M2117 零件采购技术规范
压水堆冷却泵主法兰用的Mn-Ni-Mo合金钢锻件
0 适用范围
本规范适用于制造压水堆冷却泵主法兰用的可焊Mn-Ni-Mo合金钢锻件。
1 冶炼
钢必须在电炉中冶炼,加Al镇静,真空脱气。
2 化学成分要求
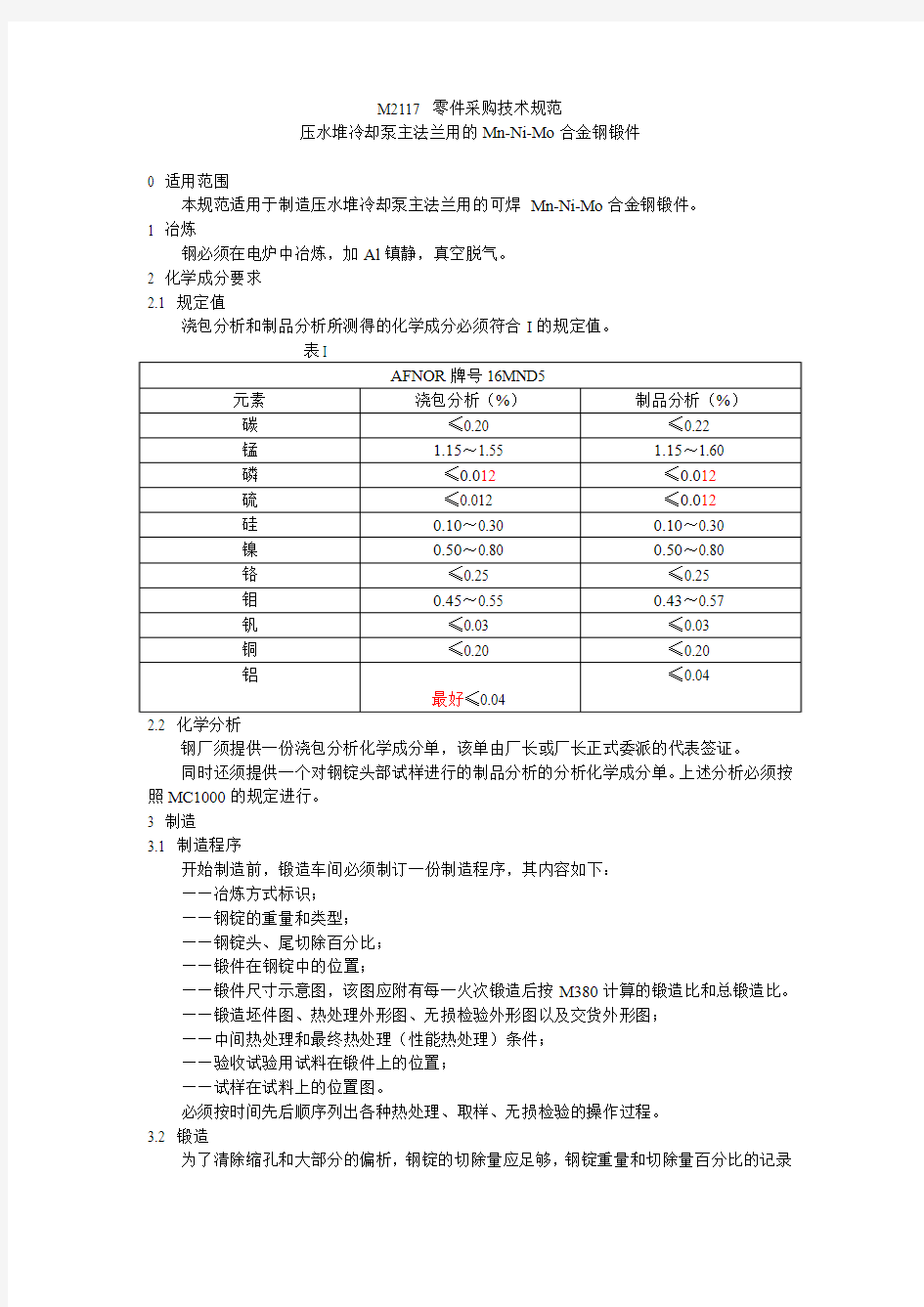
2.1 规定值
浇包分析和制品分析所测得的化学成分必须符合I的规定值。
2.2 化学分析
钢厂须提供一份浇包分析化学成分单,该单由厂长或厂长正式委派的代表签证。
同时还须提供一个对钢锭头部试样进行的制品分析的分析化学成分单。上述分析必须按照MC1000的规定进行。
3 制造
3.1 制造程序
开始制造前,锻造车间必须制订一份制造程序,其内容如下:
——冶炼方式标识;
——钢锭的重量和类型;
——钢锭头、尾切除百分比;
——锻件在钢锭中的位置;
——锻件尺寸示意图,该图应附有每一火次锻造后按M380计算的锻造比和总锻造比。
——锻造坯件图、热处理外形图、无损检验外形图以及交货外形图;
——中间热处理和最终热处理(性能热处理)条件;
——验收试验用试料在锻件上的位置;
——试样在试料上的位置图。
必须按时间先后顺序列出各种热处理、取样、无损检验的操作过程。
3.2 锻造
为了清除缩孔和大部分的偏析,钢锭的切除量应足够,钢锭重量和切除量百分比的记录
必须交监督人员掌管。
按M380规定计算的总锻造比必须大于3。
3.3 机加工
3.3.1 性能热处理前
性能热处理前,粗加工坯件外形应尽可能接近交货件外形,这些外形图必须列入制造程序(见3.1)。
3.3.2 性能热处理后
在最终超声波检验前,零件须加工至交货件的外形。
3.4 交货状态——热处理
锻件必须以热处理状态交货。该处理即性能热处理,包括下述工序。
——奥氏体化(取850~925℃之间的某一温度);
——浸水淬火;
——为达到所要求的性能,选择某一温度进行回火,随后在静止的空气中冷却。回火的名义保温温度在635~680℃之间,锻件上的任一部位的温度都不应超过这个范围必须用放置在锻件上的热电偶测量温度,热电偶应放置在锻件的不同部位。每个锻件上至少放置一个热电偶,如果1炉只有一件锻件进行热处理则至少要放置2个热电偶。热电偶的位置必须在制造程序中标明(见3.1)。
供货商应建立记录分析卡。
如该锻件需重新热处理(见4.4),则必须按照上述相同规定进行重新热处理。
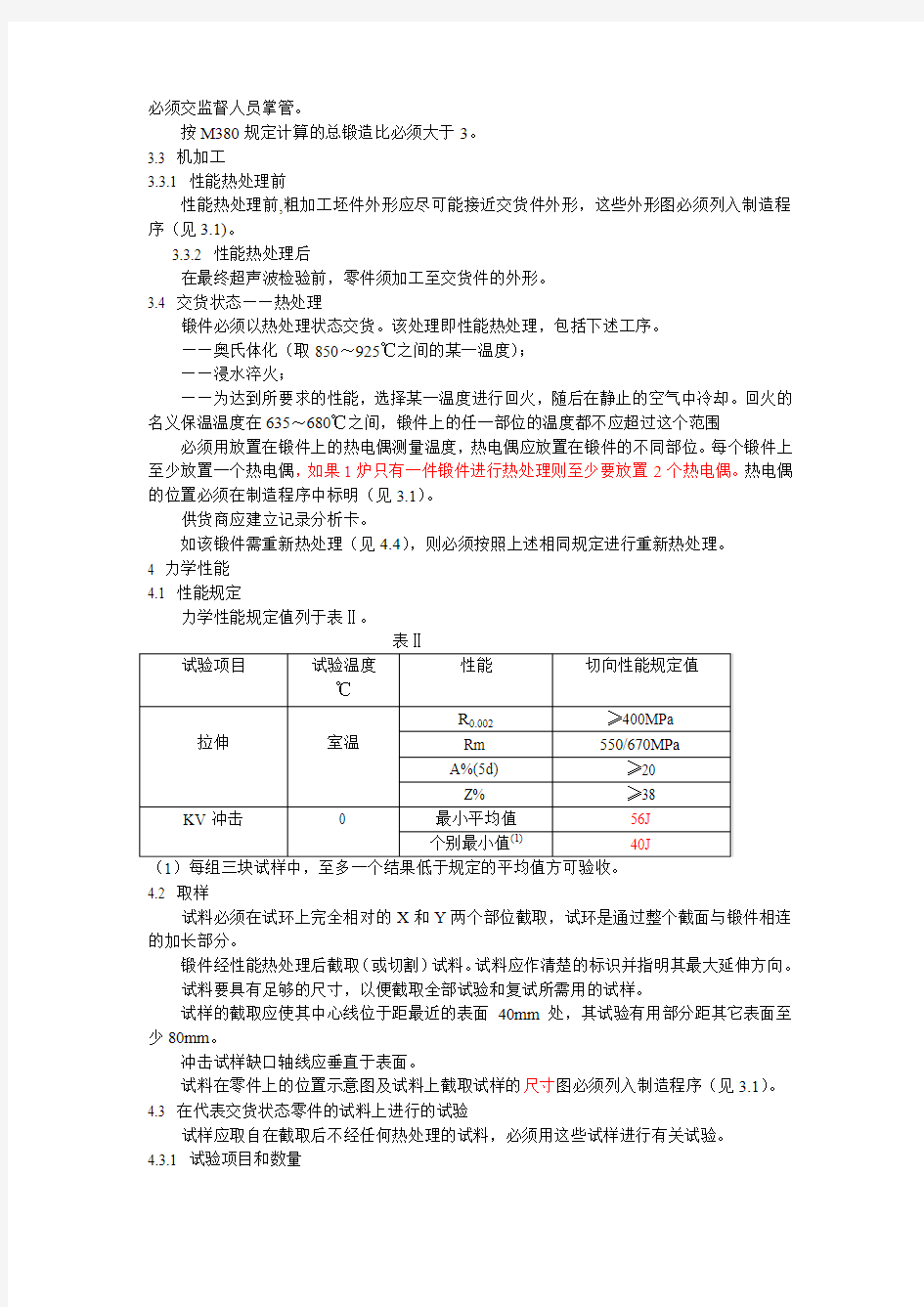
4 力学性能
4.1 性能规定
力学性能规定值列于表Ⅱ。
4.2 取样
试料必须在试环上完全相对的X和Y两个部位截取,试环是通过整个截面与锻件相连的加长部分。
锻件经性能热处理后截取(或切割)试料。试料应作清楚的标识并指明其最大延伸方向。
试料要具有足够的尺寸,以便截取全部试验和复试所需用的试样。
试样的截取应使其中心线位于距最近的表面40mm处,其试验有用部分距其它表面至少80mm。
冲击试样缺口轴线应垂直于表面。
试料在零件上的位置示意图及试料上截取试样的尺寸图必须列入制造程序(见3.1)。4.3 在代表交货状态零件的试料上进行的试验
试样应取自在截取后不经任何热处理的试料,必须用这些试样进行有关试验。
4.3.1 试验项目和数量
试验项目、取样方向及试验温度列于表Ⅲ。
HTMP:性能热处理
4.3.2 试验实施方式
A——室温拉伸试验
a)试样
必须采用公称直径10mm和尺寸符合MC1000规定的圆形截面试样。
b)试验方法
必须按MC1000的规定进行拉伸试验,并记录以下数值:
——残余伸长0.2%条件下屈服强度,MPa;
——极限拉伸强度,MPa;
——断后伸长率,%;
——断后收缩率,%。
c)结果
测得的结果必须符合表Ⅱ的要求值。如果试样有物理缺陷(不影响制品的使用能力),或由于试样装夹不妥、或试验机运行失常而使试验结果不合格时则必须另取试样重作试验。如果第2次试验合格,该零件予以验收,反之则按下述规定执行。
如果其结果不合格不是上述原因,则可对测得的每个不合格结果再取双倍试样进行复试。复试试样取自不合格试样的邻近部位,若复试结果均合格,则该零件予以验收,反之,则必须剔出(见4.4)。
B——冲击试验
a)试样和试验方法
KV形冲击试样必须邻近截取。这些试样的形状、尺寸及试验条件必须按MC1000规定施行。
每组试验要冲断3根试样。
测得的塑性断口百分率及侧向膨胀值,作为资料保存。
试验温度为0℃。
b)结果
应符合表Ⅱ给出的0℃下的冲击值。
c)0℃试验
如果其中任一要求不满足,则该零件须予剔出(见4.4)。
然而,若不满意的试验结果仅是个别值低于所规定的最小值,而其它值均满足要求(平均值合格,仅一个低于规定值),则可按以下方法进行复试:
在邻近不合格试样的取样部位,截取三根一组的两组试样,使其在与原组试样相同温度下进行试验。
如果两组(三个试样一组)试样中的任何一个结果不符合4.1的规定,则该零件须予剔出(见4.4)。
4.4 重新热处理
如果锻件由于一项或几项力学性能试验结果不合格而被剔除时,可重作热处理。重新热处理的条件必须列入试验报告。
在此情况下,试样必须按4.2的规定截取。要进行的试验内容须与4.3的规定相同。
重新热处理不允许超过两次。
5 外观检查——表面缺陷
在制造加工的各个过程中,应仔细检查零件,以确保金属的完好性。
锻件必须完好无损,不得有发纹、裂纹、切痕或其它有害的缺陷。
锻件表面应在最终机加工后,按MC5000的规定进行磁粉检验。
记录条件和检验准则
磁粉检验
尺寸等于或大于1mm的任一缺陷应予记录。
凡呈现下述显示的缺陷,应标明、清除或修整:
——线状磁痕;
——尺寸超过3mm的圆形磁痕;
——3个或3个以上间距小于3mm的排列成行的磁痕;或间距为3—6mm,其分布长度大于15mm的磁痕;
如果两个磁痕间距小于其中较小者长度的两倍时,则该两个磁痕视作一个磁痕。
这个磁痕的总长度应为两个磁痕长度之和加上这两个磁痕间的间距。
如果上述检验发现零件上有不允许存在的缺陷时,必须用本规范第7章的规定。
6 体积检验
体积检验采用超声波检验方法。
6.1 检验时间
这种检验应在性能热处理之后执行,在锻造车间最终机加工之后做检验更为适宜。6.2 实施方法
超声波检验的实施方法按MC2310的规定。
探头频率通常为4MH Z。
7.3 扫查方式和检验程度
锻件整体都应进行体积检验。
采用细扫查方式。
锻件形式为2。
6.4 信号的评定
按MC2310的规定进行评定.
6.5 记录条件和检验准则
信号记录范围和验收限值应按NF A04—308规定的质量等级3级的要求。
7 缺陷部位清除和修补
只有用打磨法清除缺陷后,零件尺寸仍在规定的公差范围内时予以验收。
不允许锻造车间进行补焊。
修补后,必须按MC5000的规定作磁粉检验。
验收准则则按上述第5节的规定。
8 尺寸检验
热处理后进行尺寸检查。
不论是锻造车间交货零件的外形还是成品件外形,都必须按采购图标注的尺寸进行检查。
须记录主要尺寸。这些值必须处在采购图样规定的公差范围内。
9 标记
供货商必须按B1300的规定确定采用的标志和标记方法。
与锻件一起交货的试料必须按照订货单的规定做好标记。
10 清洁—包装—运输
必须在订货单中规定各种要求。
11 试验报告
不论交货前的零件状况如何,供货商在每一项试验后必须建立以下相应的报告:——浇包分析和制品分析的化学成分单;
——热处理记录分析卡(重新热处理时,包括全部热处理记录);
——力学性能试验报告;
——无损检验报告;
——尺寸检验单;
这些报告必须包括:
——炉号和锻件编号;
——供货商识别标志;
——订货单号;
——如有必要,检查机构的名称;
——各种试验和复试结果,及与相应的规定值。
M 2117 规范的附件1
RT NDT温度的测定
补充试验
通过“Pellini”落锤试验和KV冲击试验测定RT NDT温度。
MC1000规定了RT NDT温度的测定方法。
试样应取自距任一淬火表面至少20mm,距其它淬火表面至少40mm处。
冲击试样缺口的中心线必须垂直于锻件表面。
试验数量、取样方向和试验温度列于表A1中。
表A1
KV冲击试样必须邻近截取。试样的形状、尺寸及试验条件必须按MC1000规定施行。
每组试验要冲断3根试样。
测得的塑性断口百分率及侧向膨胀值作为参考资料保存。
“Pellini”落锤试验的试样必须相互邻近的部位截取。试样的形状、尺寸及试验条件必须按MC1000规定施行。
结果
RT NDT温度不应高于0℃。
风塔法兰锻件超声波国标检测工艺规程 Tower Flange Forgings China standard UT Procedure SL-UT-NB-2016 Rev.1 编制:校对: Prepared by: Jiang QuanFu Checked by: Cai JiaXiang 审核:批准: QA by: Ji Benquan Approved By: Zhu Zhouyu Date: 年月日
目录 CONTENT 1 适用范围Apply Scope (3) 2 引用标准References stand (3) 3 人员要求Personnel Qualification (3) 4 探伤设备UT Equipment (4) 5 检测前准备Preparation (4) 6 灵敏度设定Sensitivity setup (5) 7 检测Examination (6) 8 接受标准及记录水平Acceptance Criteria and recording level (6) 9 报告与记录Report and Record (7) 10 附录Appendix (8)
2/8 1适用范围Apply Scope 该工艺适用于风力发电塔铁素体法兰锻件超声检测 The procedure specifies the Ultrasonic Testing for ferrite flange forgings of wind tower 2引用标准References stand GB/T9445-2008 《无损检测人员资格鉴定与认证》 Qualification and certification of personnel GB/T6402-2008 《钢锻件超声检测方法》 Steel forgings—Method for ultrasonic testing NB/T47013.3-2015 《承压设备无损检测第3部分:超声检测》 NDT of pressure equipments—part 3:UT testing 3人员要求Personnel Qualification 3.1UT人员资格符合NB/T 47013.1的有关规定。UT人员至少要求2级资格。超声波探伤 人员负责出具检测报告,并对报告的正确性负责。 Personnel carrying out UT shall be qualified according to one of the following certification systems:NB/T 47013.1。Personnel shall, as a minimum, be certified as level II in the relevant method. Such personnel should write down the test report and be responsible for their test result. 3.2UT检查人员每年应进行一次视力检查。无论是否经过矫正,视力应符合不少于30cm 距离的J1视力测试和色盲检查。 UT Inspectors should be a visual inspection every year. with or without correction, meets the Jaeger J1 near vision test at a distance of not less than 30cm as well as a color perception test.
肠内营养泵的应用流程 1、护士核对病人,向病人做自我介绍。 2、告知病人行肠内营养的目的、营养液的种类、灌注方法、优点、可能出现的并发症,取得配合。 3、评估病人的意识、病情、胃肠功能状态、及营养状况指标,如:体重、血常规、尿常规、肝肾功能、血浆蛋白指标等。 4、评估病人肠内营养的制剂类型、日输注量、喂养管置入途径、深度、固定情况、通畅性、上次喂养时间、胃内有无出血及潴留情况(用50ml 空针回抽胃内容物,观察有无出血倾向;若胃残留量超过100ml,汇报医生,暂停输注)。 5、环境清洁,使用营养袋者提前空气净化30分钟。 6、物品准备:肠内营养液、营养泵及泵管、加温器、温开水、肠内营养专用标识。 7、携用物至病人床边,核对病人,取半卧位(抬高床头30°-45°),注意与病人沟通交流。 8、再次检查喂养管,无禁忌症用温开水30ml脉冲式冲洗管腔。 9、连接电源,按“ON”打开肠内营养输液泵的电源开关。 10、将配置好地肠内营养液连接连接肠内营养输液泵管,打开泵管排气孔,排尽泵管内空气,漏斗壶内液面至标记线,正确安装在肠内营养泵内。 11、在泵管距病人端20cm处安装加温器,观察电源灯的启动情况,控制营养液温度在37-38℃。 12、按设置键设置肠内营养总量,按“∧”/“∨”调节。 13、按设置键设置输注速度,单位为ml/h,按“∧”/“∨”调节,匀速滴入,速度由慢至快,从开始的25ml-50ml/h,之后每12-24小时递增20ml/h,直到控制在100ml/h为宜。 14、连接肠内营养泵管与病人喂养管,按“启动键”开始。 15、密切观察肠内营养泵运行情况,正确识别报警及时排除故障。
法兰知识大全 管法兰及其垫片、紧固件统称为法兰接头。法兰接头是工程设计中使用极为普遍、涉及面非常广泛的一种零部件。它是配管设计、管件阀门必不可少的零件,而且也是设备、设备零部件(如人孔、视镜液面计等)中必备的构件。此外,其它专业如工业炉、热工、给排水、采暖通风、自控等,也经常使用法兰接头。 材质:锻钢、WCB碳钢、不锈钢、316L、316、304L、304、321、铬钼钢、铬钼钒钢、钼二钛、衬胶、衬氟材质。 品种:平焊法兰、带颈法兰、对焊法兰、环连接法兰、承插法兰、及盲板等。 执行标准有GB系列(国家标准)、JB系列(机械部)、HG系列(化工部)、ASME B16.5(美标)、BS4504(英标)、DIN(德标)、JIS(日标)。 国际管法兰标准体系:国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。 各国法兰简介 以德国及原苏联为代表的欧洲体系管法兰 美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表。 英国和法国管法兰标准,两国各有两套管法兰标准,综上所述,国际上通的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国为代表的欧洲管法兰体系;另一个是以美国为代表的美洲管法兰体系。IOS7005-1是国际标准化组织于1992年颁布的一项标准,该标准实际上是把美国和德国两套系列的管法兰合并而成的管法兰标准。两个体系的管法兰连接尺寸安全不同,无法互配。两个体系的管法兰以压力等级来区分最为合适,即欧洲体系为0.25、0.6、1.0、1.6、2.5、4.0、6.3、10.0、16.0、25.0、32.0、40.0MPa,美洲体系为1.0、2.0、5.0、11.0、15.0、26.0、42.0MPa。 1、我国管法兰标准现状 我国化工、石化行业使用的管法兰常用的标准 1.英制管(国际上通用的配管系列) GB 9112~9125、SH 3406 2、公制管(国内常用的钢管外径尺寸系列) HGJ44~76、JB/T74~90 DIN的连接尺寸与JB标准是有所差别的,具体见下表:
附件一:内悬浮内拉线抱杆分解组塔施工方案 内悬浮内拉线抱杆(简称内拉线抱杆,下同)是指抱杆置于铁塔结构中心呈悬浮状态,抱杆拉线固定于铁塔的四根主材上,故称其是内拉线。 内拉线抱杆分解组塔按一次吊装塔片数的不同,分为单片组塔和双片组塔。 内拉线抱杆分解组塔主要适用于110? 220kV线路的各种自立式铁塔,也可以在500kV线路铁塔组立中使用。该方法在吊装铁塔头部特别是酒杯塔横担时,塔身断面较小,拉线受力增大,抱杆稳定性较差,在地形条件许可时应增设外拉线。 第一节施工工艺流程及现场布置 一、施工工艺流程 内拉线抱杆分解组塔施工工艺流程见下图 N 5-L内14竝庖杆分解魁塔it工工艺讹网 二、现场布置 内拉线抱杆单片组塔现场布置示意见图5-2。 内拉线抱杆双片组塔现场布置示意见图5-3。 (一)抱杆的选择及布置 1、抱杆的构成 抱杆由朝天滑车、朝地滑车及抱杆本身构成。在抱杆两端设有连接拉线系统和承托系统用的抱杆帽及抱杆底座
朝天滑车连接于抱杆帽,其主要作用是穿过起吊绳以提升铁塔塔片并将起吊 重力沿轴向传递给抱杆。单片组塔法用单轮朝天滑车,双片组塔法用双轮朝天 滑车。抱杆帽与抱杆的连接,一般采用套接力式。朝天滑车能在抱杆顶端围绕 抱杆中心线水平旋转,以适应起吊绳在任何方向都能顺利通过。 朝地滑车连接于抱杆底座,其作用是提升抱杆。 抱杆分段应用内法兰连接,以便在提升抱杆时,能顺利通过腰环。如果为外 法兰接头,提升抱杆过程中,接头通过应有防卡阻的措施。 (1) 木抱杆400mm*9-12m ,适用于吊装110kV 及以下线铁塔,限吊质量1500kg 以下。 ⑵薄壁钢管抱杆为250mm*15-18m ,分段内法兰,适用于吊装220? 500kV 线 路铁塔,限吊质量1500kg 以下。 ⑶铝合金抱杆□ 400 mm *15? 18m ,分段内法兰,适用于吊装220kV 线路铁 塔,限吊质量1000kg 以下。 (4) 铝合金抱杆口 500mm *21m ,分段内法兰,适用于吊装 220? 500kV 线路 铁塔,限吊1500kg 以下。 (5) 钢抱杆□ 500mm*21-24m ,适用于吊装500kV 线路铁塔,限吊质量2500kg 以下。 本工程拟采用钢抱杆□ 500mm*21m 3、抱杆的长度 L —藏皿塔片;3—^ X iff T L 4- JfdffT , A 册in 下’帘一賦托蝇* 7—寧 I 曲11握打S 出蛀恤t 勺 搭杞;1D Vi Il —*5L 2、常用的内拉线抱杆 S 地漏勺;S 窃托縄;* 足脫牺;? 迴业担¥ a m —軼地甫乍 I 11-1 it iff t I 12-niT 5 2內拉我投H 即片幷I 图5-S 内M 我袍丹収片细塔法现场布?V
该制造许可证资质办理需要的生产设备: 制造单位应当按照所设置的生产工序,配备相应的设备及工装,如切割设备、铸造设备、锻造设备、机加工设备(加工中心、数控车床、车床、铣床、刨床、磨床、钻床、镗床、螺纹加工专用设备等)、焊接设备(埋弧焊机、手弧焊机、氩弧焊机、等离子喷涂设备、热熔焊机等)、压力加工设备、成型设备(冷热成型、塑料成型等)、热处理设备、深冷设备、表面处理设备(酸洗设备、抛丸设备)、干燥设备等,设备的数量、精度等级及加工能力应当满足许可产品需要及符合相应级别许可条件的要求。 产品有铸造或者锻造工序不分包而设有铸造、锻造工序的,其铸造、锻造的条件应当能够达到单项许可条件的要求。 钢制锻造法兰的工艺流程: 自由锻的基本工序:自由锻造时锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。 1. 镦粗镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。 2. 拔长拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。 3. 冲孔用冲子在坯料上冲出通孔或不通孔的锻造工序。 4. 弯曲使坯料弯曲成一定角度或形状的锻造工序。 5. 扭转使坯料的一部分相对另一部分旋转一定角度的锻造工序。 6. 切割分割坯料或切除料头的锻造工序。 南京顺杰企业管理咨询有限公司主要是从事特种设备行政许可证代办咨询机构中心,及具体承接代办全国工业生产许可证、各类压力管道元件产品制造许可证、压力容器制造及安装改造
维修许可证,有需要的可以进行信息咨询。
法兰基本介绍 管法兰及其垫片、紧固件统称为法兰接头。 应用: 法兰接头是工程设计中使用极为普遍、涉及面非常广泛的一种零部件。它是配管设计、管件阀门必不可少的零件,而且也是设备、设备零部件(如人孔、视镜液面计等)中必备的构件。此外,其它专业如工业炉、热工、给排水、采暖通风、自控等,也经常使用法兰接头。 材质: 锻钢、WCB碳钢、不锈钢、316L、316、304L、304、321、铬钼钢、铬钼钒钢、钼二钛、衬胶、衬氟材质。 分类: 平焊法兰、带颈法兰、对焊法兰、环连接法兰、承插法兰、及盲板等。 执行标准: 有GB系列(国家标准)、JB系列(机械部)、HG系列(化工部)、ASME B16.5(美标)、BS4504(英标)、DIN(德标)、JIS(日标)。 国际管法兰标准体系: 国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。 各种法兰类型及密封面形式 1.板式平焊法兰
板式平焊法兰(化工标准HG20592、国家标准GB/T9119、机械JB/T81)。 优点: 取材方便,制造简单,成本低,使用广泛 缺点: 刚性较差,因此不得用于有供需、易燃、易爆和较高真空度要求的化工工艺配管系统和高度、极度危害的场合。 密封面型式有平面和突面。 2.带颈平焊法兰 带颈平焊法兰属于国标法兰标准体系。是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。
优点: 现场安装较方便,可省略焊缝拍揉伤的工序 缺点: 带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动。 3.带颈对焊法兰 带颈对焊法兰的密封面形式有 突面(RF)、凹面(FM),凸面(M)、榫面(T),槽面(G),全平面(FF)。 优点: 连接不易变形,密封效果好,应用广泛,适用于温度或压力大幅度波动的管道或高温、高压及低温的管道,也用于输送价格昂贵介质、易燃易爆介质、有毒气体的管道上 缺点: 带颈对焊法兰的体积庞大,重量笨重,价格昂贵,安装定位很困难。因此在运输途中更容易磕碰。 4.整体法兰 整体法兰是一种法兰的连接方式。也是属于带颈对焊钢制管法兰的一种。材质有碳钢、不锈钢、合金钢等。
工艺管道安装工程量计算规则规范 ——小蚂蚁算量工厂小蚂蚁算量工厂总结了一下工艺管道安装工程量得计算规则规范,详细得整理了相关得计算规则,相信大家都明白,计算规则规范就是工程量计算得前提标准,它得重要性不言而喻,如果计算规则规范不清楚,计算出来得结果自然就是错误得,所有这个计算规则规范很重要。 一、管道安装 1、各种管道安装,均按设计管道材质压力,以延伸"米"为计量单位计算,不扣除各种管件及阀门所占得长度。 定额中规定管道压力等级得划分:低压:0 二、管件连接 1、各种成品管件安装,均按设计得不同压力、材质、规格、种种以及连接型式等,分别以"件"为计量单位。螺纹管件数量,如施工图规定不明白时,可按该册定额附录"碳钢管螺纹接口管件含量表"计算。螺纹管接头连接,已包括在管道安装定额内,失再套用管件连接定额,但螺纹管接头得材料应另计。 2、管件制作,按设计得不同压力、材量、规格、品种,分离以"个"为计量双位,按"管件制作"定额。管件安装以"件"为计量单位,套用安装相应定额。 3、各种管件在现场补眼接三通、摔造同径管,应按不同压力、材质、规格,不同品种综分以"件"为计量单位,套用管件衔接相应定额,不另计安装费。挖眼接收三通干线管径大于次管径1/2时(属于直管衔接,其焊口包括在弯管安装内),不计算管件工程量;在管下挖眼焊接管接尾,凹台、盲板等配件,按其配件管径计算管件工程量。 常用合金钢(知识扩展)一.合金钢分类与编号二.低合金结构钢Q345、Q420 三. 机器零件用钢40Cr、65Mn、60Mn2Si、20Cr、20CrMnTi、GCr15 四.合金工具钢9SiCr、CrWMn、W18Cr4V、Cr124Cr5MoSiV 五.特殊性能钢1Cr13、9Cr18、1Cr17、1Cr18Ni9Ti、ZGMn13 合金钢分类 1.按合金元素含量多少分类:按合金元素含量多少分类:按合金元素含量多少分类低合金钢(合金总量低于5 %)中合金钢(合金总量为5 %~10 %)高合金钢(合金总量高于10 %)2.按用途分类:按用途分类:按用途分类合金结构钢低合金结构钢(也称普通低合金钢) 合金渗碳钢、合金调质钢、合金弹簧钢滚珠轴承钢合金工具钢合金刃具钢(含低合金刃具钢、高速钢) 合金模具钢(含冷模具钢、热模具钢) 量具用钢特殊性能钢不锈钢、耐热钢、耐磨钢合金钢编号首部用数字标明碳质量分数: 结构钢以万分之一为单位的数字(两位数), 工具钢和特殊性能钢以千分之一为单位的数字(一位数)来表示碳质量分数,而工具钢的碳质量分数超过1%时,碳质量分数不标出。在表明碳质量分数数字之后,用元素的化学符号表明钢中主要合金元素,质量分数由其后面的数字标明:平均质量分数少于 1.5%时不标数, 平均质量分数为 1.5%~2.49%、 2.5%~3.49%……时,相应地标以2、3……。专用钢用其用途的汉语拼音字首来标明. 如GCr15表示碳质量分数约1.0%、铬质量分数约 1.5%(特例)的滚珠轴承钢. Y40Mn,表示碳质量分数为0.4%、锰质量分数少于 1.5%的易切削钢. 普通低合金钢Q345 用途主要用于制造桥梁,船舶,车辆,锅炉,压力容器,输油输气管道,大型钢结构等.在热轧空冷状态下使用,组织为细晶粒的F+P,不再热处理. 化学成分wt% C Mn Si V Nb Ti 0.015 0.18 ~ 1.0 ~0.55 0.02 0.20 1.6 ~0.15 ~0.06 厚度mm <16 16~35 35~50 σs MPa ≥345 ≥325 ≥295 σb MPa 470~630 0.02 ~0.2 机械性能δ5 % Akv(20℃) J 34 21~22 GB/T1591-1994 Q345包括旧钢号12MnV ,14MnNb ,16Mn ,18Nb ,16MnCu Q420 普通低合金钢在正火状态下使用,组织为F+S 化学成分wt% V Nb Ti 0.02 ~0.2 0.015 ~0.06 0.02 ~0.2 δ5 % C ≤0.20 厚度mm <16 Mn Si Cr ≤0.40 Ni ≤0.70 1.0 ~0.55 1.7 34 18~19 16~35 GB/T1591-1994 ≥380 35~50 Q345包括旧钢号15MnVN ,14MnVTiRE 机械性能σs MPa σb MPa ≥420 520~680 ≥400 Akv(20℃) J 合金调质钢(低淬透性) 40Cr 热处理毛坯尺寸<25mm 用途:用于制造汽车、拖拉机、机床和其它机器上的各种重要零件,如机床齿轮、主轴、汽车发动机曲轴、连杆、螺栓、进气阀主要化学成分wt% C Mn Si Cr Mo 机械性能(≥)退火态H B 淬火℃回火℃σb σs δ5 ψ Akv % % J MP MP a a 0.37 0.5 0.17 0.8 0.07 850 520 980 785 9 45 47 2 0 油水~~~~~0.44 0.8 0.37 1.1 0.12 7 油(GB/T3077-1999)合金弹簧钢钢号C 65Mn 60Mn2Si 主要成分w % Mn Si Cr 热处理淬火℃回火℃机械性能σs MPa σb MPa δ10 ψ % % 65Mn 0.62 ~0.70 60Si2 0.56 Mn ~0.64 0.90 ~1.20 0.60 ~0.90 0.17 ~0.37 1.50 ~2.00 ≤ 830 540 0.25 油800 1000 8 30 ≤ 870 480 1200 1300 5 0.35 油GB/T1222-1985 25 65Mn 60Mn2Si钢应用举例:截面≤25mm的弹簧,例如车箱缓冲卷簧合金渗碳钢(低淬透性合金渗碳钢低淬透性) 20Cr 低淬透性用途:可制造汽车、拖拉机中的变速齿轮,内燃机上的凸轮轴、活塞销等机器零件.能同时承受强烈的摩擦磨损,较大的交变载荷,特别是冲击载荷机械性能(≥)主要化学成分wt% 热处理℃C Mn Si Cr 渗预淬回σb σs δ ψ Akv 5 碳备火火MP M J % % a P 处 a 理0.17 0.5 0.20 0.7 9 ~~~~3 0.24 0.8 0.40 1.0 0 8 8 0 水油780 2 0 ~820 0 水, 油8 3 5 5 4 0 毛坯尺寸m m 10 4 47 <0 1 5 GB/T3077-1999 合金渗碳钢(中淬透性合金渗碳钢中淬透性) 中淬透性20CrMnTi 主要化学成分wt% C Mn Si Cr Ti 毛渗预淬回σb σs δ ψ Ak 坯尺v 碳备火火MP MP % % 2 0 寸处℃m a a 理J m 9 3 0 8 8 0 油7 2 7 0 0 0 油1 85 1 4 55 < 0 0 0 5 15 8 GB/T3077-1999 0 热处理℃机械性能(≥)0.17 0.80 0.1 1.0 7~~~~0.23 1.10 0.3 1.3 7 0.04 ~0.10 滚珠轴承钢GCr15 用途:制造滚动轴承的滚动体(滚珠、滚柱、滚针),内外套圈等. 或制造精密量具、冷冲模、机床丝杠等耐磨件. 淬回 板式平焊法兰带颈平焊法兰带颈对焊法兰Plate-type Flat Welding Flange Slip-on Neck Flange Weld Neck Flange 螺纹法兰承插焊法兰法兰盖 Threaded Flange Socket Welding Flange Blind Flange 对焊环松套法兰平焊环松套法兰八字盲板Butt Welding Ring Loose Flange Flat Welding Ring Loose Flange Figure8Blind 法兰 专业生产碳钢、不锈钢及合金钢法兰。标准ANSI Flanges(ANSI B16.5,ANSI B16.47,MSS SP44,ANSI B16.36,ANSI B16.48)、BS Flanges、DIN Flanges、GB/T9112-2000等。连接形式有对焊法兰、平焊法兰、活套法兰、盲法兰、高压方法兰等。 法兰剖面图密封面参数 法兰结构图 板式平焊法兰(PL)带颈平焊法兰(SO)带颈对焊法兰(WN)承插焊法兰(DN15-80)SW 螺纹法兰(DN15-80)TH法兰盖(BL)带颈对焊环松套法兰LF.SE平焊环松套法兰PJ.RJ 环槽面法兰及法兰盖大直径平板法兰(600-4800mm)大直径高颈法兰(600-4000mm)八字盲板BL 法兰制造标准 美标系列American Standard Series 标准号通径范围压力等级 ANSI B16.5(88)1/2"-24"Class150、300、600、900、1500、2500 ANSI B16.47(90)26"-60"Class150、300、600、900 ASME B16.5(96)1/2"-24"Class150、300、600、900、1500、2500 ISO7005-1(92)1/2"-24"PN2.05.011.015.026.042.0 BS4504-3.1(89)1/2"-24"Class150、300、600、900、1500、2500 JPI7S-15-931/2"-24"Class150、300、600、900、1500、2500 NF E29-2031/2"-24"PN2.05.011.015.026.042.0 API605-8126"-60"Class150、300、600 ASME B16.36(96)1"-24"Class300、400、600、900、1500、2500 德标系列German Standard Series 标准号通径范围压力等级DIN2630WN DN1200-DN24001Bar DIN2631WN DN10-DN36006Bar DIN2632WN DN200-DN300010Bar DIN2633WN DN10-DN200016Bar DIN2634WN DN200-DN100025Bar DIN2635WN DN10-DN50040Bar DIN2636WN DN10-DN40064Bar DIN2637WN DN10-DN350100Bar DIN2638WN DN10-DN300160Bar DIN2573PL DN10-DN5006Bar DIN2576PL DN10-DN50010Bar DIN2527PL DN10-DN500610162540Bar DIN2501WN DN15-DN5001016254063100160250320400Bar DIN2566TH DN15-DN5001016Bar DIN2655PL DN15-DN5000.250.61.01.62.54.0Bar DIN2656PL DN15-DN5000.250.61.01.62.54.0Bar 日标系列Japanese Standard Series 标准号通径范围压力等级JIS B2220PL DN10-DN4005K 法兰类型介绍 法兰为带凸缘的零件。法兰可以是单独的,叫做法兰盘,也可以是组合型的,如阀门两端的法兰,便于安装螺栓。本文介绍法兰的材质、密封面形式和按国家标准和化工、石化、机械标准的法兰类型。 材质 20号、A105、Q235A、12Cr1MoV、16MnR、15CrMo、18-8、321、304、304L、316、316L。 密封面形式 平面(FF)、突面(RF)、凸面(M)、凹面(F)、凹凸面(MF)、榫面(T)、槽面(G)、榫槽面(TG)、环连接面(RJ)。 按国家标准分为 整体法兰、螺纹法兰、对焊法兰、带颈平焊法兰、带颈承插焊法兰、对焊环带颈松套法兰、板式平焊法兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板式松套法兰、法兰盖。 按化工行业标准分为 整体法兰(IF)、螺纹法兰(Th)、板式平焊法兰(PL)、带径对焊法兰(WN)、带颈平焊法兰(SO)、承插焊法兰(SW)、对焊环松套法兰(PJ/SE)、平焊环松套法兰(PJ/RJ)、衬里法兰盖(BL(S))、法兰盖(BL)。 按石化行业标准分为 螺纹法兰(PT)、对焊法兰(WN)、平焊法兰(SO)、承插焊法兰(SW)、松套法兰(LJ)、法兰盖(不表注)。 按机械行业标准分为 整体法兰、对焊法兰、板式平焊法兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板式松套法兰、法兰盖。 阀门连接法兰标准 法兰为带凸缘的零件。法兰可以是单独的,叫做法兰盘,也可以是组合型的,如阀门两端的法兰,便于安装螺栓。 一、钢制管法兰中国机械行业阀门连接法兰标准 JB/T 74-1994 管路法兰技术条件 JB/T 75-1994 管路法兰类型 JB/T 79.1-1994 凸面整体铸钢管法兰 JB/T 79.2-1994 凹凸面整体铸钢管法兰 JB/T 79.3-1994 榫槽面整体铸钢管法兰 JB/T79.4-1994 环连接面整体铸钢管法兰 JB/T 81-1994 凸面板式平焊钢制管法兰 JB/T 82.1-1994 凸面对焊钢制管法兰 JB/T 82.2-1994 凹凸面对焊钢制管法兰 JB/T 82.3-1994 榫槽面对焊钢制管法兰 JB/T 82.4-1994 环连接面对焊钢制管法兰 JB/T 83-1994 平焊环板式松套钢制管法兰 JB/T 84-1994 凹凸面对焊环板式松套钢制管法兰 JB/T 85-1994 翻边板式松套钢制管法兰 JB/T 86.1-1994 凸面钢制管法兰盖 JB/T 86.2-1994 凹凸面钢制管法兰盖 二、钢制管法兰中国国家阀门连接法兰标准 GB/T 9112 ~ GB/T 9124-2000 钢制管法兰,整体钢制管法兰的法兰密封面形式有平面、突面、凹凸面、榫槽面和环连接面。 GBT 9112-2000 钢制管法兰类型与参数 GBT 9113.1-2000 平面、突面整体钢制管法兰 GBT 9113.2-2000 凹凸面整体钢制管法兰 GBT 9113.3-2000 榫槽面整体钢制管法兰 GBT 9113.4-2000 环连接面整体钢制管法兰 GBT 9114-2000 突面带颈螺纹钢制管法兰 GBT 9115.1-2000 平面、突面对焊钢制管法兰 GBT 9115.2-2000 凹凸面对焊钢制管法兰 GB/T 9115.3-2000 榫槽面对焊钢制管法兰 GB/T 9115.4-2000 环连接面对焊钢制管法兰 GB/T 9116.1-2000 平面、突面带颈平焊钢制管法兰 GB/T 9116.2-2000 凹凸面带颈平焊钢制管法兰 GB/T 9116.3-2000 榫槽面带颈平焊钢制管法兰 GB/T 9116.4-2000 环连接面带颈平焊钢制管法兰 目录第一章.编制依据2 第二章.工程概况3 第三章.作业流程3 第四章.施工方案4 4.1无焊口作业施工方案4 4.2有焊口作业施工方案11 第五章.施工组织安排及职责12 5.1组织机构12 5.2 职责13 5.3拟采用人员、设备、机具计划13 第六章.质量要求17 第七章.HSE施工技术措施18 7.1生产单位安全技术措施18 7.2施工单位一般安全技术措施18 7.3本次施工安全技术措施19 附件:风险评估、削减措施及应急预案22 第一章.编制依据 1、《中华人民XX国环境保护法》主席令第22 号(1989),自1989年12月26日起实施。 2、《中华人民XX国水土保持法》主席令第49 号(1991),自1991年实施。 3、《建设项目环境保护管理条例》国务院令第253 号(1998),自1998年实施。 4、《石油天然气管道保护条例》(中华人民XX国国务院令第313号),自2001年8月2日起施行。 5、《输气管道工程设计规X》(GB50251-2003),自2003年10月1日起施行。 6、《石油天然气工程设计防火规X》(GB50183-2004),自2005年3月1日起实施。 7、《石油天然气金属管道焊接工艺评定》(SY/T0452-2002),自2002年5月28日发布,2002年8月21日实施。 8、《XX重特大事件应急预案(2005)》(XX安[2005]651号),自2005年11月28日发布。 9、《石油化工股份XX天然气分公司重大突发事件应急预案(2006)》,(天然气[2006]250号),自2006年12月31日发布。 10、《天然气钢制管道无损检测》(SY/T4109-2005),自2005年11月1日实施。 11、《下向焊接工艺规程》(SY/T4071-93),自1993年9月9日发布,1994年3月1日实施。 12、《管道焊接及验收》(SY/T4103-2006),自2006年发布,2007年1月1日实施。 13、《中华人民XX国安全生产法》(中华人民XX国主席令第70号),自2002年11月1日起施行。 锻造法兰的生产工艺流程: 锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。(本文转自:三环法兰网https://www.doczj.com/doc/488947729.html,) 一、自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。 1.镦粗镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。 2.拔长拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。 3.冲孔用冲子在坯料上冲出通孔或不通孔的锻造工序。 4.弯曲使坯料弯曲成一定角度或形状的锻造工序。 5.扭转使坯料的一部分相对另一部分旋转一定角度的锻造工序。 6.切割分割坯料或切除料头的锻造工序。 二、模锻模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 1.模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。 2.常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。 通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。法兰锻件网https://www.doczj.com/doc/488947729.html, 肠内营养的护理要点 一、概念 将可直接被消化或经简单的化学性消化就能吸收的营养剂经口或通过鼻置管或 胃肠道造口注入胃肠道的方法称为肠道内营养。 二、途径和方式 ( 一) 经胃:分鼻胃管和胃造瘘管。 ( 二) 经空肠:空肠造口或鼻肠管(营养管的管尖位于幽门后高位空肠)。 ( 三) 灌注方式 1. 一次性输注:每次定时用注射器推注200-250ml 肠内营养液进行喂养的 方法。此方法仅适用于经鼻胃置管或胃造口患者。空肠置管或肠造口患者 不宜使用,可导致肠管扩张而产生明显的症状,使患者难以耐受。 2. 间隙重力滴注:指在1h 左右的时间内,将配制好的营养液借重力作用 缓缓滴入患者胃肠内的方法。一般4-6 次/ 天,250-500ml/ 次。间隙滴注法多数患者可以耐受。 3. 连续输注:指营养液在输液泵的控制下连续输注18-24h 的喂养方法。 适合病情危重患者及空肠造口喂养患者。优点为营养素吸收好,患者大便 次数及量明显少于间隙性输注,胃肠道不良反应少。实施时输注速度由慢 到快,营养液浓度由低到高。 三、护理问题 1.腹泻/ 腹痛/ 腹胀 2.返流及误吸 3.胃潴留 4.并发症 四、评估 ( 一) 营养途径包括经鼻胃管、鼻肠管、胃造瘘或空肠造瘘途径 1. 位置是否正确,用多种方法证实管道末端在胃肠道内:回抽、拍片、听诊 等,对于不确定位置者,必须用多种方法或者多人证实后方能给予肠内营 养 2. 评估造瘘口周围皮肤是否正常,有无感染或者糜烂,有无渗液 ( 二) 营养液类型 ( 三) 肠内营养液灌注方式 ( 四) 肠内营养液灌注的剂量及灌注的速度 ( 五) 胃肠道 1. 胃肠道耐受情况:肠鸣音,有无恶心、呕吐、腹胀、腹痛、便秘、腹泻等 2. 有无胃潴留 3. 大便颜色、性状、量和次数 合金钢的分类和牌号教学设计说课 哈尔滨市第十八职业中学 李玉玲 《合金钢的分类和牌号》教学设计说课 [课题]合金钢的分类和牌号(中国劳动社会保障出版社金属材料与热处理第四版第7章第2节) [课型]新授课 [教学模式]引导学生自主学习 [教学目标] ·知识目标 掌握合金钢的分类和合金钢的牌号。 ·技能目标 让学生自主或以合作交流的方式,研究合金钢在生产和生活中的应用,培养其自主学习及知识迁移能力,以促进学习者问题解决能力的伸展。·情感目标 激发学生学习金属材料的兴趣;培养学生积极独立思考的意识。 [教学重点] 合金钢的分类和牌号。 [教学方法] 通过任务驱动法来引导学生自主学习。 [教学手段] 讲述、教具、生活中的实例。 [课时安排] [课前准备] 提前预备一些教具。 [讲授过程] (一)复习: 1、上节课我们学习碳素钢和合金钢,二者有何相同点和不同点。(学生思考并做出回答……) 2、碳素钢的分类方法有哪些?(学生思考并做出回答……) (二)导入:碳素钢的冶炼、加工简单,价格便宜,但有一些重要零件若选用碳素钢,就达不到性能要求。因此,人们在机械制造业中广泛使用合金钢。(明确研究方向,激发探究欲望) (任务一:合金钢按用途分类)结合碳素钢按用途分类用类比的方法或小组讨论完成合金钢的分类。培养学生整理知识的能力。每一种钢的用途不同。 教师提出问题: (1)桥梁上的钢筋使用碳素结构钢好还是使用合金钢结构钢好(扩大学生知识面) (2)碳素工具钢是用来制造刀具、量具、模具。合金工具钢是否也用来制造刀具、量具、模具? (3)特殊性能钢具有某种特殊物理、化学性能的钢。在日常生活中你们接触过特殊性能钢? 通过层层设疑,引领学生不断思考,积极探究,让学生感受知识发生发展的过程,从而培养生学习兴趣,增强学生的探究意识。 法兰的相关型号以及其相对应的材质标准 内容来源自网络 法兰型号:产品有平焊法兰,对焊法兰、凹凸法兰,带颈法兰,法兰盖。国标、普通法兰、镀锌丝扣法兰、蝶阀法兰、开槽法兰、管桩端板、铸锻法兰法兰材质:不锈钢法兰(304304l316316l)合金钢法兰碳钢法兰20号钢q234q345 法兰型号:产品有平焊法兰,对焊法兰、凹凸法兰,带颈法兰,法兰盖。国标、普通法兰、镀锌丝扣法兰、蝶阀法兰、开槽法兰、管桩端板、铸锻法兰 法兰材质:不锈钢法兰(304304l316316l)合金钢法兰碳钢法兰20号钢q234q345等 法兰标准:国标法兰美标法兰英标法兰以及各种非标法兰高压法兰冲压法兰。电力部标准GD0506~0507压力容器配套的法兰、管板相应标准:JB/T4700~4707-2000执行国家标准(GB/T9112-2000),机械部标准(JB81-59,JB/T74-94),石化部标准(SH3406-96),化工部标准(HG5010-58,HG20592-97)等等。出口锻钢法兰材质符合美国的ASTM.A105标准。 采购前阀门选型的步骤和依据: 在流体管道系统中,阀门是控制元件,其主要作用是隔离设备和管道系统、调节流量、防止回流、调节和排泄压力。由于管道系统选择最适合的阀门显得非常重要,所以,了解阀门的特性及选择阀门的步骤和依据也变得至关重要起来。 阀门行业到目前为止,已能生产种类齐全的闸阀、截止阀、节流阀、旋塞阀、球阀、电动阀、隔膜阀、止回阀、安全阀、减压阀、蒸汽疏水阀和紧急切断阀等12大类、3000多个型号、4000多个规格的阀门产品;最高工作压力为600MPa,最大公称通径达5350mm,最高工作温度为1200℃,最低工作温度为-196℃,适用介质为水、蒸汽、油品、天然气、强腐蚀性介质(如浓硝酸、中浓度硫酸等)、易燃介质(如笨、乙烯等)、有毒介质(如硫化氢)、易爆介质及带放射性介质(金属钠、-回路纯水等)。 内拉线抱杆分解组塔施工方案 附件一: 内悬浮内拉线抱杆分解组塔施工方案 内悬浮内拉线抱杆(简称内拉线抱杆,下同)是指抱杆置于铁塔结构中心呈悬浮状态,抱杆拉线固定于铁塔的四根主材上,故称其是内拉线。 内拉线抱杆分解组塔按一次吊装塔片数的不同,分为单片组塔和双片组塔。 内拉线抱杆分解组塔主要适用于110?220kV线路的各种自立式铁塔,也可以在500kV线路铁塔组立中使用。该方法在吊装铁塔头部特别是酒杯塔横担时,塔身断面较小,拉线受力增大,抱杆稳定性较差,在地形条件许可时应增设外拉线。 第一节施工工艺流程及现场布置 一、施工工艺流程 内拉线抱杆分解组塔施工工艺流程见下图 二、现场布置 内拉线抱杆单片组塔现场布置示意见图5-2。 内拉线抱杆双片组塔现场布置示意见图5-3。 (一)抱杆的选择及布置 1、抱杆的构成 抱杆由朝天滑车、朝地滑车及抱杆本身构成。在抱杆两端设有连接拉线系统和承托系统用的抱杆帽及抱杆底座。 1 朝天滑车连接于抱杆帽,其主要作用是穿过起吊绳以提升铁塔塔片并将起吊重力沿轴向传递给抱杆。单片组塔法用单轮朝天滑车,双片组塔法用双轮朝天滑车。抱杆帽与抱杆的连接,一般采用套接力式。朝天滑车能在抱杆顶端围绕抱杆中心线水平旋转,以适应起吊绳在任何方向都能顺利通过。 朝地滑车连接于抱杆底座,其作用是提升抱杆。 抱杆分段应用内法兰连接,以便在提升抱杆时,能顺利通过腰环。如果为外法兰接头,提升抱杆过程中,接头通过应有防卡阻的措施。 2、常用的内拉线抱杆 (1)木抱杆400mm*9-12m,适用于吊装110kV及以下线铁塔,限吊质量1500kg 以下。 (2)薄壁钢管抱杆?250mm*15-18m,分段内法兰,适用于吊装220?500kV线路铁塔,限吊质量1500kg以下。 (3)铝合金抱杆?400 mm *15?18m,分段内法兰,适用于吊装220kV线路铁塔,限吊质量1000kg以下。 美标钢管、管件、法兰(锻件)材料标准号对照表 ASME FOR PIPES, FITTINGS AND FLANGES常用合金钢
锻造法兰系列
法兰类型介绍.
阀室内ESDV阀门更换方案改
锻造法兰的生产工艺流程
肠内营养的护理常规
合金钢的分类和牌号
法兰的相关型号以及其相对应的材质标准
内拉线抱杆分解组塔施工方案
美标钢管-管件-法兰(锻件)材料标准号对
钢种 Classification
碳钢 Carbon Steels A 106 Grade B A 234 Grade WPB A 105 Grade Ⅱ
钢管 Pipe
A 106 Grade A
管件 B.W. Fittings
A 234 Grade WPA
法兰 Flanges
A 105 Grade Ⅰ
合金钢 Alloy Steels
A 335 Grade P 1 A 335 Grade P 5 A 335 Grade P 7 A 335 Grade P 9 A 335 Grade P 11 A 335 Grade P 12 A 335 Grade P 22
A 234 Grade WP 1 A 234 Grade WP 5 A 234 Grade WP 7 A 234 Grade WP 9 A 234 Grade WP 11 A 234 Grade WP 12 A 234 Grade WP 22
A 182 Grade F 1 A 182 Grade F 5 A 182 Grade F 7 A 182 Grade F 9 A 182 Grade F 11 A 182 Grade F 12 A 182 Grade F 22
低温用钢 Steels for
A 333 Grade 1 A 333 Grade 3
A 420 Grade WPL 1 A 420 Grade WPL 3 A 420 Grade WPL 4 A 420 Grade WPL 6 A 420 Grade WPL 8
A 350 Grade LF 1 A 350 Grade LF 3 A 350 Grade LF 4 A 350 Grade LF 6 A 350 Grade LF 8
Low-Temperature Service A 333 Grade 4 A 333 Grade 6 A 333 Grade 8
不锈钢 Stainless Steel
A 312 Grade TP 304 A 312 Grade TP 304H A 312 Grade TP 304L A 312 Grade TP 316 A 312 Grade TP 316H A 312 Grade TP 316L A 312 Grade TP 321 A 312 Grade TP 321H A 312 Grade TP 347 A 312 Grade TP 347H
A 403 Grade WP 304 A 403 Grade WP 304H A 403 Grade WP 304L A 403 Grade WP 316 A 403 Grade WP 316H A 403 Grade WP 316L A 403 Grade WP 321 A 403 Grade WP 321H A 403 Grade WP 347 A 403 Grade WP 347H
A 182 Grade F 304 A 182 Grade F 304H A 182 Grade F 304L A 182 Grade F 316 A 182 Grade F 316H A 182 Grade F 316L A 182 Grade F 321 A 182 Grade F 321H A 182 Grade F 347 A 182 Grade F 347H
45/46
相关主题
文本预览