
塑膠射出成型模具
Plastics Injection Mold
綱要
1.模具結構(Mold Structure)
2.流道系統(Runner System)
3.冷卻系統(Cooling System)
4.頂出系統(Ejection System)
5.模具種類(Type of Mold)
模具的構造
Mold Structure
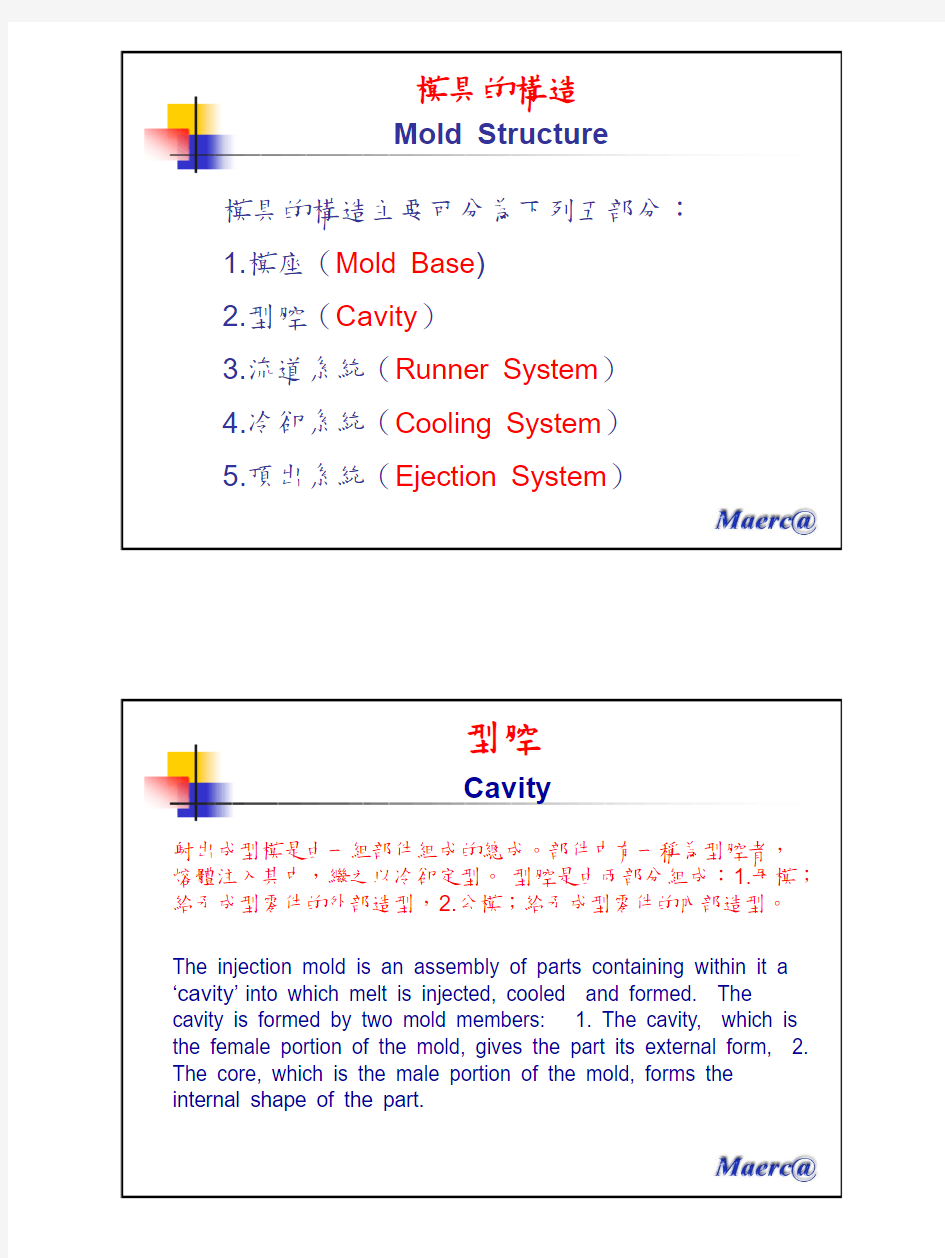
模具的構造主要可分為下列五部分:
1.模座(Mold Base)
2.型腔(Cavity)
3.流道系統(Runner System)
4.冷卻系統(Cooling System)
5.頂出系統(Ejection System)
型腔
Cavity
射出成型模是由一組部件組成的總成。部件中有一稱為型腔者,
熔體注入其中,繼之以冷卻定型。型腔是由兩部分組成:1.母模;給予成型零件的外部造型,2.公模;給予成型零件的內部造型。The injection mold is an assembly of parts containing within it a ‘cavity’into which melt is injected, cooled and formed. The cavity is formed by two mold members: 1. The cavity, which is the female portion of the mold, gives the part its external form, 2. The core, which is the male portion of the mold, forms the internal shape of the part.
公和母模板
Core and Cavity Mold Plate
公模仁和母模仁Core and Cavity Mold Inserts
分模面
Parting Surface
模具的分模面是模板和模穴鄰接的部分,這部分面對面接觸,以形成密封,以防熔體自腔型溢出。分模面可分為平面或非平面,後者又可分為階梯狀、輪廓狀或斜角狀。
The parting surfaces of a mold are those portions of both mold plates, adjacent to the cavities, which butt together to form a seal and prevent the loss of melt from the cavity. The parting surface can be classified as either flat or non-flat. The later one can be further classified as either stepped, profiled and angled.
澆注系統
Runner System
在射出成型模中以流路將(射出成型機的)噴嘴和型腔連接起來。此一流路稱為澆注系統,一般包含了豎澆道、流道和澆口。
A flow-way is provided in the injection mold to connect the nozzle (of the injection machine) to each cavity. This flow-way is termed the feed system. Normally the feed system comprises a sprue, runner and gate.
豎澆道
Sprue
主流道
Main Runner 成品Part
澆口
Gate
冷料井
Cold Slug Well
支流道
Branch Runner
澆注系統Runner System 冷流道和成型零件一塊兒冷卻、固化、成型和頂出。熱流道連接噴嘴與型腔(或冷豎澆道或冷流道),維持在熔融狀態下,可以間歇性的注入型腔。
Cold runner is cooled, solidified, formed and ejected, with parts. Hot runner, connecting nozzle and cavities (or cold sprues or cold runners), is maintained at a melt and can be fed intermittently into the cavities.
冷流道和熱流道
Cold Runner and Hot Runner
流道設計考慮(1)?單模穴或多模穴
?冷流道系統或熱流道系統
?自然平衡或人工平衡流道(多模穴模具)?澆口數目
?澆口位置
?澆口形狀
?澆口尺寸
?流道配置(多模穴模具)
?流道截面形狀
?流道尺寸
流道設計考慮(2)?流道系統與成品重量比例
?流道系統對成品品質的影響
?熔膠在模穴流動充填的方式
?射出壓力、保壓壓力
?熔膠溫度
?縫合線的控制
?空氣包陷的形成
?排氣孔道位置
?美觀
?避免短射充填不足
?避免不均衡擠壓
?流道系統與頂出機構的配合
?節省塑料
排氣系統
Venting System
當熔體進入型腔,空氣被置換。為了使空氣得以逃逸,一條
淺的排氣口可以加工在模面上。排氣道也可穿過模板,比如說,在必要的位置加頂出銷,頂出銷和模板孔之間的小間隙就足以
讓空氣逃逸。
When melt enters a cavity, air is displaced. In order to let air escape, the surface vent, a shallow slot, can be machined
into the mold plate. The vent can also be provided through
the mold plate, e.g. incorporating an ejector pin in the required position. The minute gap between the ejector pin
and the mold plate hole is sufficient to allow the air to escape.
冷卻系統
Cooling System
熱的熔體在型腔內冷卻、固化和定型。為了維持模具和熔體
間的溫度差,冷卻液在模具內的孔道循環。連接整個軟管和孔
道的系統叫作迴路。
Hot melt is cooled, solidified and formed in the cavity. To maintain the required temperature difference between the mold and the melt, coolant is circulated through holes or channels within the mold. The complete system of connecting holes and channels is called circuit.
冷卻系統(含模溫控制器)示意圖
Cooling System
冷卻系統的組成
Construction of Cooling System
?模溫控制機(Temperature Controlling Unit)
?幫浦(Pump)
?配管(Piping)
?供水岐管(Supply Manifold)
?連接軟管(Connection Hose)
?模具內之冷卻管路(Cooling Channel)
?集水岐管(Collection Manifold)
冷卻系統
Cooling System
冷卻製程相關參數
Relevant Processing Parameters 五大類別
?熔膠與成型品幾何特性
?塑膠熱物性質(密度、比熱和熱傳導係數)
?成品厚度及幾何
?模具材質
?模座材料與熱物性質
?模穴崁塊材料與熱物性質
?冷卻管路設計-冷卻管路佈置、種類與尺寸
?冷卻液性質-冷卻液熱物性質與流變性質
?冷卻操作條件-冷卻液溫度、頂出溫度(冷卻時間)?其它-接觸熱阻(Contact Thermal Resistance)
整體影響效益-模具溫度與分佈
紊流和層流Turbulent and Laminar Flows
紊流
Turbulent Flow
層流
Laminar Flow
雷諾數
Reynolds Number
雷諾數(無因次)
Reynolds number (dimensionless)
密度
density (g/cm3)
直徑
diameter (cm)
速度
velocity (cm/sec)
黏度
viscosity (poise or dyne-sec/cm2 or g/cm-sec)
理論上最短冷卻時間Min. Possible Cooling Time
理論上最短冷卻時間
the min. possible cooling time
產品最大厚度
the max. part thickness
熔膠的熱擴散度
thermal diffusivity of the melt
射出溫度
injection temp.
冷卻液溫度
coolant temp.
頂出溫度
ejection temp.
冷卻裝置
Cooling Devices
直線式圓管直線式方管環型圓管
冷卻裝置
Cooling Devices
噴流管(Bubbler)吸熱管(Heat Pipe)檔板(Baffle)冷卻管道佈置
Cooling Channel Layout
入口
Inlet 出口Outlet
入口Inlet
出口
Outlet
冷卻孔道直徑、深度和節距建議值Recommended Diameter, Depth and Pitch
D : 直徑為10至14mm
Diameter of Cooling Channel, 10 to 14 mm
d : 深度為D至3D
Depth, D, to 3D
P : 節距為3D至5D
Pitch, 3D to 5D
冷卻時間和厚度分佈
Cooling Time and Thickness Profile
差的設計
Bad Design
好的設計
Good Design
頂出系統
Ejector System
材料固化時會收縮,這意味著零件會收縮在(形成零件的)公模
仁上。射出成型機上的一些設備是用來自動啟動頂出系統的,這些設備置於可動模板之後。成型後的零件可以此一頂出系
統自公模仁頂出。
Material contracts as it solidify, which means that the part will shrink on to the core which forms it. Facilities are provided
on the injection machine for automatic actuation of an ejector system, and this is situated behind the moving platen. The molded part can be ejected from the core by the ejector system.
標準模座
Standard Mold Base
標準模座定義為標準模具零件的套裝總成,這些零件採用一些標準的型式,以便大量生產和降低成本。這種模座可以裝配
好的模具單元形式購得,這種模具單元中的模板是不含型腔的,型腔則是留給專業模具廠去加工。
A standard mold base is defined as an assemblage of standard mold parts, adopting some form of standardisation in order to manufacture them in quantity at a reduced cost. The mold base can be purchased as an assembled mold unit. The plates in this mold unit do not contain cavity form, as this aspect of mold manufacture is left to the specialist mold maker.
標準模座
Standard Mold Base
模具種類
Type of Mold
?兩板模(Two Plate Mold)
?三板模(Three Plate Mold)?螺旋模具(Unscrewing Mold)
兩板模
Two Plate Mold
兩板模-母模側視圖
“A”Half Plan View (1)
1.Leader Pins/Bushings 4.Spure
2.Mold Base Screws 5.Eye Bolts
3.Jiffy Connectors
6.Locating Ring
7.Cavity
8.Clamping Slots
兩板模-公模側視圖
“B”Side Plan View(1)
1.Support Pillars 3.Return Pins
2.Grease Fittings 4.Leader Pinbushings
5.Guided Ejection 7.Jiffy Connectors
6.Hollow Dowel 8.Spure Puller
兩板模-公模側視圖
“B”Side Plan View(3)
9.Ejector Pins
10.Core
1.Top Clamp Plate 4.Support Plate
2.”A”Plate 5.Ejector Rails
3.”B”Plate 6.-7. Ejector Plate
兩板模
Top View (2)
8.Mold Base Screws12.Bottom Clamp Plate
9.Water Lines13.Mold Base Screws
10.Hollow Dowel14.Ejector Housing
11.Camping Slots
15.Support Pillars 18.MKO Studs
16.-17.Guided Ejection
滑塊系統(1)
Two Plate Mold-Slide (1)
1.Horn Pin 3.Slide
2.Heel Blocks
塑料模具课程设计 说 明 书 专业:模具设计与制造 班级:081 姓名:严超 学号:20082400511047 指导老师:罗刚
一、塑件分析、塑料的选取及其工艺性分析 该塑件应该是一个塑料板、称套,且承载不高,此符合低压聚乙烯(PE)的特点,并且聚乙烯还拥有硬、耐磨、耐蚀、耐热、及绝缘性好等优点,价格也比较便宜。而且聚乙烯流动性好、对压力变化敏感,适用高压注射,料温均与,填充速度快、保压充分、易脱模。 聚乙烯的缺点就是成型收缩率范围及收缩值大,易产生缩孔,在流动方向与垂直方向上的收缩差异较大,方向性明显,易变形、翘曲等。所以,在成型时应控制模温,冷却时应保证冷却均匀、稳定、速度慢且充分冷却。 结果:塑料用聚乙烯成型方式为注塑成型 附:聚乙烯(PE)的主要技术指标 密度ρ(g/cm3):0.19-0.96 收缩率s:1.5-3.6 成型温度t/°C:140-22 二.确定注射机 选用注射机型号为:ft-s200/400型卧式注射机 ft-s200/400型卧式注射机有关技术参数如下: 最大开合模行程/mm:260 模具厚度/mm:165——406 喷嘴圆弧半径/mm:18 喷嘴孔直径/mm: 4 拉杆空间/mm:290×368 锁模力/KN:2540 额定注射量/cm3:200/400 最大注射压力/MPa:109 最大注射面积/cm2:645 三、型腔数目确定 我们小组采用按注射机的额定锁模力来确定型腔数目n,有 npA ≤Fp – pA1 式中Fp——注射机的额定锁模力254000(N) A——单个塑件在分型面上的投影面积8167.14(mm2) A1——浇注系统在分型面上的投影面积200(mm2) P ——塑料熔体对型腔的成型压力(MPa),其大小一般是注射压力的80%。 代值计算得n = 14.27 故取值为14 综合考虑塑件的尺寸及表面的精度要求以及塑件的结构,宜采用盘型浇口。若采用一模多腔设计、加工难度大,成本高。所以采用一模两腔。 结果:型腔数目为二 四、分型面的选择及浇注系统设计
中北大学材料科学与工程学院 课程设计 题目杯托注塑模设计作者 学院 专业材料科学与工程学院学号 指导教师 二〇一五年一月二十六日
中北大学 课程设计任务书 2014~2015 学年第一学期 学院:材料科学与工程学院 专业:高分子材料与工程 学生姓名:学号: 课程设计题目: 起迄日期:2015年1 月19日~2015年1月31日课程设计地点:中北大学材料科学与工程学院 指导教师:李迎春谢江波王文生付一政 系主任: 下达任务书日期: 2015年1月19日
课程设计任务书 1.设计目的: 通过塑料成型模具课程设计,强化学生课堂上学习到的塑料注射模具的知识,加深学生对注射模具动作原理的理解,培养学生独立设计注射模具的能力,使学生熟练掌握Auto CAD等绘图软件的应用,为学生以后的毕业设计和从事相关工作打下良好的基础。 2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等):自行设计一个符合要求的塑料制件以及成型该制件的注射模具。 (1)对塑料制件的要求: ①塑件形状应有利于成型时充模、排气、补缩,同时能使塑料制品达到高效、均匀冷却,具有一定的力学性能及使用价值; ②设计塑料制件时应明确指出塑件的尺寸精度、粗糙度、斜度、圆角、螺纹、侧孔、嵌件等; ③成型该塑件的注射模具必须满足下列条件之一: Ⅰ:成型模具应具有侧向抽芯机构; Ⅱ:成型模具应具有自动脱螺纹机构; Ⅲ:成型模具应具有点浇口凝料的自动脱出、顺序脱模、二级脱模等较为复杂的机构。 (2)对成型模具的要求: 所设计的模具能够高效地生产出外观和性能均符合使用要求的制品,模具结构合理,动作灵活,能够满足在使用时连续生产、高效率、自动化、操作简便的要求。 3.设计工作任务及工作量的要求〔包括课程设计计算说明书(论文)、图纸、实物样品等〕: 本次课程设计的工作内容包括以下几个部分: ①塑料制件图纸一张,要求标注尺寸公差、粗糙度、技术要求以及所用原材料; ②注射模具装配图(零号图纸)一张; ③注射模具零件图至少四张,包括型腔零件图、型芯零件图、模板的零件图、杆件的零件图; ④注射模具结构计算说明书一本。 注:以上各项内容均要求打印。
二次頂出機構 一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的頂出動作設計,稱為二次頂出。 二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。 二次頂出機構,簡單來說,可以分為下列三大類: 一、單頂針板組合的二次頂出機構 二、雙頂針板組合的二次頂出機構 三、氣動/液壓的二次頂出機構 一、單頂針板組合的二次頂出機構 所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行。 單頂針板的二次頂出機構,可以分成下列幾類: 1. 公母模板彈開式 2. 公母模板拉開式 3. 頂針板組合機構 4. 浮動模仁 以下,將根據各種不同的設計,提供參考的設計圖面。 公母模板彈開式二次頂出
第一段頂出發生在公母模板開啟時。彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。 利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少。但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。 公母模板彈開式二次頂出有幾種變形 1、彈簧推動模板改為彈簧推動『頂出入子』 上圖所示,是利用彈簧推動整塊模板。實際應用時,可以根據產品的造型,改為推動頂出入子。例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。 2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法。 優力膠是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。在硬度上它與氣壓彈簧有一點相似,就是越壓到底越硬,但是它在更短的行程內會增加得更硬。它的疲勞強度也不如線圈彈簧,但只要適度的潤滑,仍然可以維持很久。 優力膠比較麻煩的問題是對溫度非常的敏感,在低溫時會變硬,在高溫時會變軟。使用者在使用上必須特別注意其壽命,模具維護時記得檢查並且更換有問題的材料。 公母模板拉開式二次頂出 雖然利用彈簧,可以在開模後進行脫料板的頂出,但是對於大型模座來說,彈簧的力量是不夠的。因此,有其他的機構來處理這樣的問題。 這種機構,我們稱為 Tension Links,如下圖
顶出装置 两段顶出 用途 使用刮料板顶出场合,刮料板内侧将成形品凸缘部顶出,此部份仍与刮料板粘着,必需更有任何方法将此自成形品上去除。此种情形时,为使能形成自动脱模,必需两段顶出机构。 图33示刮料板与顶出梢之方法,图34为将有凹陷之成形品,使用两组顶出板,作两段顶出,使形成强制顶出之例。 图33 刮料板及顶出梢法 图34 两组顶出板法 两段顶出之场合,两组顶出冲程必需有所差异,冲程大侧之顶出组必需与他侧同时或较迟作用。
成形机顶出机构为顶出压力缸及其附件,以及定位杆及其附件,并者之场合,一方之顶出机构经由固字侧,使用螺杆,链条及环等,依开模冲程引长,另一方由成形机之顶出机构作用,能形成两段顶出作用。 但后者场合,两组必需由同一方向作两段顶出,两组顶出机构必需有顶出冲程定时及冲程调节机构。 两段顶出之定位及冲程调节机构 1) 弹簧法 图35 弹簧法 图35为顶出之一方经由弹簧作用者,制造容易,安装位置小,为最简单之机构。 但不能承受过大之力,作用不确实。 2) 压力缸法 图36 压力缸法 图36为使用压力函代替弹簧,作用确实,定时能自由调节。 但安装位置较大,成形机及模具较小时不能使用,再者,油压泵及空气压缩机必需有专
用之控制设施。 3) 凸轮法 图37 使用凸轮之方法 图37示使用凸轮代替弹簧及压力缸,作用确实,无需其它附属设施。 但由固定侧伸出之凸轮挺杆,必需安装于对成形品取出无妨碍处所。 4) 夹颚法 图38 夹颚法 图38示(a)、(b)两组顶出板,(a)组直接由(c)顶出,(b)组以夹颚(d)与(a)连结,在作用行程中,经(d)施行两段顶出。
南昌航空大学 塑料成型工艺及模具设计 课程设计说明书 题目:肥皂盒底盖塑料模具设计 专业:模具设计与制造 班级: 姓名:简洪伟 学号:---------------------------- 指导老师: 时间:2010年4月28日
引言 本说明书为塑料注射模具设计说明书,是根据塑料模具手册上的设计过程及相关工艺编写的。本说明书的内容包括:目录、课程设计指导书、课程设计说明书、参考文献等。 编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺、塑料脱模机构的设计。 本说明书在编写过程中,得到江五贵老师和同学的大力支持和热情帮助,在此谨表谢意。 由于本人设计水平有限,在设计过程中难免有错误之处,敬请各位老师批评指正。 设计者:简洪伟 2010.4.28
课程设计指导书 一、题目: 塑料肥皂盒材料:PVC 二、明确设计任务,收集有关资料: 1、了解设计的任务、内容、要求和步骤,制定设计工作进度计划 2、将UG零件图转化为CAD平面图,并标好尺寸 3、查阅、收集有关的设计参考资料 4、了解所设计零件的用途、结构、性能,在整个产品中装配关系、技术要求、生产批量 5、塑胶厂车间的设备资料 6、模具制造技能和设备条件及可采用的模具标准情况 三、工艺性分析 分析塑胶件的工艺性包括技术和经济两方面,在技术方面,根据产品图纸,只要分析塑胶件的形状特点、尺寸大小、尺寸标注方法、精度要求、表面质量和材料性能等因素,是否符合模塑工艺要求;在经济方面,主要根据塑胶件的生产批量分析产品成本,阐明采用注射生产可取得的经济效益。 1、塑胶件的形状和尺寸: 塑胶件的形状和尺寸不同,对模塑工艺要求也不同。 2、塑胶件的尺寸精度和外观要求: 塑胶件的尺寸精度和外观要求与模塑工艺方法、模具结构型式及制造精度等有关。 3、生产批量 生产批量的大小,直接影响模具的结构型式,一般大批量生产时,可选用一模多腔来提高生产率;小批量生产时,可采用单型腔模具等进行生产来降低模具的制造费用。 4、其它方面 在对塑胶件进行工艺分析时,除了考虑上诉因素外,还应分析塑胶件的厚度、
河南机电高等专科学校 课程设计说明书 题目:端盖塑料模具设计 系部材料工程系 专业模具制造与设计专业 班级模具081班 学生姓名韩雪飞 学号081304129 指导教师于智宏 2011年 3 月15 日 目录 绪论…………………………………………………………………………………… 1
一、模塑工艺工艺规程的编制 (2) 1.塑件工艺性分析 (2) 1.1塑件的原材料分析 (2) 1.2.1塑件的结构和尺寸精度及表面质量分析 (3) 1.3计算塑件的体积和质量 (3) 1.4塑件注塑工艺参数的确定 (4) 1.5塑件成型设备的选取 (4) 二、注塑模具结构设计 (5) 2.1分型面选择 (5) 2.2.1确定型腔数目和排列方式 (6) 2.2.1.1按注射机的额定锁模力确定型腔数量 (6) 2.2.1.2按注射机的注塑量确定型腔数量 (6) 2.2.2型腔的排列方式 (7) 2.3浇注系统的设计 (8) 2.4.推出机构的设计 (9) 2.5凹模的设计 (10) 三、端盖注塑模具的有关计算 (11) 四、模具加热和冷却系统的设
计 (12) 五、模具闭合高度确定 (13) 六、注塑机有关参数的校核 (13) 七、注塑模具的安装和调试 (13) 八、结论 (16) 九、参考文献 (17)
绪论 大学三年的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。 随着工业的发展,工业产品的品种和数量不断增加。换型不断加快。使模具的需要补断增加。而对模具的质量要求越来越高。模具技术在国民经济中的作用越来越显得更为重要。 模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。中国虽然很早就开始制造模具和使用模具,但长期未形成产业。直到20世纪80年代后期,中国模具工业才驶入发展的快车道。近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。虽然中国模具工业发展迅速,但与需求相比,显然供不应求,其主要缺口集中于精密、大型、复杂、长寿命模具领域。由于在模具精度、寿命、制造周期及生产能力等方面,中国与国际平均水平和发达国家仍有较大差距,因此,每年需要大量进口模具。中国模具产业除了要继续提高生产能力,今后更要着重于行业内部结构的调整和技术发展水平的提高。结构调整方面,主要是企业结构向专业化调整,产品结构向着中高档模具发展,向进出口结构的改进,中高档汽车覆盖件模具成形分析及结构改进、多功能复合模具和复合加工及激光技术在模具设计制造上的应用、高速切削、超精加工及抛光技术、信息化方向发展。近年,模具行业结构调整和体制改革步伐加大,主要表现在,大型、精密、复杂、长寿命、中高档模具及模具标准件发展速度高于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量及其生产能力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。目前发展最快、模具生产最为集中的省份是广东和浙江,江苏、上海、安徽和山东等地近几年也有较大发展。 在完成大学三年的课程学习和课程、生产实习,我熟练地掌握了机械制图、机械设计、机械原理等专业基础课和专业课方面的知识,对机械制造、加工的工艺有了一个系统、全面的理解,达到了学习的目的。对于模具设计这个实践性非常强的设计课题,我们进行了大量的实习。经过在新飞电器有限公司、洛阳中国一拖的生产实习,我对于模具特别是塑料模具的设计步骤有了一个全新的认识,丰富了各种模具的结构和动作过程方面的知识,而对于模具的制造工艺更是实现了零的突破。在指导老师的协助下和在工厂师傅的讲解下,同时在现场查阅了很多相关资料并亲手拆装了一些典型的模具实体,明确了模具的一般工作原理、制造、加工工艺。并在图书馆借阅了许多相关手册和书籍,设计中,将充分利用和查阅各种资料,并与同学进行充分讨论,尽最大努力搞好本次毕业设计。在设计的过程中,将有一定的困难,但有指导老师的悉心指导和自己的努力,相信会完满的完成毕业设计任务。由于学生水平有限,而且缺乏经验,设计中不妥之处在所难免,肯请各位老师指正
的模具二次顶出 GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-
二次顶出机构 一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。这样的顶出动作设计,称为二次顶出。 二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。 二次顶出机构,简单来说,可以分为下列三大类: 一、单顶针板组合的二次顶出机构 二、双顶针板组合的二次顶出机构 三、气动/液压的二次顶出机构 一、单顶针板组合的二次顶出机构 所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类: 1. 公母模板弹开式 2. 公母模板拉开式 3. 顶针板组合机构 4. 浮动模仁 以下,将根据各种不同的设计,提供参考的设计图面。 公母模板弹开式二次顶出 第一段顶出发生在公母模板开启时。弹簧将模板(或局部模仁)顶出一小段距离。 第二段顶出由顶针板作动,利用顶针将产品顶离模穴。 利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
第一章塑料 一﹑塑料的分子结构﹕塑料主要成份是树脂﹐树脂有天然树脂和合成树脂两种。 二﹑塑料的成份﹕ 1.树脂﹕主要作用是将塑料的其它成份加以粘合﹐并决定塑料的类型(热 塑性或热固性)和主要性能﹐如机械﹑物理﹑电﹑化学性能等。树脂在塑料中的比例一般为40~65%。 2.填充剂﹕又称填料﹐正确地选择填充剂﹐可以改善塑料的性能和扩大它 的使用范围。 3.增塑剂﹕有些树脂的可塑性很小﹐柔软性也很差﹐为了降低树脂的熔融 粘度和熔融温度﹐改善其成型加工性能﹐改进塑料的柔韧性﹐弹性以及其它各种必要的性能﹐通常加入能入树脂兼容的不易挥发的高沸点的有机化合物。这类物质称增塑剂。增塑常是一种高沸点液纳或熔点固体的酯类化合物。 4.着色剂﹕又称色料﹐主要是起美观和装饰作用﹐包括涂料两部分。 5.稳定剂﹕凡能阴缓塑料变质的物质称稳定剂﹐分光稳定剂﹑热稳定剂﹑ 抗氧剂。 6.润滑剂﹕改善塑料熔体的流动性﹐减少或避免对设备或模具的磨擦和粘 附﹐以及改进塑件的表面光洁度。 三﹑塑料的工艺特性﹕ 塑料在常温下是玻璃态﹐若加热则变成高弹态﹐进而变成粘流态﹐从而具有 优良的可塑性﹐可以用许多高生产率的成型方法来制造产品﹐这样就能节省 原料﹑节省工时﹐简化工艺过程﹐且对人工技朮要求低﹐易组织大批量生 产。 1.收缩率或称缩水率。设计前一定先问供货商的缩水率﹐模具设计时采 用计算收缩率=常温模具尺寸-常温塑件尺寸 2.比容和压缩率。 3.流动性。是塑料成形中一个很重要的因素﹐流动性好的易长毛边﹐设
计时配合的间隙﹐气槽的深度等要根据不同材料的流动性设计尺寸。 4.吸湿性﹑热能性及挥发物含量。吸水的塑料有的在塑料成型后直接放 于水中让它吸饱水后再进行使用﹐有的塑料吸湿性特别大﹐比例有1﹕100 5.结晶性。 6.应力开裂及熔体液裂。 7.定型速度。 四﹑塑料种类﹕ 1.热塑性塑料﹕这类塑料的合成树都是线型或支链型高聚物﹐因而受热变 软﹐甚至成为可流动的稳定粘稠液体﹐在此状态时具有可塑性﹐可塑制成一定形状的塑件﹐冷却后保持既得的形状﹐如再加热又可变软成另一种形状﹐如此可以进行反复多次。这一过程中只有物理变化﹐而无化学变化﹐其变化是可逆的。(反复多次成型) 塑料种类﹕a.聚氯乙烯(PVC) 产量大﹐有毒不能用作食品包装。 b.聚苯乙烯(PS) 是最早的工业化塑料品种之一。 c.聚乙烯(PE) d.聚炳烯(PP) e.尼龙(PA) f.聚甲醛(POM) g.聚碳酸脂(PC)可用于食品包装﹐镜片。 h.ABS塑料 i.聚砚(PSU) j.聚苯醚(PPO) K.氟塑料 l.聚酯树脂 N.有机玻璃(PMMA) 2.热固性塑料﹕这类塑料的合成树脂是体型高聚物﹐因而在加热之初﹐因分子呈线型构具有可熔性和可塑性﹐可塑制成一定形状的塑件﹐当继续加热时﹐分子呈现风状结构﹐当温度达到一定程度后﹐树脂变成不溶和不熔的体型结构﹐使形状固定下来﹐不再变化。如有加热也不软化﹐不再具有可。在一定变化过程中﹐既有物理变化﹐又有化学变化﹐因此﹐变化过程中不可逆
材料工程系模具设计与制造专业 注塑模具CAD/CAM实训说明书 姓名: 学号: 指导教师: 日期:2011年12月 河南机电高等专科学校 注塑模具CAD/CAM实训任务书 题目: 内容:(1) (2) (3) (4) (5) (6) 原始资料: 年月 设计课题: 学生姓名: 班级: 塑料材料:ABS 产品收缩率:0.006 生产批量:30万件/年课程设计(论文)开始与完成时间:
年月日至年月日 摘要 塑料工业是当今世界上增长最快的工业门类之一,而塑料模是其中发展较快的种类。因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。 本设计介绍了注射成型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则;详细介绍了冷流道注射模具浇注系统、成型零部件和顶出机构(推管推出)的设计过程,并对模具强度要求做了说明。 通过对塑料成型模具的设计,对常用塑料在成型过程中对模具的工艺要求有了更深一层的理解,掌握了塑料成型模具的结构特点及设计计算方法,对独立设计模具具有了一次新的锻炼,对注射模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。通过用PRO E对塑件分模和利用AutoCAD对模具的排位与设计,从而有效的提高工作效率。通过对塑料工艺的正确分析,设计了一副一模六腔的塑料模具。详细地叙述了模具成型零件包括定模板板、型腔、动模板、型芯、支承板等设计与加工工艺过程,重要零件的工艺参数的选择与计算,推出机构与浇注系统以及其它结构的设计过程。 目录 前言--------------------------------------------------------------------1 1. 塑料制品的工艺性分析----------------------------------------2 2.注射机型号的初步拟定----------------------------------------5 3.模具结构方案的确定-------------------------------------------6 3.1 分型面的确定---------------------------------------------------------------------6
塑料模具毕业论文设计 The manuscript was revised on the evening of 2021
毕业论文设计 题目名称: 姓名: 班级: 学号: 系部: 指导教师: 武汉工业职业技术学院 二00一二年 5 月 12 日 绪论 塑料,成为当前人类使用的一大类材料。目前我国的塑料工业正在飞速发展,塑料制品的应用已经深入国民经济的各个部门。 塑料工程通常是塑料制造与改性,塑料制品与模具设计是塑料工程中的重要部分,是塑料工业中不可少的环节。 模具是工业生产的重要工艺装备,它被用来成型具有一定形状和尺寸的各种制品。在各种材料加工工业中广泛的使用着各种模具,如压铸模,浇铸模,非金属制品成型的玻璃模,陶瓷模,塑料模等。 采用模具生产制件具有色、生产效率高,质量好,切削少,节约能源和原料,成本低等优点,模具成型已经成为当代工业生产的重要手段,成为多种成型工艺中最具潜力的发展方向。模具机械,电子等行业的基础工业,它对国民经济的社会发展起着越来越大的作用。
一个国家面具生产能力的强弱,水平的高低,直接影响许多部门新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。我国为了优先发展模具工业,定制了一系列优惠政策,并把它放在国民经济发展十分重要的战略地位。对塑料模具的全面要求就是能够高效的生产出外观性能符合使用要求的制品。 塑料成型模具是成型塑料制品的工具。塑料模具的应能生产并满足给定的形状,尺寸,外观和内在性能要求的制品。要求模具能被高效的应用,且操作简便,并达到自动化水平要求模具又合理的结构,制造容易且成本低廉。同时,也要求有足够的使用寿命。 近年来塑料模的产量和水平发展十分迅速,高效率,自动化,大型,精密,长寿命模具总产量中所占比例越来越大,在各种塑料模具中看来,注射模在生产中所占比例是最大的,起着十分重要的作用,再世界塑料成型模具产量中的板书以上为注射模。 在这次设计中充分运用所学的专业知识,将所学知识运用到实践中来,本次设计的塑件也是通过使用注射模来成型的。本套设计主要放在塑件结构和模具设计这一环节,如注射机的选用和校核,分型面的选择,模具结构的设计,分流道的设计,浇注系统的设计等等。在设计过程中,首先用Proe进行三维造型,然后用CAD进行模具设计。 在设计过程中,由于经验不足,难免会出现错误,敬请原谅,并给出指正。 制件三视图: 三视图 制件三维图: 立体图
二次顶出 一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。这样的顶出动作设计,称为二次顶出。 二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。 二次顶出机构,简单来说,可以分为下列三大类: 一、单顶针板组合的二次顶出机构 二、双顶针板组合的二次顶出机构 三、气动/液压的二次顶出机构 一、单顶针板组合的二次顶出机构 所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。 单顶针板的二次顶出机构,可以分成下列几类: 1. 公母模板弹开式 2. 公母模板拉开式 3. 顶针板组合机构 4. 浮动模仁 以下,将根据各种不同的设计,提供参考的设计图面。 公母模板弹开式二次顶出 第一段顶出发生在公母模板开启时。弹簧将模板(或局部模仁)顶出一小段距离。 第二段顶出由顶针板作动,利用顶针将产品顶离模穴。 利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。 公母模板弹开式二次顶出有几种变形 1、弹簧推动模板改为弹簧推动『顶出入子』 上图所示,是利用弹簧推动整块模板。实际应用时,可以根据产品的造型,改为推动顶出入子。例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。 2、如果第一段顶出的行程不需要很长,利用优力胶代替弹簧也是一种可行的方法。 优力胶是一种人工橡胶发泡制成的材料,它的压缩比例不高,大约只有1/3;不能像线圈弹簧一样,压缩比例可以达到1/2。在硬度上它与气压弹簧有一点相似,就是越压到底越硬,但是它在更短的行程内会增加得更硬。它的疲劳强度也不如线圈弹簧,但只要适度的润滑,仍然可以维持很久。 优力胶比较麻烦的问题是对温度非常的敏感,在低温时会变硬,在高温时会变软。使
摘要:制品的顶出方式对塑件的质量和生产效率有着重要的影响。由于二次顶出有着避免产品顶裂等优点,使得二次顶出运用越来越广。本文介绍了二次顶出常用的结构形式、适用场合以及设计要点。为从事模具设计工作的人员更合理更经济的选用二次顶出方式提供借鉴。 关键词:二次顶出;注塑模具;顶针板;顶针托板 一、引言 产品的顶出有机械、液压和气动三种方式。其中机械顶出的运用最为普遍。一般情况下,从模具中取出产品,顶出动作可一次完成。但是,由于产品的形状特殊,或者是生产时的要求,如果在一次顶出后,产品仍然在型腔中,或者是无法自动脱落,就需要再增加一次顶出动作。 这便是二次顶出。二次顶出能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。如何设计顶出方式才能使得模具动作顺畅、加工成本低廉?通过以下几种结构形式的比较,再根据产品的结构特点,可以选用最为合理的顶出方式。
二、结构形式 1.单顶针板组合的二次顶出机构(图1) 图1 1.顶针板 2.顶针托板 3.顶辊 4.斜顶 5.推方杆 6.顶针 7.弹弓 8.弯销 9.销钉 所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一) 1)弯销式二次顶出: 产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。产品如图2所示:
图2 动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。合模时弹弓7起复位作用。 结构特点:此结构简单,弯销加工方便,成本较低。但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。 2)推板式二次顶出(图3)
一、支承座注射模设计 (1) 二、塑件成型工艺性分析 (2) 三、制定模具的结构形式和初选注射机 (6) 四、浇注系统的设计 (9) 五、成型零件的结构设计及计算 (13) 六、脱模推出机构设计 (16) 七、模架的确定 (18) 八、排气槽的设计 (19) 九、导向和定位结构的设计 (20) 十、设计体会 (21)
一、支承座注射模设计 本课程设计为一塑料盖,如图1-1所示。塑件结构比较简单,塑件质量要求是不允许有裂纹、变形缺陷,脱模斜度30′-1°;材料要求为PC,生产批量为大批量,塑件公差按模具设计要求进行转换。 二、塑件成型工艺性分析 1、塑件的分析 (1)外形尺寸该塑件壁厚为3mm~4mm,塑件外形尺寸不大,塑料熔体流 程不太长,塑件材料为热塑性塑料,流动性较好,适合于注射成型。 (2)精度等级塑件每个尺寸的公差不一样,任务书已给定尺寸公差,未注 公差的尺寸取公差为MT5级。 (3)脱模斜度PC的成型性能良好,成型收缩率较小,参考文献(1)表选 择塑件上型芯和凹模的统一脱模斜度为1°。 图1-1 2、PC工程材料的性能分 ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性
材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS 材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS 材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高 的抗冲击强度。 PC 树脂的材料特性和成型工艺聚碳酸酯(PC)树脂是一种性能优良的热塑性工程塑料,具有突出的抗冲击能力,耐蠕变和尺寸稳定性好,耐热、吸水率低、无毒、介电性能优良,是五大工程塑料中唯一具有良好透明性的产品,也是近年来增长速度最快的通用工程塑料。PC 具有良好的成型加工性,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种色泽。因此选PC 材料。 PC 的注射工艺参数: 1)温度 熔料温度 220~280℃ 料筒恒温 220℃ 喷嘴 220~300℃(240℃) 模具温度 20~60℃ ,设定其温度40 m T ℃ 2)注射压力 具有很好的流动性能,避免采用过高的注射压力,一般为80~140MPa ;一些薄壁包装容器除外可达到180MPa 。 3)保压压力 收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60% 。 4)背压 5~20MPa 。 5)注射速度 对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品。 6)螺杆转速 高螺杆转速(线速度为1.3m/s )是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低 。 7)计量行程 0.5~4D (最小值~最大值)。 8)回收率 可达到100%回收。 9)收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h 后不会再收缩(成型后收
二次頂出 一般情況下,從模具中取出成品,無論就是採用單一或者就是多元件得頂出機構,其頂出動作都就是一次完成。但就是,由於成品得形狀特殊,或者就是量產時得要求,如果在一次頂出後,成品仍然在模穴中,或者就是無法自動脫落時,就需要再增加一次頂出動作。這樣得頂出動作設計,稱為二次頂出。 二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大得產品,利用二次頂出可以減少頂針在頂出時施加得力量,避免頂出時造成產品上得缺陷。 二次頂出機構,簡單來說,可以分為下列三大類: 一、單頂針板組合得二次頂出機構 二、雙頂針板組合得二次頂出機構 三、氣動/液壓得二次頂出機構 一、單頂針板組合得二次頂出機構 所謂單頂針板組合,就就是一般常見得單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套得頂針板組合,因此射出機頂出得動作僅提供傳統得一次頂出;另一次頂出就必須配合其她得模具機構設計(例如彈簧)來進行。 單頂針板得二次頂出機構,可以分成下列幾類: 1、公母模板彈開式 2、公母模板拉開式 3、頂針板組合機構 4、浮動模仁 以下,將根據各種不同得設計,提供參考得設計圖面。 公母模板彈開式二次頂出
第一段頂出發生在公母模板開啟時。彈簧將模板(或局部模仁)頂出一小段距離。 第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上就是最簡單得方法,需要額外加工得部分也很少。但就是,彈簧得缺點(彈性疲乏),也就是這種頂出方式得缺點。隨時注意彈簧就是否能夠順利動作,以及檢查第一段頂出得頂出行程,就是避免模具機構失效得安全措施。 公母模板彈開式二次頂出有幾種變形 1、彈簧推動模板改為彈簧推動『頂出入子』 上圖所示,就是利用彈簧推動整塊模板。實際應用時,可以根據產品得造型,改為推動頂出入子。例如下圖,這樣可以減少彈簧每次推動所需要克服得重量,增加彈簧得壽命。 2、如果第一段頂出得行程不需要很長,利用優力膠代替彈簧也就是一種可行得方法。 優力膠就是一種人工橡膠發泡製成得材料,它得壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。在硬度上它與氣壓彈簧有一點相似,就就是越壓到底越硬,但就是它在更短得行程內會增加得更硬。它得疲勞強度也不如線圈彈簧,但只要適度得潤滑,仍然可以維持很久。 優力膠比較麻煩得問題就是對溫度非常得敏感,在低溫時會變硬,在高溫時會變軟。使用者在使用上必須特別注意其壽命,模具維護時記得檢查並且更換有問題得材料。 公母模板拉開式二次頂出 雖然利用彈簧,可以在開模後進行脫料板得頂出,但就是對於大型模座來說,彈簧得力量就是不夠得。因此,有其她得機構來處理這樣得問題。 這種機構,我們稱為Tension Links,如下圖
塑料模具设计课程设计任务书 学院材料科学与工程专业材料成型及控制工程学生姓名学号 设计题目盖 设计依据 原始资料:塑料产品图纸 生产纲领:大批量生产 二、工作项目 1、成型工艺、成型方案的设计 2、设计模具和选择设备的各种必要计算 3、绘制模具装配图,成型零件图及塑件图 4、编写设计说明书(3000字以上) 三、设计应完成的技术文件 1、总装图 1 张,零件图 3 张,产品图 1 张。 2、填写工艺卡片(一份) 3、设计说明书(一份) 四、进度安排(见塑料模具课程设计指导书) 指导教师(签字): 年月日学院院长(签字): 年月日
目录 1 塑件的工艺分析,确定方案,设备校核 (1) 1.1 塑件工艺分析,填写工艺卡 (1) 1.1.1 塑件的工艺分析 (1) 1.2 确定模具结构方案 (2) 1.2.1 分型面 (2) 1.2.2 型腔数目的确定 (2) 1.3 选择设备,进行校核 (2) 1.3.1 选择注射机 (2) 1.3.2 设备校核 (2) 2 浇注系统的设计,排溢系统的设计 (4) 2.1 主流道的设计与定位圈的设计 (4) 2.1.1 主流道的设计 (4) 2.1.2 定位圈设计 (4) 2.2 分流道设计 (4) 2.3 冷料穴及浇口设计 (5) 2.3.1 冷料穴的设计 (5) 2.3.2 浇口设计 (5) 3 成型零部件的设计及校核 (6) 3.1 凹模的设计与校核 (6) 3.1.1 凹模直径 (6) 3.1.2 凹模深度 (6) 3.2 凸凹模尺寸 (7) 3.2.1 凸模高度 (8) 3.3 中心距计算 (8) 3.4 模底厚度计算 (8) 3.5 模壁厚度计算 (8) 4 导向机构的设计 (10) 4.1 导向机构的总体设计 (10)
模具设计与制造专业毕业设计考核大纲 一、毕业设计的目的: 通过毕业课程设计,使学生掌握模具设计的相关知识,培养使用3维设计软件进行塑料模具设计、冷冲压模具设计,以及其它机械机构设计的能力,并进一步培养学生在生产实践中运用所学知识为生产服务,增强学生的协作精神和能力,提高专业技术水平。 二、主要培养的能力与技能: 1、培养学生理论联系实际的动手能力,进一步加深对理论课程内容的理解; 2、培养学生学习使用3维设计软件进行塑料模具设计的基本步骤和方法,使学生掌握塑料模具设计的基本技能; 3、培养学生撰写完整的设计说明书的能力,为学习其他相关课程的设计、编写相应的报告文档奠定良好基础。 三、选题依据和范围: 模具专业毕业设计的设计内容主要包括:塑料模具设计、冷冲压模具设计、以及机械行业中的任何机械创新设计等,学生可根据自己的设计水平及喜好自己选题。 四、设计要求: 1、选择模具设计的,可设计造型任一生活中常用的塑件或冲压件,并将它的成型模具完整地设计出来。选择机械创新设计的,要求突出创新特点,设计思路新颖,结构完整,设计作品有一定实用性。 2、设计题目难度可根据学生自身实际情况自定,自我感觉对模具设计知识掌握较好的同学,可设计三板模、斜导柱侧抽芯滑块塑料模,或冷冲压模中的复合模、级进模;对模具设计知识掌握较差的同学,可设计简单二板塑料模或单工序冷冲压模。 3、塑料模的设计内容包括:塑件的三维造型设计、模仁的分模、模架的安装设计、浇注系统的设计、冷却系统的设计、推出机构的设计等;设计三板模的要求设计出完整的各分型面开模的控制装置(如定距拉板等);需要设计侧抽芯的模具,要求设计出完整的侧抽芯机构。 4、冷冲压模具设计的内容包括:板金件的三维造型设计、冲载工艺的方案分析、冲载件的排样及条料尺寸确定、冲压模架的选择及设计、导向机构的设计、工作零部件的设计、推出系统的设计等。 5、要求设计完整:完成设计的塑料模具要有模仁、模架、浇注系统、推出机构、冷却系统、其它控制机构等;冷冲压模具要有工作零件、定位零件、卸料及压料零件、导向零件、支撑零件、连接零件等,不能有遗漏。
二次頂出機構 一般情況下,從模具中取出成品,無論就是採用單一或者就是多元件的頂出機構,其頂出動作都就是一次完成。但就是,由於成品的形狀特殊,或者就是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者就是無法自動脫落時,就需要再增加一次頂出動作。這樣的頂出動作設計,稱為二次頂出。 二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。 二次頂出機構,簡單來說,可以分為下列三大類: 一、單頂針板組合的二次頂出機構 二、雙頂針板組合的二次頂出機構 三、氣動/液壓的二次頂出機構 一、單頂針板組合的二次頂出機構 所謂單頂針板組合,就就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其她的模具機構設計(例如彈簧)來進行。 單頂針板的二次頂出機構,可以分成下列幾類: 1、公母模板彈開式 2、公母模板拉開式 3、頂針板組合機構 4、浮動模仁 以下,將根據各種不同的設計,提供參考的設計圖面。 公母模板彈開式二次頂出
第一段頂出發生在公母模板開啟時。彈簧將模板(或局部模仁)頂出一小段距離。 第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上就是最簡單的方法,需要額外加工的部分也很少。但就是,彈簧的缺點(彈性疲乏),也就是這種頂出方式的缺點。隨時注意彈簧就是否能夠順利動作,以及檢查第一段頂出的頂出行程,就是避免模具機構失效的安全措施。 公母模板彈開式二次頂出有幾種變形 1、彈簧推動模板改為彈簧推動『頂出入子』 上圖所示,就是利用彈簧推動整塊模板。實際應用時,可以根據產品的造型,改為推動頂出入子。例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。 2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也就是一種可行的方法。 優力膠就是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。在硬度上它與氣壓彈簧有一點相似,就就是越壓到底越硬,但就是它在更短的行程內會增加得更硬。它的疲勞強度也不如線圈彈簧,但只要適度的潤滑,仍然可以維持很久。 優力膠比較麻煩的問題就是對溫度非常的敏感,在低溫時會變硬,在高溫時會變軟。使用者在使用上必須特別注意其壽命,模具維護時記得檢查並且更換有問題的材料。 公母模板拉開式二次頂出 雖然利用彈簧,可以在開模後進行脫料板的頂出,但就是對於大型模座來說,彈簧的力量就是不夠的。因此,有其她的機構來處理這樣的問題。 這種機構,我們稱為Tension Links,如下圖
冲压与塑料成型设备 (课程设计) 题目 XXX模具设计 班级机电模具ZB421301 姓名拉尔木吉 指导教师魏良庆
目录 第一章止动片冲压工艺分析及模具设计 (3) 1.1设计零件 (3) 1.2冲压件工艺分析 (3) 1.3冲压工艺方案的确定 (4) 1.4模具结构形式的确定 (4) 1.5排样设计 (5) 1.6冲压力的计算 (6) 1.7压力中心的计算 (8) 1.8初选压力机 (10) 第二章模具总体设计 (11) 2.1模具类型的选择 (12) 2.2定位方式的选择 (12) 2.3卸料方式的选择 (13) 2.4出件方式 (13) 2.5确定送料方式 (13) 2.6导向方式的选择 (13) 第三章模具工作部分尺寸计算 (14) 3.1工作零件刃口尺寸计算 (14) 3.2卸料装置中弹性元件的计算 (16) 第四章主要零部件设计 (18) 4.1工作零件的结构设计 (18) 4.2其它模具零件结构尺寸 (24) 4.3模架的选用 (27) 4.4其它标准零件的选用 (31) 第五章压力机的校核 (35) 第六章模具的装配总图 (36)
第一章止动片冲压工艺分析及模具设计 1.1设计零件 图1-1为止动片制件,材料为20,厚度为3mm,大批量生产。试设计 图1-1 止动片零件图 相应的模具及其主要的零部件,工件结构分析、工艺分析、模具方案的论证、进行总体结构设计、制定主要件的工艺规程、必须的工艺计算、制造工艺以及一定的技术经济分析等。 1.2 冲压件工艺分析 (1)材料:该冲裁件的材料Q235-A是普通碳素钢,具有较好的可冲压性能。 (2)零件结构: 零件结构简单对称,无尖角,外形有多处圆弧,中间有一个圆孔,孔的最小尺寸24mm,满足冲裁最小孔径Dmin>=10t=12mm的要求,成型后须保证各尺寸公差要求。顶部和底部各有三个孔,孔的最小尺寸7mm,孔与