
Effects of Ga Doping and Substrate Temperature on Electrical Properties of ZnO Transparent Conducting Films Grown by Plasma-Assisted Deposition
Takashi Matsumoto ?,Keiichi Mizuguchi,Takahiro Horii,Shiho Sano,Tsutomu Muranaka,Yoichi Nabetani,Satoshi Hiraki 1,Hideaki Furukawa 1,Akihiro Fukasawa 1,Shingo Sakamoto 1,Shigeru Hagihara 2,Hiroshi Kono 2,Kazuhiro Kijima 2,Osamu Abe 2,and Kouji Yashiro 2
Department of Electrical Engineering,University of Yamanashi,Kofu 400-8511,Japan 1
Nakaya Corporation,Showa,Yamanashi 409-3853,Japan 2
Yamanashi Industrial Technology Center,Kofu 400-0055,Japan
Received September 24,2010;accepted January 17,2011;published online May 20,2011
Transparent conducting ZnO films are deposited by plasma-assisted deposition on glass and plastic substrates at temperatures as low as 50 C.The effects of Ga doping and growth temperature on electrical properties are studied using Hall measurement and X-ray diffraction.Carrier density increases with Ga doping for both 50and 300 C growth.For low-temperature growth,the carrier mobility in undoped ZnO films is the same as that in high-temperature-grown films,but it becomes lower as the Ga doping level becomes https://www.doczj.com/doc/596969757.html,ttice expansion in both c and a axes directions is observed for low-temperature-grown highly Ga-doped films.The relation between the mobility reduction and the lattice expansion is discussed.#2011The Japan Society of Applied Physics
1.Introduction
Transparent conducting ?lms (TCFs)are key components of optoelectronic devices such as solar cells,image sensors,light-emitting diodes,and ?at panel displays.Indium tin oxide (ITO)is the most commonly used material for TCFs.Ga-doped ZnO (GZO)is a promising alternative to ITO because of its low resistivity,high transparency,nontoxicity,and resource abundance.Recent ZnO TCF studies have had two goals.One is to lower deposition temperatures to close to room temperature for deposition on ?exible plastic sheets.ZnO ?lms on plastic sheets open new application ?elds such as ultralight ?exible display panels,and electronic papers.The other is to achieve damage-free deposition.The deposition technique widely used in industry is sputtering.During sputtering,high-energy particles may damage the TCF itself and also devices such as solar cells underlying the TCF.Various techniques,such as sol–gel,1)chemical splay,2)metal organic chemical vapor deposition (MOCVD),3)and mist CVD,4)have been developed for the damage-free deposition of ZnO TCFs.These methods,however,require relatively high growth temperatures or high-temperature postannealing.For low-temperature growth,low-resistivity ZnO TCFs were recently reported to have been prepared at room temperature by rf magnetron sputtering without postannealing.5–8)In this paper,we report on GZO TCFs on glass and ?exible plastic substrates grown by using a damage-free deposition technique at temperatures close to room temperature,and resistivities as low as 10à4 cm order have been achieved on plastic sheets.The e?ects of substrate temperature (T sub )and Ga doping on the transport and crystalline structural properties of the GZO ?lms are discussed.2.Experiments
Ga-doped and undoped ZnO ?lms of 200–600nm thickness were grown by plasma assisted deposition 9)at temperatures of 50–300 C.Zinc and gallium vapors were supplied by heating metallic sources.Oxygen was excited in a micro-wave cavity and neutral atomic radicals were supplied onto
the substrate.The chamber pressure was about 1?10à2Pa.The oxygen plasma was con?ned in the plasma cell and therefore the growing ?lm was isolated from the plasma and not attacked by ions.The resistivity and carrier density of the undoped ZnO ?lm showed a strong dependence on the oxygen/zinc supply ratio.9)With increasing the zinc source temperature,resistivity decreased and carrier density increased owing to the formation of oxygen vacancies and/or interstitial zinc acting as donors.The introduction of oxygen vacancies and/or interstitial zinc is useful for preparing low-resistivity TCFs.Therefore,we set the oxygen/zinc supply ratio at a value where the growth rate was limited by the oxygen supply.Further decrease of the oxygen/zinc supply ratio beyond the value causes resistiv-ity-reduction saturation and crystallinity degradation.Grown ?lms were characterized by Hall measurements at room temperature,X-ray di?raction (XRD),optical transmittance,scanning electron microscope (SEM),and atomic force microscope (AFM).
3.Results and Discussion
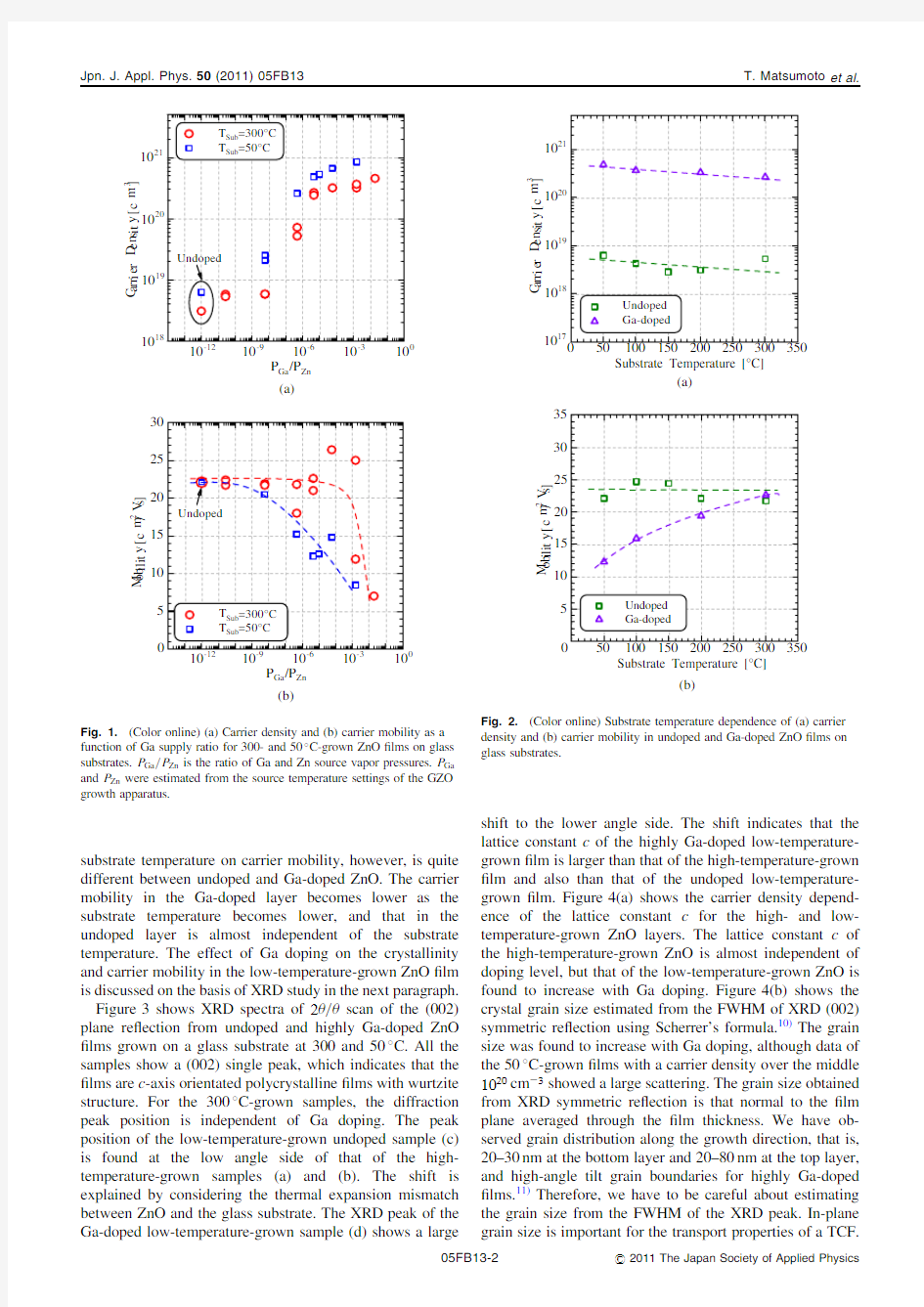
Figure 1shows the e?ect of Ga doping on the carrier density and mobility of ZnO ?lms grown on a glass substrate at 50and 300 C.Carrier density increases with Ga doping for both low-and high-temperature growth,and the increase in carrier density is saturated at high doping levels.Carrier mobility shows di?erent behaviour against Ga doping between low-and high-temperature growth.For high-temperature growth,the mobility remains constant at approximately 23cm 2V à1s à1in the carrier density range up to 3?1020cm à3,and decreases for higher doping levels.In the case of low-temperature growth,the mobility in undoped ZnO is the same as that in high-temperature-grown samples,and it decreases gradually as the Ga doping level is increased.The decrease in mobility is observed at a much lower carrier density than that in the case of high-temperature growth.Figure 2shows the substrate tempera-ture dependence of the carrier density and mobility of undoped and Ga-doped ZnO.The Ga doping level is P Ga =P Zn ?5?10à6,that is,at the kink point in Fig.1(a).Ga doping e?ectively increases the carrier density equally for both low-and high-temperature growth.The e?ect of
?
E-mail address:matumoto@es.yamanashi.ac.jp
Japanese Journal of Applied Physics 50(2011)05FB13
REGULAR PAPER
DOI:10.1143/JJAP.50.05FB13
substrate temperature on carrier mobility,however,is quite di?erent between undoped and Ga-doped ZnO.The carrier mobility in the Ga-doped layer becomes lower as the substrate temperature becomes lower,and that in the undoped layer is almost independent of the substrate temperature.The e?ect of Ga doping on the crystallinity and carrier mobility in the low-temperature-grown ZnO ?lm is discussed on the basis of XRD study in the next paragraph.Figure 3shows XRD spectra of 2 = scan of the (002)plane re?ection from undoped and highly Ga-doped ZnO ?lms grown on a glass substrate at 300and 50 C.All the samples show a (002)single peak,which indicates that the ?lms are c -axis orientated polycrystalline ?lms with wurtzite structure.For the 300 C-grown samples,the di?raction peak position is independent of Ga doping.The peak position of the low-temperature-grown undoped sample (c)is found at the low angle side of that of the high-temperature-grown samples (a)and (b).The shift is explained by considering the thermal expansion mismatch between ZnO and the glass substrate.The XRD peak of the Ga-doped low-temperature-grown sample (d)shows a large
shift to the lower angle side.The shift indicates that the lattice constant c of the highly Ga-doped low-temperature-grown ?lm is larger than that of the high-temperature-grown ?lm and also than that of the undoped low-temperature-grown ?lm.Figure 4(a)shows the carrier density depend-ence of the lattice constant c for the high-and low-temperature-grown ZnO layers.The lattice constant c of the high-temperature-grown ZnO is almost independent of doping level,but that of the low-temperature-grown ZnO is found to increase with Ga doping.Figure 4(b)shows the crystal grain size estimated from the FWHM of XRD (002)symmetric re?ection using Scherrer’s formula.10)The grain size was found to increase with Ga doping,although data of the 50 C-grown ?lms with a carrier density over the middle 1020cm à3showed a large scattering.The grain size obtained from XRD symmetric re?ection is that normal to the ?lm plane averaged through the ?lm thickness.We have ob-served grain distribution along the growth direction,that is,20–30nm at the bottom layer and 20–80nm at the top layer,and high-angle tilt grain boundaries for highly Ga-doped ?lms.11)Therefore,we have to be careful about estimating the grain size from the FWHM of the XRD peak.In-plane grain size is important for the transport properties of a TCF.
P Ga /P Zn
C a r r i e r
D e n s i t y [c m -3]
10
10
1010
10
1010101021(a)
P Ga /P Zn
M o b i l i t y [c m 2/V s ]
(b)
Fig.1.(Color online)(a)Carrier density and (b)carrier mobility as a
function of Ga supply ratio for 300-and 50 C-grown ZnO ?lms on glass substrates.P Ga =P Zn is the ratio of Ga and Zn source vapor pressures.P Ga and P Zn were estimated from the source temperature settings of the GZO growth apparatus.
Substrate Temperature [°C]
C a r r i e r
D e n s
i t y [c m -3]1010101010(a)
Substrate Temperature [°C]
M o b i l i
t y [c m 2
/V s ](b)
Fig.2.(Color online)Substrate temperature dependence of (a)carrier
density and (b)carrier mobility in undoped and Ga-doped ZnO ?lms on glass substrates.
SEM images of grown surfaces of undoped and highly Ga-doped ZnO ?lms grown at 300and 50 C are shown in Fig.5.Ga doping has small e?ects on the surface feature for
300 C growth,and the average grain size is approximately 60nm.For 50 C growth,the surface feature was strongly a?ected by Ga doping.The grain size decreased with Ga doping,and those of highly Ga-doped ?lms were as small as 30nm.The grain size reduction was observed even for the carrier density of the middle 1019cm à3.
To investigate the transport properties of highly doped polycrystalline ?lms,ionized impurity scattering and grain boundary scattering should be taken into consideration.The mobility limited by the grain boundary is expected to increase with an increase in carrier density,because the thickness of the potential barrier at the grain boundary decreases and the tunneling probability of carriers becomes larger with carrier density.12)As can be seen in Fig.1,when the carrier density was increased with Ga doping,the carrier mobility decreased.This experimental observation is contrary to the carrier density dependence of the grain-boundary-limited mobility.It was reported that for carrier densities above about 1?1020cm à3there was no di?erence between the electron mobilities in polycrystalline ?lms and single crystals.13)Therefore,it is probably safe to say that carrier transport in the highly Ga-doped ZnO ?lms grown at both 300and 50 C is not limited by grain boundary scattering but by scattering at ionized impurities in individual crystal grains.The carrier density dependence of mobility of the present samples is explained mainly by ionized impurity scattering including the e?ects of the screening of ionized impurities by carriers,the compensation of donor-like impurities by acceptor-like impurities,the nonparabolicity of the conduction band,and the charge state of the scattering center for high doping levels,and also by grain boundary scattering for low doping levels.Details will be reported elsewhere.
The lattice constant c of highly Ga-doped ?lms grown at 50 C was found to expand by 0.1–0.2%,as shown in Fig.4(a),although the expansion was not observed for 300 C growth even for highly Ga-doped ?lms.The lattice constant a of the wurtzite structure was measured from XRD
L a t t i c e C o n s t a n t [?]
c
5.205.215.22
5.23G r a i n S i z e [n m ]
Carrier Density [cm -3]
101010101040455055Fig.4.(Color online)(a)Lattice constant c and (b)crystal grain size as a
function of carrier density for ZnO ?lms grown at 300and 50 C.
Fig.5.SEM images of (a)300 C-grown undoped ZnO ?lm with a carrier
density of 3?1018cm à3,(b)300 C-grown highly Ga-doped ZnO ?lm with a carrier density of 3?1020cm à3,(c)50 C-grown undoped ZnO ?lm with a carrier density of 6?1018cm à3,and (d)50 C-grown highly Ga-doped ZnO ?lm with a carrier density of 5?1020cm à3.
2θ [deg]
X -R a y I n t e n s i t y [c p s ]
Fig.3.XRD spectra of (002)re?ection from ZnO ?lms grown on glass
substrates.(a)300 C-grown undoped ZnO ?lm with a thickness of 260nm and a carrier density of 2:3?1017cm à3,(b)300 C-grown Ga-doped ZnO ?lm with a thickness of 600nm and a carrier density of 4:6?1020cm à3,(c)50 C-grown undoped ZnO ?lm with a thickness of 640nm and a carrier density of 6:3?1018cm à3,and (d)50 C-grown Ga-doped ZnO ?lm with a thickness of 400nm and a carrier density of 6:7?1020cm à3.The XRD intensity normalized by the ?lm thickness of the 300 C-grown sample is larger than that of the 50 C-grown sample because of the better crystalline quality due to high growth temperature.
!scan spectra of {105}planes for highly Ga-doped ?lms grown at 300and 50 C.The !scan spectra are shown in Fig.6.Two peaks correspond to the re?ection from the ( 105
)and (105)planes.Half of the distance between the two peaks is the inter-plane angle between the (001)and (105)planes,and the lattice constant ratio a=c was calculated from the angle by assuming wurtzite structure.Figure 7shows the lattice constants a and c of highly Ga-doped ?lms with carrier densities in the range of e3{7T?1020cm à3grown at 300and 50 C.c of the 300 C-grown ?lms is smaller than that of the bulk ZnO crystal.This means that the c -axis-orientated ZnO ?lm contains tensile strain in the direction parallel to the ?lm plane owing to in-plane two-dimensional expanding stress caused by the thermal expansion mismatch between ZnO ?lm and the glass substrate,and consequently the lattice shrinks in the direction perpendicular to the ?lm plane.The lattice constants c of the 300 C-grown ?lms were independent of Ga-doping,as can be seen in Fig.4(a).In contrast,the 50 C-grown ?lms,in which the e?ect of the thermal expansion mismatch is negligibly small,expand
both in the c -axis direction (normal to ?lm plane)and the a -axis direction (parallel to ?lm plane).The lattice expansion was more than 0.1%in the c -direction and much larger in the a -direction.This large and unisotropic lattice expansion is hard to explaine solely in terms of the introduction of Ga atoms into the ZnO lattice either in the substitutional or interstitial site.Supposedly,a phase mixture with secondary phases like Ga 2O 3and ternary phases like ZnGa 2O 4may occur in ZnO ?lms grown at low tempera-tures and with high Ga-doping levels close to the solubility limit.The upper limit of carrier density was reported to be 1:5?1021cm à3.13)These phases di?erent from the desired ZnO phase,which have not been detected by XRD in the present study,are expected to act as additional carrier scattering centers with large cross sections,and to lower the carrier mobility.The origin of the unisotropic expansion is not known at present.
Ga-doped ZnO ?lms were also grown on plastic substrates at 50 C.The e?ects of Ga doping on carrier density and mobility were similar to those in the case of the glass substrate,and low-resistivity and highly transparent ZnO ?lms were obtained on various plastic substrates,such as polycarbonate (PC),poly(ethylene terephtalate)(PET),poly(ethylene naphthalate)(PEN),and poly(vinyl chloride)(PVC).
4.Conclusions
Ga-doped ZnO ?lms were prepared on glass and plastic substrates at 50–300 C by plasma assisted deposition.The e?ects of Ga doping and substrate temperature were studied using Hall measurement,XRD,and SEM.The Ga doping was e?ective for carrier production for both high and low temperature growth.Reductions in carrier mobility and lattice expansion in both the a and c directions were observed for low-temperature-grown ZnO ?lms with high doping levels,and the possibility of the mixture of di?erent phases in the ZnO phase was discussed,although the di?erent phases were not detected in the present study.
1)K.M.Lin,H.C.Chen,Y.Y.Chen,and K.Y.Chou:J.Sol–Gel Sci.
Technol.55(2010)369.
2)H.Mondragon-Suarez,A.Maldonado,M.de la L.Olvera,A.Reyes,R.
Castanedo-Perez,G.Torres-Delgado,and R.Asomoza:Appl.Surf.Sci.193(2002)52.
3) A.Hongsingthong,I.A.Yunaz,S.Miyajima,and M.Konagai:Sol.Energy Mater.Sol.Cells 95(2011)171.
4)J.G.Lu,T.Kawaharamura,H.Nishinaka,Y.Kamada,T.Ohshima,and S.Fujita:J.Cryst.Growth 299(2007)1.
5)
E.Fortunato,V.Assuncao,A.Goncalves,A.Marques,H.Aguas,L.Pereira,I.Ferreira,P.Vilarinho,and R.Martins:Thin Solid Films 451–452(2004)443.
6)J.Y.Tseng,Y.T.Chen,M.Y.Yang,C.Y.Wang,P.C.Li,W.C.Yu,Y.F.Hsu,and S.F.Wang:Thin Solid Films 517(2009)6310.
7)L.Gong,J.Lu,and Z.Ye:Sol.Energy Mater.Sol.Cells 94(2010)1282.8)W.Yang,Z.Wu,Z.Liu,A.Pang,Y.L.Tu,and Z.C.Feng:Thin Solid Films 519(2010)31.
9)
A.Nishii,T.Uehara,T.Sakano,Y.Nabetani,T.Akitsu,T.Kato,T.Matsumoto,S.Hagihara,O.Abe,S.Hiraki,and Y.Fujikawa:Phys.Status Solidi A 203(2006)2887.
10) B.D.Cullity and S.R.Stock:Elements of X-Ray Di?raction (Prentice Hall,Upper Saddle River,NJ,2001)3rd ed.,p.170.
11)T.Muranaka,T.Uehara,T.Sakano,Y.Nabetani,T.Akitsu,T.Kato,and T.Matsumoto:J.Korean Phys.Soc.53(2008)2897.12)J.Y.W.Seto:J.Appl.Phys.46(1975)5247.13)
K.Ellmer:J.Phys.D 34(2001)3097.
Lattice Constant a [?]
L a t t i c e C o n s t a n t [?]
c 5.200
5.205
5.210
5.215Fig.7.(Color online)Lattice constants a and c of highly Ga-doped ZnO
?lms grown on glass substrates at 300and 50 C.Carrier densities are e3{7T?1020cm àhttps://www.doczj.com/doc/596969757.html,ttice constants a and c of the strain-free ZnO crystal are shown by a square mark.
T sub =300oC n=4.6×1020cm -3
(a)
400060008000
10000X -R a y I n t e n s i t y [c p s ]
ω [deg]
T sub =50oC
n=6.7×1020cm -3
(b)
20
4000
4400480030
40
5060708090
Fig.6.XRD !scan spectra of ( 105
)and (105)re?ections from highly Ga-doped ZnO ?lms grown at (a)300and (b)50 C.Film thicknesses of (a)and (b)are 600and 400nm,respectively.
机械制造学 课程设计说明书 题目名称连接座加工工艺规程编制专业班级11级机械制造及自动化2班学生姓名 学号 指导教师王月英 机械与电子工程系 二○一四年六月二十日
目录 任务书----------------------------------------------------------------------------------------------3 指导教师评阅表----------------------------------------------------------------------------------4 一、序言----------------------------------------------------------------------------------------8 二、零件的分析--------------------------------------------------------------------------------9 三、工艺规程的设计----------------------------------------------------------------------------10 (1). 确定毛坯的制造形式----------------------------------------------------------------12 (2). 基面的选择-----------------------------------------------------------------------------15 (3). 制订工艺路线--------------------------------------------------------------------------17 (4). 机械加工余量、工序尺寸及毛坯尺寸的确--------------------------------------19 (5). 确定切削用量及基本工时-----------------------------------------------------------20 四、设计心得与小结-----------------------------------------------------------------------------23 五、参考文献-------------------------------------------------------------------------------------23
机械加工工艺编制(阶梯轴加工工艺路线拟定) 系部:机械工程系教师:张春明 授课班级:大专机制专业科目:机械加工工艺编制 时间:2013年4月12日地点:306(1) 一、课题名称:阶梯轴加工工艺路线拟定 二、教学目标: 1、知识技能目标:复习轴类零件的材料、热处理及机械加工方法,学习轴的机 械加工、热处理和辅助工序的安排,理解何时安排热处理工序和辅助工序,并能正确安排阶梯轴加工工艺路线。 2、过程与方法:教师通过多种不同加工路线的讲解,学习正确合理安排机械加 工工艺路线,并掌握科学安排机械加工工艺路线的基本方法。 3、情感态度与价值观:通过学习让学生理解一个机器零件的加工要许多工序在 不同的车间才能完成,从而培养学生干工作做事情不能投机取巧,要脚踏实地团结合作,才能把事情做好。 三、教学重点:理解加工分段进行,以主要加工表面为主线,次要表面穿插其中。 教学难点:热处理工序的安排。 四、教学准备:挂图。 五、教学过程设计: (一)导入 1、简约板书上节课主要内容。 2、上节课我们讲了轴类零件的材料和热处理工艺,不同的材料热处理工艺也是有所不同。本节课我们来看一看这样一个轴类零件怎样来进行加工,如何安排它的加工工艺路线。出示挂图。 (二)教学新课 1、出示问题:(1)零件材料是什么?主要加工表面是那个? (2)进行什么热处理?机械加工工序的安排? 小组讨论。 2、指名回答问题: 图中零件材料是什么?根据学生回答指出。并根据零件材料说明应进行何种热处理。 图中零件主要加工表面是那个?根据学生回答指出并讲解,让学生直观感知和
加深理解。 根据零件主要加工表面的技术要求,详细讲解零件所要进行的机械加工工序,再进行分析、比较。 根据机械加工工序,合理安排热处理工序,再安排辅助工序。小组讨论,最后确定该零件加工工艺路线。 3、小结: 1)机器零件加工工艺路线,应合理科学的安排。只有这样才能保证机器零件的加工质量。 2)机器零件加工工艺路线,包含机械加工,热处理工序和辅助加工工序。各工序都是穿插进行的,应根据零件的材料、技术要求妥善安排,机器零件加工工艺路线也不是唯一的。
工艺规程的编制 在生产过程中,按本单位的实际情况,根据设计技术要求,需制订必要的工艺规程,以利于安排生产。零件加工的工艺规程就是一系列不同工序的综合。由于生产规模与具体情况的不同,对于同一零件的加工工序可能有很多方案,应当根据具体条件,采用其中最完善(从工艺上来说)和最经济的一个方案。 1.影响编制工艺规程的因素 a)生产规模是决定生产类型(单件、成批、大量)的主要因素,也是设备、 工夹量具、机械化与自动化程度等的选择。 b)制造零件所用到坯料或型材的形状、尺寸和精度是选择加工总余量和加 工过程中头几道工序的决定因素。 c)零件材料的性质(硬度、可加工性、热处理在工艺路线中排列的先后等) 是决定热处理工序和选用设备及切削用量的依据。 d)零件制造的精度,包括尺寸公差、形位公差以及零件图上所指定或技术 条件中所补充指定的要求。 e)零件的表面粗糙度是决定表面上光精加工工序的类别和次数的主要因素。 f)特殊的限制条件,例如工厂的设备和用具的条件等。 g)编制的加工规程要在既定生产规程与生产条件下达到多、快、好、省的 生产效果。 2.工艺规程的编制步骤 工艺规程的编制,可按下列步骤进行:
a)研究零件图及技术条件。如零件复杂、要求高,要先详细熟悉在机器中 所起的作用、加工材料及热处理方法、毛坯的类别与尺寸,并分析对零件制造精度的要求,然后选择毛基面,再选择零件重要表面加工所需的光基面。 b)加工的毛基面和光基面确定后,最初工序(由毛基面所决定的)和主要 表面的粗、精加工工序(在某种程度上由光基面决定)已很荆楚,也就能编制零件加工的顺序。 c)分析已加工表面的粗糙度,在已拟的加工顺序中增添光精加工的工序。 d)根据加工时的便利情况,确定并排列零件上下不重要表面加工所需的所 有其余工序(带自由尺寸的表面的加工、减小零件质量的工序、改善外观的工序、不重要的螺纹切削等)。这一类次要工序往往分配在已设计了的主要工序之间(或与之合并),也有时放在加工过程的末尾。这时必须考虑到,由于次要工序排列不当,在执行中会有损坏精密加工后的重要表面的可能性。 e)如果有限制加工工艺规程选择的特殊条件存在,通常要作补充说明,以 修正加工的顺序。 f)确定每一工序所需的机床和工具,填写工艺卡和工序卡。 g)详细拟定工艺规程时,必须进行全部加工时间的标定和单件加工时间的 结算,并计算每一工序所需的机床台数。但有时把已拟订好的工艺规程作某些修正(例如个别机床任务太少,则有必要把几个单独工序合并成一个工序)。
零件加工工艺的编制 课程作业 班级: 数控1班 姓名: 学号: 前言 机械制造工艺学课程设计,是以切削理论为基础、制造工艺为主线、兼顾工
艺装备知识的机械制造技术基本能力的培养;是综合运用机械制造技术的基本知识、基本理论和基本技能,分析和解决实际工程问题的一个重要教学环节;是对学生运用所掌握的“机械制造技术基础”知识及相关知识的一次全面训练。 机械制造技术基础课程设计,是以机械制造工艺及工艺装备为内容进行的设计。即以所选择的一个中等复杂程度的中小型机械零件为对象,编制其机械加工工艺规程,并对其中某一工序进行机床专用夹具设计。 机械制造工艺学课程设计是作为未来从事机械制造技术工作的一次基本训练。通过课程设计培养学生制定零件机械加工工艺规程和分析工艺问题的能力,以及设计机床夹具的能力。在设计过程中,我熟悉了有关标准和设计资料,学会使用有关手册和数据库。 1、能熟练运用机械制造工艺学课程中的基本理论以及在生产实践中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。 2、提高结构设计能力。学生通过夹具设计的训练,应获得根据被加工零件的加工要求,设计出高效、省力、经济合理而能保证加工质量的夹具的能力。 3、学会使用手册、图表及数据库资料。掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。 就我个人而言,我希望能通过这次课程设计锻炼自己分析问题、解决问题的能力,为今后所从事的工作打下基础。 由于本人能力有限,设计尚有许多不足之处,可请各位老师给予批评指正。 目录 前言 (1) 零件的工艺分析 (4)
轴类零件机械加工工艺编制 目录 ●任务1分析轴类零件的技术资料 ●任务2确定轴类零件的生产类型 ●任务3 轴类零件的毛坯类型及其制造方法 ●任务4 选择轴类零件的定位基准和加工装备 ●任务5 拟定轴类零件的工艺路线 ●任务6 设计轴类零件的加工工序 ●任务7 填写轴类零件的机械加工工艺文件
任务一分析轴类零件的技术资料 教学目标 ?能看懂轴类零件的零件图和装配图。 ?明确轴类零件在产品中的作用,找出其主要技术要求. ?确定轴类零件的加工关键表面. 一、看懂传动轴的结构形状 如图1,零件图采用了主视图和移出断面图表达其形状结构。从主视图可以看出,主体由四段不同直径的回转体组成,有轴颈、轴肩、键槽、挡圈槽、倒角等结构,由此可以想象出传动轴的结构形状,如图2所示。 二、明确传动轴的装配位置和作用 传动轴起支承齿轮、传递扭矩的作用. ? 30js6外圆(轴颈)用于安装轴承,? 35轴肩起轴承向定位作用。?25f7、? 25g6及轴肩用于安装齿轮及齿轮的轴向定位,采用普通平键连接,左轴端有挡圈槽,用于安装挡圈,以轴向固定齿轮。 三、确定传动轴的加工关键表面 (1)? 25f7、?25g6轴头? 30js6轴颈都具有较高的尺寸精度(IT7,IT6)和位 置精度(同轴度为0。02)要求,表面粗糙度(Ra值分别为0。8um)?35轴肩两端面虽然尺寸精度要求不高,但表面精糙度要求较高(Ra值为1.6um);所以?25f7、?25g6轴头、? 30js6轴颈及? 35轴肩两端均为加工关键表面。 (2)键糟侧面(宽度)尺寸精度(IT9)要求中等,位置精度(对称度0。012)要求比较高,表面粗糙度(Ra值为3.2um)要求中等,键槽底面(深度)尺寸精度(21)和表面精糙度(Ra值为6。3um)要求都较低,所以键槽是次要加工表面。 (3)挡圈槽、左、右、倒角等其余表面,尺寸及表面精度要求都比较低,均为次要加工表面,如图3所示. 任务2 确定轴类零件的生产类型 教学目标 ?掌握轴类零件生产纲领的计算方法。
第一讲 机械加工工艺的编制 学习指南: 通过本次课程设计能熟练运用机械制造工艺课程中的基本理论,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。 本讲首先介绍了机械加工工艺编制的基本步骤,然后将每个步骤详细地进行讲解。 一、 加工工艺规程的设计步骤 分析零件工作图和产品装配图 阅读零件工作图和产品装配图,以了解产品的用途、性能及工作条件,明确零件在产品中的位置、功用及其主要的技术要求。 工艺审查 主要审查零件图上的视图、尺寸和技术要求是否完整、正确;分析各项技术要求制订的依据,找出其中的主要技术要求和关键技术问题,以便在设计工艺规程时采取措施予以保证;审查零件的结构工艺性。 确定毛坯的种类及其制造方法 常用的机械零件的毛坯有铸件、锻件、焊接件、型材、冲压件以及粉末冶金、成型轧制件等。零件的毛坯种类有的已在图纸上明确,如焊接件。有的随着零件材料的选定而确定,如选用铸铁、铸钢、青铜、铸铝等,此时毛坯必为铸件,且除了形状简单的小尺寸零件选用铸造型材外,均选用单件造型铸件。对于材料为结构钢的零件,除了重要零件如曲轴、连杆明确是锻件外,大多数只规定了材料及其热处理要求,这就需要工艺规程设计人员根据零件的作用、尺寸和结构形状来确定毛坯种类。如作用一般的阶梯轴,若各阶梯的直径差较小,则可直接以圆棒料作毛坯;重要的轴或直径差大的阶梯轴,为了减少材料消耗和切削加工量,则宜采用锻件毛坯。常用毛坯的特点及适用范围见 表1-1 。 拟定机械加工工艺路线 这是机械加工工艺规程设计的核心部分,其主要内容有:选择定位基准;确定加工方法;安排加工顺序以及安排热处理、检验和其它工序等。 确定各工序所需的机床和工艺装备 工艺装备包括夹具、刀具、量具、辅具等。机床和工艺装备的选择应在满足零件加工工艺的需要和可靠地保证零件加工质量的前提下,与生产批量和生产节拍相适应,并应优先考虑采用标准化的工艺装备和充分利用现有条件,以降低生产准备费用。对必须改装或重新设计的专用机床、专用或成组工艺装备,应在进行经济性分析和论证的基础上提出设计任务书。确定各工序的加工余量,计算工序尺寸和公差。 确定切削用量。 确定各工序工时定额。 评价工艺路线对所制定的工艺方案应进行技术经济分析,并应对多种工艺方案进行比较,或采用优化方法,以确定出最优工艺方案。 填写或打印工艺文件。 一、分析零件技术要求及其合理性 一般将零件图上提出的有关技术要求分为以下几类: 1. 加工表面本身的要求(尺寸精度、形状和粗糙度):据其选择加工方法、加工步序; 2. 表面之间的相对位置精度(包括位置尺寸、位置精度):与基准的选择有关; 3. 表面质量及镀层要求:涉及选材及热处理工艺的确定; 4. 其它要求:如等重、平衡、探伤等。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。 比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。 总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。 工艺规程是组成技术文件的主要部分,是工艺装备、材料定额、工时定额设计与计算的主要依据,是直接指导工人操作的生产法规,它对产品成本、劳动生产率、原材料消耗有直接关系。工艺规程编制的质量高低。对保证产品质量第一起着重要作用。 一个同样要求的零件,可以采用几种不同的工艺过程来加工,但其中总有一种工艺过程在给定的条件下是最合理的,人们把工艺过程的有关内容用文件的形式固定下来,用以指导生产,这个文件称为“工艺规程”。 **主要内容** 1.产品特征,质量标准。 2.原材料、辅助原料特征及用于生产应符合的质量标准。 3.生产工艺流程。 4.主要工艺技术条件、半成品质量标准。 5.生产工艺主要工作要点。 6.主要技术经济指标和成品质量指标的检查项目及次数。 7.工艺技术指标的检查项目及次数。 8.专用器材特征及质量标准。 **形式** 企业所用工艺规程的具体格式虽不统一,但内容大同小异。一般来说,工艺规程的形式按其内容详细程度,可分为以下几种; 工艺过程卡 这是一种最简单和最基本的工艺规程形式,它对零件制造全过程作出粗略的描述。卡片按零件编写,标明零件加工路线、各工序采用的设备和主要工装以及工时定额。 工艺卡 它一般是按零件的工艺阶段分车间、分零件编写,包括工艺过程卡的全部内容,只是更详细地说明了零件的加工步骤。卡片上对毛坯性质、加工顺序、各工序所需设备、工艺装备的要求、切削用量、检验工具及方法、工时定额都作出具体规定,有时还需附有零件草图。
Q/FH.G0907-2003 工艺路线编制规则 1范围: 本标准规定了工艺路线编写的原则,主加工单位确定的原则及其任务、工艺路线格式及批准。 本标准适用于我厂计划内的军品及名品。 2规范性引用文件 Q/FH6.2-2003工艺文件管理制度第2部分管理用工艺文件格式及其填写规则 Q/FH6.3-2003工艺文件管理制度第3部分工艺规程格式及编制规则 3管理职能 3.1工艺路线是指产品或零、部件再生产过程中,有毛坯准备到成品包装入库的全部工艺过程的先后顺序。 3.2工艺路线是设计工艺规程的依据,是提高产品质量,提高生产率,均衡组织生产,合理利用设备的保证。 3.3工艺路线规定了产品生产分工,协调单位之间周转关系,它是领取图纸、技术文件及下达生产任务的依据。 4一般规定 4.1工艺路线以产品为单位拟制,综合反映零、部件从加工到装配的全部工艺过程,着重反映每个件号在各加工中的流程顺序。
4.2工艺路线内容栏,按工艺方法填写,写下料,机加,热处理等字样,一般不写分厂代号。其表面处理涵义为电镀、涂覆其含义为喷涂4.3设计工艺路线时,要严格依据工艺总方案的规定,保证工艺路线合理、正确。 4.4下列情况不编入工艺路线: a)毛坯生产过程和主制单位内部加工的各工序; b)零、组件排故。 4.5重要件、关键件的标记 4.5.1关键件在零件序号前用“关键件”表示,可用“G”表示,并用粗方格括起来。 4.5.2重要件在零件序号前用“重要件”表示,可用“Z”表示,并用粗方格括起来。 5主加工单位确定原则及任务 5.1主加工单位是指产品零、部、组件在制造、装配、封存的全部工艺过程中,担负主要任务的单位。 5.2主加工单位确定的基本原则:“总体为主”、“质量控制”、“工序集中”三原则。 5.2.1依据全厂的工艺布局和分厂职责一般以负责产品总装任务的分厂担任该产品零部件的主加工单位。 5.2.2从控制质量的角度考虑,选择能有效的控制零部件生产过程中的质量关键的单位担任主加工单位。 5.2.3从工作量的角度考虑,以承担该零部件加工工序最集中,工作
()1、工件在夹具中定位的任务是使同一工序中的一批工件都能在夹具中占据正确的位置。 ()2、正确、合理地选择工件的定位与夹紧方式,是保证零件加工精度的必要条件。()3、为保证不加工表面与加工表面之间的相对位置要求,一般应选择加工表面的毛坯面为粗基准。 ()4、平面磨削的加工质量比刨削和铣削都高,还可以加工淬硬零件。 ()5、中间工序尺寸公差常按各自采用的加工方法所对应的加工经济精度来确定。()6、选择外圆表面加工方法,一般先根据表面的精度和粗糙度选定精加工前加工方法。 ()7、粗基准可以在第一道工序中使用多次,一般能重复使用。 ()8、车削螺纹时能使用恒线切削速度功能。 ()9、辅助支承可以增加工件的刚性和稳定性,又可以起定位作用。 ()10、编制工艺规程不需考虑现有生产条件。 ()11、选择切槽切削用量时,进给量一般取0.05~0.3mm/r。 ()12、装夹薄壁零件时,必须采取相应的预防纠正措施,以免加工时引起变形。()13、表面质量应包括表面层几何形状偏差和表面层物理力学性能两方面。 ()14、车削薄壁类零件时,车削刀具应选择较小的主偏角。 ()15、端铣平面的平面度决定于铣床主轴轴线与进给方向的垂直度。 ()16.刀具补偿工能包括刀补的建立、刀补的执行和刀补的取消三个阶段。 ()17、M代码可以分为模态G代码和非模态G代码。 ()18、G00指令中的快进速度不能用程序规定。()19、螺纹指令G32 X41.0 W-43.0 F1.5是以每分钟1.5mm的速度加工螺纹。 ()20、标准立铣刀的螺旋角为40°~45°(粗齿)和30°~35°(细齿)。 ()21、FANUC OM系统中,攻左旋螺纹循环指令为G84。 ()22、切削小于或等于180度的圆弧,其圆弧半径“R”值要使用正值。 ()23、在补偿状态下,铣刀的直线移动量及铣削内侧圆弧的半径值不得大于刀具半径。()24、指令刀尖半径补偿G41或G42后,刀具路径必须是单向递增或单向递减。 ()25、建立刀具补偿后,不能两个程序段无补偿面的移动指令,否则过切。 ()1、机械加工中使用最多的刀具材料为。 A、工具钢 B、硬质合金 C、陶瓷 D、高速钢 E、高速钢与硬质合金()2、在车床上加工某零件,先加工其一端,再调头加工另一端,这应是。 A、两个工序 B、两个工步 C、两次装夹 D、两个工位 ()3、在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是 A、六点定位 B、五点定位 C、四点定位 D、三点定位 ()4、影响刀具磨损的最为显著的因素是。 A、切削速度 B、背吃刀量 C、进给量 D、刀具主偏角 ()5、编制加工中心的程序时应正确选择( )的位置,避免刀具交换时与工件或夹具产生干涉。 A、对刀点 B、工件原点 C、参考点 D、换刀点 ()6、粗车加工表面,经济精度等级(IT)可达。 A、11~13 B、9~10 C、7~8 D、6~7 ()7、为改善材料切削性能而进行的热处理工序(如退火、正火),通常安排在哪进行。 A、切削加工之前 B、磨削加工之前 C、粗加工后,精加工前 ()8、加工箱体类零件时常选用一面两孔作定位基准,这种方法一般符合 A、基准重合原则 B、基准统一原则 C、互为基准原则 D、自为基准原则()9、( )是指机床上一个固定不变的极限点。 A、机床原点 B、工件原点 C、换刀点 D、对刀点 ()10、零件上孔径大于40mm的孔,精度要求为IT10,通常采用的加工方案为: A、钻-镗 B、钻-铰 C、钻-拉 D、钻-扩-磨 ()11、机床坐标系判定方法采用右手直角的笛卡尔坐标系。减小工件和刀具距离的方向是( )。 A、负方向 B、正方向 C、任意方向 D、条件不足不确定()12、安装在机床主轴上,能带动工件一起旋转的夹具是。 A、钻床夹具 B、车床夹具 C、铣床夹具 D、镗床夹具 ()13、为消除一般机床主轴箱体铸件的内应力,应采用
机械加工工艺规程包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工装设备、工件的检验项目及检验方法、切削用量、时间定额等。 制订工艺规程的原始资料: 1.产品全套装配图和零件图; 2.产品验收的质量标准; 3.产品的生产纲领(年产量); 4.毛坯资料; 5.本厂的生产条件; 6.国内外先进工艺及生产技术发展情况; 7.有关的工艺手册及图册。 制订工艺规程的步骤: 1、计算年生产纲领,确定生产类型; 生产纲领计算——N=Qn(1+a%+b%)——N为零件的年生产纲领,件/年;Q为产品的年生产纲领,台/年;n为每台产品中该零件的数量;a为备料的百分率;b为废品百分率。 生产类型——单件生产、批量生产、大量生产。 2、分析零件图及产品装配图,对零件进行工艺分析; 承类零件 零件表面的组成及基本类型套类零件 零件结构分析主要表面和次要表面区分箱体类零件 零件的结构工艺性叉架类零件 零件的工艺 分析包括: 加工表面的尺寸精度、形状精度和表面粗糙度 零件技术要求分析各加工表面之间的相互位置精度 工件的热处理和其它要求,如动平衡、去磁电镀等 3、选择毛坯; 木模手工造型适用于单件小批生产或大型零件 砂型铸造 1. 铸件金属模机器造型适用于大批量生产的中小型铸件 压力铸造(特殊铸造适用于 特殊铸造离心铸造少量质量要求较 熔模铸造高的小型铸件) 手工锻打小型毛坯单件、小批 自由锻造锻件机械锤锻中型毛坯生产,以及 2. 锻件压力机压锻大型毛坯大型锻件 模锻件适用于大批量中小型锻件 毛坯的种类 热轧精度低、价格低 3. 型材 冷拉精度高、价格高、大批量生产、自动机床加工 4. 焊接件制造简单、周期短、抗振性差、变形大、加工前要时效处理 5. 冲压件 6. 冷挤压件 7. 粉末冶金
机械加工工艺编制基准知识 1、机械加工工艺总过程 机械加工工艺的整个过程是指用机械加工方法改变毛坯形状、尺寸、相对位置和性质,使其成为零件的全过程。在实施对零件的机械加工前,须对零件机械加工工艺的总过程、方法和加工目标进行规划,即制定机械加工工艺规程,制定它的主要依据是产品图纸、生产纲领生产类型、现场加工设备及生产条件等。制定机械加工工艺规程一般需要如下过程: 1.1 分析加工零件 要设计零件生产加工工艺,首先要分析加工零件,充分领会产品的使用要求和设计要求,在此基础上,进一步审查零件制造工艺的可行性和加工的经济性。 1.2毛坯的选择 在选择毛坯的种类和制造方法时,全面考虑机械加工成本和毛坯制造成本,以达到降低零件生产总成本的目的。 1.3 拟订零件机械加工工艺总过程: 选择零件的加工方法,划分工艺过程的各工序组成,安排各加工工序的先后顺序和工序的相互组合等。 1.4工序设计 对工艺过程中包含的各工序进行详细的工艺设计。 2、加工零件的分析 制定零件加工工艺规程前准确地对加工零件分析,是制定零件加工工艺规程的前提; 分析零件包括: 1)分析产品的装配图和零件的工作图,熟悉该产品的用途、性能及工作条件,明确被加工零件在产品中的装配位置和作用,进而了解零件上各项技术要 求制订的依据,找出主意技术要求和加工关键,以便在拟订工艺规程时采
用适当的工艺措施加以保证,对图纸的完整性、技术要求的合理性以及材 料选择是否适当等提出意见。 2)审查零件结构的工艺性,在充分领会产品的使用要求的前提下,审查零件制造工艺的可行性和加工的经济性,遇到工艺问题与设计问题有矛盾时与 设计人员共同磋商解决方法 2.1 分析零件要求 在通过分析装配图、产品说明书等熟悉了零件在产品中的作用、位置、装配关系和工作条件的前提下,还应进一步分析零件图样,搞清楚零件主要和关键的技术要求,理解各项技术要求对零件装配质量和使用性能的影响。 1)检查零件图的完整性和正确性 在了解零件形状和结构之后,应检查零件视图是否正确,尺寸、公差以及技术要求的标注是否齐全,合理等。 2)零件的技术要求 零件的技术要求包括下列几个方面:加工表面的尺寸精度,主要加工表面的形状精度,位置精度,粗糙度、热处理等,其它要求:动平衡、未标注圆角、或倒角、去毛刺、毛坯等要求。 要注意分析这些要求保证使用性能的前提下是否经济合理,在现有生产条件下能否实现;特别要分析主要表面技术要求,因为主要表面的加工确定了零件工艺过程的大致轮廓。 3)零件的材料分析 分析所提供的毛坯材质本身的机械性能和热处理状态,毛坯的品质和被加工部位的材料硬度,判断工件材料加工的难易程度,为选择刀具材料和切削用量提供依据。 4)分析尺寸标准 分析零件图上的重要尺寸的设计基础,是否在加工时用作工艺基准,分析设计
( )1、工件在夹具中定位的任务是使同一工序中的一批工件都能在夹具中占据正确的位置。 ()2、正确、合理地选择工件的定位与夹紧方式,是保证零件加工精度的必要条件。()3、为保证不加工表面与加工表面之间的相对位置要求,一般应选择加工表面的毛坯面为粗基准。 ()4、平面磨削的加工质量比刨削和铣削都高,还可以加工淬硬零件。 ()5、中间工序尺寸公差常按各自采用的加工方法所对应的加工经济精度来确定。()6、选择外圆表面加工方法,一般先根据表面的精度和粗糙度选定精加工前加工方法。 ( )7、粗基准可以在第一道工序中使用多次,一般能重复使用。 ( )8、车削螺纹时能使用恒线切削速度功能。 ()9、辅助支承可以增加工件的刚性和稳定性,又可以起定位作用。 ( )10、编制工艺规程不需考虑现有生产条件。 ()11、选择切槽切削用量时,进给量一般取0.05~0.3mm/r。 ( )12、装夹薄壁零件时,必须采取相应的预防纠正措施,以免加工时引起变形。( )13、表面质量应包括表面层几何形状偏差和表面层物理力学性能两方面。 ()14、车削薄壁类零件时,车削刀具应选择较小的主偏角。 ()15、端铣平面的平面度决定于铣床主轴轴线与进给方向的垂直度。 ()16.刀具补偿工能包括刀补的建立、刀补的执行和刀补的取消三个阶段。 ( )17、M代码可以分为模态G代码和非模态G代码。 ()18、G00指令中的快进速度不能用程序规定。( )19、螺纹指令G32 X41.0 W-43.0 F1.5是以每分钟1.5mm的速度加工螺纹。()20、标准立铣刀的螺旋角为40°~45°(粗齿)和30°~35°(细齿)。 ()21、FANUCOM系统中,攻左旋螺纹循环指令为G84。 ()22、切削小于或等于180度的圆弧,其圆弧半径“R”值要使用正值。 ( )23、在补偿状态下,铣刀的直线移动量及铣削内侧圆弧的半径值不得大于刀具半径。 ( )24、指令刀尖半径补偿G41或G42后,刀具路径必须是单向递增或单向递减。( )25、建立刀具补偿后,不能两个程序段无补偿面的移动指令,否则过切。 ( )1、机械加工中使用最多的刀具材料为。 A、工具钢B、硬质合金C、陶瓷 D、高速钢E、高速钢与硬质合金( )2、在车床上加工某零件,先加工其一端,再调头加工另一端,这应是。 A、两个工序 B、两个工步 C、两次装夹 D、两个工位 ( )3、在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是 A、六点定位B、五点定位C、四点定位 D、三点定位 ( )4、影响刀具磨损的最为显著的因素是。 A、切削速度 B、背吃刀量C、进给量 D、刀具主偏角 ()5、编制加工中心的程序时应正确选择( )的位置,避免刀具交换时与工件或夹具产生干涉。 A、对刀点 B、工件原点 C、参考点 D、换刀点 ()6、粗车加工表面,经济精度等级(IT)可达。 A、11~13 B、9~10 C、7~8 D、6~7 ( )7、为改善材料切削性能而进行的热处理工序(如退火、正火),通常安排在哪进行。 A、切削加工之前 B、磨削加工之前 C、粗加工后,精加工前 ()8、加工箱体类零件时常选用一面两孔作定位基准,这种方法一般符合 A、基准重合原则 B、基准统一原则 C、互为基准原则 D、自为基准原则 ( )9、( )是指机床上一个固定不变的极限点。 A、机床原点 B、工件原点 C、换刀点 D、对刀点 ( )10、零件上孔径大于40mm的孔,精度要求为IT10,通常采用的加工方案为: A、钻-镗 B、钻-铰C、钻-拉 D、钻-扩-磨 ( )11、机床坐标系判定方法采用右手直角的笛卡尔坐标系。减小工件和刀具距离的方向是( )。?A、负方向B、正方向 C、任意方向D、条件不足不确定
例题 在成批生产条件下,加工如例题图所示零件,其机械加工工艺过程如下所述: ⑴在车床上加工整批工件的小端端面、小端外圆(粗车、半精车)、台阶面、退刀槽、小端孔(粗车、精车)、内外倒角; ⑵调头,在同一台车床上加工整批工件的大端端面、大端外圆及倒角; ⑶在立式钻床上利用分度夹具加工四个螺纹孔; ⑷在外圆磨床上粗、精磨1206h 外圆。 试列出其工艺过程的组成,并确定各工序的定位基准,画出各工序的工序简图,用符号标明加工面,标明定位基准面,用数字注明所消除的不定度(自由度)数,其它用文字说明、工艺过程分析到工步。 例题图 解:工序I 车,(见例题解答图a ),一次安装,工步为:(1)车端面; (2)粗车外圆;(3)车台阶面;(4)车退刀槽;(5)粗车孔;(6)半精车外圆; (7)精车孔; (8)外圆倒角; (9)内圆倒角。 工序Ⅱ车(见例题解答图b ),一次安装,工步为:(1)车端面;(2)车外圆;(3)车内孔;(4)倒角。 工序Ⅲ钻(见例题解答图c ),一次安装,4个工位,工步为:(1)钻4个孔;(2)攻4个螺纹孔。 工序Ⅳ磨(见例题解答图d ),一次安装,工步为:(1)粗磨外圆;(2)精磨外圆。 例题 指出例题图零件结构工艺性不合理的地方,并提出改进建议。 例题图 答:例题3. 2图a 底面较大,加工面积较大,加工量较大且不易保证加工质量,建议减少底面加工面的尺寸,如开一通槽。例题图 中孔的位置距直壁的尺寸太小,钻孔时刀具无法切入,安装也不方便,故应该增大其距离。 例 试拟定例题图所示小轴的单件小批生产和大批大量生产的机械加工工艺规程,并分析每种方案的工艺过程组成。 例题图 解:零件的机械加工工艺规程如例题表a 和b 所示。
《机械加工工艺编制》试题(A ) 专业: 机械设计与制造 年级: 2009 试题说明: 1.本试卷满分共计100分,考试时间120分钟。 2.本试卷共3页,六个大题。 一、填空题(共20个空,每空1分,共20分) 1.在制订机械加工工艺过程中, 工序 是构成工艺过程和制定生产计划的基本单元。 2.机械加工工艺过程中,在加工表面和加工刀具都不变的情况下,所连续完成的那部分工序,称为工步。 3.工艺基准是工艺过程中采用的基准,按其作用的不同可以分为工序基准、 定位基准测量基准和装配基准。 4.对于直线尺寸链,且用极值法计算时,封闭环的上偏差等于所有 増环上偏差 之和减去所有 减环下偏差 之和。 5.工件的安装可分为 夹紧 和 定位 两个过程。 6. 大批量生产箱体常采用的定位方式是一面两孔 ,它是属于基准选择原则中的 的 基准统一 原则。 7.在装配尺寸链中, 封闭环 的公差比其他组成环的公差大,为了减小其公差,应尽 量减小尺寸链的环数,这就是在设计中应遵循的 最短路线 原则。 8.加工精度的高低是以有关尺寸、形状和 位置 标准来表示的,通常在生产中,加工精 度的高低是以 加工误差 的大小来表示。 9.我们把工艺系统的误差称为原始误差,按误差性质,其主要包括工艺系统的几何误 差 、 工艺系统受力引起的误差和 工艺系统热变形引起的误差三个方面。 10. 重要的轴类零件的毛坯通常选择 锻件 。 二、单项选择题(共10小题,每小题1分,共10分) 1.当有色金属(如铜、铝等)的轴类零件外圆表面要求尺寸精度较高、表面粗糙度值较 低时,一般只能采用的加工方案为( C ) A.粗车-精车-磨削 B.粗铣-精铣 C.粗车-精车—超精车 D.粗磨—精磨 2.基准重合原则是指使用被加工表面的(A )基准作为精基准。 A.设计 B.工序 C.测量 D.装配 3.箱体类零件常采用( B )作为统一基准。 A.一面一孔 B.一面两孔 C.两面一孔 D.两面两孔 4.经济加工精度是在( D )条件下所能保证的加工精度和表面粗糙度。 A.最不利 B.最佳状态 C.最小成本 D.正常加工 5.为改善材料切削性能而进行的热处理工序(如退火、正火等),通常安排在(A )进行。 A.切削加工之前 B.切削加工之后 C.磨削加工之前 D.粗加工后、精加工前 6.加工套类零件的定位基准是( D )。 A.端面 B.外圆 C.内孔 D.外圆或内孔 7.在车床上加工某零件,先加工其一端,再调头加工另一端,这应是(B )。 A.两个工序 B.两个工步 C.两次装夹 D.两个工位 8.试指出下列刀具中,哪些刀具的制造误差不会直接影响加工精度(B )。 A.齿轮滚刀 B.外圆车刀 C.成形铣刀 D.键槽铣刀 9.在大量生产零件时,为了提高机械加工效率,通常加工尺寸精度的获得方法为( B )。 A.试切法 B.调整法 C.成形运动法 D.划线找正安装法 10.在车床上用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能的原因是( D )。 A .车床主轴刚度不足 B .两顶尖刚度不足 C .刀架刚度不足 D .工件刚度不足 三、判断题(共10小题,每小题1分,共10分) (错误)1.铰孔可以提高孔的尺寸精度、减小孔表面粗糙度,还可以对孔偏斜进行修正。 (错误)2.在机械加工过程中,冷作硬化与切削力和切削温度有关,与被加工材料无关。 (错误)3.加工原理误差是由于机床几何误差所引起的。 (正确)4.单件小批生产宜选用工序集中原则。 (错误)5.过定位和不完全定位的定位支承点都少于工件六个自由度数,无法保证加工 要求,在夹具设计时要力求避免。 (正确)6.在用正态分布图进行误差分析,如果σ保持不变,改变参数x ,则曲线平移而 不改变形状,这说明 x 的变化反映工艺系统调整,属于常值系统性误差。 (错误)7.表面残余应力对零件疲劳强度影响很大,很容易引起应力集中而发展成疲劳裂 纹,导致零件损坏。 (错误)8.切削过程中,积屑瘤主要发生在低速切削阶段。 密 封 线 内 不 准 答 题
1、轴类、齿轮、箱体类零件常用的材料和毛坯是什么?这三类零件加工的一般工艺路线如 何?圆棒料和锻件 2、生产类型有哪几种?不同生产类型对零件的工艺过程有哪些主要影响? 3、常用的工艺文件有哪几种?各适用于什么场合? 4、切削加工工序安排的原则是什么? 5、试说明划分加工阶段的理由。 答(1)有利于保证加工质量(2)便于合理使用设备(3)便于安排热处理工序和检验工序(4)便于及时发现缺陷避免损伤已加工表面 6、确定加工余量的原则是什么?目前确定加工余量的方法有哪几种? 7、制定工艺规程的原则是什么?应注意哪些问题? 答:工艺规程制定的原则是优质、高产、低成本,即在保证产品质量前提下,争取最好的经济效益。(2分)在制订工艺规程时应注意以下问题:(1)技术上的先进性;(2)经济上的合理性;(3)有良好的劳动条件。(3分) 8、简述工艺规程制定的步骤 答1)分析研究产品图纸2)工艺性分析3)选择毛坯4)拟订工艺路线 5)选择设备、工装6)确定工序余量、工序尺寸7)确定切削用量、工时定额 8)技术经济分析9)填写工艺文件 9、细长轴加工的主要工艺措施有哪些。 10、套筒零件加工的技术关键是薄壁变形,简答导致变形的因素及减少套筒零件变形的工艺措施。 导致变形的因素:切削力、切削热、夹紧力、内应力 减少变形的工艺措施: (1)粗精加工分开,以减少切削力、切削热的影响。 (2)尽量采用轴向夹紧,如采用径向夹紧应使径向夹紧力均匀。 (3)热处理工序应放在粗、精加工之间。 11、简答退火、正火、时效处理、调质、淬火、渗氮处理在零件加工工序中的安排。 12、简述切削用量确定的顺序及基本方法 13、工序尺寸及公差的确定方法有哪两种,各适用于什么场合,如何计算。 14、粗基准和精基准的选择原则是什么? 计算题 1、如图为阶梯零件图,加工表面2时应以设计基准表面3作为定位基准。若加工表面2时以表面1作为定位基准,则设计基准与定位基准不重合。为获得要求的设计尺寸,试画出以表面1为定位基准加工表面2时的工艺尺寸链图,并计算其工序尺寸及偏差。(10分)