论数控技术的发展趋势 【论文关键词】:数控技术; 趋势; 智能 【论文摘要】:随着计算机业的快速发展,数控技术也发生了根本性的变革,是近年来应用领域中发展十分迅速的一项综合性的高新技术,文章结合国内外情况,分析了数控技术的发展趋势。 1. 引言 数控技术是一门集计算机技术、自动化控制技术、测量技术、现代机械制造技术、微电子技术、信息处理技术等多学科交叉的综合技术,是近年来应用领域中发展十分迅速的一项综合性的高新技术。它是为适应高精度、高速度、复杂零件的加工而出现的,是实现自动化、数字化、柔性化、信息化、集成化、网络化的基础,是现代机床装备的灵魂和核心,有着广泛的应用领域和广阔的应用前景。 2. 国内外数控系统的发展概况 随着计算机技术的高速发展,传统的制造业开始了根本性变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理。 长期以来,我国的数控系统为传统的封闭式体系结构,CNC只能作为非智能的机床运动控制器。加工过程变量根据经验以固定参数形式事先设定,加工程序在实际加工前用手工方式或通过CAD/CAM及自动编程系统进行编制。CAD/CAM和CNC之间没有反馈控制环节,整个制造过程中CNC只是一个封闭式的开环执行机构。在复杂环境以及多变条件下,加工过程中的刀具组合、工件材料、主轴转速、进给速率、刀具轨迹、切削深度、步长、加工余量等加工参数,无法在现场环境下根据外部干扰和随机因素实时动态调整,更无法通过反馈控制环节随机修正CAD/CAM中的设定量,因而影响CNC的工作效率和产品加工质量。由此可见,传统CNC系统的这种固定程序控制模式和封闭式体系结构,限制了CNC向多变量智能化控制发展,己不适应日益复杂的制造过程,因此,大力发展以数控技术为核心的先进制造技术已成为我们国家加速经济发展、提高综合国力和国家地位的重要途径。 3. 数控技术的发展趋势 数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业的发展起着越来越重要的作用。从目前世界上数控技术发展的趋势来看,主要有如下几个方面: 3.1 高精度、高速度的发展趋势
薄板坯连铸连轧之产品质量控制 王庆 (安徽工业大学) 摘要介绍了国外关于薄板坯连铸连轧生产中影响产品质量各种因素的研究成果, 对于一些主要的影响原理进行了简单的探讨,并且介绍了薄板坯来连铸连轧工艺产品的质量优势和工艺优势,使人们对采用薄板坯连铸连轧技术生产质量合格产品主要方面有一定基本了解。 关键词薄板坯连铸连轧质量 薄板坯连铸连轧在国际上是新出现的技术, 这些技术在正常生产中可满足用户需要, 但为达到现代工业对于板带钢质量的苛刻要求, 在生产控制方面要注意一些问题, 本文介绍了国外的一些经验。 1 薄板坯连铸连轧技术工艺流程与产品质量 现在拥有薄板坯连铸连轧技术的外国公司主要有4家, 其典型工艺布置各不相同。工艺布置的不同对质量性能是有影响的。 1.1 西马克的CSP技术 西马克CSP技术设备相对简单, 流程通畅, 易于掌握, 但是由于其采用50mm的板坯, 对薄规格产品道次变形量过大, 轧机负荷大; 对厚规格的产品压缩比过小, 对提高质量不利, 了产品范围的扩大和质量的提高。 1.2 德马克的ISP技术 德国德马克ISP技术连铸75mm板坯, 液芯压下至60m , 2架大压下轧机轧制到20mm, 进感应炉和无芯卷取箱炉均热, 4架精轧机轧制为成品。德马克方案的技术含量较高, 液芯压下大压下轧机、感应加热等都有特色, 但是新技术多带来的问题就是设备复杂,对管理水平和水平要求高。另外, 板坯出连铸机后进大压下轧机前, 板坯温度一般已不均匀, 工艺设计此有一除鳞设备, 但是板坯此时除鳞, 温度下降不利于轧制, 不除鳞则影响表面质量, 在生产一矛盾始终未得到解决。大压下轧机与连铸机连接在一起, 中间无缓冲设备, 而轧机换辊需要停机进行, 势必影响铸机的工作。 1.3奥钢联的CONROLL技术 奥钢联只在美国MANSFIELD的ARMCO利用原有的旧轧机改造了一条使CONROLL铸机的生产线。该生产线浇铸75~125mm的板坯, 奥钢联技术的特点是全部使用成熟技术。近年人们认为,连铸薄板坯从质量与经济性方面考虑, 并非越薄越好, 而是有一个经济厚度, 这一厚度为90~100mm左右。因为这个厚度离传统的板坯厚度较近, 可以借用长期积累的丰富经验与技术; 板坯较厚压缩比大, 从而可提高产品质量; 板坯断面积大可采用较低的拉速, 降低了结晶器磨损, 减少了拉漏几率; 在卷重相同的情况下板坯定尺短, 输送辊道、加热炉长度较短, 节省了投资, 平板结晶器的加工、修复也相对容易, 有色金属消耗低。 1.4 达涅利的FTSR技术 达涅利为加拿大的ALGOMA钢铁公司建设薄板坯连铸连轧线已投产, 该生产线使用达涅利的凸透镜型结晶器, 铸造60~80mm的薄板坯, 出结晶器进行液芯压下到50~70mm然后进入辊底式隧道炉均热, 由一台粗轧机轧制到25~35mm , 再进行均热(辊底式隧道炉) ,最后进入6机架精轧机组。达涅利技术生产的钢种范围较广, 包括包晶钢在内均可生产。在提高质量方面考虑也比较全面, 增加了边部感应加热和粗轧后的二次加热。为得到更好的表面质量, 达涅利的生产线有三次除鳞, 分别在连铸机出口、粗轧机入口和精轧机入口, 这对于提高表面质量无疑是有利的。达涅利设计的除鳞机为旋转的形式, 这对于提高表面质量和减少
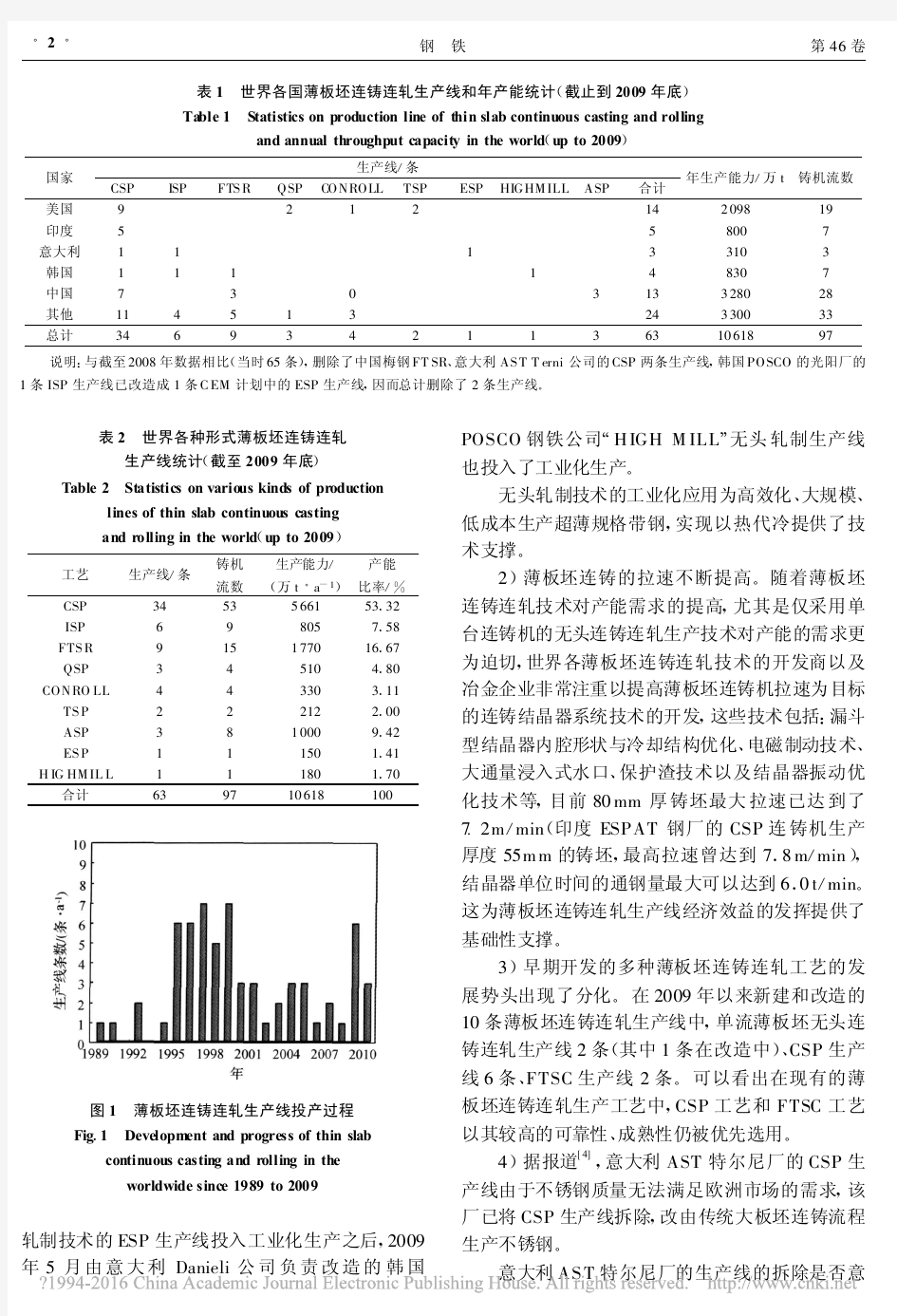
薄板坯连铸连轧(3)—邯钢CSP https://www.doczj.com/doc/468693757.html, 2006-12-19 邯钢薄板坯连铸连轧生产线于1997年11月18日开工建设,1999年12月10日生产出第一卷热轧卷板,建设工期历时两年零一个月。该生产线引进德国西马克90年代世界先进技术,总生产能力为250万t。 生产线的特点 1 主要工艺特点 邯钢薄板坯连铸连轧生产线主要包括薄板坯连铸机、1号辊底式加热炉、粗轧机(R1)、2号辊底式加热炉、精轧机组(F1~F5)、带钢层流冷却系统和卷取机 。产品规格为1.2~20mm厚、900~1680mm宽的热轧带钢钢卷。钢卷内径为762mm,外径为1100~2025mm,最大卷重为33.6t,最大单重为20kg/mm。工艺流程为:100t氧气顶底复吹转炉钢水—LF钢水预处理—钢包—中间包—结晶器—二冷段— 弯曲/拉矫—剪切—1号加热炉—除鳞—粗轧(R1)—2号加热炉—除鳞—精轧[F1~ F5(F6)]—冷却—卷取—出卷—取样—打捆—喷号—入库。 图邯钢CSP工艺流程示意图 2 主要技术参数
1)薄板坯连铸机 该连铸机为立弯式结构。中间包容量36t,结晶器出口厚度70mm,结晶器长度1100mm,铸坯厚度60~80mm,铸坯宽度900~1680mm,坯流导向长度9325~9705mm,铸速(坯厚70mm)低碳保证值最大4.8m/min、高碳保证值最大4.5m/min、最小2.8m/min,弯曲半径3250mm。 2)加热炉 该生产线包括两座辊底式加热炉,位于粗轧机前后。1号加热炉炉长178.8m,由加热段、输送段、摆动段、保温段组成,炉子同时具有加热、均热、储存(缓冲)的功能,可容纳4块38m长的板坯,单机生产的缓冲时间20~30min,最高炉温1200℃,铸坯入炉温度870~1030℃,出炉温度1100~1150℃。2号加热炉炉长66.8m,由一段构成,主要起均热、保温作用,最高炉温1150℃,铸坯最高入炉温度1120℃,最高出炉温度1130℃。加热炉燃料为混合煤气,烧嘴型式为热风烧嘴。 3)粗轧机 粗轧机为单机架四辊不可逆式轧机,其作用是将铸坯一道轧成所需坯厚。最大轧制力42000kN,工作辊尺寸 880/790mm×1900mm,支撑辊尺寸 1500/1350×1900mm,主电机功率8300kW,轧出坯厚33.0~52.5mm。 4)精轧机组 精轧机组有五架四辊不可逆式轧机(F1~F5),剪机为液压曲柄连杆式,除鳞为高压水除鳞,最大轧制力为4200kN,主电机功率均为8300kW,机架间距5500mm,F5最大出口速度12.6m/s,板带厚1.2~20mm,板带宽900~1680mm,终轧温度900~950℃。 5)冷却区 冷却方式为层流冷却,在一定时间内将带钢由终轧温度900~950℃冷却到550~650℃。冷却区长度为43200mm,另有一个4800mm的空冷段。最大水量约为5240m3/h,水压为0.07MPa(喷淋区水压为1MPa)。
数控技术的发展趋势 日期: 2009-11-27 6:13:15 浏览: 327 来源: 学海网收集整理作者: 未知 数控技术是发展新兴高新技术产业和尖端工业的使能技术。世界各国信息产业、生物产业、航空、航天等国防工业广泛采用数控技术,以提高制造能力和水平,提高对市场的适应能力和竞争能力。工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅大力发展自己的数控技术及其产业,而且在"高精尖"数控关键技术和装备方面对我国实行封锁和限制政策。因此大力发展以数控技术为核心的先进制造技术已成为世界各发达国家加速经济发展、提高综合国力和国家地位的重要途径。 我国数控技术起步于1958 年,在近50 年发展历程大致可分为3 个阶段:第一阶段从1958 年到1979 年,即封闭式发展阶段。在此阶段,由于国外的技术封锁和我国基础条件的限制,数控技术的发展较为缓慢。第二阶段是在国家的“六五”、“七五”期间以及“八五”的前期,即引进技术,消化吸收,初步建立起国产化体系阶段。在此阶段由于改革开放、国家的重视、研究开发环境和国际环境的改善,我国的数控技术的研究、开发以及在产品的国产化方面都取得了长足的进步。第三阶段是在国家的“八五”的后期和“九五”期间,即实施产业化的研究,进入市场竞争阶段,在此阶段我国国产数控装备的产业化取得了实质性进步。 1.取得的成绩 纵观我国数控技术近50 年的发展历程,特别是经过四个五年计划的攻关,总体来看取得了以下成绩: ——奠定了数控技术发展的基础,基本掌握了现代数控技术:我国现在已基本掌握了从数控系统、伺服驱动、数控主机、专机及其配套件的基础技术,其中大部分技术已具备进行商品化开发的基础,部分技术已商品化和产业化。——初步形成了数控产业基地在攻关成果和部分技术商品化的基础上,建立了诸如华中数控、航天数控等具有批量生产能力的数控系统生产厂、兰州电机厂、华中数控等一批伺服系统和伺服电机生产厂以及北京第一机床厂、济南第一机床厂等若干数控主机生产厂。这些生产厂基本形成了我国的数控产业基地。 ——建立了一支数控研究、开发、管理人才的基本队伍。 2.存在的差距 虽然在数控技术的研究开发以及产业化方面取得了长足的进步,但也要清醒的认识到,我国高端数控技术的研究开发,尤其是在产业化方面的技术水平与我国的现实需求还有较大的差距。虽然从纵向看我国的发展速度很快,但横向比(与国外对比)不仅技术水平有差距,在某些方面发展速度也有差距,即一些高精尖的技术水平差距有扩大趋势。与国外水平相比时,我国数控技术水平和产业化水平大致估计如下: 1)技术水平比国外先进水平大约落后10~15年,在高精尖技术方面则更大; 2)产业化水平市场占有率低,品种覆盖面小,还没有形成规模生产;功能部件专业化生产水平及成套能力较低;外观质量相对较差;可靠性不高,商品化程
连铸连轧法生产铜杆 一、连铸连轧铜杆生产工艺过程: 电解铜加料机竖炉上流槽保温炉下流槽浇堡 铸造机夹送辊剪切机坯锭预处理设备轧机清洗冷却管道涂蜡成圈机包装机成品运输 二、连铸连轧铜杆生产线 当前世界各国采用的铜杆连续生产线新工艺主要有:意大利的Properzi系统(缩称CCR系统),美国的SouthWire系统(缩称SCR系统)、联邦德国的Krupp/Hazelett系统(缩称Contirod系统)、以及将法国的SECIM系统。这些系统在原理上基本相同,工艺上也大同小异,其差异主要是在铸机和轧机的形式和结构上。 CCR系统沿用铝连铸连轧的双轮铸机和三角轧机形式连铸连轧铜杆。最初铜铸锭截面1300mm2,现在最大可达2300mm2,理论能力18t/h,轧制孔型系“三角——圆”系统。当锭子截面太大时,原轧机前面加两平一立辊机架,采用箱式孔型开坯,箱孔型道次减缩率在40%左右。 SCR系统是在CCR的基础上改进而成的如图2-35,铸机由双轮改为五轮(一大四小),轧机则改为平一立辊式连轧机,孔型改为箱—椭—圆系统。头上两道箱式孔型同样起开坯作用。SCR五轮铸机可铸铜锭截面6845 mm2,理论能力2518t/h。 图2-35
1——提升机及加料台2——熔化炉3——保温炉4——液压剪5——铸锭整形器6——飞剪7——酸洗8——卷取装置9——精轧机组10——粗轧机组11——连铸机 Contirod系统工艺和生产规模基本上和SCR一样,只是铸机改用了“无轮双钢带式”即Hazelett式。 SECIM系统(图2-36),采用四轮式连铸机,(一大三小),最大铸锭截面4050mm2,11机架,孔型前三道为箱—扁—圆系统。生产铜杆φ7~16mm,重量达到5t,生产能力30 t/h。 图2-36
比较项目唐钢超薄带涟钢CSP马钢CSP包钢CSP珠钢CSP邯钢CSP本钢CSP 年产量/万吨250200200200180246150 带钢厚度/mm0.8-4(12.7)1(0.8)-81(0.8)-8 1.2-20 1.2-12.7 1.2-200.8-12.7(16)带钢宽度/mm850-1680900-1600900-1600980-15601000-1380900-1680850-1750 铸坯厚度/mm90/7070/50(90)70/5065/5050,60/50二流70/5090/70(100/85)最大卷重/t3028.828.82821.333.631.5铸机型式直弧式立弯式立弯式立弯式立弯式立弯式直弧式结晶器型式H2全长漏斗漏斗形漏斗形漏斗形漏斗形漏斗形H2直漏斗形供货厂家达涅利SMS SMS SMS SMS SMS达涅利液芯压下有有有有无,有(二流)有有 动态凝固软压下有无预留无无无有 冶金长度/mm142409705970572656340936514240大包容量/t150108120(130)210150100150铸机数量二机二流二机二流二机二流一机二流二机二流二机二流一机一流拉速/m min-1 2.8-63-63-6 5.5(7.0) 2.8-6 2.8-4.8 2.5-6电磁制动无有有无有(二流)无预留 均热炉长/m230.9291270200.8191.8178.8+66234.885 均热炉供货厂家布里克蒙布里克蒙布里克蒙德兴LOI LOI布里克蒙轧机架数2+577661+62+5 最高轧速/m·s-120232312.5612.612.622.77 工作辊尺寸/mm R1F1050/980X 1810R2F825/735 X1810F1- F3F825/735X 2100 F1-F2F950/820X 2000F3- F4F750/660X 2000F5- F7F620/540X 2000 F1-F2F950/820X 2000F3- F4F750/660X 2000F5- F7F620/540X 2000 F1-F3F800/720X 1950F4- F6F600/540X 1950 F1-F3F800/720X 1700F4- F6F600/540X 1700 R1F880/790X 1900F1- F3F800/720X 2100F4- F6F600/540X 2100 R1R2F950/850X 1800F1- F3F780/700X 1880F4- F6F600/530X 2080 支撑辊尺寸/mm F1250/1300X 1790 F1-F2F1500/1370 X1880F3- F7F1500/1350X 1800 F1-F2F1500/1370 X1880F3- F7F1500/1350X 1800 F1450/1300X 1790 F1350/1250X 1500 R1F1500/1350X 1900F1- F6F1500/1350X 1900 R1R2F1450/1300 X1860F1- F3F1450/1300X 1860F4- F6F1360/1230X 1860我国已投产的薄板坯连铸连轧生产线技术经济指标
数控技术的最新发展趋势 数控技术是以数字化进行控制机床运作及加工过程的一种方法,由数控装置、进给装置、可编程控制器、主轴驱动器等部分组成。信息技术、计算机技术、传统控制技术的优化结构及有机结合,给数控技术发展现代化提供了新的契机和空间。数控技术的不断发展和应用领域的不断扩大,对关系国计民生的重要行业的发展起着越来越重要的作用。 一、数控技术的发展现状 目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM 与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。长期以来,我国的数控系统为传统的封闭式体系结构,CNC只能作为非智能的机床运动控制器。加工过程变量根据经验以固定参数形式事先设定,加工程序在实际加工前用手工方式或通过CAD/CAM及自动编程系统进行编制。CAD/CAM和CNC之间没有反馈控制环节,整个制造过程中CNC 只是一个封闭式的开环执行机构。在复杂环境以及多变条件下,加工过程中的刀具组合、工件材料、主轴转速、进给速率、刀具轨迹、切削深度、步长、加工余量等加工参数,无法在现场
环境下根据外部干扰和随机因素实时动态调整,更无法通过反馈控制环节随机修正CAD/CAM 中的设定量,因而影响CNC 的工作效率和产品加工质量。由此可见,传统CNC 系统的这种固定程序控制模式和封闭式体系结构,限制了CNC 向多变量智能化控制发展,已不适应日益复杂的制造过程,因此,对数控技术实行变革势在必行。二、数控技术发展趋势 进入20 世纪90 年代以来, 由于计算机技术的飞速发展, 推动了数控机床技术更快的更新换代。 2.1 数控技术体系结构的发展 首先,体系结构的网络化。通过机床联网的形式,可以在任一台机床上对其它机床进行操作、编程、运行、设定,而且不同机床的画面可以同时显示在每台机床的屏幕上。因此,机床联网可以进行无人化操作和远程控制。其次,体系结构的集成化。采用高度集成化的RISC、CPU 芯片和大规模可编程集成电路EPLD、FPGA、CPLD 及专用集成电路ASIC芯片,可以提高软硬件运行速度和数控系统的集成度。而且应用FPD 平板显示技术,还可提高显示器的性能。 2.2 数控技术的性能发展方向 首先,工艺复合性及多轴化。数控机床的工艺复合化,是指工件在一台机床上经一次装夹后,通过旋转主轴头、自动换刀或转台等各种措施,完成多表面、多工序的复合加工。其次,性能的高速高精高效化。速度、精度及效率是机械制造技术的主要性能指标。采用RISC 芯片、高速CPU 芯片、带高分辨率绝对式检测元件以及多CPU 控制
?29?2007.11 论数控技术发展趋势及我国数控产业发展方向 马林旭 (天津中德职业技术学院河北天津300191) 摘要:数控技术是当今先进制造技术和装备最核心的技术,使传统的制造业产生根本性的 变革。本文结合EMO2005届汉诺威国际机床展览会概况,从高速度、高精度、高效率、模块 化、智能化等几方面分析了当今世界数控技术发展的趋势,指出了我国制造业发展方向。 关键字:数控技术EMO2005发展趋势 中图分类号:TH166文献标识码:A文章编号:1007-8320(2007)11-0029-02 Ma Lin xu (TianJin Sino-Geman V ocational Technology Institute300191) Abstract:Computer Numerical Control(CNC)Technology is the core of manufacture and equipment industry nowadays.This technology has made the traditional manufacturing industry significant This paper will analyze the development trend of CNC from the aspect of high speed,high accuracy,high efficiency,modularization,and intelligence,with the investigation from overview of EMO2005international machine tool exhibi-tion. Key Words:Computer Numerical Control(CNC),EMO2005,Development Trend 数控技术是用数字化信号对设备运行及其加工过程进行控制 的一种自动化技术,数控装备是以数控技术为代表的新技术对传统 制造产业和新兴制造业的渗透形成的机电一体化产品,即所谓的数 字化装备,其技术范围覆盖很多领域,包括机械制造技术;信息处理、 加工、传输技术;自动控制技术;伺服驱动技术;传感器技术;软件技 术等。 数控技术的应用不但给传统制造业代劳了革命性的变化,使制 造业成为工业化的象征,而且随着数控技术的不断发展和应用领域 的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的 发展起着越来越重要的作用,因为这些行业所需装备的数字化已是 现代发展的大趋势。 1数控技术的发展趋势 提高生产率和降低生产成本是制造技术永恒的追求目标。制 造厂家之所以想方设法结合自身特长把一些新技术应用于自己的 产品和技术服务,也是为了这个目的,为了提高产品的竞争力。从 EMO2005届汉诺威国际机床展览会概况来看,展品处处都体现了 机电技术结合的新成果,推动制造技术快速发展。总体上看,中、大 型加工中心,龙门式结构比较普遍,落地镗铣加工中心也不少,它们 的主轴头都带有2个坐标(旋转和摆动),这样,实现4或5轴联动 或5面加工就方便多了。机床的结构布局虽然没有太多新变化,但 其性能却今非昔比,在高速、高效、高精、高可靠性和环保等诸方面 都有了明显进步,达到了一个新水平。具体地说,值得关注的发展 趋势和采取的技术措施如下: 1.1数控机床进一步普遍高速化 由于直线电机、力矩电机等直接驱动技术的发展,机床采用直 线电机和力矩电机驱动的更普遍了。滚珠丝杠等传统的传动件的 性能为适应高速加工的要求有了明显改善,驱动速度更快;运动部 件的结构轻型化,使机床的动态性能也大有提高;高速电主轴应用 增多;所有这些都促使机床的运行速度和加工速度大幅提高。中、 高档机床展品中,主轴转速在12000r/min以上,应用直线电机驱动, 快速移动60m/min以上的比较普遍。一些世界知名机床厂家的产 品都在高速加工这个档次上有了新进展,否则就谈不上竞争力。例 如日本MAZAK的机床快速移动一般都是60m/min以上。又如德 国DMG公司,也是较早在数控机床上应用直线电机驱动,先是一个 坐标用直线电机驱动,而从DMC75/105V Linear开始,三个坐标全 部用直线电机驱动,加速度达2g,快速移动90m/min,主轴转速 18000r/min,可任选至42000r/min。总之,数控机床的高速化是个普 遍现象。 1.2高精度、高可靠性等单项技术集成的机床和生产系统发 展迅速,加工精度明显提高 为了减少温度变化对加工精度的影响,许多企业都采取措施。 瑞士Studer公司的磨床早就采用人造花岗岩床身,既对温度变化不 敏感,又具有良好的吸振性能,使其磨床的高精度享誉全球;日本大 隈公司应用精确的热变形补偿技术,创新设计了箱形热对称并有效 热稳定的结构(TAS-C)和有效热稳定主轴(TAS-S),其高精度热变形 收稿日期:2007-09-24 作者简介:马林旭,天津中德职业技术学院,研究方向:机电一体化 湖南农机 HUNAN AGRICULTURAL MACHINERY
连铸连轧部分知识点 1、连铸生产工艺对连铸设备的要求: 1)必须适合高温钢水由液态变成液固态,又变成固态的全过程; 2)必须具有高度的抗高温,抗疲劳强度的性能和足够的强度; 3)必须具有较高的制造和安装精度,易于维修和快速更换,充分冷却和良好的润滑等。 2、连铸流运行轨迹将连铸机分为哪几种?简述每种机型的特点? 1)立式连铸机、立弯式连铸机、弧形连铸机、椭圆形连铸机和水平连铸机。2)A、立式连铸机:此铸机坯壳冷却均匀,且不受弯曲矫直作用,故不宜产生内部和表面裂纹,有利于夹杂物上浮,但其设备高度大,操作不方便,投资费用高,设备维护及事故处理难,铸坯断面和定长及拉速受限,并且铸坯因钢水静压力大,板坯股肚变形较突出。 B、立弯式连铸机:铸机的中间包,结晶器,导辊,引锭杆沿垂线分布。拉矫机切割机沿水平布置,浇注和冷却凝固在垂直方向上完成,完全凝固后被顶弯90°,进入弯曲段,在水平方向出坯,它的铸机高度比立式下降,运输方便,可适合较长定尺的要求,但由于增加了一次弯曲和矫直,一造成裂纹。 C、弧形连铸机:分为单点矫直弧形连铸机,多点矫直弧形连铸机,直结晶器弧形连铸机。a)单点矫直弧形连铸机:优点:高度比立式、立弯式低,故设备重量轻,投资费用低,安装和维修方便,钢水对铸坯的静压力小,可减少因股肚造成的内列和偏析,有利于提高拉速改善铸坯质量。缺点:钢水凝固过程中,非金属夹杂物有向弧内聚焦的倾向,一造成铸坯内部杂物分布不均匀。b)多点矫直弧形连铸机:优点:固液界面变形率降低铸坯带液芯矫直时,不产生内部裂纹,有利于提高拉速。 c)直结晶器弧形连铸机优点:具有立式的优点,有利于大型夹杂物的上浮及钢中夹杂物的平均分布,比立弯式高度更高,建设费用低。缺点:铸坯外弧侧坯壳受拉伸,两相区易造成裂纹缺陷,设备结构复杂,检修,维修难度大。 D、椭圆形连铸机:其优点是高度较弧形大大减小,钢水静压力低,铸坯股肚量小,内部裂纹中心偏析得到改善,投资节约20%----30%(比弧形)。但结晶器内钢水中的夹杂物几乎无上浮机会,故对钢水要求严格。 E、水平连铸机:其优点是设备高度最低,钢水物二次氧化,铸坯质量得到改善,不受弯曲及矫直作用,有利于防止裂纹,设备维护简单,事故处理方便,但中间包和结晶器连接处的分离较贵,结晶器和铸坯间润滑困难,拉坯时结晶器不振动,适合小坯量,多种浇注,200mm以下方坯,圆坯,特殊钢。 3、连铸连轧的定义:由连铸机生产出来的高温无缺陷坯,不需要清理和再加热(但需经过短时均热和保温处理)而直接轧制成材,这样把“铸”“轧”直接连成一条生产线的工艺流程就称为连铸连轧。 4、连铸和连轧紧凑联结的方法:连铸坯热装、直接轧制。连铸坯热装工艺是指连铸机生产的钢坯不经过冷却,在热状态下卷入加热炉加热,然后进行轧制的方法。连铸坯直接轧制工艺是指铸机出来的高温铸坯不再经过加热或只对边棱进行轻度的补充加热就直接送往轧机轧制成材。 5、连铸连轧的优点:1)简化生产工艺流程,生产周期短; 2)占地面积少; 3)固定资产投资少; 4)金属的收得率高; 5)钢材性能好; 6)能耗少; 7)工厂定员大幅降低; 8)劳动条件好,易于实现自动化。 6、提高拉坯速度的限制因素:1)拉坯力的限制; 2)铸坯断面影响; 3)铸坯厚度影响; 4)结晶器导热能力的限制; 5)速度对铸质的影响; 6)钢水过热度的影响;7)钢种的影响。 7、二冷区包括:足辊段、支撑导向段和扇形段。 二冷区冷却方式:1)干式冷却;2)水喷雾冷却;3)水—气喷雾冷却(效果最好)。 8、倒锥度:为了减少气隙,加速钢水的传热和坯壳生长,通常结晶器的下口断面比上口断面小。倒锥度过小会导致坯壳过早脱离铜壁产生气隙,降低冷却效果,或使结晶器的坯壳厚度不够产生拉漏事故;倒锥度过大容易导致坯壳与结晶器铜壁之间的挤压力过大从而加速铜壁的磨损。 9、结晶器满足要求:1)结构简单重量轻;2)良好的导热性和水冷条件; 3)应做上下往复运动并加润滑剂; 4)结晶器有足够的刚度,以免影响铸坯质量。 10、结晶器震动方式:同步式、负滑脱式、正弦振动式 11、结晶器调宽方法:1)停机变宽; 2)平移变宽; 3)转动加平移变宽(最具代表性)。
薄板坯连铸连轧(5)—鞍钢ASP(1700) https://www.doczj.com/doc/468693757.html, 2006-12-19 ASP生产线的研制及建设背景 1700中薄板坯连铸连轧生产线(Angang Strip Production,简称ASP),是我国第一条板坯厚度为135 mm 的连铸连轧短流程生产线,是第一条由国内自行负责工艺设计、设备设计、制造及研制和自主集成自动化系统的唯一一条具有我国自主知识产权的连铸连轧短流程生产线。ASP生产线的开发应用,使鞍钢成为一个既能从事大规模钢铁生产,又能从事中薄板坯连铸连轧生产线工艺设计、设备制造、自动化系统集成开发、施工、开工试运转系统工程总承包的钢铁企业。同时,带动了国内一重、二重等机械制造加工行业及电机制造业的发展。鞍钢ASP 工程的成功,标志着我国已成为世界上为数不多的、能进行连铸连轧短流程工艺、设备研制、设计、制造及集成自动控制系统的国家之一。 鞍钢ASP(1700)生产线的工程概况 (1)生产能力及产品规格 该生产线设计能力为年产250万t。ASP生产线是由2台单机单流铸机和连轧生产线组成。单台铸机设计能力144万t/a,实际生产能力已达149.5万t/a。 (2)板坯规格 中薄板坯厚度:135mm; 宽度:900---1550 mm; 长度:7.0~15.6 mm。 三炼钢板坯厚度:200 mm; 宽度:900~1550mm; 长度:4.O~9.0 mm。
(3)生产钢种(表1) 表1 鞍钢中薄板坯连铸连轧生产线生产的钢种 % (4)成品规格 带钢厚度:1.5~8.0 mm(已生产过1.3 mm); 带钢宽度:900~1 550 mm; 最大卷重:21 t; 最大单位卷重:16.4 kg/mm。 ASP生产线工艺流程 鞍钢ASP生产线工艺流程见图1。
薄板坯连铸连轧(8)—唐钢FTSR https://www.doczj.com/doc/468693757.html, 2006-12-19 唐钢的薄板坯连铸连轧(FTSR)生产线,工程分2期建设,一期工程年产150万t热轧钢卷,带钢厚度0.8~4mm,宽度850~1680mm,最大卷重30t;二期工程完工后,年产250万t热轧钢卷,带钢厚度0.8~12.7mm。产品钢种为碳素结构钢、优质碳素结构钢和低合金结构钢。 该生产线采用意大利达涅利的FTSR(FlexibleThinSlabRolling)工艺技术,是国内第一条采用此项技术的薄板坯连铸连轧生产线,也是继加拿大的阿尔戈马(Algoma)钢铁公司,美国的北极星厂(NorthStarBHP)之后,购买此项技术的第三条生产线。该工艺采用凸透镜型结晶器,带辊型的液芯压下,辊底式隧道炉,2架粗轧机,5架PC精轧机,配备了先进的自动化检测仪表,实现计算机系统的顺序控制、逻辑控制、过程优化控制、生产质量控制等多层次全方位高智能化的自动控制。可实现3点除鳞、 半无头轧制、铁素体轧制。 生产钢种 生产钢种:超低碳和低碳钢占55%(其中含6%包晶钢);中碳钢占25%;低合金钢占20%。产品尺寸:厚度0 8~4 0mm(一期工程),0 8~12 7mm(二期工程);宽度850~1680mm;钢卷内/外径Φ762/Φ1200~Φ2025mm;最大卷重30t;最大卷单重18kg/mm。 连铸工艺概况 钢水经150t精炼炉、150t脱气炉处理后,运往钢包回转台,注入工作容量38t、溢流容量42t的中间包,进入结晶器,铸成厚度90mm的连铸坯。经铸坯的弯曲、矫直及薄板坯液芯轻压下系统,使连铸坯厚度减薄到70mm。再经除鳞,进入辊底式加热炉。
薄板坯连铸连轧 薄板坯连铸连轧技术是 20 世纪 80 年代末世界钢铁工业发展的一项重大技术 , 它的开发成功是近终形浇铸技术的重大突破。按类型可分为CSP、ISP、FTSR、和CONROLL技术,但就不同类型的生产线来看,以CSP建设得最多[3]。 CSP(Compact Strip Production)即紧凑式板带生产工艺,是由德国施罗曼.西马克(SMS)公司研究开发的薄板坯连铸连扎技术,世界上第一条CSP生产线,于1989年在美国NUCOR公司的CRAWFORDSVILLE厂建成,投产后,取得满意的生产效果和良好的经济效益,因而得到广泛应用。目前,有38台CSP连铸机在内的24条CSP生产线广泛分布在北美、南美、欧洲、亚洲、非洲等世界各地,生产能力达到3900万吨/年[4,5]。 图1.1为CSP生产线示意图,工艺流程为:电炉(AD或DC)→钢包精炼炉→薄板坯连铸机→均热保温→热连轧机→层流冷却→地下卷取。该工艺设备结构简单,操作稳定,产量高。具有流程短、生产简便且稳定,产品质量好、成本低、有很强的市场竞争力等一系列突出优点。 图1.1 CSP工艺生产线 1-中间包;2-结晶器;3-切断剪;4-均热炉;5-事故剪;6-除鳞机;7-精轧机; 8-1号层流却;9-飞剪;10-生产薄规格的旋转式卷取机;11-2号层流冷却; 12-生产厚规格的常规卷取机 薄板坯连铸连轧工艺流程特点: (1) 整个工艺流程是由炼钢(电炉或转炉) -炉外精炼- 薄板坯连铸- 物流的时间节奏与温度衔接- 热连轧5 个单元工序组成, 将原来的炼钢厂和热轧厂紧凑地压缩, 有机地组合在一起。 (2) 在整个工序流程中, 炼钢炉、薄板坯连铸机和热连轧机都是刚性较强的工艺装置, 为了稳定地连续浇铸和轧制, 需匹配好各段物流。例如, 对于宽度1350~1600 mm的薄板坯, 若平均拉速为415 m/ min , 则转炉容量应在100 t以上。
目录 摘要 (1) 1绪论 (1) 2数控技术国外现状 (1) 2.1开放结构的发展 (1) 2.2伺服系统 (1) 2.3 CNC系统联网 (1) 2.4功能不断发展扩大 (1) 3数控技术发展趋势 (1) 3.1性能发展方向 (1) 3.2功能发展方向 (1) 3.3体系结构发展方向 (1) 3.4智能化新一代PCNC数控系 (1) 3.5新一代数控技术关键问题 (1) 结语 (1) 参考文献 (1) 致 (1)
数控技术的现状和发展趋势 CNC technology, the status quo and development trends 摘要 本文简要介绍了当今世界数控技术发展的趋势及国外数控技术发展的现状,在此基础上本文从性能、功能和体系结构三个方面介绍了数控技术的发展方向。阐述肯定了当前开发研究适应于复杂制造过程的、具有闭环控制体系结构的、智能化新一代PCNC数控系统已成为可能并提出了实现文中所述发展方向的关键技术。 关键词:数控,发展趋势,功能,性能,开放性。 Abstract: This paper mainly introduces the current d evelopment ambition of numerical control technology a nd the developing .ON the basis of this the paper introduce the development direction from the aspect s of capacity, function and structure. PCNC is the key technology to achieve this, because PCNC adapt s to the complex producing procedure and is a new generation of intelligence. Key words:NC, trends, features, performance, openness
薄板坯连铸连轧是生产热轧板卷的一项结构紧凑的短流程工艺,是继氧气转炉炼钢及连续铸钢之后,又一重大的钢铁产业的技术革命。薄板坯连铸连轧是将传统的炼钢厂和热轧厂紧凑地压缩并流畅地结合在一起。随着在大产业生产中的不断完善、不断发展,该工艺的节能和高效的特点突现出来,充分显示出该工艺的先进性、公道性和科学性,也给企业带来了巨大的经济效益。 薄板坯连铸连轧技术因众多的单位参与研究开发,已形成了各具特色的薄板坯连铸连轧生产工艺,如CSP、ISP、FTSR、CONROLL、TSP、QSP等。其中推广应用最多的是CSP工艺。各种薄板坯连铸连轧技术各具特色,同时又相互影响、相互渗透,并在不断地发展和完善。 一、三种薄板坯连铸连轧技术的各自现状: 1.1 CSP CSP是由德国西马克公司开发的世界上最早投入工业化生产的薄板坯连铸连轧技术,自1989年在纽柯公司建成第一条生产线以来,随着技术的不断改进,该生产线不断发展完善,现已进入成熟阶段。 CSP技术的主要特点是:(1)采用立弯式铸机,漏斗型直结晶器,刚性引锭杆,浸入式水口,连铸用保护渣,电磁制动闸,液芯压下技术,结晶器液压振动,衔接段采用辊底式均热炉,高压水除鳞,第一架前加立辊轧机,轧辊轴向移动,轧辊热凸度控制,板形和平整度控制,平移二辊轧机等。(2)可生产0.8mm或更薄的碳钢、超低碳钢。(3)生产钢种包括:低碳钢、高碳钢、高强度钢、高合金钢及超低碳钢。 1.2 ISP ISP是由德马克公司最早开发的,1992年1月在意大利阿尔维迪公司克雷莫纳厂建成投产,设计能力为50万吨/a。它是目前最短的薄板坯连铸连轧生产线,主要技术特点是:(1)采用直弧型铸机,小漏斗型结晶器,薄片状浸入式水口,连铸用保护渣,液芯压下和固相铸轧技术,感应加热后接克雷莫纳炉(也可用辊底式炉),电磁制动闸,大压下量初轧机+带卷开卷+精轧机,轧辊轴向移动,轧辊热凸度控制,板形和平整度控制,平移式二辊轧机。(2)生产线布置紧凑,不使用长的均热炉,总长度180m左右。从钢水至成卷仅需30min,充分显示其高效性。(3)二次冷却采用气雾或空冷,有助于生产较薄断面且表面质量要求高的产品。(4)整个工艺流程热量损失较小,能耗少。(5)可生产1.0mm或更薄的产品。1.3 FTSR FTSR是由意大利达涅利公司开发出的一种薄板坯连铸连轧工艺,有的也称FTSC。该技术具有相当的灵活性,能浇铸范围较宽的钢种。可提供表面和内部质量、力学性能、化学成分均匀的汽车工业用板。主要技术特点是:(1)采用直弧型铸机, H2结晶器,结晶器液压振动,三点除鳞,浸入式水口,连铸用保护渣,动态软压下(分多段,每段可单独),熔池自动控制,独立的冷却系统,辊底式均热炉,全液压宽度自动控制轧机,精轧机全液压的AGC,机架间强力控制系统,热凸度控
数控技术发展趋势 ----智能化数控系统
数控技术发展趋势——智能化数控系统 国内外数控系统发展概况 随着计算机技术的高速发展,传统的制造业开始了根本性变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。 长期以来,我国的数控系统为传统的封闭式体系结构,CNC只能作为非智能的机床运动控制器。加工过程变量根据经验以固定参数形式事先设定,加工程序在实际加工前用手工方式或通过CAD/CAM及自动编程系统进行编制。CAD/CAM和CNC之间没有反馈控制环节,整个制造过程中CNC只是一个封闭式的开环执行机构。在复杂环境以及多变条件下,加工过程中的刀具组合、工件材料、主轴转速、进给速率、刀具轨迹、切削深度、步长、加工余量等加工参数,无法在现场环境下根据外部干扰和随机因素实时动态调整,更无法通过反馈控制环节随机修正CAD/CAM中的设定量,因而影响CNC 的工作效率和产品加工质量。由此可见,传统CNC系统的这种固定程序控制模式和封闭式体系结构,限制了CNC向多变量智能化控制发展,已不适应日益复杂的制造过程,因此,对数控技术实行变革势在必行。 数控技术发展趋势 性能发展方向:(1)高速高精高效化速度、精度和效率是机械制造技术的关键性能指标。由于采用了高速CPU芯片、RISC芯片、多CPU控制系统以及带高分辨率绝对式检
数控技术历史发展趋势及新技术论文 数控技术,简称数控(Numerical Control )即采用数字控制的方法对某一工作过程实现自动控制的技术。它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。 发展历史 1948年,美国帕森斯公司接受美国空军委托,研制直升飞机螺旋桨叶片轮廓检验用样板的加工设备。由于样板形状复杂多样,精度要求高,一般加工设备难以适应,于是提出采用数字脉冲控制机床的设想。 1949年,该公司与美国麻省理工学院(MIT)开始共同研究,并于1952年试制成功第一台三坐标数控铣床,当时的数控装置采用电子管元件。 1959年,数控装置采用了晶体管元件和印刷电路板,出现带自动换刀装置的数控机床,称为加工中心( MC Machining Center),使数控装置进入了第二代。1965年,出现了第三代的集成电路数控装置,不仅体积小,功率消耗少,且可靠性提高,价格进一步下降,促进了数控机床品种和产量的发展。 60年代末,先后出现了由一台计算机直接控制多台机床的直接数控系统(简称 DNC),又称群控系统;采用小型计算机控制的计算机数控系统(简称 CNC),使数控装置进入了以小型计算机化为特征的第四代。 1974年,研制成功使用微处理器和半导体存贮器的微型计算机数控装置(简称 MNC),这是第五代数控系统。 20世纪80年代初,随着计算机软、硬件技术的发展,出现了能进行人机对话式自动编制程序的数控装置;数控装置愈趋小型化,可以直接安装在机床上;数控机床的自动化程度进一步提高,具有自动监控刀具破损和自动检测工件等功能。 20世纪90年代后期,出现了PC+CNC智能数控系统,即以PC机为控制系统的硬件部分,在PC机上安装NC软件系统,此种方式系统维护方便,易于实现网络化制造。 现在,数控技术也叫计算机数控技术(Computerized Numerical Control 简称:CNC),目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可以通过计算机软件来完成。数控技术是制造业信息化的重要组成部分。 发展途径 数控技术和数控装备是制造工业现代化的重要基础。这个基础是否牢固直接影响到一个国家的经济发展和综合国力,关系到一个国家的战略地位。因此,世界上各工业发达国家均采取重大措施来发展自己的数控技术及其产业。 在我国,数控技术与装备的发展亦得到了高度重视,近年来取得了相当大的进步。特别是在通用微机数控领域,以PC平台为基础的国产数控系统,已经走在了世界前列。但是,我国在数控技术研究和产业发展方面亦存在不少问题,特别是在技术创新能力、商品化进程、市场占有率等方面情况尤为突出。在新世纪到来时,如何有效解决这些问题,使我国数控领域沿着可持续发展的道路,从整体上全面迈入世界先进行列,使我们在国际竞争中有举足轻重的地位,将是数控