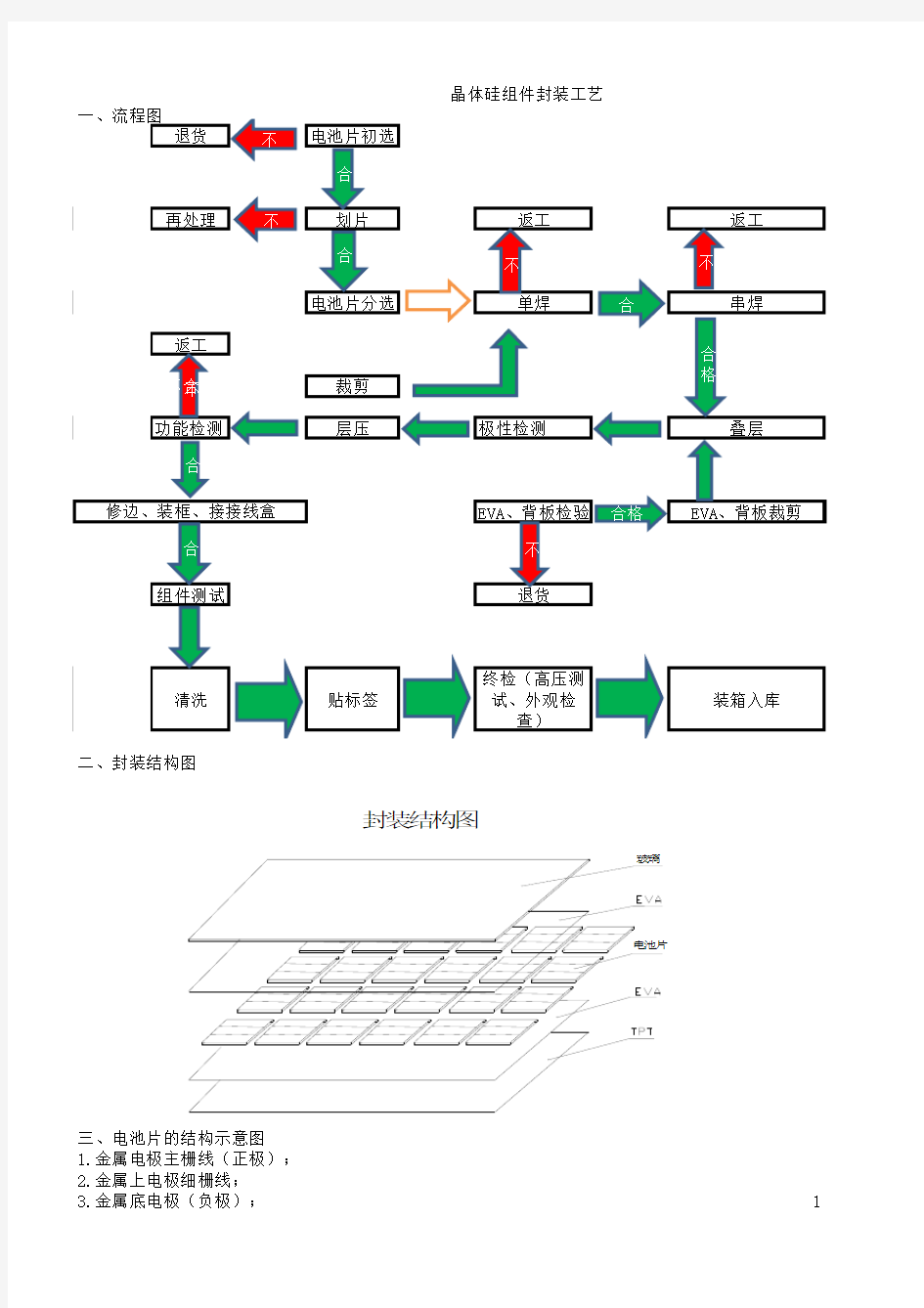
二、封装结构图
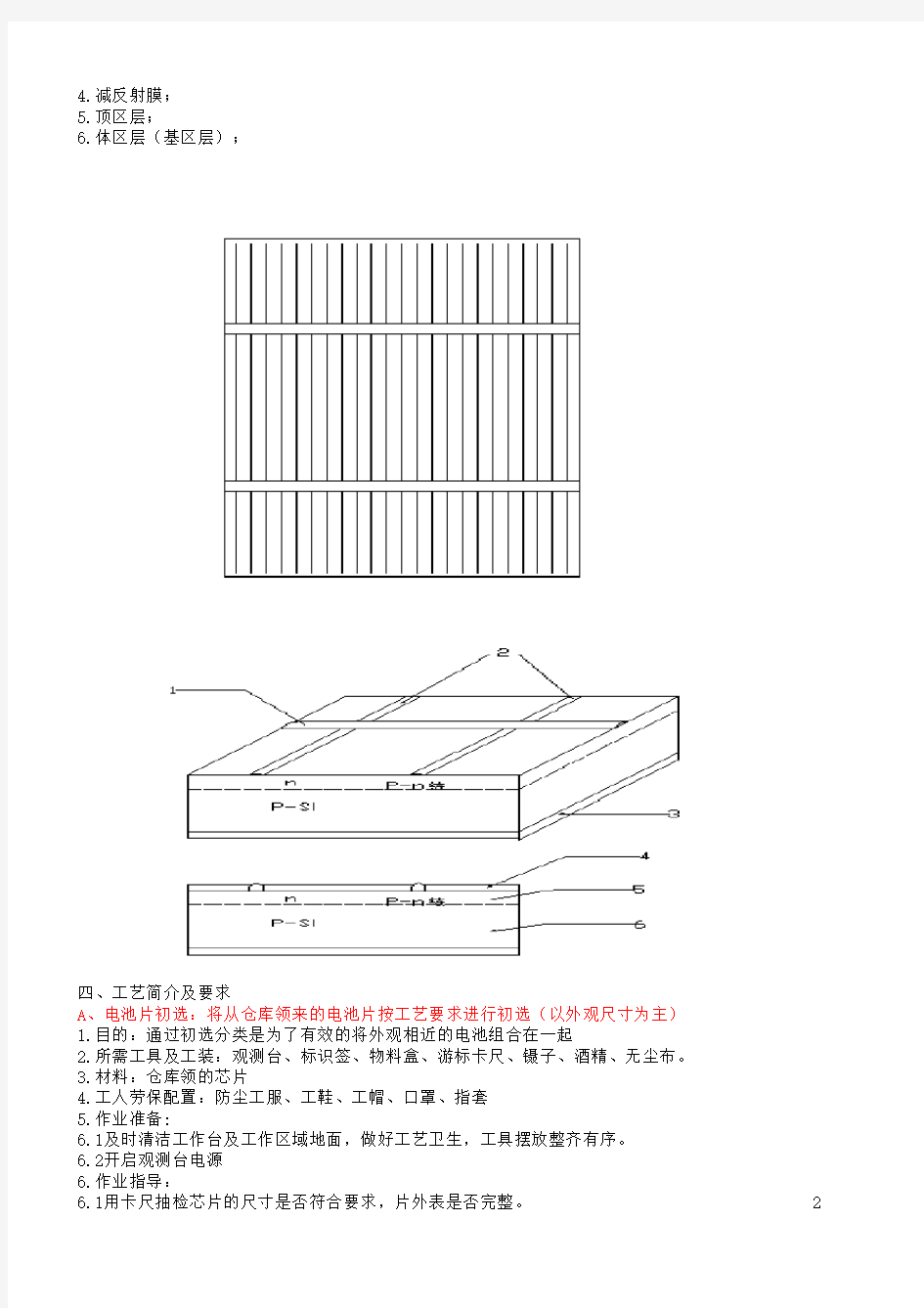
三、电池片的结构示意图
1.金属电极主栅线(正极);
2.金属上电极细栅线;
晶体硅组件封装工艺封装结构图
4.减反射膜;
5.顶区层;
6.体区层(基区层);
四、工艺简介及要求
A、电池片初选:将从仓库领来的电池片按工艺要求进行初选(以外观尺寸为主)
5.作业准备:
6.作业指导:
并作好标识.
7.1检查分好类的片外观、颜色是否对板,员工操作方法是否正确.
8.工艺要求(检验标准)
8.1电池片外观检测工艺要求:在线100%检测
1)单、多晶硅芯片,与表面成35℃角日常光照情况下观察表面颜色,呈“褐色、紫、兰”三色,目目视无明显色差、水痕、手印。
2)电极图形清晰、完整、断线形。背电极完整,无明显凸起的“铝珠”。
3)芯片边缘缺角面积不超过1m㎡,数量不超过3个.
4)芯片受光面不规则缺损处面积小于1 m㎡,数量不超过2个
5)正放芯片于工作台上,以塞尺测量芯片的弯曲度,“125片”的弯曲度不超过0.75mm.
B、划片:以初检好的片为原料,在激光划片机上编好划片程序,对片进行有意图分割
1.目的:按工艺要求的电性能及尺寸将电池片切割成所需要的产品
2.所需工具及工装:激光划片机、标识签、物料盒、游标卡尺、镊子、酒精、无尘布。
3.材料:初检好的芯片
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、指套
5.作业准备:及时清洁工作台及工作区域地面,做好工艺卫生,工具摆放整齐有序.
6.作业指导:
6.1按操作规程开启激光划片机,检查设备是否正常
6.2输入相应程序
6.3在不出激光情况下试走一个循环,确认设备运行系统正常
6.4将白纸置于工作台面上,输出激光,调焦距和起始点
6.5置白纸于工作台上,出激光(使纸边紧贴X轴、Y轴基线上,并不能弯曲)试走一个循环
6.6取下白纸用卡尺测量到精确为止
6.7置电池片于工作台面上(片背面向上),输出激光,调电流进行切割,试划浅色线条后再次测量确认电池片大小是否在工艺允许的公差范围内。
6.8工作完成后,按设备操作规程关机
7.作业过程中检查:
7.1检查电池片外观完整与否,尺寸大小是否符合工艺要求
7.2检查电池片是否存在隐裂
8.工艺要求(检验标准)
8.1片的切割面不得有锯齿现象
8.2激光切割深度目测为电池片厚度的2/3,电池片尺寸公差为±0.02mm
8.3每次作业时必须更换手指套,不得裸手角电池片,保持电池片干净
C、电池分选:通过测试电池的电气参数对其进行分类
1.目的:通过分类是为了有效的将外观、性能或相近的电池组合在一起,以提高电池的利用率,做出高品质的电池组件。
2.所需工具及工装:单体太阳能测试机、光照计、数度字万用表、标识签、物料盒、镊子。
3.材料:待检测的芯片
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、指套
5.作业准备:及时清洁工作台及工作区域地面,做好工艺卫生,工具摆放整齐有序;检查工具是否齐全,如有不完全或齐备,需及时申领。
6.作业指导:
6.1确认电池片测试连接线牢固及压缩空气压力正常
6.2开启操作面板上“电源开关”并按下“量程”按钮,
6.3调好嵌位电压,开气阀
6.4将电池片置于测试台上,调节电池片位置,使测试仪探针与主栅线对齐,踩下脚阀测试。
6.5根据测得的电流值进行分档
6.6每100片作为一个包装,用纸盒传递
6.7作业完成后及时关闭相关机器电源,并搞好工作区域的卫生,工具摆放好.
7.1检查电池片有无碎裂和隐裂
7.2检查电池片的电气参数分类是否符合工艺要求.
7.3不定时检查测试机的光照值是否在规定范围内.
8.工艺要求(检验标准)
8.1电池片电性能检测工艺要求:在线100%检测
1)按工艺要求分档:0.1w为一个档次
2)不得裸手触片
3)缺边角的片根据《质量标准》取舍:
D、单焊:将互连带焊接到电池片正面(负极)的主栅线上
1.目的:将用互连条将电池片的负极焊接起来便于下道串焊
2.所需工具及工装:控温烙铁、玻璃容器、物料盒、镊子、无尘布。
3.材料:分选好的电池片、无铅助焊剂、酒精、无铅焊锡、互连条(浸泡)
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、指套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具摆放整齐有序;检查工具是否齐
5.2打开烙铁,调节好烙铁温度。
5.3将少量助焊剂装入玻璃容器中备用;将少量酒精装入酒精喷壶中备用。
5.5将互连条在助焊剂中浸泡,包在塑料袋中,尾巴朝外。
5.6在焊台玻璃上垫一张纸
6.作业指导:
6.1将分选好的电池片置于垫好的纸上,负极朝上,目测电池片是否完整,有无色斑。
6.2将浸好的互连平铺在电池片主栅线内(负极),若发现互连条上助焊剂干涸,则在与主栅线接触的那一面现涂助焊剂.
6.3互连带的拆痕对应电池片曲线,互连带的前端离电池片2条副栅线(左手为前端)
6.4用左手指从前端依次均匀的按住互连带,右手拿烙铁,用烙铁头的平面平压在互连带的尾端,从尾端第3要副栅线处从右往左焊接。
6.5当烙铁离开电池时(即钭结束),轻提烙铁头,快速拉离是电池片。
7.作业过程中检查:
7.1检查电池片有裂痕、毛刺、锡堆、虚焊、砂眼。
7.2检查电池片上互连条折痕是否一致。
8.工艺要求(检验标准)
8.1焊带长度约为电池片边长的2倍。
8.2焊接处要平滑牢固且无裂痕、毛刺、锡堆、虚焊、砂眼,用手沿45度方向轻提焊带不脱落。
8.3电池表面要清洁,互连带必须均匀焊在电池片主栅线内,电池片互连条折痕必须一致。
8.4单片完整,无碎裂现象
8.5助焊剂每班更换一次,玻璃器皿而及时清洗。
8.6作业过程中都必须戴工帽、口罩、指套。
E、串焊:即是背面焊接,将单焊好的电池片正面电极(负极)焊接到后面电池背面电极(正极)上
1.目的:将N个单焊好的电池片串焊在一起形成一个组件串,并在组件串上的正负极焊接出引线,便于下道层叠。
2.所需工具及工装:控温烙铁、定位模板、泡沫板、棉签、玻璃容器、物料盒、镊子、无尘布。
3.材料:单焊好的电池片、无铅助焊剂、酒精、无铅焊锡、互连条(浸泡)
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、指套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具摆放整齐有序;检查工具是否齐
5.2打开烙铁,调节好烙铁温度260∽300℃。
5.3将少量助焊剂装入玻璃容器中备用;将少量酒精装入酒精喷壶中备用。
5.4根据所做组件大小,选择相对应模板。
6.作业指导:
6.2将电池片露出互连条的一端向右,依次在模板上排列好,正极(电池片背面)朝上,互连条落在下一片正极线内。
6.3将电池片按模板一的对正块,对齐条一一对应好,检查各电池片之间的距离是否均匀相等,同一距离的上、中、下口的距离相等,防止出现喇叭口现象。
6.4检查电池片背电极与电池片正面互连条是否在同一直线上,防止片之间互连条错位。
6.5焊接下一片电池时要顾及前面的对正位置要在同一直线上,防上倾斜。
6.6电池片对齐好后,用左手从右往左轻轻按平互连条,使之落实在背电极内,右手拿烙铁头的平面轻压互连条,由右往左快速焊接,要求一次焊完。
6.7烙铁头有多余的锡要及时擦干净
6.8电池片之间相连的互连条头部可有3mm距离不焊。
6.9在焊接过程中若发现个别尺寸稍大的电池片,可放到尾部焊接,若遇到频率比较高时,只要能保证前后间距一致不出现喇叭口现象,总长可保持,便可焊接。
6.10虚焊、毛刺、麻面的片不得放在泡沫板,应放到模板上进行修复。
6.11虚焊时,助焊剂不能涂得太多。
6.12拭擦电池片时,用无纺布沾少许酒精稍少面积顺着互连条轻轻擦。
6.13串焊好的电池片,要检查正面完好后,放在泡沫板上,再在上面放一块泡沫板,双手拿好再轻
轻地翻转,放平即可。
6.14每块泡沫板上只能放一串电池,要求电池串正面朝上。
7.作业过程中检查:
7.1检查焊好的电池串,互连条是否完全落在背电极内
7.2检查电池片正面是否有虚焊、毛刺、麻面、锡堆。
7.3检查电池串中有无隐裂及裂纹
7.4完工后烙铁不用时需上锡保养,工作完成后可关闭电源。
8.工艺要求(检验标准)
8.1互连条焊接要光滑、无突起、毛刺、麻面、锡堆。
8.2电池表面要清洁,焊接条要均匀落在背电极内。
8.3单片要完整无碎裂现象。
8.4助焊剂每班更换一次,玻璃器皿而及时清洗。
8.5作业过程中都必须戴工帽、口罩、指套。
8.6烙铁架上的海绵好要每天清洗。
8.7缺角片的使用按《质量标准》
F、叠层;背面串接好且经过检验合格后,将组件串用汇流带和焊带进行正确连接,玻璃和切割好的EVA、背板按照 一定的层次敷设好。
1.目的:用工艺要求的封装材料按一定层次将组件串叠层好,并调好各材料的相对位置,为下道层
压作准备。
2.所需工具及工装:覆膜台、剪刀、美工刀、300mm钢尺、模板、玻璃容器、60W调温烙铁。
3.材料:裁好的EVA、钢化玻璃、背板、电池组件串、PCB板、透明胶带、汇流带、条形码、锡丝、
清洁棉、抹布、酒精、助焊剂。
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、指套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具、物料摆放整齐。
5.2根据所做组件大小,选择相对应模板。
5.3检查材料其规格是否符合要求,材料要保持清洁。
6.作业指导:
6.1将钢化玻璃平放到工作台,玻璃绒面朝上,用酒精清洁钢化玻璃,把EVA绒朝上平铺在玻璃上,EVA边缘与玻璃边缘相差10mm左右。
6.2将已检查好电池串,根据图纸的要求,依次排列到EVA上,电池片正面朝下,并用150mm钢尺定位
好后用透明胶带固定好各电池片以防止移位.
6.3将已定位好的电池串要据图纸规定的连接方式依次用回汇流带进行焊接,为防止电池串移位,应随时用卡尺进行定位。并把多余的汇流带剪去。
6.4根据图纸标定位置,放入填充物及条形码。
6.5再铺上一层EVA和背板。注EVA绒面朝向电池征。并在EVA和背板上按规定的位置开口,开口的长
度应与汇流带宽度相差不超过2mm。并将电池组件的正负极从小孔中引出,用透明胶将引出的汇流带
6.6打开灯箱电源开关,将电压表的正、负极分别夹在组件引出端的正、负极上,读出组件的电压值。并根据工艺要求给的参数范围来判定组件是否良好。
6.7关掉中测台电源,将测得的电压值及时填在流程单上.
6.8自检完后将组件放到流转车上.
7.作业过程中检查:
7.1检查组件有无异物,焊接时是否有焊锡瘤、残渣,发现及时处理。
7.2对串好的电池片进行严格的检查,检查是否有裂片、隐裂、色差、印刷不良、焊带是否在主栅线上,是否存在虚焊、过焊、,片间距是否一致,是否存在锡瘤等。所串的电池片是否在一直线上。
7.3条形码位置正确与否,引出线是否符要求。
7.4检查原材料是否被污染.
7.5作业过程中不得裸手触片及EVA、背板
8.工艺要求(检验标准)
8.1各个单片间距不小于1mm,芯片与边框间距不得小于5mm(此项具体要求要以组件总功率大小来设计)
8.2排好的各电池片不能存裂片、隐裂、色差、印刷不良现象,每一串电池必须在一直线上,电池串
与电池串间距不得小于2mm(具体要求根据其输出功率而定)
8.3片间距、串间要一致,焊接部位要牢固、光洁、美观
8.4EVA、背板不能皱褶、短缺、杂物
G、层压:将叠层好的电池组件放入层压机内通过层压,组成密封组件
1.目的:将电池组件封装好,保证25年的使用时间
2.所需工具及工装:层压机、高温布、美工刀、棍压轮、无尘布。
3.材料:叠层好电池组件
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、指套、高温手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,擦干净高温布及层压机工作腔室,工具摆放整齐。
6.作业指导:
6.1按层压机操作规程开机
6.2设置好相关工艺参数,让机器试运行3个循环,检查机器正常与否
6.3层压机具备正式层压条件时,按层压工艺要求将干净高温布平铺的层压机发热板上,将叠层好的组件放入层压内高温布上,之后盖上另一张干净的高温布并合盖按下“自动”按钮,层压机进入自动层压程序。
6.4层压完开盖,拿出组件上面的高温布并抬出组件并放于冷却架上,在拿出另一张高温布。
6.5再放入清洁干净的高温布,放入下一块叠层好的组件并在其上铺盖好上一层高温布,合盖开始
层压。
6.6工作完成后按照层压操作规程进关机并搞好区域清洁卫生。
7.作业过程中检查:
7.1检查组件是否有气泡
7.2检查组件串间距离是否均匀一致,片间距离是否均匀一致.
7.3检查组件表面是否有异物、裂片,缺角。
7.4检查互连条汇流条是否弯曲、表面是否有锡渣、焊疤。
7.5用过的高温布要及时清干净上面的EVA胶。
8.工艺要求(检验标准)
8.1组件内单片无碎裂及明显移位,压后的组件内要无气泡。
8.2层压机作业前必要进行3个循环自动运行,以清除腔室内残余气体
8.3放入组件后要迅速进入层压状态
8.4开盖后要迅速抬出层压完的组件
H、修边、装框、粘接线盒
A.修边:将层压后组件的毛边切除掉
1.目的:将层压出的组件自然冷却到室温,经检查合格后进行修边胶为下道装框做准备
2.所需工具及工装:美工刀
3.材料:层压好的电池组件
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具摆放整齐。
6.作业指导:
6.1将经冷却好并经检验合格的组件放置于修边台上,组件正面朝上,修边时必须戴好防护手提套,左手压住组件,右手操美工刀先从组件的一边割开一个切口,然后从这个切口处沿玻璃边缘进行切割,依次切其它三边。
6.2将修好边并检查好的组件放到组件车上流转下道工序
6.3修边割下的胶条应及放入杂物桶内
6.3修好边的组件容易划伤别的组件的背板,或掽伤组件,在移动时要注意保护好组件四个边角。
7.作业过程中检查:
7.1检查组件边胶是否修得整齐,特别是四个边角。
7.2检查组件背板是否有划伤及引出的汇流带是否完好
8.工艺要求(检验标准)
8.1组件背板不得有伤痕,组件引出汇流带完好
8.2组件四边要整齐,四个角不得有损伤
B.装框:修边好的组件装入注硅胶的铝边框
1.目的:以增加组件的强度,组件得以更好的保护。
2.所需工具及工装:装框机、滴胶机、胶枪、抹布
3.材料:修边好的电池组件、硅胶
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具、材料摆放整齐。
5.2检查设备气压,调节到最佳
6.作业指导:
6.1左手扶框右手拿胶枪沿边框装组件的轨迹均匀的进行注胶,胶量为边框槽深2/3为宜。
6.2将打好胶的边框放在装框机上四周定位模上,再将组件放到装框机中间面板上,然后操作装框机,进行装框。
6.3装框好后的组件,如果发现存在漏胶的地方,应及时补胶。
7.作业过程中检查:
7.1检查边框尺寸、注胶量是否符合工艺要求及注胶的方法是否得当。
7.2检查装框后四个角是否合缝到位
7.3检查装框后的组件是否破损、隐裂
7.4组件四边挤出的硅胶是否衬塞满组件与边框间隙
8.工艺要求(检验标准)
8.1检查装框后的组件外表不有能损伤、变形及装不到位的现象
8.2边部硅胶要均匀,不能存在漏胶现象
8.3组件中的电池片无隐裂、破裂
C.粘接线盒:在组件背面粘接并在引线处焊接接线盒
1.目的:以便组件与其它设备或电池组件间连接.
2.所需工具及工装:胶枪、抹布、剪刀、30w烙铁
3.材料:装好边框的电池组件、硅胶、无铅锡丝、铝焊锡
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具、材料摆放整齐
5.2检查材料是否对板
6.作业指导:
6.1将硅胶均匀涂在接线盒接触面上,组件正、负极引线从接线盒的引线口穿出,
将接线盒放在粘接位置并压实。
6.2当硅胶固化后将组件上正负极汇流带焊接到接线盒的正负接线端子上,然后将多余的汇流带掉。
6.3根据工艺要求将接线盒内打上硅胶,并移到固化车上。
7.作业过程中检查:
7.1接线盒上及盒内打的胶是否得当
7.2接线盒安装的位置是否正确
7.3焊接到接线盒端子上汇流带是否焊牢及焊接部位正确与否
8.1接线盒及其粘接位置要符合工艺要求
8.2接线盒边部挤压出的硅胶与接线盒边距离约为1~1.5mm,盒内打的胶一定盖住汇流及接线盒内接线端子(以具体的工艺要求为准)
I、组件测试:将装好框的组件放到IV曲线湄试机上测出其电气参数
1.目的:对组件的输出功率检验,测试其输出特性,确定组件的质量等级
2.所需工具及工装:IV-曲线测试仪、标准板
3.材料:装好接线盒的电池组件
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1提前15分钟开启IV-曲测试仪,让其预热
5.2开机15~20分钟后,让测试仪的氙灯空闪5~10次
5.3用应功率的标准组件进行校准测试
6.作业指导:
6.1将待测组件放置于测试台面上,将电脑上测试数据线与组件接线盒上的正负极线连接好,然后测试。
6.2测试时要轻拿轻放,防止碰伤组件,测试后要保存好每一块组件的测试数据及曲线图
6.3根据要求分类放置不同功率组件
6.4测试完成后退出桌面应用程序,并关电脑,空闪一次后关闭测试仪电源。
7.作业过程中检查:
7.1检查测试员操作方法正确与否
7.2测试当中是否有划碰伤组件的现象
7.3检查测试组件的电气数据是否有良好及时记录和保存
7.2是否按要求分类放置不同功率组件,标识是否明确
8.工艺要求(检验标准)
8.1经测试好的组件外表必须完美,不能有伤痕和污迹
8.2分类好的组件功率必须在工艺规定的分类范围内
J、清洁:用酒精将组件上残留的EVA、硅胶及污物清理干净
1.目的:保证组件表面美观,同时更好避免组件在实际应用当中产生热斑效应
2.所需工具及工装:酒精壶、抹布、竹刀
3.材料:测试好的组件、酒精
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,工具、材料摆放整齐
6.作业指导:
6.1将待擦拭组件放置于清胶台上,用竹刀将组件正面边框四周的胶刮掉,不损伤组件及边框。
6.2用抹布沾上少许酒精擦拭组件上的残存胶,用力适当。
6.3清洁好的组件移到周转车上流下一工序
7.作业过程中检查:
7.1不能损伤组件表面及边框
7.2检查清胶是否彻底
8.工艺要求(检验标准)
8.1清洁好的组件不能存在任何杂物及胶迹
8.2组件表面不能有任何损伤
K、贴标签:将印有相电气参数的标签贴于组件上
1.目的:给组件定义,便于日后应用
2.所需工具及工装:无
3.材料:清洁好的组件、标签
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,材料摆放整齐
5.2确认标签对板
6.作业指导:
6.1按工艺要求,将标签贴在相对应的组件上
7.1检查标签是否对板
7.2标签贴的位置正确与否
8.工艺要求(检验标准)
8.1贴好的标签表面必须整洁,位置正、不脱落
8.2标签上标的参数必和组件的测试参数一致
L、高压测试:将组件接到相应的高压机上测试其绝缘性能好坏
1.目的:及时发现组件绝缘隐患
2.所需工具及工装:高压商量试仪、绝缘手套
3.材料:待测的组件
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,材料摆放整齐
5.2开启高压机电源,并调试好
6.作业指导:
6.1将组件放于测试台上,把组件正负极夹在一起并与高压机的“DC+”相接,高压机的另一“DC-”线与组件边框相接
6.2开启高压机测试开关进行测试,若高压机发出警报声,说明该组件高压过不了
6.3将测试好的组件分良品和不良品放置
6.4工作完成后关将电压调低到零并把高压机正负极相短接让组件放电一会儿之后拆去高压测试仪正负极的短路。
7.作业过程中检查:
7.1检查作业人员是否戴好绝缘手套,其操作是否规范,人身安全为第一要素。
7.2检查经高压测试后的组件表面是否有烧点及破裂。
7.3良品与不良品是否区分并标识好
8.工艺要求(检验标准)
8.1测试条件:温度为环境温度,相对湿度不超过 75%。 高压测机测试时输出电压设定1000v+2倍于被测组件最高系统电压,测试时间为1分钟。如果系统的最大电压不超过 50V,所施加的电压应 为 500V。
8.2组件表面无绝缘击穿及破裂现象
8.3对于面积小于 0.1㎡ 的组件绝缘电阻不小于 400MΩ。
8.4对于面积大于 0.1㎡的组件,测试绝缘电阻乘以组件面积应不小于 40MΩ?m 。
M、终检;主要是检测组件外观状况
1.目的:对产品质量的再把关
2.所需工具及工装:游标卡尺、2m钢卷尺、酒精、抹布。
3.材料:待终检的组件
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,材料摆放整齐
6.作业指导:
6.1目检组件外观尺寸要符合工艺要求,发现有残存的胶迹、污痕要及时清洁干净
6.2检查接线盒及标签位置是否对板
7.工艺要求(检验标准)同上各工序
N、包装:根据工艺设计进行包装
1.目的:更好地保护组件在运输过程中不受损伤
2.所需工具及工装:包装钳、小铁锤
3.材料:良品组件、木箱、包装纸、扎带、铁钉、海棉、隔板纸、护角
4.工人劳保配置:防尘工服、工鞋、工帽、口罩、手套
5.作业准备:
5.1及时清洁工作台及工作区域地面,做好工艺卫生,材料摆放整齐
6.作业指导:
6.1首先将组件装上护角,再按照工艺包装设计图依次插装到木箱中的卡槽内,并用防损隔板纸隔开,按规定装满木箱后,在箱内四周空隙处装填海棉,然后钉好木盖。
6.2用铁扎带将木箱按要求扎好并移到仓库
7.1检查组件是否卡牢固,铁钉是否钉好钉牢固
7.1铁扎带所扎的位置正确与否
8.工艺要求(检验标准)以工艺设计图为准,暂略。
编制:蒋师敏审核:批准:
2012-7-18
再次测量具是否齐
从正极)上引线,便
等,同一头的平面只要能保
移位,应的汇流带
具摆放整