
液压胶管接头总成
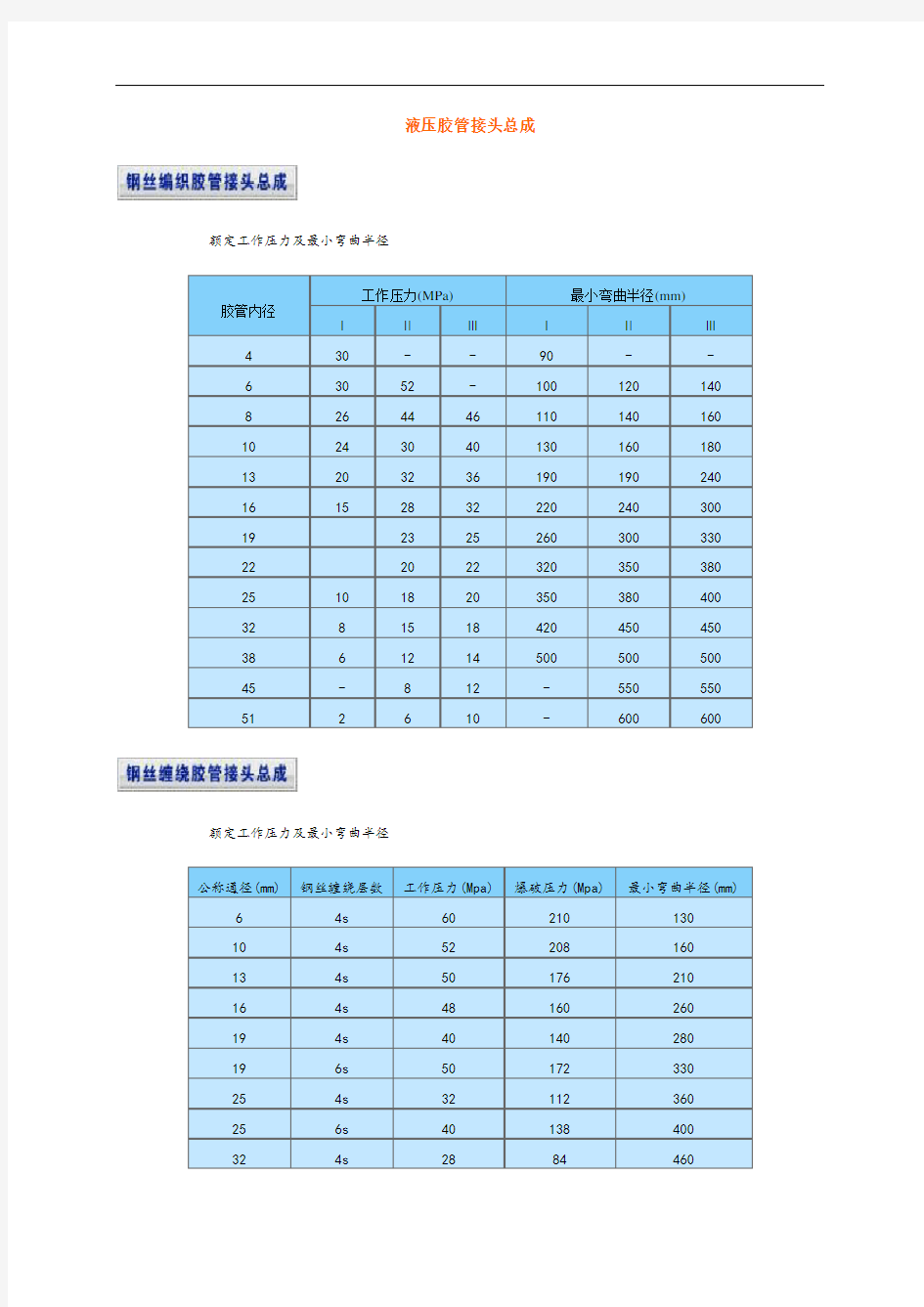
额定工作压力及最小弯曲半径
工作压力(MPa)最小弯曲半径(mm)胶管内径
ⅠⅡⅢⅠⅡⅢ430--90--
63052-100120140
8264446110140160
10243040130160180
13203236190190240
16152832220240300
192325260300330
222022320350380
25101820350380400
3281518420450450
3861214500500500
45-812-550550
512610-600600
额定工作压力及最小弯曲半径
公称通径(mm)钢丝缠绕层数工作压力(Mpa)爆破压力(Mpa)最小弯曲半径(mm) 64s60210130
104s52208160
134s50176210
164s48160260
194s40140280
196s50172330
254s32112360
256s40138400
324s2884460
326s35104490
384s2270560
514s2064720
低压
规格(内径×外径)工作压力(Mpa)规格(内径×外径)工作压力(Mpa)φ4×φ92φ19×φ29
φ6×φ132φ22×φ31
φ8×φ162φ25×φ34
φ10×φ20φ32×φ41
φ13×φ22φ38×φ471
φ16×φ26
公称内径(mm)工作压力(Mpa)
公称内径(mm)
工作压力(Mpa)ⅠⅡ
6216022916
8184225815
104032611
131********
1612215148
181018?
本产品适用于与O型密封的焊接式管接头连接使用
do
46810131619222532384551
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2M52×2M60×2M64×2
s14171922273236414655607075 d1461315213345 L2888101011131315172023
do46810131619222532384551
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2M52×2M60×2M64×2
s14171922273236414655607075 H17202428323636404046526070 L34505560657070828295104120140 do46810131619222532384551
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2M52×2M60×2M64×2
s14171922273236414655607075 H130343845506067768295110120135 L1324143485565728083105120130150注:H、L1(H1、L1)尺寸可根据用户要求改变,以下各种相同。
本产品适用于与卡套式管接头连接使用本产品适用于与卡套式管接头连接使用
do4681013161922253238
d14613152133
D
+
O 46810/1214161822283442
do4681013161922253238
d14613152133
D
+
O
46810/1214161822283442
L11719192222222428303335 s68101214171924303646H30354047525764708696110 L1820242833404650607090
注:1、该样本中“do”均为胶管公称通径。
2、B型可用J型代替。
本产品适用于与扩口式管接头连接使用
do46810131619222532
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2
d146131521
L2888101011131315 s14171922273236414655
do46810131619222532
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2
s14171922273236414655 H17202428323636404046 L34505560657070828295 do46810131619222532
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2
s14171922273236414655 H127303238415056667290 L1303738414655617073100
do6810131619253238
d M14×M16×M18×M22×M27×M30×2M39×2M45×2M52×2
d181012142022303442 L267
s171922273236465560 do6810131619253238
d M14×M16×M18×M22×M27×M30×2M39×2M45×2M52×2 s171922273236465560
H202428323438404652 L5055606570748295105
do6810131619253238
d M14×M16×M18×M22×M27×M30×2M39×2M45×2M52×2 s171922273236465560
H13032384150587490100 L137384146556475100110
do48101316192532
d M12×M14×M20×M24×M30×2M36×2M42×2M45×2 d1810141823283338
L1012121516181920
s1417242734414650
本产品适用于与卡套式接头连接使用
do6810131619253238
d M16×M18×M20×M20×M22×M27×M30×2M36×2M39×2M45×2M52×2M52×2
L2233455
s192424242732364146556060相配接头G10J8G12J10G14G14J14 G16G20J18G22G28J28G34G42G42
do6810131619253238
d M16×M18×M20×M20×M22×M27×M30×2M36×2M39×2M45×2M52×2M52×2
s1922242732364146556060
H25283232364044525959
L5560656573788496108108
do6810131619253238
d M16×M18×M20×M20×M22×M27×M30×2M36×2M39×2M45×2M52×2M52×2
s1922242732364146556060
H13940464650687094108108
L140425050606574105118118
do68101316192532 D11518182225283542
D1013151820243037
L11112121214151515
do681013161922253238
d110121418222730334248
D22252836465660647890
L15182025303540425068
H13161822303642506472
do6810131619222532
d1M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2
L323435384048505257
s171921243234414150
do46810131619222532384551
d M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2M52×2M60×2M64×2
l8888101011131315172023
l113151617172122222929293333
s17192224303641465055657580
do4681013161922253238
D
+
O
46810/1214161822283442
l11719192222222428303335
l67788101011131313
do46810131619222532 d1M12×M14×M16×M18×M22×M27×M30×M36×2M39×2M45×2 l8888101011131315 l113151617172122222929 s17192224303641465055
di do B C E G
K
L1最小
L2最大
H±3
±±45°90°45°90°
1613247241660401262050 191532
81762451302665 25213891764501403080 2744101764601853490 3833540 1019808020040110 514563111911010024058140注:需要其他弯曲角度的产品,可由供需双方协商。
胶管检验标准 This manuscript was revised on November 28, 2020
胶(气)管检验标准 1、外观:表面无裂、损伤、气孔,管子壁厚的均匀,管体柔韧性好,PVC中间的夹层的白色编织线多,粗线。 2、材质:PU管、尼龙管;耐高压、耐磨损、耐气候(-20℃~+70℃)、耐无腐蚀性油类,高弹性、耐撕裂、伸缩自如、耐绕曲。 3、尺寸:符合图纸尺寸要求,内外径误差严格控制在以下,采用卡箍式管接头和卡套式管接头时应注意管子的内径尺寸;采用插入式管接头时,应注意管子的外径尺寸。 4、组装测试:安装连接头和气筒头无松动,气密性能良好;接10KG力无变形、漏气、不良现象,连续使用10次以上无变形、漏气不良现象 太阳下暴晒4天,无变硬、变色现象 插气10KG使用,无变形漏气、凸凹不平等不良现象连续使用10以上无上述现象 低温脆性测试遵从MS 200-43 标准 .(1)中“A”方法,温度在-40±2oC之间,无裂纹、变形、漏气、凸凹不平等现象。 胶管装配测试 膨胀测试压力在10±之间,测试管长度为305mm,无变形、漏气、凸凹不平等现象。 爆裂测试压力在10±之间,压力增加速率在S之间,无变形、漏气、凸凹不平等现象 缠绕测试遵从MS 200-43 (1)标准 测试条件如下:测试时间 70小时,液压:,旋转直径:203mm,速度: 800±10rPm 热老化试验 ±1oC ,100小时; 耐臭氧试验 ; 6、检验规则根据GB/,一般检验水平Ⅱ、正常检验一次抽样方案。
7、相关记录与表格《进料检验报告》 FM/QP10-01 制定审核批准
Q/SY 三一重工股份有限公司企业标准 Q/SY 1100-2004 液压胶管 2004-12-20发布 2004-12-30实施三一重工股份有限公司发布
Q/SY 1100—2004 前言 根据公司现有产品所用常用液压胶管的特点要求,特制定本标准。 本标准作为液压胶管使用和检验的依据。 本标准由三一重工股份有限公司研究本院提出并归口。 本标准由三一重工股份有限公司泵送公司工艺所负责起草和解释。 本标准于2004年12月20日首次发布,于2004年12月30日实施。 本标准主要起草人:李画、杨军。 I
Q/SY 1100—2004 液压胶管 1 范围 本标准规定了钢丝增强液压橡胶管(以下简称胶管)的结构、型号、尺寸和公差、特性、技术要求、试验方法、检验规则、包装、运输和储存。 本标准适用于工程液压机械和其他车辆的液压系统。不适用于输送蓖麻油基和脂基流体。 本标准只对胶管规定了性能要求,不包括总成及端部接头的要求。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 1690 硫化橡胶耐液体试验方法 GB/T 5563 橡胶、塑料软管及软管组合件液压试验方法 GB/T 5564 橡胶、塑料软管低温曲挠试验 GB/T 5568 橡胶、塑料软管及软管组合件无屈挠液压脉冲试验 GB/T 9571 橡胶、塑料软管和软管组合件静态条件下耐臭氧性能评定 GB 9573 橡胶、塑料软管和软管组合键尺寸测量方法 GB 9576 橡胶、塑料胶管和胶管组合件选择、储存、使用和维修指南 GB/T 9577 橡胶和塑料软管及软管组合件标志、包装和运输规则 GB/T 12721 橡胶软管外胶层耐磨耗性能的测定 GB/T 14905 橡胶和塑料软管各层间粘合强度测定 HG 2185 橡胶管外观质量 EN 853:1997 BS EN 853:1997 橡胶软管及其总成—钢丝编制增强层液压类型—规范 EN 856:1997 BS EN 853:1997 橡胶软管及其总成—橡胶覆盖钢丝编制增强层液压类型 —规范 Q/SY 1021 胶管长度 Q/SY 1101 液压胶管接头
使用说明1、本文件规定了软管总成的设计和规范化管理。 2、本文件适用于公司各产品线软管总成的设计和规范化管理。 编制农洪进、李国真审核林建荣 批准发布日期实施日期 参照标准见标准正文“引用标准和术语” 1 目的和范围 本文件规定了软管总成的设计和规范化管理。 本文件适用于公司各产品线软管总成的设计和规范化管理。 2 引用标准 下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。 GB/T 3683.1-2006 橡胶软管及软管组合件钢丝编织增强液压型 GB 4357-1989 碳素弹簧钢丝 QJ/LG 03.35—2010 产品图技术要求——管路部分基本规范 TW/LG 03.7.03.04.技–2010 管接件控制规范。 EN853:1997 胶管和胶管组件-金属丝加强液压胶管-规格 EB857:1997 胶管和胶管组件-金属丝加强小型液压胶管-规格 3 术语 通径:软管的公称内径。 最大工作压力:软管的额定工作压力。 工作压力:软管的实际工作压力。 弯曲角:软管接头芯折弯的角度。 各研究所(院):中央研究院、各主机研究所(院)、各零部件研究所(院)。 4 职责 4.1 各研究所(院)设计人员负责软管总成取号、图纸设计。 4.2 液压件研究所负责对软管总成进行校对或第二审核或第二校对,并分类管理。 5 活动程序 5.1 软管总成的组成 软管总成包含软管接头(2个)、软管、保护圈(需要时),如图1所示。 图1 软管总成组合件
5.2 软管接头的选定。 5.2.1 根据软管总成要求查阅“Windchill/存储库/通用件库/管接头库/相关查询/相关文档”中的24度锥软管接头对照表或法兰式软管接头对照表,选取软管通径、连接形式、接头高度、弯曲角符合要求,最大工作压力和工作压力相差最小的软管接头。 5.2.2 为了控制软管接头种类及数量,设计人员应尽可能通过改变管路布局方案,优先采用现有软管接头,无法满足需求时才考虑新增软管接头。申请程序参照TW/LG 03.7.03.04.技–2010《管接件控制规范》。5.3 软管总成长度确定 软管总成长度L:以两软管接头端面或弯接头中心为基准测量的水平距离L,如图2,软管总成的长度公差应符合附录三的参数要求。 图2 软管总长图例 5.4 软管的选定 5.4.1 根据软管总成技术要求的通径和工作压力,参照附录二对应参数(优先选用DIN标准)选取软管,选取最大工作压力和工作压力相差最小的软管; 5.4.2 软管长度L1:软管总成长度L减去两端软管接头的尺寸A,如图3: 图3 软管及软管接头图例 5.4.3 软管代号:软管简号+通径标号,参照附录二,如:1SN-06、4SP-16。 5.5 确定装配角 把软管总成拉直,弯接头1置于垂直向下,顺时针方向测量弯接头1与弯接头2之间的夹角α即为装配角,如图4: 图4 装配角测量图图5 尼龙保护套
软管总成检查规范 1 技术规定 1.1软管下料后,应检查软管规格、型号、下料长度与否与规定符合,软管切口 与否平整。切口端面与软管中心线垂直。 表1 软管切口垂直度 软管通径切口端面与软管轴线垂直度 通径≤25≥ 1 25<通径≤40 2 通径>40 3 1.2需剥外胶软管其剥胶长度应符合表2规定,剥胶后钢丝不能有损伤,无钢丝 散开现象,软管内壁无损伤。 表2剥胶长度表 1.3软管内壁应清洁,用手触摸无脏物灰尘粘着、无杂物。 1.4软管总成所安装接头、附件以及两端弯曲管接头之间装配角、自然弯曲方向 和总成长应符合规定。 1.5软管总成长度公差应符合表3规定。 表3总成长度公差表
1.6软管总成两端弯曲接头之间装配角角度偏差按表4规定。 表4装配角度公差表 1.7当软管总成扣压接头为三件套时芯子内孔变形量应符合表5规定。 表5 芯子内孔变形量表 分体式软管总成套筒扣压先后外径应符合表6
表6套筒扣压尺寸表 1.8软管总成扣压后外套镀锌层应无脱膜现象。 1.9进行静压实验,按爆破压力1/2倍作为静压实验压力,保压时间为45s-60s,
不得有渗漏等异常现象。 1.10总成压力实验时,不得夹、碰伤接头。 2检查 2.1总成应由质检科总成检查员进行检查,以保证每根出产软管总成符合规定规定。 2.2对1.1、1.2、1.4、1.5条可以用卷尺、角尺、游标卡尺以及目测进行检查;对1.3条 可以用干净手触摸软管内壁,目测手上与否有脏物。 2.3对1.6条用角度测量工装进行检查。 2.4对1.7条可以用专用塞规或专用游标卡尺进行检查。 2.5对1.8、1.10条用目测进行检查。 2.6对1.9条在静压实验台上进行实验。 2.7总成检查完毕后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤及灰尘杂物进入。 2.8软管总成试压抽样检查和全检规定。
胶(气)管检验标准 1、外观:表面无裂、损伤、气孔,管子壁厚的均匀,管体柔韧性好,PVC中间的夹层的白色编织线多,粗线。 2、材质:PU管、尼龙管;耐高压、耐磨损、耐气候(-20℃~+70℃)、耐无腐蚀性油类,高弹性、耐撕裂、伸缩自如、耐绕曲。 3、尺寸:符合图纸尺寸要求,内外径误差严格控制在0.125MM以下,采用卡箍式管接头和卡套式管接头时应注意管子的内径尺寸;采用插入式管接头时,应注意管子的外径尺寸。 4、组装测试:安装连接头和气筒头无松动,气密性能良好;接10KG力无变形、漏气、不良现象,连续使用10次以上无变形、漏气不良现象 5.1太阳下暴晒4天,无变硬、变色现象 5.2 插气10KG使用,无变形漏气、凸凹不平等不良现象连续使用10以上无上述现象 5.3低温脆性测试遵从MS 200-43 标准 7. 6.(1)中“A”方法,温度在-40±2oC之间,无裂纹、变形、漏气、凸凹不平等现象。 5.4 胶管装配测试 5.4.1膨胀测试压力在10±0.5Mpa之间,测试管长度为305mm,无变形、漏气、凸凹不平等现象。 5.4.2 爆裂测试压力在10±0.5Mpa之间,压力增加速率在0.5Mpa/S之间,无变形、漏气、凸凹不平等现象 5.4.3 缠绕测试遵从MS 200-43 5.8(1)标准 测试条件如下:测试时间 70小时,液压:1.6-1.8Mpa ,旋转直径:203mm,速度: 800±10rPm 5.4.4热老化试验 ±1oC ,100小时; 5.4.5 耐臭氧试验 ; 6、检验规则根据GB/T2828.1-2003,一般检验水平Ⅱ、正常检验一次抽样方案。 7、相关记录与表格《进料检验报告》 FM/QP10-01 制定审核批准
液压支架软管总成作业指导书 HH/ZD-J-2013 1. 液压支架软管总成产品综述 1.1液压支架胶管产品介绍 液压支架软管总成属于液压机械配件,适用于煤矿、机械等行业的液压液体运输,如矿物油、可溶性油、油水乳浊液、乙二醇水溶液及水等,不适用于蓖麻油基和酯基液体。适用工作温度为-40~100℃。 1.2产品标识 标记示例: KJ4SP φ16—4000 表示四层钢丝缠绕中压液压支架软管总成,快速接头结构, 内径16mm ,长度4000mm 。 1.3软管型别: 2ST ——二层钢丝编织增强软管 4SP ——四层钢丝缠绕中压软管 1.4液压支架软管总成主要技术数据 1.4.1基本性能见表一。 表一:最大工作压力、试验压力、最小爆破压力和低温最小弯曲半径 最大工作压力Mpa 验证压力 Mpa 最小爆破压力Mpa 最小弯曲半径 mm 最大工作压力Mpa 验证压力 Mpa 最小爆破压力Mpa 最小弯曲半径mm 835.070.0140.01151033.066.0132.013044.589.0178.018012.527.555.0110.018041.583.0166.02301625.050.0100.020035.070.0140.02501921.543.086.024035.070.0140.03002516.533.066.030028.056.0112.034031.512.525.050.042021.042.084.0460389.018.036.050018.537.074.056051 8.0 16.0 32.0 630 16.5 33.0 66.0 660 软管内径mm 2ST型 4SP型
专业编制可行性研究报告了解更多详情..咨询公司网址https://www.doczj.com/doc/4410844471.html, 组装液压胶管及高压油缸总成扩建项目可行性研究报告 编制单位:北京中投信德国际信息咨询有限公司 编制时间:https://www.doczj.com/doc/4410844471.html, 高级工程师:高建
专业编制可行性研究报告了解更多详情..咨询公司网址https://www.doczj.com/doc/4410844471.html, 目录 第一章项目概论 (1) 一、项目名称及承办单位 (1) 二、项目拟建地址及负责人 (1) 三、可行性研究报告编制依据原则和范围 (1) (一)项目可行性报告编制依据 (1) (二)可行性研究报告编制原则 (1) (三)可行性研究报告编制范围 (3) 四、研究的主要过程 (4) 五、产品方案及规模 (5) 项目生产纲领一览表 (5) 六、项目总投资估算 (5) 七、投资项目备案数据 (5) 项目备案数据一览表 (5) 八、工艺技术装备方案的选择 (6) 九、项目建设期限 (6) 十、研究结论 (6) 十一、项目主要经济技术指标 (9) 项目主要经济技术指标一览表 (9) 第二章项目选址科学性分析 (18) 一、厂址的选择原则 (18) 二、厂址选择方案 (19) 三、选址用地权属性质类别及占地面积 (19) 四、项目用地利用指标 (20) 项目占地及建筑工程投资一览表 (20) 五、项目选址综合评价 (22)
专业编制可行性研究报告了解更多详情..咨询公司网址https://www.doczj.com/doc/4410844471.html, 第三章项目建设内容与建设规模 (24) 一、建设内容 (24) (一)土建工程 (24) (二)设备购臵 (24) 二、项目建设规模 (25) 第四章原辅材料供应及基本生产条件 (26) 一、原辅材料供应条件 (26) 原辅材料及能源供应情况一览表 (26) 二、基本生产条件 (27) 第五章项目技术方案 (29) 一、工艺技术方案的选用原则 (29) 二、工艺技术方案 (30) (一)工艺技术来源及特点 (30) (二)技术保障措施 (30) (三)产品生产工艺流程 (30) 组装液压胶管总成生产工艺流程简图 (31) 组装高压油缸生产工艺流程简图 (32) 三、设备的选择 (33) (一)设备配臵原则 (33) (二)设备配臵方案 (34) 主要设备投资明细表 (34) 第六章总平面布臵及运输 (36) 一、总图布臵 (36) (一)总平面布臵原则 (36) (二)采用设计标准及规范 (37) (三)总平面布臵方案 (37)
软管总成检验规 1 技术要求 1.1软管下料后,应检查软管的规格、型号、下料长度是否与要求符合,软管切 口是否平整。切口端面与软管中心线垂直。 软管通径切口端面与软管轴线的垂直度 通径≤25≥ 1 25<通径≤40 2 通径>40 3 1.2需剥外胶的软管其剥胶长度应符合表2的要求,剥胶后钢丝不能有损伤,无 钢丝散开现象,软管壁无损伤。 表2剥胶长度表 1.3软管壁应清洁,用手触摸无脏物灰尘粘着、无杂物。 1.4软管总成所安装的接头、附件以及两端弯曲管接头之间的装配角、自然弯曲 方向和总成长应符合要求。 1.5软管总成长度的公差应符合表3的规定。 表3总成长度公差表
1.6软管总成两端弯曲接头之间装配角的角度偏差按表4的规定。 表4装配角度公差表 1.7当软管总成扣压接头为三件套时的芯子孔变形量应符合表5的规定。 表5 芯子孔变形量表 分体式软管总成套筒扣压前后外径应符合表6
表6套筒扣压尺寸表 1.8软管总成扣压后的外套镀锌层应无脱膜现象。 1.9进行静压试验,按爆破压力的1/2倍作为静压试验压力,保压时间为45s-60s,不得有渗漏等异常现象。
1.10总成压力试验时,不得夹、碰伤接头。 2检验 2.1总成应由质检科的总成检验员进行检验,以保证每根出产的软管总成符合规定要求。 2.2对1.1、1.2、1.4、1.5条可以用卷尺、角尺、游标卡尺以及目测进行检验;对1.3条 可以用干净的手触摸软管壁,目测手上是否有脏物。 2.3对1.6条用角度测量工装进行检验。 2.4对1.7条可以用专用塞规或专用游标卡尺进行检验。 2.5对1.8、1.10条用目测进行检验。 2.6对1.9条在静压试验台上进行试验。 2.7总成检验完成后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤及灰尘杂物进入。 2.8软管总成试压抽样检查和全检的规定。 2.8.1下列情形应进行100﹪静压试验:
Q/AC 安徽叉车集团公司企业标准 Q/AC 44009-2001 液压软管总成验收规范 2001-11-28发布2001-11-28实施 安徽叉车集团公司发布
Q/AC 44009-2001 II 前言 本标准是一项零部件验收标准。 本标准从生效之日起,代替Q/AC 44009-1989S《1~10t引进叉车高压软管总成验收规 范》和Q/AC 44012-1993《高、中压树脂胶管总成验收规范》。 本标准由标准信息研究室归口。 本标准主要起草人:柴芹
安徽叉车集团公司企业标准 液压软管总成验收规范Q/AC 44009-2001 1 范围 本标准规定了液压软管总成技术要求、试验方法、检验规则等。 本标准适用于本公司所选用的液压软管总成。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准中最新版本的可能性。 GB/T 5563 橡胶、塑料软管及软管组合件液压试验方法 GB/T 5564 橡胶、塑料软管低温曲挠试验 GB/T 5568 橡胶、塑料软管及软管组合件无屈挠液压脉冲试验 GB 7935 液压元件通用技术条件 GB 7939 液压软管总成试验方法 JB/T 8727 液压软管总成 3 技术要求 3.1产品应符合本标准的要求,并按照经规定程序批准的图样和文件制造。 3.2零件材料、尺寸要求等技术条件须符合图样或相关标准要求。 3.3液压软管长度的极限偏差 3.3.1 软管的长度应按照订货方规定的长度供应,其中高、中压树脂软管及塑料软管长度的极限偏差见表1的规定,橡胶管长度的极限偏差应符合表2的规定。 安徽叉车集团公司2001-11-28 批准2001-11-28 实施 1
软管总成检验规范 1 技术要求 1.1软管下料后,应检查软管的规格、型号、下料长度是否与要求符合,软管切 口是否平整。切口端面与软管中心线垂直。 表1 软管切口垂直度 1.2需剥外胶的软管其剥胶长度应符合表2的要求,剥胶后钢丝不能有损伤,无 钢丝散开现象,软管内壁无损伤。 表2剥胶长度表 1.3软管内壁应清洁,用手触摸无脏物灰尘粘着、无杂物。 1.4软管总成所安装的接头、附件以及两端弯曲管接头之间的装配角、自然弯曲 方向和总成长应符合要求。 1.5软管总成长度的公差应符合表3的规定。 表3总成长度公差表
1.6软管总成两端弯曲接头之间装配角的角度偏差按表4的规定。 表4装配角度公差表 1.7当软管总成扣压接头为三件套时的芯子内孔变形量应符合表5的规定。 表5 芯子内孔变形量表 分体式软管总成套筒扣压前后外径应符合表6
表6套筒扣压尺寸表 1.8软管总成扣压后的外套镀锌层应无脱膜现象。 1.9进行静压试验,按爆破压力的1/2倍作为静压试验压力,保压时间为45s-60s,
不得有渗漏等异常现象。 1.10总成压力试验时,不得夹、碰伤接头。 2 检验 2.1 总成应由质检科的总成检验员进行检验,以保证每根出产的软管总成符合规定要求。 2.2 对1.1、1.2、1.4、1.5条可以用卷尺、角尺、游标卡尺以及目测进行检验;对1.3条 可以用干净的手触摸软管内壁,目测手上是否有脏物。 2.3 对1.6条用角度测量工装进行检验。 2.4 对1.7条可以用专用塞规或专用游标卡尺进行检验。 2.5 对1.8、1.10条用目测进行检验。 2.6 对1.9条在静压试验台上进行试验。 2.7 总成检验完成后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤
二、适用范围: 本次所招标的高压胶管总成主要用于小纪汗煤矿井下液压系统、排水系统中。 三、高压胶管总成执行标准: 3.1、GB/T 3683-1992 3.2、MT98-84 3.3、GB/T 10544-03 3.4、DIN20023 3.5、SAE100R9~13 四、技术要求: 4.1、高压胶管总成: 4.1.1、高压胶管总成最小爆破压力确保不小于2.5倍工作压力,进口可达4倍以上。 4.1.2、高压胶管总成橡胶层与钢丝层黏着力确保不小于2.5kN/cm。 4.1.3、高压胶管总成的耐磨性按≦0.5g损耗来做产品控制,进口可达0.25或个别达0.05g。 4.1.4、高压胶管总成老化(臭氧)不小于50ppm,40±20C,大于70小时无龟裂,进口可达300h。 4.1.5、高压胶管总成抗脉冲能力,2层不小于20万次,4层不小于40万次,进口可达100万次。 4.1.6、高压胶管总成阻燃性能: 4.1.6.1、平均每组有焰和无焰燃烧时间不超过30秒; 4.1.6.2、任意一根胶管有焰和无焰燃烧时间不超过60秒。 4.1.7、高压胶管总成抗静电Ω≤1×105 4.2、其它要求: 4.2.1、请投标方在投标文件中详细说明高压胶管总成的材质、结构、尺寸、公称压力等技术参数。 4.2.2、高压胶管总成所用材料要进行入厂检验(投标书中要注明材料的来源)。
五、产品验收: 5.1、高压胶管总成依据GB/T 3683-1992标准中的有关规定进行验收。 5.2、成品高压胶管总成在不损害使用性能的位置清楚地打印上生产厂家的名称、代号、材质、规格及公称压力。 六、运输、储存: 6.1、由投标方负责将高压胶管总成运到招标方指定地点。 6.2、运输或堆放时对胶管两端口进行防护,减缓内部锈蚀。 6.3、运输、卸车、堆码均由投标方负责。 七、配套资料: 制管厂对材料的复验资料; 制管过程中的力学性能试验报告; 密封性能试验报告; 爆破试验报告; 阻燃试验报告; 抗静电试验报告; 以上技术资料共需提供6套。 八、交货进度: 供货期:合同签订后30天。
中山科星汽车设备有限公司 WI-QP10-30-08-A 胶(气)管检验标准 1、外观:表面无裂、损伤、气孔,管子壁厚的均匀,管体柔韧性好,PVC中间的夹层的白色编织线多,粗线。 2、材质:PU管、尼龙管;耐高压、耐磨损、耐气候(-20℃~+70℃)、耐无腐蚀性油类,高弹性、耐撕裂、伸缩自如、耐绕曲。 3、尺寸:符合图纸尺寸要求,内外径误差严格控制在0.125MM以下,采用卡箍式管接头和卡套式管接头时应注意管子的内径尺寸;采用插入式管接头时,应注意管子的外径尺寸。 4、组装测试:安装连接头和气筒头无松动,气密性能良好;接10KG力无变形、漏气、不良现象,连续使用10次以上无变形、漏气不良现象 5.1太阳下暴晒4天,无变硬、变色现象 5.2 插气10KG使用,无变形漏气、凸凹不平等不良现象连续使用10以上无上述现象 5.3低温脆性测试遵从MS 200-43 标准 7. 6.(1)中“A”方法,温度在-40±2oC之间,无裂纹、变形、漏气、凸凹不平等现象。 5.4 胶管装配测试 5.4.1膨胀测试压力在10±0.5Mpa之间,测试管长度为305mm,无变形、漏气、凸凹不平等现象。 5.4.2 爆裂测试压力在10±0.5Mpa之间,压力增加速率在0.5Mpa/S之间,无变形、漏气、凸凹不平等现象 5.4.3 缠绕测试遵从MS 200-43 5.8(1)标准 测试条件如下:测试时间 70小时,液压:1.6-1.8Mpa ,旋转直径:203mm,速度: 800±10rPm 5.4.4热老化试验 遵从MS200-43标准 5.5.2(1)方法A在直径30mm的圆柱筒中保持70±1oC ,100小时; 5.4.5 耐臭氧试验 遵从MS200-43标准5.3.2(1)方法 A 在直径30mm的圆筒进行200小时测试,用7倍放大镜检查有无裂纹; 6、检验规则根据GB/T2828.1-2003,一般检验水平Ⅱ、正常检验一次抽样方案。 7、相关记录与表格《进料检验报告》 FM/QP10-01 制定审核批准
1 适用范围: 本细则适用于液压软管总成产品的型式检验和出厂检验。 1.1 编写依据: 根据GB/T 7939-2008《液压软管总成试验方法》的规定,制定本细则,细则是对GB/T 7939-2008实施过程的细化。有利于在检验细节上统一要求,以便更准确的把握质量标准。 1.2 方法原理: 本细则依据的检验方法尽可能采用国内外同类产品性能检测的通用方法,以确保标准要求的统一。 2 产品名称:液压软管总成 2.1 产品分类:按接头型式分为扩口式、卡套式、焊接式、法兰式、24°锥密封式。 2.2 规格型号: 3 检验用仪器 (1) 钢卷尺 (2) 游标卡尺 (3) 内径量规 (4) 塞规 (5) 光学放大镜 (6) 游标卷尺 (7) 高压试压泵 (8) 控温箱、芯轴 (9) 脉冲加载试验台
图1 4.5.2方法1 将软管试样安装在一根外径等于软管内径的芯轴上,芯轴的端部支撑在V型垫块上。使用千分表测出沿软管圆周上高低读数之间的最大偏差值。 4.5.3方法2 使用带有可与软管内表面相接触的圆形测量头千分表或用类似图2所示仪器,对于公称内径为63 mm及63 mm以上的软管,应沿软管圆周按45。间隔取八个读数,对公称内径小于63 mm的软管,应沿软管圆周按90°间隔取四个读数。 4.6内村层和外覆层厚度的测量 4.6.1 方法1 4.6.1.1 取一段长约50 mm的轵管试样,并在其两端标出直径,两端直径标记应相互垂直(见图2a)。 4.6.1.2将试样切成相等长度的两段,然后将每段沿标出直径纵向切开两等份(见图2b 和见图2c)。
图2 4.6.1.3用分度为0.1 mm的光学放大镜测量软管切开部分八个纵向切边的每边上最薄部分的内衬层和外覆层厚度。 4.6.1.4记录和计算这八个测量值的平均值,即为内衬层及外覆层的厚度。 4.6.1.5当外覆层呈波纹状时,应测量最薄处。 4.6.2方法2 4.6.2.1测量从任何型别的软管上所截取的内衬层和外覆层的厚度,都可以用刻度0. 02 mm,带有直径3 mm~l0 mm、能施加22 kPa±5kPa_压力的压脚的标准厚度计进行测量。 4.6.2.2测量贴近编织或缠绕增强层的内衬层或外覆层的厚度时取其两次厚度测量的平均值,其中一次测量值应从刚好磨去编织层或缠绕层波纹的试样获得,记录取自间隔90°两个试样读数的平均值。 4.6.3方法3 当对钢丝增强软管规定了最大外覆层厚度时,外覆厚度应采用带有圆形压脚的千分表测深规进行,圆形压脚应于软管平行放置,横跨从软管外覆层上切取的12.5 mm~25 mm宽的条所形成的凹槽,测量外胶层的壁厚。将一根囤棒放人软管孔腔中,以保证使偏差降至最小。记录沿圆周测量最大和最小读数。 4.7长度的测量及测量点的标志 4.7.1 长度的测量 对长度在20 m及20 m以下的软管,使用有刻度的钢卷尺进行测量。对长度在20 m以上的软管,用一把带刻度的钢卷尺或一个轮型测量仪进行测量。 所有测量应在软管呈直线状,且在未受拉伸的状态下进行。 4.7.2测量点 4.7.2.1 未装有管接头的软管 测定切割长度两末端间的软管长度。
GB/T 7939—2008(2008-01-14发布 2008-05-01实施)代替GB/T 7939—1987 前言 本标准修改采用国际标准ISO 6605:2002《液压传动软管和软管总成试验方法》(英文版)。 本标准根据ISO 6605:2002重新起草。为了方便比较,在附录A中列出了本标准章条编号和国际标准章条编号的对照一览表,在附录B中给出了技术性差异及其原因的一览表以供参考。 本标准与ISO 6605:2002的主要差异如下: ——增加3.1~3.5的术语及定义。 ——在5.2中明确规定耐压试验压力为2倍的软管总成最高工作压力,试验时间为60s。 ——5.3.3试验标记长度不同,ISO 6605规定500mm;本标准规定从中间向左右各125mm。 ——在5.4.2.1中明确规定爆破试验压力为4倍的软管总成最高工作压力。 ——在5.6中明确规定脉冲试验压力、温度、频率和升压速率。 ——删除ISO 6605中“5.8抗磨损试验”。 ——删除ISO 6605中“5.9黏着力试验”。 本标准代替GB/T 7939—1987((液压软管总成试验方法》,与其相比变化如下: ——增加对GB/T 17446的引用。 ——增加3.1~3.5的术语及定义。 ——5.2中原试验压力为1.5倍工作压力改为2倍的最高工作压力。 ——脉冲试验频率由0.5Hz~1.25Hz改为0.5Hz~1.3Hz。 ——脉冲试验油温由93℃±3℃改为100℃±3℃。 本标准的附录A、附录B是资料性附录。 本标准由中国机械工业联合会提出。 本标准由全国液压气动标准化技术委员会(SAC/TC 3)归口。 本标准负责起草单位:天津工程机械研究院。 本标准参加起草单位:伊顿(宁波)流体连接件有限公司、攀枝花钢铁冶建实业开发公司液压附件厂、徐工筑路机械有限公司徐州液压附件厂。 本标准主要起草人:冯国勋、周舜华、刘小平、浩鸣。 本标准所代替标准的历次版本发布情况为: GB/T 7939—1987。 液压软管总成试验方法 Hydraulic fluid power-Hose assemblies-Test methods (ISO 6605:2002 ,MOD) 1 范围 本标准规定了用于评价液压传动系统中的软管总成性能的试验方法。 评价液压软管总成的特殊试验和性能标准,应符合各产品的技术要求。 2 规范性引用文件
光大公司钢丝编织(缠绕)液压胶管总成技术规格书 一、使用地点 本次采购的钢丝编织(缠绕)液压胶管总成主要供煤矿井下采掘设备及综采工作面液压支架等使用。 二、货物名称及供货围 1、货物名称:钢丝编织(缠绕)液压胶管总成 2、供货围:直径φ6mm—φ51mm(详见附件明细) 三、主要技术参数 1、液压胶管的平均有焰燃烧和无焰燃烧时间不大于30s,且任一胶管有焰燃烧和无焰燃烧时间不大于60秒。 2、液压胶管的抗静电试验中,两极间测试电阻不超过25×108/d (Ω),d为软管公称外径,单位为毫米(mm)。 3、液压胶管总成的管接头材质为碳钢,接头表面须镀锌并作钝化处理,颜色为彩锌。 4、液压胶管总成的密封试验压力为其许用工作压力,试验三次,每次1min,不应有渗漏和损坏。 5、液压胶管总成出厂前,应以其许用工作压力的1.5倍进行保压试验,时间不低于1min,不能出现泄漏、接头拔脱或两端接头25mm 围胶管发生破坏的现象。 6、液压胶管总成出厂前,应将液压胶管的液体及杂质清理干净,并将两端接头加盖防尘盖。 7、软管公称径小于或等于22mm时弯曲180°;软管公称径大于22mm时弯曲90°。在弯曲后,使试件恢复到室温,再对试件以设计工作压力的2倍保压5min,不应出现渗漏、龟裂及其他异常现象。 四、检验检测所需物资文件须提供出厂检验报告、液压胶管煤安标志证书。 五、液压胶管使用环境及围能适用于井下各种作业环境中。
六、适用标准 1、MT/T98-2006《液压支架用胶管及软管总成检验规》。 2、GB/T3683-2011《橡胶软管及软管组合件油基或水基流体适用的钢丝编织增强液压型规》 3、GB/T10544-2003《钢丝缠绕液压橡胶软管和软管组件》 4、MT/T 986-2006《矿用U型销式快速接头及附件》 七、质量及验收要求 1、液压胶管外观无局部隆起,管体无受损、变形、腐蚀、老化等异常现象。 2、液压胶管公称外径、径偏差符合GB/T3683-2011相关要求。 八、售后服务及质保要求 1、出卖方接到产品使用人需求服务通知后,在无不可抗力因素的条件下,须24小时响应技术服务。 2、产品质保期一年。在质保期,出卖方无偿更换出现质量问题产品,否则出卖方承担由此引起的一切损失。 九、运输及包装要求 1、包装要求:液压胶管总成两端必须封口,以免杂质进入胶管部;在包装外表面应注明产品名称、型号规格、产品数量、生产日期等;包装牢固,包装物无明显变形、损坏等异常现象,包装标志清晰、完整。 2、在搬运过程中,不得与尖硬物撞击,不得在地上拖拉,运输过程中应避免日晒、雨淋。 3、在规定的运输、贮存的条件下,出卖方应保证产品自生产之日起,贮存期1年其阻燃性、抗静电性能符合标准规定。 十、提供技术资料 送货时提供产品出厂检验报告、产品合格证、胶管煤安证及装箱单等。
胶管总成作业指导 书
液压支架软管总成作业指导书 HH/ZD-J- 1.液压支架软管总成产品综述 1.1液压支架胶管产品介绍 液压支架软管总成属于液压机械配件,适用于煤矿、机械等行业的液压液体运输,如矿物油、可溶性油、油水乳浊液、乙二醇水溶液及水等,不适用于蓖麻油基和酯基液体。适用工作温度为-40~100℃。 1.2产品标识 标记示例: KJ4SP φ16—4000 表示四层钢丝缠绕中压液压支架软管总成,快 速接头结构,内径16mm,长度4000mm。 1.3软管型别: 2ST——二层钢丝编织增强软管 4SP——四层钢丝缠绕中压软管 1.4液压支架软管总成主要技术数据
1.4.1基本性能见表一。 表一:最大工作压力、试验压力、最小爆破压力和低温最小弯曲半径 1.4.2液压支架软管总成的脉冲试验压力为1.33倍的最大(设计)工作压力, 脉冲试验频率为0.5~1.25Hz(30~75次/min), 脉冲次数应不少于20万次(4SP软管应能承受至少40万次脉冲); 1.4.3阻燃性能:软管的平均有焰燃烧和无焰燃烧时间不大于30s,任一软管的有焰燃烧和无焰燃烧时间不应大于60s; 1.4.4抗静电性能:软管表面电阻不超过25×108/d(Ω),d为软管公称外径,单位mm。 1.5液压支架软管总成使用要求 a.液压支架软管总成必须在额定工作压力和温度范围内使用,不得超标,否则将缩短其使用寿命;
b.当工作环境要求弯曲时,其弯曲半径不得低于规定的最小弯曲半径,否则将缩短其使用寿命; c.外胶层发生损坏致使钢丝层裸露的产品不得再继续使用,以免钢丝锈蚀后不能承压,发生意外。 1.6液压支架软管总成的安装注意事项 a.软管装配长度要有一定的余量,因为软管在承压时,一般其长度有3%的变化,因此进行直线安装时,应使软管有一定程度的松弛; b.软管弯曲安装时,应尽量保持在同一平面,防止扭曲,以免在使用中造成泄露、异常爆破或管接头拔脱等现象; c.避免软管在接头附近急剧弯曲,应有效利用其弯头; d.软管两端作相对运动时,应使软管弯曲部分始终保持在同一平面内,以防止软管扭曲,影响使用寿命; e.避免软管在弯曲部位固定,确需固定时,宜在加压后选取合适位置并留适当余量; f.若软管用于重复弯曲使用时,应使软管有充分伸展长度,其弯曲部位半径一定要大于规定限度,以避免在固定接头附近极度弯曲; g.软管两端固定在不同平面上使用时,应在适当部位将软管夹住,使其形成各自在同一平面上运动的两个部分;
Q/ZLZK 中联重科股份有限公司企业标准 Q/ZLZK 1010010—2012 液压橡胶软管总成 Rubber Hose And Hose Assembly For Hydraulic 2012-10-26发布2012-11-01实施
目次 前言............................................................................... III 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 分类 (2) 5 软管总成规格编制规则 (3) 5.1编制规则 (3) 5.2软管总成型式 (3) 5.3软管类型 (4) 5.4接头外连接型式 (4) 5.5接头外连接规格 (4) 5.6软管内径规格 (5) 5.7软管总成长度 (5) 5.8软管总成夹角 (5) 5.9护套 (5) 5.10软管总成规格编制示例 (5) 6 软管及接头规格编制规则 (6) 6.1软管规格编制规则 (6) 6.2接头规格编制规则 (6) 6.3内连接型式 (6) 6.4外连接型式 (7) 6.5接头系列 (7) 6.6接头外连接规格 (7) 6.7软管内径规格 (8) 6.8附加标示 (8) 6.9接头规格示例 (8) 7 技术要求 (8) 7.1压力 (8) 7.2总成长度 (8) 7.3软管总成夹角 (9) 7.4长度变化 (9) 7.5清洁度 (9) 7.6装配质量。 (9) 7.7护套要求 (10) 8 试验项目与试验方法 (10)
8.1长度变化试验 (10) 8.2耐压试验 (10) 8.3泄漏试验 (11) 8.4爆破试验 (11) 8.5耐久性试验(脉冲试验) (11) 8.6清洁度 (11) 8.7试验报告 (11) 9 标志、包装、运输和贮存 (12) 9.1标志、包装和运输 (12) 9.2贮存 (12) 附录 A (资料性附录)软管工作压力矩阵 (14) 附录 B (规范性附录)软管类型 (15) 附录 C (资料性附录)软管接头型式对照 (16) 附录 D (资料性附录)软管接头工作压力 (17) 附录 E (规范性附录)软管尺寸规格对照 (18) 附录 F (规范性附录)软管接头外连接规格 (19) 附录G (规范性附录)软管总成长度、角度系列 (23) 附录H (规范性附录)软管总成试验记录表 (24)
. A型扣压式胶管总成(GB9065.3代替JB1885); 2. B型扣压式胶管总成(GB9065.2代替JB1886); 3. C型扣压式胶管总成(GB9065.1代替JB1887); 4. 锥密封钢丝编织软管总成(JB/T6142.1-JB/T6142.4-92) 5. 锥密封棉线编织软管总成(JB/T6143.1-JB/T6143.4-92) 6. 锥密封胶管接头锥接头(JB/T6144.1-JB/T6144.5-92); 7. 液压支架用高压软管总成(JH/Q1001K); 8. 铰链式高压软管总成(JH/Q1002J); 9. 公制(英制)内螺纹外球面高压软管总成(JH/Q1003Q) 10. 法兰式软管总成(JH/Q1004F); 11. 24°锥面密封软管总成(JH/Q1005Z); 12. 外加保护弹簧软管总成(JH/Q1006H); 13. 耐高温、抗辅射高压软管总成(JH/Q1007W); 14. 公制外螺纹24°内锥面软管总成(JH/Q1008); 15. 英制外螺纹(圆锥管螺纹R、圆锥螺纹NPT)软管总成(JH/Q1009); 16. 美制(公制)外螺纹74°外锥面软管总成(JH/Q1010) 17. 美制(公制)内螺纹74°内锥面(圆柱螺纹)软管总成(JH/Q1011); 18. 英制外螺纹60°内锥面软管总成(JH/Q1012); 19. 钢丝缠绕4S超高压A型软管总成(JH/Q1013); 20. 钢丝缠绕4S超高压C型软管总成(JH/Q1014); 21. 钢丝缠绕4S超高压24°锥面型软管总成(JH/Q1015);
22. 松套法兰棉线编织胶管总成(JB/ZQ4177-97); 23. 三辫式胶管总成(JB/ZQ4429); 24. 三辫式胶管总成(JB/ZQ4433); 25. 钢丝缠绕6S超高压A型软管总成(JH/Q1016); 26. 钢丝缠绕6S超高压C型软管总成(JH/Q1017); 27. 钢丝缠绕6S超高压24°锥面型软管总成(JH/Q1018); 28. 扣压式接头螺母(JH/Q1019); 29. 扣压式接头外套(JH/Q1020); 30. 扣压式接头芯(JH/Q1021); 31. 锥密封接头芯(JH/Q1022);
各种高压胶管总成的接头:分A 、B 、C 、D 、E 、F 、H 型,法兰式等国标,其它厂标接头,包括30度弯45度75度弯及90度弯。还可生产英制,美制等国家标准接头。 胶管接头型式一览表 代号 胶管总成接头形式 说明 引用标准 代号 胶管总成接头形式 说明 引用标 准 A 与焊接式管接头接触面用密封圈 GB9065.3-88 (JB1885-77) I 有英制或美制螺纹连接 AGR-K AGN B 与24°扩口式卡套接头连 接 GB9065.2-88 (JB1886-77) RSL,RSS J 有60°锥形角连接 AGR 轻型 AGR 重型 C 与球面接头或同角度锥面 接头连接 GB9065.1-88 (JB1887-77) DKJ 轻型DKJ 重型 K 与插杆孔卡板连接带O 形 密封圈
D 与24°60°扩口式接头连接 DKL DKM M 有带密封槽各不带密封槽 螺纹连接 E 与卡套式管子连接 CEL CES O 用空心铰管螺钉连接,两平 面用密封垫圈 F 带O 形圈密封槽,采用SAE 法兰连接 SFL3000 SFL6000 SAF 法兰 P 与74°扩口式管接头连接 AGJ G 与同角度60°扩口式管接头连接 DKR 重型 DKR 轻型 R 与24°或60°扩口式管接头连接 DKF DKM H 带O 形密封圈与24°扩口式管接头连接 DKO-L DKO 高压胶管
高压油管用途: (1)煤炭工业 煤炭工业用油管主要有液压支架胶管管。近年来,有些煤矿液压支架的压力要求已经提高,一部分钢丝编织胶管不能满足其性能要求,要求改用钢丝缠绕油管。此外,为防止煤矿井下采煤过程中煤尘污染和提高生产安全性,增加了煤矿用油管的品种,如煤层探水封孔器伸缩油管,用于煤矿井下工作面综采前对煤层进行注水、注浆等作业。据报道,国内已有厂家生产,并经十几家煤矿试用,可替代同类进口产品。 (2)石油工业 21世纪中国海洋石油开发战略中提出重点开发近海和浅海油田,因此,石油工业除了使用钻探油管、振动油管外,还要求使用浅海输油油管。浅海海底输油油管国内已有生产,但飘浮式或半飘浮式输油油管和深海海底输油油管目前仍然依靠进口。随着中国海洋石油开发战略的实施,海洋石油开采对油管性能的要求将不断提高。 高压油管的制作流程: 用混炼机按配方混炼出内层胶、中层胶和外层胶;用挤出机挤出内层油管,包覆在涂了脱模剂的软芯或硬芯上(液氮冷冻法也可不用管芯);压延机压成中层胶薄片,加隔离剂收卷并按工艺要求裁成规定宽度;将含管芯内层油管在缠绕机或编织机上缠绕上镀铜钢丝或镀铜钢丝绳,同时在缠绕机或编织机将中层胶薄片同步缠绕在每两层镀铜钢丝或镀铜钢丝绳间,缠