确定,保温外皮不得使用铝皮;罐体材料应优先采用不锈钢或不锈钢复合板;物料装卸应采用上装上卸方式,装卸管道应为不锈钢金属波纹软管,不得采用带橡胶密封圈的快速连接接头;盛装环氧乙烷的汽车罐车应配置高纯氮气瓶,并应设有与罐体连接的接口;置换用氮气纯度应不低于99.9%,氮封中的氧含量不得大于0.5%;密封垫片应采用聚四氟乙烯材料,禁止使用石棉、橡胶材料;汽车罐车应带有阻火器装置. 2.固定式环氧乙烷储罐操作温度范围:-10℃~20℃;设计压力根据氮封系统压力确定;环氧乙烷储罐应设置水冷却喷淋装置,并应有充足的水源提供。其它要求应符合上款环氧乙烷汽车罐车中、、、、和的要求。盛装环氧乙烷的汽车罐车,除应符合本文要求之外,还应符合《液化气体汽车罐车安全监察规程》和相应国家标准的规定。严禁使用盛装其它介质的汽车罐车充装或改装后充装环氧乙烷。三.已具备液化气体汽车罐车制造资格的单位,制造环氧乙烷汽车罐车之前,须严格按《罐车规程》的有关规定,报我局审批。
年产2万吨谷氨酸发酵生产的初步设计
第一章总论 一、设计项目: (1)设计课题:年产2万吨谷氨酸发酵工厂的初步设计 (2)厂址:某市 (3)重点工段:糖化 (4)重点设备:糖化罐 二、设计范围: (1)厂址选择及全厂概况介绍(地貌、资源、建设规模、人员);(2)产品的生产方案、生产方法、工艺流程及技术条件的制定;(3)重点车间详细工艺设计、工艺论证、设备选型及计算;(4)全厂的物料衡算; (5)全厂的水、电、热、冷、气的衡算; (6)车间的布置和说明; (7)重点设备的设计计算; (8)对锅炉、电站、空压站等提出要求及选型; (9)对生产和环境措施提出可行方案。 三、要完成的设计图纸: (1)全厂工艺流程图一张; (2)重点车间工艺流程图一张; (3)重点车间设备布置立面图一张;
(4)重点车间设备布置平面图一张; (5)重点设备装配图一张。 四、设计依据: (1)批准的设计任务书和附件可行性报告,以及可靠的设计基础资料。 (2)我国现行的有关设计和安装的设计规范和标准 (3)广东轻工职业技术学院食品系下达的毕业设计任务书 五、设计原则: (1)设计工作要围绕现代化建设这个中心,为这个中心服务。首先要有加速社会主义四个现代化早日实现的明确指导思想,做到精心设计,投资省,技术新,质量好,收效快,收回期短,使设计工作符合社会主义经济建设的总原则。 (2)要学会查阅文献,收集设计必要的技术基础资料,要善于从实际出发去分析研究问题,加强技术经济的分析工作。(3)要解放思想,积极采用技术,力求设计上具有现实性和先进性,在经济上具有合理性,尽可能做到能提高生产率,实现机械化和自动化,同时兼顾社会和环境的效益。 (4)设计必须结合实际,因地制宜,体现设计的通用性和独特性相结合,工厂生产规模、产品品种的确定,要适应国民经济的需求,要考虑资金的来源,建厂的地点、时间、三废综合
1-2二氯乙烷安全技术说明书(GHS)
安全技术说明书 修订日期:2015年11月20日 SDS编号:产品名称:1,2二氯乙烷版本: 化学品安全技术说明书 1,2二氯乙烷 化学品名称:1,2二氯乙烷 企业名称: 地址: 邮编: 应急咨询电话: 编写日期:2015年11月20日 企业 标志
1,2二氯乙烷安全技术说明书 第一部分化学品及企业标识 化学品中文名称:1,2二氯乙烷 化学品英文名称:1,2-Dichloroethane 企业名称: 地址: 邮编: 电子邮件地址: 联系电话: 传真号码: 企业应急电话: 产品推荐用途:用作溶剂及制造,三氯乙烷的中间体。用作蜡、脂肪、橡胶等的溶剂及谷物杀虫剂 第二部分危险性概述 物理化学危险:本品易燃,高毒,其蒸气与空气可形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。受高热分解产生有毒的腐蚀性烟气。与氧化剂接触发生反应,遇明火、高热易引起燃烧,并放出有毒气体。其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。流速过快容易产生和积聚静电 健康危害:对眼睛及呼吸道有刺激作用;吸入可引起肺水肿;抑制中枢神经系统、刺激胃肠道和引起肝、肾和肾上腺损害。急性中毒:其表现
有二种类型,一为头痛、恶心、兴奋、激动,严重者很快发生中枢神经系统抑制而死亡;另一类型以胃肠道症状为主,呕吐、腹痛、腹泻,严重者可发生肝坏死和肾病变。慢性影响:长期低浓度接触引起神经衷弱综合征和消化道症状。可致皮肤脱屑或皮炎 环境危害:对水体和土壤可造成污染 GHS危险性类别:根据《化学品分类和危险性公示通则》(GB 13690-2009)及化学品分类、警示标签和警示性说明规范系列标准,该产品属于易燃液体,类别2急性毒性-经口,类别4*皮肤腐蚀/刺激,类别2严重眼损伤/眼刺激,类别2致癌性,类别2特异性靶器官毒性-一次接触,类别3(呼吸道刺激)危害水生环境-急性危害,类别3 标签要素: 象形图: 警示词:危险 危险信息:高度易燃液体和蒸气; 引起皮肤刺激; 怀疑致癌; 可能引起呼吸道刺激,可能引起昏昏欲睡或眩晕; 引起严重眼睛刺激; 吞咽有害; 对水生生物有害 防范说明: 预防措施: ?远离热源、明火 ?作业场所禁止吸烟、进食和饮水,工作后,淋浴更衣
编号:No.22课题:乙烯氧化法生产环氧乙烷 授课内容: ●乙烯氧化法生产环氧乙烷反应原理 ●乙烯氧化法生产环氧乙烷工艺流程 知识目标: ●了解环氧乙烷物理及化学性质、用途、生产方法 ●掌握乙烯氧化法生产环氧乙烷反应原理 ●掌握乙烯氧化法生产环氧乙烷工艺流程 能力目标: ●分析影响反应过程的主要因素 ●分析和判断工艺流程特点 思考与练习: ●乙烯氧化法生产环氧乙烷反应催化剂组成和特点 ●影响乙烯氧化法生产环氧乙烷反应过程的主要因素 ●乙烯氧化法生产环氧乙烷工艺流程的构成 授课班级: 授课时间:年月日
第六章乙烯系产品的生产 乙烯是碳原子数最少的烯烃,由于它具有极其活泼的双键结构,因而其反应能力很强,且成本低、纯度高、易于加工利用,所以是有机化工中最重要的基本原料。通过乙烯的聚合、氧化、卤化、烷基化、水合、羰基化、齐聚等反应的实现,可以得到一系列极有价值的乙烯衍生物,如环氧乙烷、乙二醇、乙醛、醋酸、醋酸乙烯、乙苯、聚乙烯等,由乙烯出发还可生产溶剂、表面活性剂、增塑剂、合成洗涤剂、农药、医药等。乙烯系主要合成产品及其用途如图6-1所示。 目前,乙烯的产量在各种有机产品中居首位。就用途而言,乙烯最大的消费是塑料工业,其中尤以聚乙烯所需乙烯量最大,乙烯的其它消费依次为环氧乙烷、乙苯、乙醛、乙醇,还有醋酸乙烯、α-烯烃、卤代烷等。 第一节乙烯直接氧化法生产环氧乙烷 一、概述 1.环氧乙烷的性质和用途 环氧乙烷(EO)又叫氧化乙烯。它是无色易挥发的具有醚类香味的液体,能与水、醇、醚及其它有机溶剂以任意比例互溶。沸点 10.5℃, 熔点 -111.3℃, 燃点 429℃。环氧乙烷能与空气形成爆炸性混合物,其爆炸范围为 3.6~80%(体积)。 环氧乙烷有毒,如停留于环氧乙烷蒸气的环境中10min,会引起剧烈的头痛、眩晕、呼吸困难、心脏活动障碍等,接触液体E0会被灼伤,尤其是40~80%的EO水溶液,较其它浓度的EO水溶液能更快地引起严重的灼伤。工作环境的空气中EO的允许浓度,美国职业防护与保健局(0SHA)1984年规定:8h的平均允许浓度为1ppm,废除了以前工作环境中最大允许浓度为50ppm的规定。
发酵工艺标准操作流程 (SOP) 一生产前准备 每次生产前按品种配方将所需原料称重准备齐全,并确认生产原料库存量,保证原料库存量足够下次生产所需、 二生产前检查 1检查蒸汽、压缩空气、冷却水进出的管路就是否畅通,所有阀门就是否良好,并关闭所有阀门、 2检查电路、控制柜、开关的状态,确保控制柜运行正常、 3检查空压机油表油表及轴承、三角带、气缸等就是否正常,确保空压机运行正常、 4检查发酵罐搅拌减速机的油量及密封轴降温水就是否正常、 三总过滤器灭菌 当蒸汽总管路上的压力为0、2-0、25MPa时,打开总过滤器进气阀输入蒸汽,同时打开出气阀的跑分阀、排气阀、排污阀,当三个阀均排出蒸汽时,调整进气阀、排污阀,稳定总过滤器压力0、15-0、2MPa,此时打开压力表下跑分,计时灭菌2-2、5小时、灭菌结束后启动空压机,当空气输入管道压力大于总过滤器压力时,关闭蒸汽阀,打开空气阀,将空气出入总过滤器,然后调整进气阀与排污阀,稳定总过滤器压力在0、15-0、2MPa,保持通气在15-20小时,当出气阀跑分与排污阀放出的空气为干燥空气时,完成灭菌、 四分过滤器灭菌 1当蒸汽管路压力为0、2-0、25MPa时,打开蒸汽过滤器的进气阀与排污阀,当蒸汽管路中无蒸汽凝结液后,再将蒸汽输入空气管路,然后打开分过滤器的进气阀、排污阀及出气阀上的跑分,当所有阀门均有蒸汽排出后,调整进气与排污阀,就是压力稳定在0、11-0、15MPa,计时灭菌30-35分钟、灭菌结束后,关闭蒸汽过滤器进出气阀、排污阀,并立即将空气输入预过滤器,使空气通过预过滤器进入到分过滤器,再调整分过滤器排污阀使压力稳定在0、11-0、15MPa,备用、
聚丁二酸丁二醇酯(PBS)的产业现状及技术进展
1、PBS 的结构、性能与应用 PBS的全称为聚丁二酸丁二醇酯,是一种脂肪族聚酯,其结构单元为丁二酸与丁二醇形成的酯,其分子式: HO- [ CO-( CH2) 2-CO-O-( CH2 ) 4-O] n-H ,PBS分子链较柔软,且熔点较低。PBS于20世纪90年代进入材料研究领域,并迅速成为广泛推广应用的通用型生物降解塑料研究的热点材料之一。其优异性能主要表现在以下几个方面: (1) 加工性能。PBS 的加工性能非常好,可在通用加工设备上进行注塑、挤出和吹塑等各类成型加工,同时也可共混碳酸钙、淀粉等填充物,降低成本。 (2) 耐热性能。PBS 具有出色的耐热性能,是完全可生物降解聚酯中耐热性能最好的品种,热变形温度接近100℃,改性后可超过100℃,满足日常用品的耐热需求,可用于制备冷热饮包装和餐盒。 (3) 力学性能。与其他生物降解塑料相比,PBS 力学性能十分优异,具有与许多通用树脂如聚乙烯、聚丙烯相近的力学性能。 (4) 降解性能与化学稳定性。PBS 在正常储存和使用过程中性能非常稳定,只在堆肥、土壤、水和活化污泥等的环境下会被微生物和动植物体内的酶分解为二氧化碳和水。
由于PBS 有上述良好的性能,使它在很多方面都有着非常重要的用途。首先它可用于包装领域,主要有垃圾袋、食品袋、各种冷热饮瓶子和标签等。由于PBS 良好的成膜性,另一个重要应用是作为农林业中的农用薄膜,以及各种种植用器皿和植被网等。其次,在PBS中添加滑石粉、碳酸钙等还能制成各种成型制品,被用于日用杂品。与PET 类似,PBS 还可作为纺织材料纺丝加工。此外,由于具有生物相容性和可降解性,PBS 还可应用于医用制品中的各种人造材料如人造软骨、缝合线、支架等。 2、PBS 的工业化生产 2.1 国外PBS 产品 早在上世纪30 年代,Carothers 就已经成功制备出了PBS,但由于受当时工艺条件的限制,制得的PBS 分子量小于5000,无法用作实际材料。直到上个世纪90 年代,随着人们对脂肪族生物降解材料的研究逐渐深入,满足实际应用要求的高分子量的PBS 才被开发成功。日本昭和高分子公司于1993 年建立了一套年产3000 吨PBS 及其共聚物的半商业化生产装置,其系列产品以“ Bionolle ”的商品名面世(中文名: 碧能),这是世界上首个商业化的PBS 树脂。Bionolle 是一种结晶型热塑性塑料,分子量从几万到几十万,玻璃化转变温
环氧乙烷生产技术研究与产能现状分析 摘要:环氧乙烷是我国工业生产中的一类重要的原材料,环氧乙烷的高质量、 科学化的制取,对于保证化工生产的高效开展有着积极的意义。近些年,我国应 用范围较广的制取环氧乙烷的方法为氧气氧化法,不同的工厂通过反应条件优化、高效的催化剂使用对生产方法进行了不断的升级与调整。在我国的化工市场中, 环氧乙烷的产能在先进技术的支持下,也有了显著地提高。本文就环氧乙烷生产 技术与产能现状进行了详细的分析。 关键词:环氧乙烷;生产技术研究;产能现状 一、直接氧化法生产环氧乙烷 直接氧化法分为空气氧化法和氧气氧化法两类,这两种方法均采用固定床列 管式的反应器。现阶段,空气氧化法的基本已经不进行大规模的生产,两种方法 的反应器是一类具有关键性作用的容器,与反应条件、反应功效具有密切的联系。反应的过程基本上是相同的,包括反应、吸收、汽提以及精制等操作。 1.空气氧化法 在这种方法中,氧化剂是空气,所以必须设置空气净化设备,避免将空气中 的杂质带入反应容器,导致反应效果受到影响。导致催化剂的活性下降。应用空 气法的优势在于可以实现两台或者大于两台设备的合理串联,将主反应器和副反 应器合理连接,使反应器的性能有所改善。保持催化剂的活性在一个较高的水平,具有良好的选择性,但是缺点是转化率不高,一般在百分之二十到百分之五十的 范围内。 2.氧气氧化法 氧气法不需要设置空气的净化系统,但是需要设置空气分离装置以及其他的 氧气来源。氧化剂是纯氧气,可以通过少量、连续的引入惰性气体实现乙烯的循 环反应。为了将气体中的二氧化碳除掉,可以通过将气体脱碳的方式来实现,最 后将其通入反应器,避免二氧化碳浓度超标,使催化剂的活性受到影响。 3.方法比较 不同的氧化方法有其自身的优势与弊端,必须根据实际的情况合理选择。比 较的方面有以下几点。第一,在投资与流程方面,空气法涉及到的反应器包括空 气的净化设备以及吸收塔,催化转化设备,氧气法需要分离设备和以及去除二氧 化碳系统。就中小型的经济规模来说,可以选用氧气法制取,就大型的生产来说,可以采用空气法生产。第二,在催化剂方面。反应在这一方面的资金投入是一个 重要的部分,在选择催化剂时,需要考虑两个主要方面,一方面是催化剂的性能,包括选择性与转化率。另一方面是在催化剂中银离子的含量,很多相似的催化剂,银的含量大约可以相差百分之五十左右。第三,资金投入方面。在应用氧化法制 取时,乙烯的资金投入量是环氧乙烷的生产成本的百分之六十-百分之七十之间,即使乙烯的价格呈现上升的趋势,对生产的总资金投入的影响也不大。但是如果 氧气的价格呈现上升的趋势,则会对生产价格产生较大的影响。在应用氧气法时,各种原材料必须有较高的纯度,否则,制取结果无法满足生产要求,当氧气的纯 度极低时,导致含烃类的气体总量显著增大,进而导致对乙烯的消耗量有所增加。第四,反应容器。如果两种方法采用同样的规模开展生产,则氧化法所需要的反 应器数量少,同时,不同的反应器采取并联的方法进行反应,空气法的进行则涉 及到一类副反应器,包括吸收塔等,导致了在设备方面的资金投入量加大。第五,将两种方法的收率进行比较,氧气法的收率较高。
发酵工艺标准操作流程(SOP) 生产前准备 每次生产前按品种配方将所需原料称重准备齐全,并确认生产原料库存量,保证原料库存量 足够下次生产所需. 二生产前检查 1检查蒸汽、压缩空气、冷却水进出的管路是否畅通, 所有阀门是否良好,并关闭所有阀门2检查电路、控制柜、开关的状态, 确保控制柜运行正常. 3检查空压机油表油表及轴承、三角带、气缸等是否正常,确保空压机运行正常. 4检查发酵罐搅拌减速机的油量及密封轴降温水是否正常. 三总过滤器灭菌 当蒸汽总管路上的压力为0.2-0.25MPa 时,打开总过滤器进气阀输入蒸汽,同时打开出气阀的跑分阀、排气阀、排污阀,当三个阀均排出蒸汽时,调整进气阀、排污阀,稳定总过滤器压力0.15-0.2MPa,此时打开压力表下跑分,计时灭菌2-2.5小时?灭菌结束后启动空压机,当空气输入管道压力大于总过滤器压力时,关闭蒸汽阀,打开空气阀,将空气出入总过滤器,然后调整进气阀与排污阀,稳定总过滤器压力在0.15-0.2MPa, 保持通气在15-20 小时,当出气阀跑分和排污阀放出的空气为干燥空气时,完成灭菌. 四分过滤器灭菌 1 当蒸汽管路压力为0.2-0.25MPa 时,打开蒸汽过滤器的进气阀和排污阀,当蒸汽管路中无蒸汽凝结液后,再将蒸汽输入空气管路,然后打开分过滤器的进气阀、排污阀及出气阀上的跑分,当所有阀门均有蒸汽排出后,调整进气与排污阀,是压力稳定在0.11-0.15MPa, 计时灭菌30-35 分钟.灭菌结束后,关闭蒸汽过滤器进出气阀、排污阀,并立即将空气输入预过滤器,使空气通过预过滤器进入到分过滤器,再调整分过滤器排污阀使压力稳定在0.11-0.15MPa,备用.
安全化学品安全技术说明书 修订日期:2016-2 SDS 编号:LBPC-M-001 产品名称:柴油版本:LBPC-M(2) 第一部分化学品及企业标识 化学品中文名称:柴油 化学品英文名称:kerosene ;diesel fuel 企业名称:日照岚桥港口石化有限公司 地址:日照市岚山区虎山镇潘家村西首 邮编:276808 电子邮件地址:lbshihua@https://www.doczj.com/doc/3016150019.html, 联系电话:0633-2660128 传真号码:0633-2660178 企业应急电话:0633-2660500 技术说明书编码:LBPC-M-001 产品推荐用途及限制用途:用于柴油机 第二部分危险性概述 物理化学危险:易燃液体,其蒸气与空气可形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。若遇高热,容器内压增大,有开裂和爆炸的危险。 健康危害:吸入高浓度油蒸气,常先有兴奋,后转入抑制,表现为乏力、头痛、酩酊感、神志恍惚、肌肉震颤、共济运动失调;严重者出现定向力障碍、意识模糊等;油蒸气可引起眼及呼吸道刺激症状,重者出现化学性肺炎。吸入液态煤油可引起吸入性肺炎,严重时可发生肺水肿。摄入引起口腔、咽喉和胃肠道刺激症状,可出现与吸入中毒相同的中枢神经系统症状。 环境危害:对环境有害,可对水体、土壤和大气造成污染。 GHS危险性类别:易燃液体-3,皮肤腐蚀/刺激-2,严重眼睛损伤/眼睛刺激性-2B。 标签要素:
象形图: 警示词:危险 危险信息:易燃液体和蒸气; 可造成皮肤灼伤和眼睛刺激; 如果吞食并进入呼吸道可能致命。 防范说明:工作场所严禁烟火,应远离热源、火花、明火、热表面。采取防静电措 施,容器和接收设备接地连接装臵,防止静电的积聚。使用防爆电机、通风、照 明等设备,使用不产生火花的工具。得到专门指导后操作,在阅读并了解所有安 全预防措施之前,切勿操作。按照要求使用个人防护装备,戴防护手套、防护面 罩。避免与氧化剂接触,操作后彻底清洗,操作现场不得进食、饮水或吸烟。禁 止排入环境。 预防措施:灌装时注意流速,防止静电积聚,且有接地装臵,配备相应的消防灭火 器材及应急处理设施。 事故响应:火灾时使用泡沫、干粉、二氧化碳、沙土灭火。喷水冷却容器,如有可 能迅速将容器从火场移至空旷处。处在火场中的容器若已变色,必须马上撤离; 用储罐储存,发生火灾应立即开启冷却喷淋装臵及消防泡沫系统灭火。 安全储存:储存于阴凉、通风的库房。远离火种、热源。炎热季节库温不宜超过30℃。应与氧化剂、食用化学品分开存放,切忌混储。采用防爆型照明、通风设施。禁 止使用易产生火花的机械设备和工具。储区应备有泄漏应急处理设备和合适的收 容材料。 废弃处置:推荐使用焚烧法处臵。 第三部分成分/ 组成信息 物质□混合物■
聚丁二酸丁二醇酯(PBS)的产业 现状及技术进展 1、PBS 的结构、性能与应用 PBS的全称为聚丁二酸丁二醇酯,是一种脂肪族聚酯,其结构单元为丁二酸与丁二醇形成的酯,其分子式: HO- [ CO-( CH2) 2-CO-O-( CH2 ) 4-O] n-H ,PBS分子链较柔软,且熔点较低。PBS于20世纪90年代进入材料研究领域,并迅速成为广泛推广应用的通用型生物降解塑料研究的热点材料之一。其优异性能主要表现在以下几个方面: (1) 加工性能。PBS 的加工性能非常好,可在通用加工设备上进行注塑、挤出和吹塑等各类成型加工,同时也可共混碳酸钙、淀粉等填充物,降低成本。 (2) 耐热性能。PBS 具有出色的耐热性能,是完全可生物降解聚酯中耐热性能最好的品种,热变形温度接近
100℃,改性后可超过100℃,满足日常用品的耐热需求,可用于制备冷热饮包装和餐盒。 (3) 力学性能。与其他生物降解塑料相比,PBS 力学性能十分优异,具有与许多通用树脂如聚乙烯、聚丙烯相近的力学性能。 (4) 降解性能与化学稳定性。PBS 在正常储存和使用过程中性能非常稳定,只在堆肥、土壤、水和活化污泥等的环境下会被微生物和动植物体内的酶分解为二氧化碳和水。
到几十万,玻璃化转变温度为-45 ~-10 ℃,熔点为90 ~120 ℃,耐热温度接近100℃,具有良好的力学性能和加工性能,其制品包括农用薄膜、垃圾袋、发泡材料等。然而Bionolle 系列PBS 的生产过程中需要用到二异氰酸酯作扩链剂来提高分子量,由于二异氰酸酯的毒性较大,限制了其产品在医用材料、食品包装、一次性餐具等领域的应用,时至今日,Bionolle 已经扩大为多个品种和牌号的一类产品。从1998 年开始,德国巴斯夫就推出了自己的完全可降解聚酯商品Ecoflex ,主要为脂肪族和芳香族的共聚酯,还可以与淀粉进行共混,提高降解性。美国伊士曼( Eastman) 公司以商标Eastar Bio 生产了一系列共聚酯产品。杜邦公司也拥有商标为Biomax 的降解聚酯塑料产品。另外还有日本的三菱化学Mitsubishi 、韩国的SKChemical 和Ire Chemical 等均可生产PBS,商品名分别为GS pla ,Skygreen 和EnPol,其中三菱化学宣称开发的是基于生物技术的PBS 生产技术,因其原料丁二酸从植物淀粉中提取。 2.2 国内产业化历程 国内的PBS 研究和产业化起步较晚,但发展速度较快。在这方面,中科院理化研究所工程塑料国家工程研究中心和清华大学走在了前列。2006 年,安徽安庆和兴化工公司依托清华大学技术建成年产3000 吨挤出、注塑级的
年产5.5万吨环氧乙烷工艺设计 摘要 本文是对年产5.5万吨环氧乙烷合成工段的工艺设计。本设计依据环氧乙烷生产工段的工艺过程,在生产理论的基础上,制定合理可行的设计方案。 本文主要阐述了环氧乙烷在国民经济中的地位和作用、工业生产方法、生产原理、工艺流程。对主要设备如:混合器、反应器、环氧乙烷吸收塔、二氧化碳吸收系统,等进行物料衡算,对环氧乙烷反应器设备进行热量衡算,并对环氧乙烷反应器进行详细的设备计算和校核,确定操作参数、设备类型和材质,使用CAD绘制相应的工艺流程图,最后得出设备参数。 关键词:环氧乙烷;工艺流程;反应器;物料衡算。
PROCESS DESIGN OF ETHYLENE OXIDE WITH ANNUAL OUTPUT OF 55,000 TONS ABSTRACT The process of ethylene oxide with annual output of 5,5000 tons was designed in this paper. Based on the actual production process and production theory reasonable design scheme was developed. The status and role of ethylene oxide in the national economy was discussed in this paper. Furthermore, the produce methods, the principle of produce and process were also interpred. Material balance of the main equipments, such as: the mixer, the reactor, the absorb tower of epoxyethane, and the absorb system of carbon dioxide have been calculated. Calculation of energy balance for the epoxyethane reactor were also carried out. Equipment calculations and checking of the reactor were carried on detail. The parameters, types and materials of the equipments were confirmed. Based upon, the high purity epoxyethane rectifier was draw using CAD. Finally, correspond measures for the production process were given. KEY WORDS:epoxyethane;process;reactor;material balance。
1)生物素营养缺陷型 ?作用机制:生物素是脂肪酸生物合成最初反应的关键酶乙酰CoA羧化酶的辅酶,参与 了脂肪酸的合成,进而影响脂肪酸的合成.当磷脂合成量少到正常的1/2左右时,细胞变形,Glu向膜外泄漏. ?控制关键:使用该类突变株必须限制发酵培养基中生物素亚适量(5-10 g/L).在发酵 初期(0-8小时),细胞正常生长,当生物素耗尽后,在菌的再次倍增时,开始出现异常形态细胞,即完成了细胞从生长型到积累型转换. 2)油酸营养缺陷型 ?作用机制:油酸营养缺陷型丧失了合成油酸的能力,通过控制油酸使磷脂合成量减少 到正常量的1/2左右. ?控制关键:保证在培养基中油酸亚适量,完成细胞从生长型到生产型的转换. (3)添加表面活性剂 ?添加表面活性剂(如吐温60)或不饱和脂肪酸(C16-18),也能造成细胞渗漏,积累谷氨 酸. ?机理:两者在脂肪酸合成时对生物素有拮抗作用,导致磷脂合成不足,形成不完整的细 胞膜. ?关键:控制好脂肪酸或表面活性剂的时间和浓度,必须在药剂加入后,在这些药剂存在 下进行分裂,形成产酸型细胞. (4)添加青霉素 ?机理:青霉素抑制谷氨酸生产菌细胞壁后期的合成,细胞膜在失去保护,在渗透压的作 用下受损,向外泄露谷氨酸. ?控制关键:一般在进入对数生长期的早期(3-6小时)添加.添加青霉素后倍增的菌体不 能合成完整的细胞壁,完成细胞功能的转换. 谷氨酸发酵强制控制工艺 ?为了稳产,克服培养基原料中某些成分不易控制带来的影响,在谷氨酸发酵时可采取 “强制控制”的方法,如:“高生物素高吐温”或“高生物素高青霉素”的方法. ?控制方法:在发酵培养基中预先配加一定量(过量)的纯生物素,大大地削弱每批原料 中生物素含量变化的影响,高生物素、大接种量能促进菌体迅速增殖.再在菌体倍增的早期加入相对高的吐温或青霉素,形成产酸型细胞.固定其它条件,确保高产稳产。谷氨酸发酵 ? 1.适应期:尿素分解出氨使pH上升.糖不利用.2-4h. 措施:接种量和发酵条件控制使适应期缩短. ? 2.对数生长期:糖耗快,尿素大量分解使pH上升,氨被利用pH又迅速下降.溶氧急剧 下降后维持在一定水平.菌体浓度迅速增大,菌体形态为排列整齐的八字形.不产酸.12h. 措施:及时供给菌体生长必须的氮源及调节pH,在pH7.5-8.0时流加尿素;维持温度30- 32℃ ? 3.菌体生长停止期:谷氨酸合成. 措施:提供必须的氨及pH维持在7.2-7.4.大量通**,控制温度34-37 ℃. ? 4.发酵后期:菌体衰老,糖耗慢,残糖低. 措施:营养物耗尽酸浓度不增加时,及时放罐. 发酵周期一般为30h. 二、谷氨酸发酵的生化过程
1-2-二氯乙烷安全技术说明书
化学品安全技术说明书 第一部分化学品名称 化学品中文名称: 1,2-二氯乙烷 化学品英文名称: 1,2-dichloroethane 企业名称: 地址: 邮编:电子邮件地址: 传真号码:企业应急电话: 技术说明书编号:登记号: 生效日期:2011年12月1日 国家应急电话: 第二部分成分/组成信息 分子式:C2H4Cl2 分子量:98.97 CAS No.: 107-06-2 第三部分危险性概述 危险性类别:第3.2类中闪电易燃液体 侵入途径:吸入、食入、经皮吸收 健康危害:对眼睛及呼吸道有刺激作用;吸入可引起肺水肿;抑制中枢神经系统、刺激胃肠道和引起肝、肾和肾上腺损害。急性中毒:其表现有二种类型,一为头痛、恶心、兴奋、激动,严重者很快发生中枢神经系统抑制而死亡;另一类型以胃肠道症状为主,呕吐、腹痛、腹泻,严重者可发生肝坏死和肾病变。慢性影响:长期低浓度接触引起神经衷弱综合征和消化道症状。可致皮肤脱屑或皮炎。 环境危害:该物质对环境有危害,对水体应给予特别注意。
燃爆危险:其蒸气与空气形成爆炸混合物,遇明火、高热能引起燃烧爆炸。与氧化剂能发生强烈反应。受高热分解产生有毒的腐蚀性气体。其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源引起回燃。若遇高热,容器内压增大,有开裂和爆炸的危险。流速过快,容易产生和积聚静电。 第四部分急救措施 皮肤接触:脱去污染的衣着,用肥皂水和清水彻底冲洗皮肤。 眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。就医。 吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。如呼吸停止,立即进行人工呼吸。就医。 食入:洗胃。就医。 第五部分消防措施 危险特性:易燃,其蒸气与空气可形成爆炸性混合物,遇明火、高热能引起燃烧爆炸。受高热分解产生有毒的腐蚀性烟气。与氧化剂接触发生反应,遇明火、高热易引起燃烧,并放出有毒气体。其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。 有害燃烧产物:一氧化碳、二氧化碳、氯化氢、光气。 灭火方法:喷水冷却容器,可能的话将容器从火场移至空旷处。处在火场中的容器若已变色或从安全泄压装置中产生声音,必须马上撤离。灭火剂:泡沫、干粉、二氧化碳、砂土。用水灭火无效。 灭火注意事项及措施: 第六部分泄漏应急处理 应急处理:迅速撤离泄漏污染区人员至安全区,并进行隔离,严格限制出入。切断火源。建议应急处理人员戴自给正压式呼吸器,穿防静电工作服。尽可能切断泄漏源。防止流入下水道、排洪沟等限制性空间。小量泄漏:用砂土或其它不燃材料吸附或吸收。也可以用大量水冲洗,洗水稀释后放入废水系统。大量泄漏:构筑围堤或挖坑收容。用泡沫覆盖,降低蒸气灾害。用防爆泵转移至
本科生学年论文 题目聚丁二酸丁二醇酯的合成研究 学生姓名刘朋坤 所在院系化学化工系 专业班级化学工程与工艺 学号 2010223334 指导教师(职称)寇莹 日期 2012年 5 月日
聚丁二酸丁二醇酯的合成研究 摘要:以丁二酸与丁二醇为原料,通过熔融缩聚法合成聚丁二酸丁二醇酯。通过HDI 进 行扩链改性,改善其降解性能与力学性能。实验结果表明,扩链产物结晶度下降、拉伸强度得到提高。 关键词:聚丁二酸丁,二醇酯;高分子量;扩链改性
Gather succinic acid synthesis of butyl glycol esters Abstract: the succinic acid and butyl glycol as raw material, through the molten polycondensation succinic acid synthesis method of clustering butyl glycol esters. Through the HDI for extender chain modification, improve its degradation property and mechanical properties. The experimental results show that extender chain product drop, tensile strength, crystallinity was improved. key words:gather succinic acid, cubed diol esters; High molecular weight; Extender chain modification