布料分為三大類﹕
梭織布(WOVEN): 含有經﹑緯紗﹐彈性小﹐經破壞時所受及的范圍小。分為平紋﹑斜紋﹑緞紋三種組織。針織布(KNITTED): 含有經緯向﹐無經緯紗﹐彈性大﹐經破壞時所受及的范圍大。分為緯編﹑經編針織布。非織布(NON WOVEN FABRIC): 從纖維直接制成的布料﹐纖維由粘合劑或其他粘合方法結合在一起。
材料﹕植物(如棉)﹑動物(如羊毛)纖維
合成纖維(人造絲﹐尼龍﹐聚脂)
纖維分為﹕天然纖維(植物﹑動物﹑礦物), 人造纖維。
紗支﹕紗的粗幼是根據紗的長度和重量的比例而算﹐方法分為公制和英制(采用的單位為支)﹐以英制來說通常是針對天然纖維或天然纖維和人造纖維混紡而成的紗支粗幼。支數越大紗越幼。紗支越細會越貴。
紗粗度﹕針織----7/1>8/1>10/1>16/1>20/1>30/1>32/1>36/1>40/1>45/1>60/1>80/1
梭織----20/1>30/1>40/1>60/1>80/1>100/1>120/1
8/1粗度=16/1X2, 10/1=20/1X2, 20/1=40/1X2, 30/1=60/1X2
?/1X2: 為兩條紗一齊落織
?/2 :為先夾紗后再織扭度﹐外觀比較好﹐一般加港幣2-3/磅。
棉紗成份﹕全棉再分為
A紗/普紗(Carded Yarn): 紗質本身差及紡紗過程梳次數比較少﹐紗度不穩定﹐中有死棉, 顏色有深淺。
半精(Semi-comb): 紗質一般及紡紗過程梳次數比較少。
全精(Fully-comb):紗質比較好及紡紗過程梳次數比較多。
出產地有中/美/巴基斯坦/印度/埃及/日本/墨西哥/秘魯。
人造纖維分:POLYESTER聚酯(特麗靈), ACRYLIC(人造毛), RAYON人造棉, VISCOSE人造絲,NYLON尼龍
彈性丈根分:SPANDEX彈性纖維, LYCRA---現改為ELASTANE
YARN DYE分為:織單色(通常用來做配布以免有色差)
1) 排間 FEEDER STRIPE 一般不超過1-3/4”循環
2) 自動間 AUTO STRIPE 超過1-3/4”循環
3) 電腦間 ENGINERING STRIPE 大循環
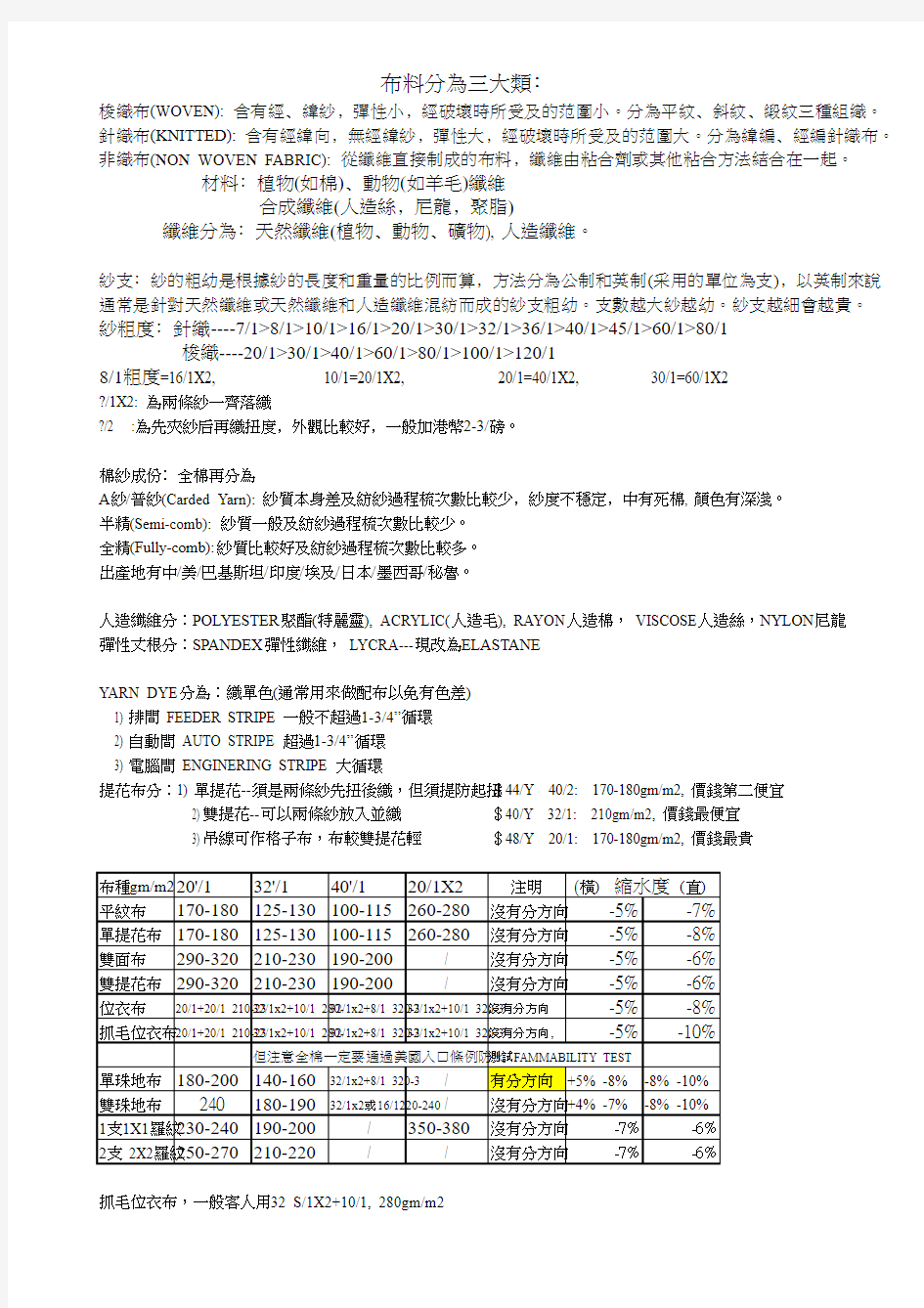
提花布分:1) 單提花--須是兩條紗先扭後織,但須提防起扭$44/Y 40/2: 170-180gm/m2, 價錢第二便宜
2) 雙提花--可以兩條紗放入並織$40/Y 32/1: 210gm/m2, 價錢最便宜
3) 吊線可作格子布,布較雙提花輕$48/Y 20/1: 170-180gm/m2, 價錢最貴
抓毛位衣布,一般客人用32 S/1X2+10/1, 280gm/m2
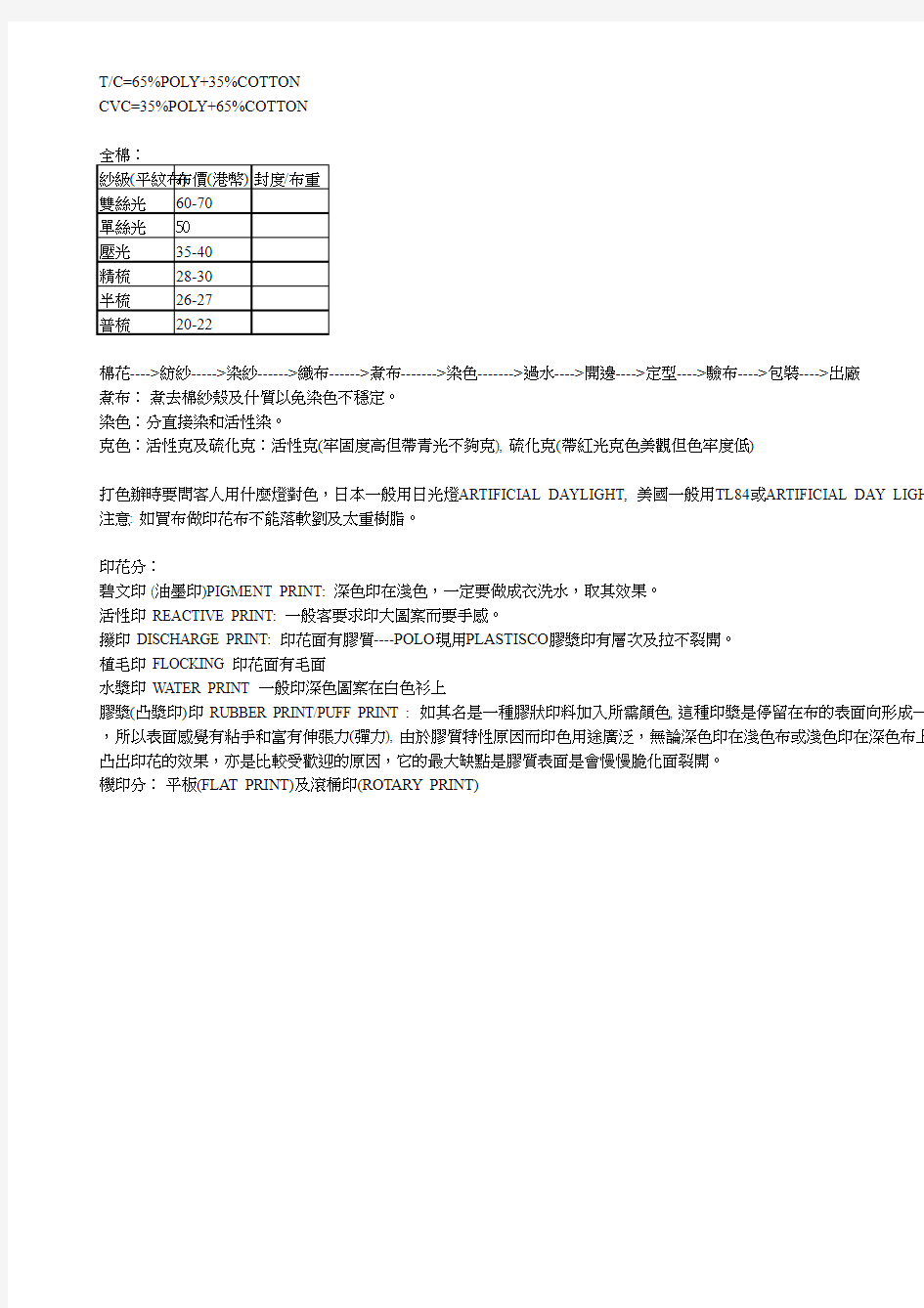
T/C=65%POLY+35%COTTON
CVC=35%POLY+65%COTTON
棉花---->紡紗----->染紗------>織布------>煮布------->染色------->過水---->開邊---->定型---->驗布---->包裝---->出廠
煮布:煮去棉紗殼及什質以免染色不穩定。
染色:分直接染和活性染。
克色:活性克及硫化克:活性克(牢固度高但帶青光不夠克), 硫化克(帶紅光克色美觀但色牢度低)
打色辦時要問客人用什麼燈對色,日本一般用日光燈ARTIFICIAL DAYLIGHT, 美國一般用TL84或ARTIFICIAL DAY LIGHT 注意: 如買布做印花布不能落軟劉及太重樹脂。
印花分:
碧文印 (油墨印)PIGMENT PRINT: 深色印在淺色,一定要做成衣洗水,取其效果。
活性印 REACTIVE PRINT: 一般客要求印大圖案而要手感。
撥印 DISCHARGE PRINT: 印花面有膠質----POLO現用PLASTISCO膠漿印有層次及拉不裂開。
植毛印 FLOCKING 印花面有毛面
水漿印 WATER PRINT 一般印深色圖案在白色衫上
膠漿(凸漿印)印 RUBBER PRINT/PUFF PRINT : 如其名是一種膠狀印料加入所需顏色, 這種印漿是停留在布的表面向形成一層,所以表面感覺有粘手和富有伸張力(彈力), 由於膠質特性原因而印色用途廣泛,無論深色印在淺色布或淺色印在深色布上都凸出印花的效果,亦是比較受歡迎的原因,它的最大缺點是膠質表面是會慢慢脆化面裂開。
機印分:平板(FLAT PRINT)及滾桶印(ROTARY PRINT)
紋三種組織。﹑經編針織布。
﹐以英制來說
RTIFICIAL DAY LIGHT
留在布的表面向形成一層膠狀覆蓋而具有膠質特征布或淺色印在深色布上都有