
2006年12月第3卷第35期?临床研究?
医用钛合金Ti一6AI一4V的可加工性研究
陈旭辉1.杜巧连2
(1.浙江巴奥米特医药产品有限公司,浙江金华321016;2.浙江师范大学,浙江金华321004)
【摘要】目的:探讨医用钛合金Ti一6Al—4V的可加工性。方法:在分析医用Ti一6Al一4V钛合金材料特性和显微组织结构特征的基础上,通过铣削加工实验,研究了钛合金Ti一6Al一4V材料在高速铣削与常规铣削参数条件下的切削加工性。结果:高速铣削比低速铣削表面的显微硬度、表面粗糙度低得多。结论:高速铣削加工技术对于提高钛合金加工效率和改善表面加工质量是非常有效的,值得在生产中推广应用。
【关键词】医用钛合金;Ti一6刖一4V;高速铣削;切削加工性
钛合金由于其卓越的抗腐蚀性能和突出的力学性能而成为航空、化工等领域应用非常广泛的结构材料,近年来,由于钛及其合金具有良好的生物相容性,在医药工程领域也得到了广泛的应用。钛合金Ti一6Al一4V是1954年美国研制成功的第一个实用钛合金,目前已成为钛合金工业中的王牌合金。然而,钛合金属于难加工材料,当钛合金在高温(600℃以上)时,钛合金的可加工性能很差【l】。此时,其化学活性增大,易与氧、氮及氢等产生反应而使材质劣化,形成硬度很高的硬化层,使后续切削加工相对困难。同时因钛合金材料弹性模量低,弹性回复大,在切削力作用下,客易产生变形,回弹力将使刀具的实际后角减小,加剧后刀面与已加工表面的摩擦。这样往往会引起钛合金工件表面损伤,导致植入物疲劳寿命的降低。医用钛合金lIIi一6Al—IV作为骨科植入物材料时,对加工表面质量要求非常高,往往需要精加工生产。在实际零件精加工生产中,常需以已加工表面质量作为衡量切削加工性的一个重要指标脚。为此,如何在精加工生产中获得好的加工表面质量,提高其切削加工性,已成为钛合金加工中一个迫切需要解决的问题。为此,有必要对难加工材料医用钛合金Ti一6A1_4V的可加工性进行深入的探索性研究。
本文以医用Ti_6Al一4V钛合金的可加工性作为研究目标.在分析医用Ti一6A1—4V钛合金材料特性和显微组织结构特征的基础上,通过铣削加工实验,研究了钛合金Ti一6Al一4V材料在高速铣削与常规铣削参数条件下的切削加工性。研究表明.高速铣削在提高制造效率和改善表面质量上都是非常有益的,值得在生产中推广应用。
1医用钛合金T硒Al—4V材料特性分析
钛合金Ti一6Al一4V,含90%的钛。6%的铝和4%的钒,该材料抗疲劳强度大、重量轻、耐腐蚀、生物相容性好,是国际公认的安全系数比较高的植入物材料,且此材料不影响核磁共振和CT病情检查。钛是同素异构体,熔点为1720℃,在低于882℃时呈密排六方晶格结构,称o【钛;在882℃以上呈体心立方品格结构,称为B钛。利用钛的上述两种结构特点.添加适当的合金元素,使其相变温度及相分含量逐渐改变而得到不同组织的钛合金。室温下,钛合金有三种基体组织,按其使用状态常分为:d型钛合金、B型钛合金、(0【+p)型钛合金。仅钛合金的切削加工性最好,(仪+B)钛合金次之,B钛合金最差。三种钛合金中最常用的是:d型钛合金和(0【+p)型钛合金。医用Ti一6Al一4v钛合金属于(0【+B)型钛合金,具有良好的综合力学机械性能。其主要有以下特性:
1.1比强度大
医用T“AHV钛合金的强度6—900MPa,密度^y=4.45×103k咖3。
1.2钛合金热导率低
钛合金的热导率为铁的1/5,铝的1,lO.医用Ti一6Al-4V钛合金热导率入=7.955W/m?k。钛合金材料的热导率低,造成切削过程散热差,致使刀具的切削刃的温度大幅度增高,刀具磨损加快,寿命缩短。
1.3钛舍金的弹性模量较低
医用T■6A14V钛合金的弹性模量E=110GPa,约为钢的l,2。故钛合金加工时容易产生变形。
材料的切削加工性可从切削的刀具耐用度、加工表面的质量、切屑形成和排屑的难易程度等方面进行衡量.钛合金材料属难加工材料圈。
2显微组织结构试验分析
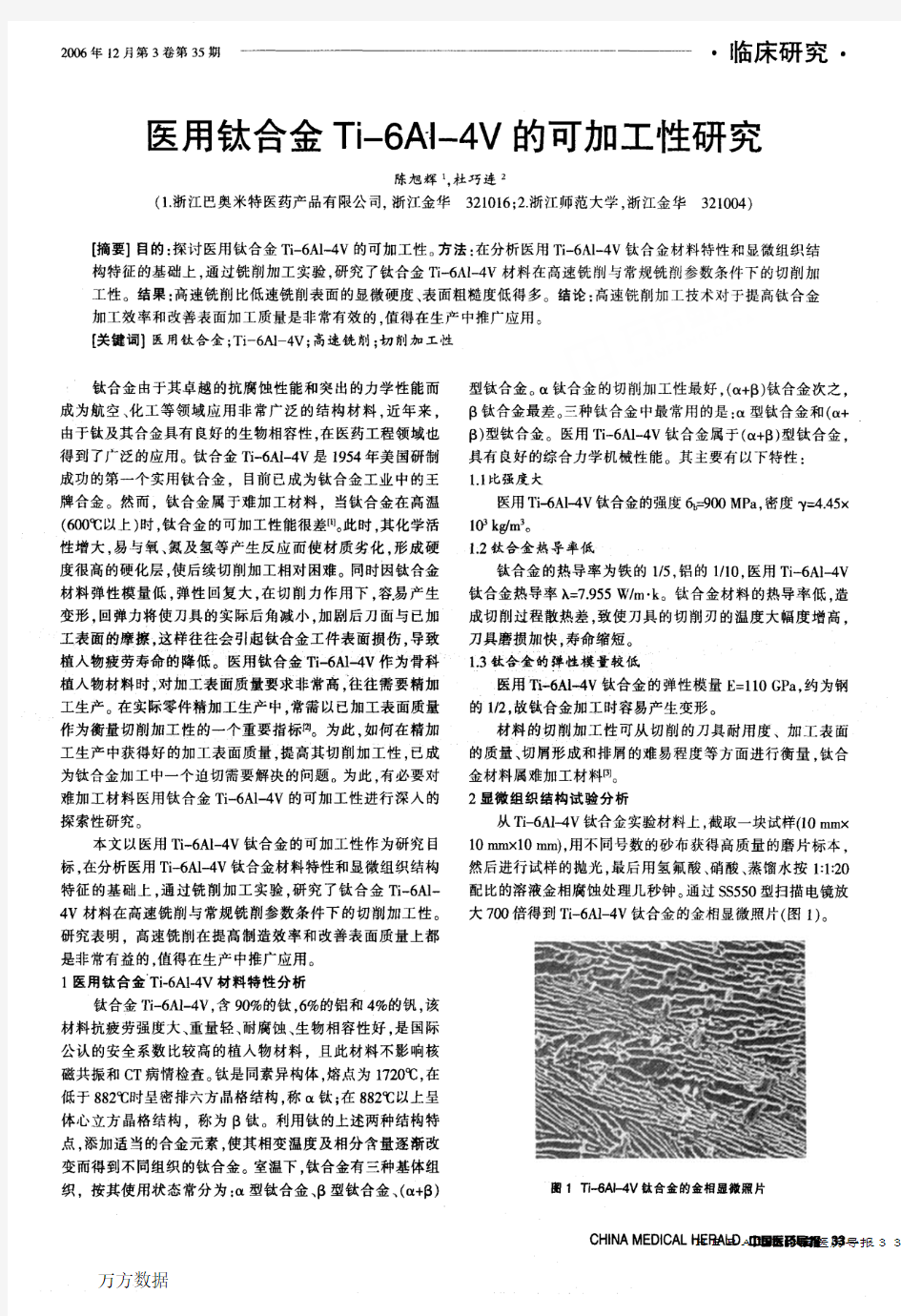
从Ti一6Al_4V钛合金实验材料上,截取一块试样f10mm×10Ⅱ盥×10mm),用不同号数的砂布获得高质量的磨片标本,然后进行试样的抛光,最后用氢氟酸、硝酸、蒸馏水按l:1:20配比的溶液金相腐蚀处理几秒钟。通过SS550型扫描电镜放大700倍得到Ti一6Al一4V钛合金的金相显微照片(图1)。
圈1‘丌-6Al_4V钛合金的金相显微照片
CHlNAMEDICAL
HERALD∞国医历导报33
?临床研究?
从电镜照片可以看出,Ti一6Al一4V钛合金的组织为典型的(仪+B)相。(d+p)相的金相组织使钛合金难以切削:仪相增加了合金的比强度,提高了再结晶温度,增加固溶体中原子间的结合力,提高了合金的热强度,而B相使合金得到进一步强化。同时,Ti一6A1—4V钛合金变形系数小也说明钛合金是难切削材料.原因主要有三:第一是钛合金的塑性小f尤其在加工中),切屑收缩也小;第二是热导率低,在高的切削温度下引起钛的d相向p相转变,而B相钛体积大,引起切屑增长;第三是在高温下,钛屑吸收了周围介质中的氧、氢、氮等气体而脆化,丧失塑性,切屑不再收缩,使得变形系数减小。
3铣削加工的对比试验
3.1试验条件
①试件尺寸:420mm×200mm×24mm;②铣床:x5040立式铣床;③刀具:YM30硬质合金立铣刀,4齿。④铣削方式:顺铣、周铣。⑤切削用量:常规铣削:n=500r/min,衅loo“min,ap_10mm,a产O.2mm。
高速铣削:n=2500“min,驴500耐min,ap=10mm,钆=0.2mm。
3.2不同铣削速度的可加工性试验与分析
3.2.1铣削速度对表面加工质量的影响
铣削选用常规铣削参数时.在干切削条件下,铣削表面硬化层的分布深度与显微硬度的关系如表1所示。铣削用高速铣削参数时.在干切削条件下,铣削表面硬化层的分布深度与显微硬度的关系如表2所示。由表可知,钛合金材料高速铣削比低速铣削表面的显微硬度低得多,说明高速铣削表面生的晶粒发生歪曲变形较小,而且冷作硬化层的深度很浅。使用表面粗糙度仪对不同铣削速度下的加工表面进行测试,铣削选用常规铣削参数时的表面粗糙度为Ra6.4坤m,而当铣削选用高速铣削参数时,表面粗糙度为Ra0.8汕m。显然,高速比低速铣削下的表面粗糙度值要低很多。可见。为了提高数控机床的利用率及改善钛合金加工表面的质量.高速铣削技术具有其他加工方法无法比拟的优越性。
表1低速铣削表面硬化层分布深度与显微硬度的关系深度(岬)O2.557.51012.515
显微硬度(MPa)383365350342330312312表2高速铣削表面硬化层分布深度与显微硬度的关系
3.2.2不同铣削速度下表面残余应力分布
钛合金材料对应力状况非常敏感。特别是加工表面的残余应力及其分布状态对构件是否能合理使用是十分重要的阿。已加工表面的残余应力有残余拉应力与残余压应力之
34巾置暖药异擅CHlNAMEDICALHERALD
2006年12月第3卷第35期
别.残余拉应力会降低零件的疲劳强度和使用寿命.而残余压应力有时却能提高零件的疲劳强度和使用寿命。加工表面各部分残余应力的分布不均匀,也会使工件产生变形,影响工件的形状和尺寸精度。因此.需要了解和研究钛合金Ti一6Al一4V材料高速铣削表面残余应力及其分布。钛合金铣削表面的残余应力可用X射线法测量获得。
低速铣削表面层残余应力分布见图2;高速铣削表面层残余应力分布见图3。从图中可以看出,低速铣削时,表面残余压应力较大,而且沿表层内的拉应力分布梯度也较大,这样引起材料加工后的变形就很大,而且零件在使用中因应力的衰减会产生更大的变形,造成零件不能正常使用。对于高速铣削表面,表面残余应力相对要小,并且表面内应力分布的梯度小,零件使用时应力变化缓慢,所引起的零件变形也小得多。
0255075100125150175200225250
应力沿加工表面层的分布深度(仙zn)
圈2低速铣削表面层残余应力的分布
厂—八
/
0255075100125150175200225
应力沿加工表面层的分布深度(斗m)
图3高速铣削表面层残余应力的分布
4小结
由于生物医用金属材料产品质量直接关系到人类的生命与健康。医用Ti一6A1—4V切削加工加工性研究具有重大的社会效益和深远的科学意义。本文的研究将为钛合金的切削加工奠定理论基础。通过对钛合金高速铣削可加工性的研究可得出以下几点结论:
①Ti一6Al一4V钛合金典型(仅+B)相金相组织使其成为难切削加工材料。②高速铣削加工技术对于提高钛合金加工效率和改善表面加工质量是非常有效的。③采用高速铣削方法加工钛合金材料,表面形成的残余压应力比常用铣削速度低,且表层下所形成的残余应力梯度小,应力分布更合啪瑚啪。硼伽雩枷
姗枷姗。删专;删
2006年12月第3卷第35期?临床研究?
老年人单纯收缩期的高血压治疗随访观察
刘彦茹
(哈尔滨理工大学医院内科,哈尔滨150080)
【摘要】目的:观察老年人单纯收缩期高血压(ISH)治疗组(A组)与间断治疗组(B组)的疗效。方法:老年人ISI{49l例,随机分成两组,A组与B组均应用非药物治疗(限制饮酒、限制钠盐、限制体重指数)及药物治疗(顺应疗法或联合疗法)。结果:两组治疗后随访对比观察,数据经统计学处理,脉压f(u)值>1.96,P<0.05,有显著性差异;
靶器官损害、心脑血管发病率及死亡率f(u)值>1.96,.P<0.05。有显著性差异。结论:老年人ISH经5。15年的治疗随访对比观察分析,B组靶器官损害、心脑血管发病率及死亡率明显高于治疗组,说明常年治疗老年人ISH对保护靶器官,减少心脑血管的发病率及死亡率有明显疗效。
f关键词】收缩期高血压;老年人;治疗
ISH是高血压的一种特殊类型.严重威胁着老年人的身心健康,具有较高发生心血管事件的危险性【l】。老年人高血压的病死率(13%)明显高于非老年人(6%),仅脑卒中每年死亡>100万嘲,并已受到专家学者们的关注。但老年人ISH持续治疗与间断治疗对靶器官损害的相关研究甚少。为了减少ISH对靶器官损害。减少心脑血管疾病的发病率和死亡率,本文自1990年3月~2003年7月对老年人ISH491例进行了3~15年的治疗随访观察。现报告如下。
l资料与方法
1.1一般资料
老年人lSH49r例,随机分成两组,A组(常年坚持高血压治疗)及B组(自行间断治疗)。A组327例,男187例,女140例,年龄60~74岁,平均年龄(65±7.2)岁;B组164例,男96例,女68例,年龄6003岁,平均年龄(64士5.3)岁。两组年龄、性别无差异,但具有可比性,伤O.05。
1.2入选标准
①收缩压>150mmHg(1mmHg=0.133kPa),舒张压<80mmHg。②A组平均收缩压(168±14.5)mmHg,舒张压(56±8.2)mmHg,脉压(87±13.6)mmHg;B组平均收缩压(164±13.7)lIlrnHg,舒张压(58±7.6)mmHg,脉压(85±12.9)mmHg。两组脉压t(u)<1.96,踟.05,无显著性差异。③A组与B组用药前靶器官损害、心脑血管发病率统计分析:A组中颈动脉粥样硬化37例(11.3%)、左心室肥厚43例(13.1%)、左心功能衰竭38例(11.6%)、冠状动脉粥样硬化性心脏病41例(12.5%)、脑出血及脑梗死15例(4.5%)、肾功能衰竭8例(2.4%)、眼底改变112例(34.2%);B组中颈动脉粥样硬化17例f10.4%)、左心室肥厚21例(12.8%)、左心功能衰竭17例(10.4%)、冠状动脉粥样硬化性心脏病18例(11.0%)、脑出血及脑梗死7例(4.3%)、肾功能衰竭3例(1.8%)、眼底改变55例(33.5%)。A组与B组用药前靶器官损害、心脑血管发病率£(u1值<1.96.P>0.05,无显著性差异。
1.3治疗方法
1.3.1非药物治疗限制饮酒每目<25ml;限制钠盐摄入量.每日<6g;体重数限制在<25[体重指数=体重(kg)/身高(m2)]。
1、3.2药物治疗两组均采用顺应疗法或联合疗法。①顺应疗法:首用药物无效,更换另一种药物,再无效再更换。②联合疗法:利尿剂+血管紧张素转换酶抑制剂(ACEI)或血管紧张素受体阻滞剂(ARB)或8受体阻滞剂;钙通道阻滞剂+B、d受体阻滞剂或ACEI或ARB。降压药物的应用个体化选药,均从小剂量开始,逐渐增加到有效剂量,必要时联合用药,使血压缓慢下降,达到目标水平。
pp◇喝≯、9争pp吣p、步妒p它,、o净吣≯、p≯妒妒p≯乜p、p也p\pp妒扩妒妒≯屯’、p妒妒妒≯妒、声乜≯\≯≯pp乜产、pp心净
理。特别是最大拉应力要小得多,在拉应力区应力变化平缓,因此结构件受力后,应力衰减也会较平稳,构件产生的变形就小。这对零件的承载和使用都是有利的。④采用高速铣削加工钛合金Ti一6Al一4V,表层金属在形成已加工表面的过程中,发生的塑性变形小,组织的显微硬度也较高,而沿表面稍向深处延伸,硬化程度会明显减小。
可见.采用高速铣削方法加工钛合金.可以直接获得磨削加工方法所能达到的表面质量,即低应力、低表面粗糙度值和较小的冷作硬化层深度。
【参考文献】
【1J艾兴.高速切削加工技术[M】.北京:国防工业出版社,2003.
【2】DaviesMA,DuHererB,PrattJR.0nthedynamicsofkgh—speedIIlillingwithlongslenderendmills【J】.CIRPAnnals—MaIlufacturir唔Technology,1998,47(1):55—60.
【3】郑文虎,张玉林,詹明荣.难切削材料加工技术问答[M1.北京:北京出版社.2001.43—44.
【4]Perez—BilbatuaJI.conventionalandhigh—speedmachiningoftitaniumalloys【J】.InfbⅡnationTechnolog),,1997,8(2):4309.
f收稿日期:2006—10-06)
CHINAMEDICALHERALD巾嗣医药导报35
文件编号:TP-AR-L8424 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 钛及钛合金焊接工艺分 析正式样本
钛及钛合金焊接工艺分析正式样本 使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对
较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析 工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛产生三种不同类型的钛合金。其中,Ti-230材质的钛合金较为常用,一般加力燃烧室滚动轴承通常是由相应支撑环组件和加强环焊接组件共同构成。 钛及钛合金焊接组织和钛及钛合金相关焊接缺陷详述 2.1.钛及钛合金焊接组织
XXXX学院 生物材料学期末考查 XXXX学年第一学期 题目:生物医用钛合金材料的研究进展学院:XXX 专业:XXX 班级:XXX 姓名:XXX 学号:XXX XX年XX月XX日
生物医用钛合金材料的研究进展 XXXX XXXX学院 【摘要】:介绍了钛合金属材料的发展历程,应用要求及功能特性,阐述了钛合金材料的医学应用研究与发展前景。 【关键词】:钛合金材料;特性;应用 The application of biological titanium alloy materials XXXX XXXX University Abstract: Introduced the development history,application requirements functional characteristics ; functional properties and application research and development prospect of biological titanium alloy materials. Key Words: biological titanium alloy materials; characteristics; Application 一、简介 生物金属材料是植入人体(或动物体)以修复器官和恢复功能用的金属材料。生物金属材料是一种发展较早的生物材料,它们在医学上的应用已有很长的时间。但近20年来,与发展迅速的医用高分子材料、生物陶瓷材料和天然生物材料相比,医用金属材料的发展较为缓慢,但由于医用金属材料除具有其他材料不能比拟的高机械强度和优良的抗疲劳性外,一些材料还具有一定的韧性,所以目前在临床上仍有广泛的应用。 近年来钛及其合金在临床上的应用有明显主导地位,已逐步取代了Co-Cr合金及其不锈钢,钛及其合金以其与骨相近似的弹性模量、良好的生物相容性及在生物环境下优良的抗腐蚀性在临床上得到了越来越广泛的应该 二、钛合金材料发展历程 医用钛及钛合金的发展经历了 3 个时代: 第一个时代是α型, 以纯钛和Ti -6 Al- 4 V为代表; 第二个时代是α+ β型, 以Ti-5Al-5Fe 和T i-6Al-7Nb 为代表; 第三个时代是目前正在研制开发的生物相容性更好、弹性模量更低的β型钛合金时代。作为人体植入物的主要金属基生物材料有不锈钢、钴基合金、钛及钛合金。由于在人体环境内不锈钢和钴基合金比较容易发生腐蚀, 溶出Ni、Cr 和Co 元素, 对人体有毒副作用。另外, 不锈钢和钴基合金的弹性模量比人体骨高很多。不锈钢的弹性模量约为210 GPa, 钴基合金的弹性模量约240 GPa, 远高于人体骨约为20~ 30 GPa 的弹性模量。而钛及钛合金以其与人体骨相近的弹性模量、良好的生物相容性及在生物环境下优良的抗腐蚀性能, 而在临床上得到越来越广泛的应用。 从20 世纪60 年代以来, Ti-6Al-4V 和Ti-6A1-4VELI 合金开始大量应用于医用领域。然而, 随着生物医学的发展, Kiviluto、Schiff等人通过对工业上与V 接触的工人观察和动物实验认为, V 对机体有潜在的毒性。S. G. Steineman[ 10]研究V 在兔子体内的植入行为也得出同样结论。由于大量数据证实V 对人体具有毒性作用, 因而自20 世纪80年代以来, 德国和瑞士先后研制出无V 的α+ β型钛合金T i-5Al-5Fe和T i-6Al-7Nb合金。这两种合金的力学性能与T i-6A1-4V 相近, 弹性模量为骨弹性模量的4~ 10 倍, 然而材料性能并没有较大的改进, 而且这些合金仍含有Al 元素。由于20世纪90年代不断有关于Al 对人体存在潜在危害的报告, 因此美国和日本开始研制开发了不含Al、V的低弹性模量的新型生物医用?型钛合金, 例如T i-13Nb-13Zr、T i-12Mo-6Zr-2Fe和T i?35Nb-7Zr-5T a等。 三、生物医用金属的应用要求
简述钛钢复合板的焊接技术 钛有第三金属”之称,有高的比强度,良好的塑韧性和耐腐蚀性,已被广泛应用在航空航天、造船及化学工业中。正是由于材料本身及焊接的特殊性,以及钛钢复合板焊接属于比较新的施工领域,施工措施还不成熟、不完善,致使现场焊接施工中经常会出现质量问题。 一、焊接方法的选择 由于钛钢复合板基层钢材质为Q235钢,焊接工艺已经相当成熟稳定,因此可用多种焊接方法,焊条电弧焊、CO2气体保护焊以及焊条电弧焊/埋弧焊。但考虑到现场实际施工问题,焊条电弧焊效率比较低,还要专门清理熔渣;采用焊条电弧焊/埋弧焊方法,需要焊条电弧焊打底,增加工序,且由于埋弧焊焊接参数较大容易击穿打底层,焊接质量难以保证,而且热影响区较大,会对附近复合区钛板造成一定负面影响;CO2气体保护焊为半自动化操作,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。但由于CO2气体保护焊产生的飞溅较大,因此建议使用Ar CO2气体的混合气体。 钛钢复合板焊接采用钨极氩弧焊,施工的关键点在于钛板的焊接。一般现场为钛填条搭接焊,钛填条厚度为1.5mm,钛板厚度为1.2mm。由于钛元素在元素周期表中属于过渡元素,具有一定的化学活性。光洁的钛板在常温下就能与空气中的氧发生反应,并且随温度的升高活性增加,达到250℃时开始吸氢,400℃时开始吸氧,600℃时开始吸收氮元素,与氢、氧、氮元素发生反应,生成各种钛化合物。或溶解于钛晶粒组织中,形成间隙固溶体,改变金属晶格,降低钛板的力学性能和使用性能。为此,在钛板焊接的过程中,必须做好钛板、钛填条、钛焊丝的清理和焊接过程中的防护工作。 二、焊接参数选择 焊接参数选择也会对钛焊缝及热影响区组织产生很大影响。由于钛金属具有熔点高、热容量大和导热性差等特性,如果选择焊接参数较大,热输入量多,会造成高温热影响区较宽,高温停留时间较长,致使焊缝和热影响区晶粒粗大,甚至出现钛板与基层钢互溶。两者互溶所产生的中间化合物是脆性组织,破坏和改变了原有金属晶格,是焊缝中的应力集中点和薄弱环节,增加焊缝脆性,降低了焊缝的塑韧性以及屈服强度、抗拉强度,使钛钢复合板焊缝的力学性能急剧下降。焊缝及热影响区在冷却过程中转变为针状组织,导致焊接接头塑性下降。热输入量过大,如果防护措施不当,焊缝及热影响区暴露于空气中就会导致氧化变色,降低或无法满足使用要求;反之电流过小,则无法保证焊缝熔合性,使热影响区淬硬,不利于氢的逸出,增大了冷裂倾向,而且施工进度比较慢。因此,焊接电流的选择必须合理、实用。现场施工推荐使用电流为110~150A,氩气流量为10~14L/m i n。在钛填条的焊接过程中,焊缝及热影响区的氧化变色及裂纹的产生是经常出现的问题。氧化变色主要是钛表面温度过高,钛元素活性增加,与空气中的氧在接触过程中发生反应。由于氧化程度不同,表现出的表面颜
生物医用钛合金材料及应用 摘要:随着生物技术的蓬勃发展和重大突破,生物医用钛合金的 需求量快速增长。不过,已被广泛应用的TC4及TC4ELI等医用钛合金 中因为V和Al元素存有的致病性,所以新型医用钛合金的研发在我国 具有重大的现实意义和广阔的市场前景。本文简述生物医用钛合金分类,基本性能和应用基础;指出了其在医用领域的发展趋势;并综述 了新型β钛合金的基本加工制备方法和性能评价方法。 关键词:医用钛合金;开发;研究进展;加工制 生物医用钛合金材料是专指用于生物医学工程的一类功能结构材料,具体指是用于外科植入物和矫形器械产品的生产和制造1。钛合金加工材的生产制备涉及冶金,压力加工,复合材料和化工等领域,是 世界上公认的高技术产品。钛及钛合金开始由航天、航空、国防军工 领域逐渐进入到民用消费领域2。诸如医疗卫生行业中的植入物,医疗器械;体育休闲业的钛高尔夫球杆以及钛眼镜架、钛手表、钛自行车 等产品,对钛加工材的需求量在持续增大。随着生物技术的蓬勃发展 和重大突破,生物医用金属材料及其制品产业将发展成为世界经济的 一个支柱产业3。其中,钛及其合金凭借着质轻,弹性模量低,无毒无磁,抗腐蚀,强度高、韧性好等优良的综合性能,于近年来的需求量 也出现了快速稳步的增长4。同时,随着钛合金开始进入整形外科等领域,新的潜在市场需求出现,未来钛合金市场将会出现更快速的增长。
1医用钛合金的研究进展 1.1医用钛合金的分类 钛合金按材料显微组织类型可分为:α型,α+β型和β型钛合金3类。 1.2医用钛合金的发展趋势 经文献调研8-14发现,国内外的相关研究学者一致认为医用钛合金的发展经历了三个标志性的阶段,第一阶段是以纯钛和Ti-6Al-4V 合金为代表的;第二阶段是以Ti-5A1-2.5Fe、Ti-6A1-7Nb为代表的新型α+β型合金;第三阶段是主要开发与研制具有更好生物相容性和更低弹性模量β-钛合金的阶段。理想的生物医用钛合金材料15必须满足有以下条件:良好的生物相容性、弹性模量低、密度低、防腐性能好、无毒、屈服强度高、疲劳寿命长、室温下有较大的塑性、易成形、易铸造等。而当前一直广泛应用于植入物材料的重要合金为Ti-6A1-4V和Ti-6A1-4VELI。有文献报道16-19V元素可引起恶性组织反应,可能对人体产生毒副作用,Al则会引起骨质疏松和精神紊乱等病
生物医用材料钛合金的发展概况及前景 生物医用材料的发展 生物医用材料在我国起步仅仅20年左右的时间,无论是原始创新的基础研究,还是技术创新性研究,整体水平均落后于发达国家。尽管如此,在国家自然科学基金、“863”项目、“973”项目以及国家科技支撑计划等项目的大力支持下,近些年来我国生物医用材料的研究已从分散、低水平的重复研究,逐步集中于学科发展的方向和前沿,并取得了举世瞩目的蓬勃发展。 骨科修复材料因市场需求巨大,其研究与产业快速发展,在组织工程、药物缓释、纳米材料、血液相容与净化材料、非病毒性基因治疗载体等领域与国际先进水平的差距已逐渐缩小,并取得子一批具有自主知识产权的技术项目。进入21世纪以来,我国生物医用材料加速发展我国生物医用材料研究领域研究论文的发表数量正在大幅度上升、被引用的次数也不断增加,在国际刊物上所占的比重也在提高。 钛合金在生物医学方面的研发史可追溯到20世纪40年代初期,Bothe等人首先把纯钛引入到生物医学领域,他们发现钛与老鼠股骨之间无任何不良反应。10年后Leventhal又进一步研究证实了纯钛的良好生物相容性。但是,由于医用不锈钢、钴铬合金在二次世界大战期间已开始盛行,钛合金在生物医学领域的应用和发展比较缓慢。自从60年代Branemark将纯钛用于口腔种植体后,纯钛作为外科植入件材料才得到了广泛发展,随后α型钛合金Ti3Al2·5V也在临床上被用作股骨和胫骨替换材料。 纯钛等α型钛合金虽然在生理环境中抗腐蚀性优良,但其强度较低、耐磨性较差,从而限制了它在骨科较大承载部位的使用。相比之下,α+β型钛合金
Ti6Al4V具有较高的强度和综合的加工性能,它虽是为航空、航天应用设计的,但70年代后期也被广泛用于制作外科修复或替换材料如接骨板、髋关节、髓内钉等。纯钛、Ti3Al2·5V、Ti6Al4V钛合金属于第一代医用钛合金,这一时期材料和医学工作者是就地取材,没有专门开发针对生物医学工程用的钛合金。 到21世纪80年代中期,临床应用发现进行Ti6Al4V钛合金人工髋关节翻修手术时,假体周围骨组织有黑化和感染现象,随后研究证实V是对生物体有毒副作用的元素,特别是V的生物毒性要超过N,i Cr,而且此类合金的耐蚀性相对较差。到90年代中期,瑞士和德国先后开发出了第二代以Nb,Fe替代V 的α+β型两相医用钛合金Ti6Al7Nb和Ti5Al2·5Fe,而且很快被列入国际生物材料标准,并开始在临床应用。1985年瑞士Sulzer医疗技术公司开始采用Ti6Al7Nb合金制造髋关节柄,并成功投放市场,2000年引入中国,年销数万套。 几种主要的钛合金生物医用材料概述 金属系生物医学工程材料,特别是人体植入材料,应具备下列条件。 生物学条件:具备人体相容性、无异物反应、无变态反应、无致癌性、无抗原性、无毒。还要求具备人体组织的生物亲和性、抗血栓性等人体安全性。力学条件:高强度、高比强度;弹性模量接近骨,能促进材料与人体之间界面的牢固结合;良好的韧性;不发生疲劳现象;高的耐磨耗性。 化学条件:良好的耐蚀性、耐腐蚀疲劳、耐磨耗腐蚀疲劳、不产生有害重金属离子的溶出物。 其他条件:非磁性、加工性能及功能材料特性。 钦和钦合金能够满足这些主要条件。比重小、强度高,能满足牙科、医学界
发布日期:[2006-12-28] 共阅[2695]次 摘要综述了生物医用钛及其合金材料的最新开发应用进展与市场状况;对我国目前应用生物医用钛及其合金方面存在的问题进行了初步分析;并对这一领域的发展前景进行了展望。关键词生物医用钛及其合金材料;生物相容性;弹性模量;骨整合 1 概述生物医用材料是材料科学的一个重要分支,是用于诊断、治疗或替代人体组织、器官或增进其功能、具有高技术含量和高经济价值的新型载体材料,是材料科学技术中一个正在发展的新领域。生物医用材料对于探索人类生命奥秘、保障人类健康长寿做出更大贡献。近10多年以来,生物医用材料及制品的市场增长率一直保持在20%—25%左右,预计未来10年-15年内,包括生物医用材料在内的医疗器械产业将达到医药制品市场规模,成为21世纪世界经济的支柱产业。在生物医用金属材料中,钛及其合金凭借优良的综合性能,成为人工关节(髋、膝、肩、踝、肘、腕、指关节等)、骨创伤产品(髓内钉、钢板、螺钉等)、脊柱矫形内固定系统、牙种植体、牙托、牙矫形丝、人工心脏瓣膜、介入性心血管支架等医用内植物产品的首选材料。目前,还没有比钛合金更好的金属材料用于临床。发达国家和世界知名体内植入物产品供应商都非常重视钛合金的研发工作,推出了一系列新的医用钛合金材料,包括具有生物活性的钛合金仿生材料,在医用钛合金材料的表面处理方面也做了很多专利性的设计与开发,赋予医用钛合金材料更好的生物活性以满足人体的生理需要,从而达到使患者早日康复的目的。世界人口近65亿,据不完全统计,伤残者接近4亿,肢体伤残者6000万,牙病患者20亿,目前生物材料器件植入者仅有3500万人,每年关节置换量约150 万例,与实际需要置换者的数量相差甚远。因此,生物医用材料市场需求潜力巨大。而作为生物医用金属材料的首选——钛及其合金需求也将大增,因此加大医用钛合金材料的研发力度势在必行[1]。 2 生物医用钛及其合金材料的发展历程、最新进展及市场状况生物医用钛及其合金材料的发展与应用经历了4个标志性阶段。 2.1 应用初期 50年代初,首先在英国和美国,商业纯钛被用来制造接骨板、螺钉、髓内钉和髋关节。由于接骨板在手术中需要塑形,以便贴敷断骨的生理解剖形状,所以直到现在,经过特殊加工处理的商业纯钛(IS05832-2)仍被用来制造接骨板及配套螺钉,如AO骨内固定植入物产品指定制造商——瑞士马特仕公司(Mathys Medical Ltd., Switzerland)生产的全系列AO钢板及螺钉,这是高强度钛合金所不能替代的。经临床发现,使用商业纯钛制造髓内钉及髋关节存在着明显的强度、刚度不足的问题。为避免内固定植入物的断裂失效,提高植入物的强度,在英、美、俄、日等国,出现了采用高强度Ti-6A1-4V(IS05832-2)合金替代纯钛材料。 2.2 发展阶段 Ti-6A1-4V合金本身也在发展,出现了具有高断裂韧性、低裂纹扩展速率、低间隙元素型Ti-6A1-4VELI高损伤容限钛合金,直到目前占80%以上钛合金植入物产品仍在使用这种合金。虽然Ti-6A1-4V合金具有优异的性能,但由于V 元素可引起恶性组织反应,可能对人体产生毒副作用,因而促使材料学家研究新的不含V的钛合金材料。自80年代,德国和瑞士的生物材料学家先后研制
第26卷第1期2014年1月 腐蚀科学与防护技术 CORROSION SCIENCE AND PROTECTION TECHNOLOGY V ol.26No.1 Jan.2014 专题介绍 医用钛合金表面改性及其生物摩擦学的 研究进展 陈昌佐1,2丁红燕2周广宏2庄国志1印风2 1.江苏大学材料科学与工程学院镇江212013; 2.淮阴工学院江苏省介入医疗器械研究重点实验室淮安223003 摘要:综述了医用钛合金常用的化学改性和物理改性方法,介绍了改性后涂层的生物摩擦学性能,并对医用钛合金在提高耐磨性方面的改性技术进行了展望。提出了工艺改进和新材料开发等方面的建议。 关键词:医用钛合金表面改性耐磨性 中图分类号:TH171.1,TG146.2文献标识码:A文章编号:1002-6495(2014)01-0069-04 1前言 目前临床骨科应用最广泛的生物材料多为金属材料,其主要包括不锈钢、钴基合金、钛合金以及形状记忆合金等[1,2]。不锈钢、钴基合金等在临床应用中还存在着诸多问题,如:生物相容性差、组织反应严重、强烈的致敏、致癌反应和易产生应力遮挡等[3]。Ti及钛合金具有低的弹性模量、良好的生物相容性和耐蚀性等优点,在临床应用上得到了广泛使用,如:硬组织替换、血管支架、心脏瓣膜以及各种矫形器械等。 医用钛合金虽然具有优良的耐蚀性和比强度,但其耐磨性相对较差。植入物在磨损条件下容易产生大量的含Ti,Al和V的黑色磨屑,从而导致无菌松动直至关节置换失败。此外,Al,V元素具有潜在的细胞毒性,可能导致表面磷灰石无法生成,特别是Al易引起老年痴呆症。通过钛合金的表面改性或优化材料的成分,减少人工关节在使用过程中的磨粒产生,改善磨损粒子的尺度分布,减轻磨粒的生物学反应是延长人工关节使用寿命的关键[4,5]。表面改性技术可在保留医用钛合金原有的优良性能基础上改善其临床使用性能。本文评述了目前常用的钛合金表面改性方法及其生物摩擦学的研究现状,并对其未来发展趋势进行了展望。 2常用的钛合金表面改性技术及其生物摩擦学性能 2.1化学改性方法 2.1.1微弧氧化法微弧氧化(MAO)技术,或称为等离子氧化技术,是一种在材料表面获得陶瓷涂层的技术。该技术可以在Al,Mg,Ti等金属及其合金表面原位生长一层陶瓷薄膜[6]。MAO陶瓷膜不仅耐磨、耐蚀性好,而且Ca,P元素可直接进入到氧化膜层中,从而提高了生物相容性,在临床植入体手术中已有少量的探索性应用[7]。 Zhou等[8]在TC4合金上通过微弧氧化方法合成了TiO2涂层,并在SBF模拟体液中考察了MAO涂层的摩擦学性能,结果表明,与未经处理的TC4比较,涂层在模拟体液中的摩擦系数降低,磨损体积减少。王凤彪等[9]利用微弧氧化工艺在钛合金表面制备了羟基磷灰石(HA)膜,研究了薄膜在模拟体液中浸泡后的耐磨性。结果表明,膜层随浸泡时间延长而逐渐变厚;浸泡后膜层的摩擦系数随摩擦时间延长先升高后降低,耐磨性呈升高趋势。 2.1.2溶胶凝胶法溶胶-凝胶法(sol-gel)一般以钛醇盐及其相应的溶剂为原料,加入少量水及不同的酸和络合剂等,经搅拌和陈化制成稳定的溶胶,然后用浸渍提拉、旋转涂层或喷涂等方法将溶胶施于经过清洁处理的基体表面,最后经干燥焙烧,在基体表面形成一层薄膜[10]。 刘颖等[11]通过溶胶凝胶工艺和浸渍提拉技术,以钛酸丁酯为前躯体,加入聚乙二醇作为模板剂,在TC4合金基片上制备了TiO2微纳图案化薄膜,并对薄膜的摩擦学性能进行了研究。结果表明,制备的薄膜明显改善了钛合金的摩擦磨损性能。张文光等[12]利用静动摩擦系数测定仪评价了TC4合金经碱液热处理、溶胶-凝胶和热氧化3种不同方法处理后的摩擦学性能,结果表明,TiO2溶胶-凝胶薄膜在较高载荷下的耐磨性能较差,而在较低载荷下的耐磨性能较好。 定稿日期:2013-03-29 基金项目:国家自然科学基金项目(51175212)资助 作者简介:陈昌佐,1989年生,硕士生,研究方向为材料的生物摩擦学 通讯作者:丁红燕,E-mail: nanhang1227@https://www.doczj.com/doc/575201406.html,.
钛合金焊接工艺 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
关键词:焊接;钛合金;焊丝;氩气;氩弧焊 摘要:本文阐述了钛及钛合金的材料特点及焊接性、并针对钛及钛合金焊接中易产生氧化、裂纹、气孔筹焊接缺陷,进行了焊接性试验。能过对钛及钛合金焊接工艺规范的不断摸索,以及对试验过程出现的问题的合理分析,总结出钛及钛合金焊接工艺特点及操作要领。 一、钛及钛的分类及特点 国产工业纯钛有TA1、TA2、TA3三种,其区别在于含氢氧氮杂质的含量不同,这些杂质使工业纯钛强化,但是塑性显着降低。工业纯钛尽管强度不高,但塑性及韧性优良,尤其是具有良好的低温冲击韧性;同时具有良好的抗腐蚀性能。所以,这种材料多用于化学工业、石油工业等,实际上多用于350℃以下的工作条件。根据钛合金退火状态的室温组织,可将钛合金分为三种类型:α型钛合金、(α+β)型钛合金及β型钛合金。α型钛合金中,应用较多的是TA4、TA5、TA6型的Ti-AI系合金和TA7、TA8型的Ti+AI+Sn合金。这种合金室温下,其强度可达到931N/mm2,而且在高温下(500℃以下)性能稳定,可焊性良好。β型钛合金在我国的应用量较少,其使用范围有待进一步扩大。 二、钛及钛合金的焊接性 钛及钛合金的焊接性能,具有许多显着特点,这些焊接特点是由于钛及钛合金的物理化学性能决定的。 1.气体及杂质污染对焊接性能的影响
在常温下,钛及钛合金是比较稳定的。但试验表时,在焊接过程中,液态熔滴和熔池金属具有强烈吸收氢、氧、氮的作用,而且在固态下,这些气体已与其发生作用。随着温度的升高,钛及钛合金吸收氢、氧、氮的能力也随之明显上升,大约在250℃左右开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,这些气体被吸收后,将会直接引起焊接接头脆化,是影响焊接质量的极为重要的因素。 (1)氢是影响氢是气体杂质中对钛的机械性能影响最严重的因素。焊缝含氢量变化对焊缝冲击性能影响最为显着,其主要原因是随缝含氢弹量增加,焊缝中析出的片状或针状TiH2增多。TiH2强度很低,故片状或针状卫HiH2的作用例以缺口,合冲击性能显着降低;焊缝含氢量变化对强度的提高及塑性的降低的作用不很时显。 (2)氧的影响氧在钛的α相和β想中都有有较高的熔解度,并能形成间隙固深相,使用权钛的晶伤口严重扭曲,从而提高钛及钛合金的硬度和强度,使塑性却显着降低。为了保证焊接接应的性能,除了在焊接过程中严防焊缝及焊按热影响区发主氧化外,同时还应限制基本金属及焊丝中的含氧量。 (3)氮的影响在700℃以上的高温下,氮和钛发生剧作用,形成脆硬的氮化钛(riN)而且氮与钛形成间隙固溶体时所引起的晶格歪挪程度,比是量的氧引起的后果更为严重,因此,氮对提高工业纯钛焊缝的抗拉强度、硬度,降低焊缝的塑性性能比氧更为显着。 (4)碳的影响碳也是钛及钛合金中常见的杂质,实验表明,当碳含量为%时,碳因深在α钛中,焊缝强度极限有些提高,塑性有些下降,但不及氧氮的作用强烈。但是当进一步提高焊缝含碳量时,焊缝却出现网状TiC,其数量随碳含量
生物医用钛合金 生物医用材料是指和生物系统相作用,用以诊断、治疗修复或替代机体中的组织、器官或增进其功能的材料。可分为医用金属材料、医用高分子材料、医用陶瓷材料等,其中医用金属材料占有很大的比重,特别是骨科产品、心脑血管产品。 由于钛与人体骨骼接近,对人体组织具有良好的生物相容性、无毒副作用,具有其他材料无法比拟的优势,所以医用钛在医疗领域得到了广泛的应用。 生物医用钛合金的优势 ?生物相容性:与人体发生最小的生物学反应,无毒无磁,作为人体植入物,对人体无毒副作用。 ?力学性能:高强度、低弹性模量,既满足力学要求,又与人体自然骨弹性模量相近,可减少应力屏蔽效应,更有利于人骨的生长愈合。 ?耐腐蚀性能:钛合金为生物惰性材料,在人体生理环境下有有意的抗腐蚀性能,对人体生理环境不产生污染。 ?质轻:一般钛合金的密度仅为不锈钢的56%,植入人体后大幅度减轻人体的负荷量。 生物医用钛合金发展历程 金属材料是人类生物医学发展史上最早用于创伤修复和矫形治疗的传统材料。从20世纪30年代起,CoCr合金、不锈钢曾先后被用于医学领域并成为目前传统
的医用金属材料;20世纪40 年代,性能更优异的生物医用钛得到研究并证明了其临床可行性。生物医用钛合金经历了纯钛与Ti-6Al-4V钛合金、改良钛合金、低模量β钛合金三个历程: ?1950-1980年:纯钛首次用于生物医药领域,证实了良好的生物相容性。Ti6Al4V 广泛用于外科修复或替换材料。 ?1980-1990年:证实V、Al是对生物体有毒副作用的元素;开发出以Nb、Fe替代V的第二代改良新型医用钛合金。 ?1990年-至今:90年代初期开发第一个具有更好生物相容性和更低弹性模量的β钛合金Ti13Nb13Zr,从此开启了具有优异性能的生物医用β钛合金的开发和使用。 国内研究现状及问题 我国从20世纪70年代开始医用钛合金材料的研究和应用,经过前期对 Ti-6Al-4V 、Ti-6Al-7Nb、Ti-5Al-2.5Fe医用钛合金的仿制研究,早在1999年西北有色金属研究院在国内首次研制出第一个具有我国自主知识产权近α型新型医用钛合金TAMZ(Ti-2.5Al-2.5Mo-2.5Zr),综合性能与Ti-6Al-7Nb相当。 在2005年,西北有色院又研制出两种新型高强低模量近β型医用钛合金 TiZrMoNb(TLE)和Ti Zr Sn Mo Nb (TLM)。中科院金属所也开发出新型低模量近β型钛合金Ti -24Nb-4Zr-7.6Sn(Ti 2448)。另外,北京有色院、哈工大、东北大学、天津大学等单位也在开展新型β型钛合金的应用及相关基础研究。 基于我国国情,拥有约13亿人口和6000万残疾人的大国,而且我国正步入老龄化社会,为此要提供大量优质的生物医用材料及器件以供临床诊治的需要。而我国在医用种植体方面的研究起步较晚,目前人工关节近一半需要进口,而牙科种植体以及一些高端植入物更是90%以上使用进口产品,价格十分昂贵,普通工薪阶层的百姓难以承受。因此,开发无毒性、低弹性模量且价格低廉的新型植入用钛合金是一个值得研究的课题。 生物医用钛合金分类及性能 生物医用钛合金按材料显微组织类型可分为α型、α+β型和β型钛合金三类。 目前临床广泛使用的材料仍以纯钛和Ti-6Al-4V合金为主,但β型钛合金由于更低的弹性模量和更好的生物相容性已成为该领域的研究热点,是最有应用前景的生物医用钛合金。 表1是各种生物医用钛合金的力学性能。图1表明各种生物医用合金的弹性模量和人体骨弹性模量的比较。可以看出, 第二代生物医用钛合金弹性模量明显比第一代低,合金设计时Nb含量有增加的趋势且都是β型钛合金, Ti-35Nb-7Zr-5Ta 和Ti-29Nb-13Ta-7.1Zr合金具有最低的弹性模量55MPa, 与人体骨的弹性模量最接近。因此开发较低弹性模量的生物医用β型钛合金已成为该领域的研究热点。 目前国内外研究最为广泛的生物医用超弹性β钛合金是Ti-Nb系超弹性β钛合表1 生物医用钛合金的力学性能
医用钛合金及其表面改性技术的研究现状1 金红* (北京有色金属研究总院科技信息所,北京100088) 摘要:介绍了新型医用钛合金的研究开发现状,分析了医用钛合金存在的主要问题,即耐磨性、耐腐蚀性和生物活性有待进一步提高。阐述了表面改性对提高钛合金的耐磨性能、耐腐蚀性能和生物活性的作用。指出应当重视钛合金表面生物活性陶瓷涂层的稳定性问题。认为通过研究开发综合性能更优的新型医用钛合金,寻求更为理想的表面改性工艺以及运用复合涂层制备技术,有望逐步解决钛合金在临床应用中存在的问题。 关键词:医用钛合金;表面改性;耐磨性;耐腐蚀性;生物学性能 中图分类号:TG146123文献标识码:A文章编号:0258-7076(2003)06-0794-05 在生物医用金属材料中,钛合金凭借其优良的生物相容性、耐腐蚀性、综合力学性能和工艺性能逐渐成为牙种植体、骨创伤产品以及人工关节等人体硬组织替代物和修复物的首选材料。其中T-i6A-l4V合金作为生物医用合金已有很长的历史。但T-i6A-l4V合金在生物相容性、耐腐蚀性和耐磨损性能等方面仍不够理想[1~4],而且该合金还存在细胞毒性问题。为克服T-i6A-l4V合金存在的种种缺陷,近年来人们一直致力于研究开发具有更佳综合性能的医用钛合金,并取得一些进展;与此同时,人们还尝试采用各种表面技术对钛合金进行表面改性以使其更适合于医学应用的要求。本文综述了医用钛合金的研究开发现状及其表面改性技术的研究进展。 1新型医用钛合金的研究开发现状及存在的问题 1.1研究现状 近年来钛合金在生物医学领域中的研究和应用呈上升趋势,特别是在牙科和整形外科中钛材的用量明显增多[5]。目前,医用钛合金仍以T-i6A-l 4V合金为主,但该合金中Al和V元素对人体存在的潜在危害已引起了人们的高度重视。为克服V 和Al的不良影响,人们相继研究开发了不含V或既不含V也不含Al的A+B钛合金和B钛合金[6,7]。其中A+B钛合金有欧洲、日本等开发的T-i6A-l7Nb,T-i5A-l2.5Fe,T-i6A-l6Nb-1Ta,T-i5A-l 3Mo-4Zr,T-i6A-l2Nb-1Ta,T-i15Zr-4Nb-4Ta-0.2Pd, T-i15Sn-4Nb-2Ta-0.2Pd,T-i15Sn-4Nb-2Ta-0.2Pd-0. 2O[2,8]。与A+B钛合金相比,B钛合金不仅生物相容性更优,而且具有更高的强度水平和更好的切口性能以及韧性,因此更适合于医学应用,特别是做人体的内植物。在医用B钛合金的研究与开发方面日本、美国处于领先地位。日本研制开发的新型B钛合金有T-i29Nb-13Ta-416Zr,T-i15Mo-5Zr-3Al, T-i15Mo-3Nb-3A-l012Si,T-i15Mo-3Nb-3A-l013O和T-i11Mo-6Zr-415Sn等。在美国已有5种B钛合金被推荐在医学领域中应用,即T-i12Mo-6Zr-2Fe (TMZFTM),T-i13Zr-13Nb,TI METAL21SRx,Tia-dyne1610和T-i15Mo。与TI-6A-l4V相比,这5种钛合金均具有较低的弹性模量,其中TMZFTM的综合性能较好[9]。 1.2医用钛合金存在的主要问题 随着各种新型医用钛合金的问世,钛合金在生物医学领域中的应用越来越广泛,但是,目前已研制开发出的各种钛合金均存在不同程度的缺陷,还没有一种能够完全满足临床使用的所有要求。总体说来,主要存在以下几方面的问题[10~15]。(1)耐磨损性能相对较低。与不锈钢、镍基合金等许多其他金属材料相比,钛合金的摩擦系数大,耐磨性 第27卷第6期Vol.27l.6 稀有金属 C HI NESE JOURNAL OF RARE METALS 2003年11月 November2003 1收稿日期:2003-06-30;修订日期:2003-08-02作者简介:金红(1963-),女,硕士研究生,高级工程师*通讯联系人(E-mail:jh63125@https://www.doczj.com/doc/575201406.html,)
生物医用金属材料 摘要:在概述医用金属材料目前的研究现状、性能和应用的基础上,指出了医 用金属材料应用中目前存在的主要问题,阐述了近些年生物医用金属材料的新进展,并对今后的发展进行展望分析。 关键词:生物医用金属材料现状研究进展 引言: 生物医用材料(biomedical material)是用于对生物体进行诊断、治疗、修复或替换其病损组织、器官或增进其功能的新型高技术材料,能够植入生物体或与生物组织相糅合。它的研究及产业化对社会和经济发展的重大作用正日益受到各国政府、产业界和科技界的高度重视。 目前用于临床的生物医用材料主要包括生物医用金属材料、生物医用有机材料(主要指有机高分子材料)、生物医用无机非金属材料(主要指生物陶瓷、生物玻璃和碳素材料)以及生物医用复合材料等。 而与其它几种生物材料相比,生物医用金属材料具有高的强度、良好的韧性及抗弯曲疲劳强度、优异的加工性能等许多其它医用材料不可替代的优良性能。但生物医用金属材料在应用中也面临着一些问题,由于生理环境的腐蚀而造成的金属离子向周围组织扩散以及植入材料自身性质的退变,前者可能导致毒副作用,后者可能导致植入失效,因此研究和开发性能更优、生物相容性更好的新型生物医用金属材料依然是材料工作者和医务工作者共同关心的课题。 生物医用金属材料 生物医用金属材料是指一类用作生物材料的金属或合金,又称外科用金属材料。它是一类生物惰性材料。通常用于整形外科、牙科等领域,具有治疗、修复固定和置换人体硬组织系统的功能。 在生物医学材料中,金属材料应用最早,已有数百年的历史。人类在古代就已经尝试使用外界材料来替换修补缺损的人体组织。在公元前,人类就开始利用天然材料,如象牙,来修复骨组织;到了19世纪,由于金属冶炼技术的发展,人们开始尝试使用多种金属材料,不遗余力地发展生物医用材料,以解救在临床上由于创伤、肿瘤、感染所造成的骨组织缺损患者,如用银汞合金(主要成份:汞、银、铜、锡、锌)来补牙等; 目前临床应用的医用金属材料主要有不锈钢、钴基合金、钛和钛合金等几大类。此外还有形状记忆合金、贵金属以及纯金属钽、铌、锆等。
材料与人类文明 论文 题目:钛合金在医疗方面的应用班级: 姓名: 学号: 【摘要】
钛是非常常见的物质,海绵钛纯度能达到99.9%。钛合金产品的物理、化学性质十分稳定,不会被人体吸收,与体液和药品接触也不会发生化学反应,也不会电离,也不与人体的肌肉骨骼发生反应,因而被人们称为“亲生物金属”。因为钛具有“亲生物”性,钛在人体内,能抵抗分泌物的腐蚀且无毒,对任何杀菌方法都适应。因此被广泛用于制医疗器械,制造人体髋关节、膝关节、肩关节、胁关节、头盖骨,主动心瓣、骨骼固定夹。 【关键词】 材料钛合金文明生物医疗 【正文】 金属材料是最早用于临床医学的生物医用材料,目前用于外科植入物和矫形器械的金属材料主要包括不锈钢、钴基合金和钛合金三大系列,它们占整个生物材料产品市场份额的40% 左右。其中,钛合金已广泛应用于人体硬组织(包括人体躯干中所有的骨骼和牙齿)的缺损、创伤和疾病等修复、矫形及替代等治疗。20 世纪中叶以来,以钛合金为主的医用金属材料开始在人体硬组织的外科植入及人体软组织(包括心脑血管、外周血管及非血管如肝脏、胆道、尿道等)的介入治疗方面显示出独特而神奇的疗效,而钛合金人工关节、牙种植体、血管内支架和心脏瓣膜等具有中国医疗器械用钛合金材料研发、生产与应用、及典型代表性的医疗器械产品的问世,对医学的发展具有划时代的意义和革命性贡献,使得临床治疗从初级的简单“修复、矫形”治疗上升到更高层次的组织与器官的“替代式”治疗,极大改善和提高了人们的生活质量,克服了以往重大疾病 只能单纯依靠药物治疗的不足。 1.钛合金材料在我国的发展历史 上世纪七十年代初,我国开始采用了国产钛及钛合金制品,在北京多家医院,先后采用钛及钛合金人造骨头与关节用于临床治疗应用和研究,制造的髋关节、肘关节、下颌骨等用于临床治疗病人。同时,一些医院与公司的模拟人体体液的浸泡实验,电化学阳极化实验和腐蚀动力学曲线的测定,证明了钛及钛合金人造骨头与关节用于人体具有优异的耐腐蚀性,生物学反应也很小,是一种理想的人体植入物,对植入人体骨头与关节进行力学性能也经过测定,认为钛及钛合金的强度满足了人体植入物的要求。 上世纪八十年代中期以后,我国钛材用于制造人体植入物的数量增加,其中钛形状记忆合金的开发与应用达到国际先进水平。到了九十年代中期,国产钛及钛合金加工材,在矫形外科、神经外科、心血管系统、口腔颌面外科、人体外培养机等方面广泛应用。近5年,国内一大批企业成为钛及不锈钢等人体植入物生产企业。采用钛及钛合金制造的股骨头、髋关节、肱骨、颅骨、膝关节、肘关节、肩关节、掌指关节、颌骨以及心辨膜、肾辨膜、血管扩张器、夹板、假体、紧固
钛及钛合金力学性能 ,物理性能,以及相关介绍等 一。以下是个人对外六角螺栓和内六角螺栓使用情况的一点小总结,请参考俺的个人观点: 1。内六角的螺栓,适用于结构空间小,或者要求上平面是平面的情况下。 结构空间小,活动扳手占空间大,所以不能用,只能使用内六角螺栓,方便装卸。 产品要求安装后上平面是平面的情况下,主要适用于精密仪器/设备,一些设备要求安装后平面度的,或者要求整体产品外观良好,或者要求产品安装后上平面必须平,以此来避免挡碍的情况下需要使用内六角螺栓。 2。其他情况下,均建议用外六角螺栓。 3。从成本上考虑,用外六角螺栓,从外观效果上考虑,用内六角螺栓。 4。我们单位一般情况下,将内六角螺栓翻译为内六角螺钉,呵呵,请大家参考,也就是说一般意义上的内六角螺栓=内六角螺钉。当然,德标DIN和ISO 的标准正规些。 现在市场上的该类紧固件都在努力向DIN和ISO标准上靠拢。 二。钛及钛合金 钛及钛合金是导弹上重要结构材料之一。钛的密度为.507g/cm3,介于铝、铁之间。钛的熔点为1668℃比铁的熔点还高,能在高温下工作,耐热性能远超过铝。钛在含氧环境中易形成一层薄而坚固的氧化物薄膜。这层膜和基体结合牢固致密,破坏后还能自愈合,从而起到保护作用。 a.型钛合金
这类合金不能通过热处理强化,一般在退火状态下应用。它的特点是具有良好的耐热性和组织稳定性,低温性能优于其它类型钛合金。缺点是对变形抗力大,常温下强度不够高。 这类合金的牌号有TA1,…,TA7,TA8,其中TA1~TA3为工业纯钛; TA4,TA5,TA6属Ti-Al二元合金;TA4用作焊丝;TA5、TA6可用于一般结构件或耐蚀结构件;TA7是常用的典型型合金。 b.型钛合金 这类合金可通过淬火和时效得到强化,其优点是固溶处理状态下塑性很好,易加工成形,在时效状态下强度高。缺点是弹性模量低,耐热性差,焊接性能差,低温塑性不如型合金。 常用牌号为TB2,它可用于整体式固体火箭—冲压发动机的燃气发生器。 c.(+)型钛合金 这类合金的中国产品的牌号有TC1,…,TC4,…,TC10等品种,其中TC1和TC2为低强钛合金,TC3、TC4为中强钛合金,TC10属高强钛合金,TC6,TC9和TC11则属高强耐热钛合金。这类合金兼备钛合金和钛合金的优点。导弹上使用最多的是TC4(Ti-6Al-4V)钛合金,导弹上广泛的采用TC4钛合金制作高压气瓶,受力较大的杆式焊接支架,舵轴以及在较高热环境下工作的结构件,也可用作固体发动机壳体,压气机盘,叶片等。 (3)结构复合材料 复合材料是由两种或两种以上的性状不同的材料经选择、设计、成型而得到的一种宏观多相新材料。其组分可包括金属、非金属等各种材料,按作用又可分为基体材料和增强材料两部分。 三。钛及钛合金力学性能 牌号室温力学性能,不小于高温力学性能,不小于 抗拉强度σbMPa屈服强度σ0.2
钛及钛合金焊接方法与研究 现状 洛阳船舶材料研究所 高福洋 廖志谦西北工业大学材料科学与工程学院 李文亚 焊接作为一种重要的金属加工工艺,在工业生产和国防建设中起着重要作用。随着产业结构的变化和科学技术的发展,先进的焊接结构是降低材料消耗,减轻结构质量的有效途径,各种焊接技术有着广阔的应用前景。随着钛工业的发展,其焊接技术也越来越引起人们的重视。 高福洋 硕士研究生,主要从事钛合金焊接工艺研究。 Welding Method and Research of Titanium and Titanium Alloy 钛具有比强度高、耐海水及其他介质的腐蚀、耐低温,以及高温下具有高的疲劳强度、低的膨胀系数、良好的可加工性等优点,用其建造的结构在任何自然环境中都能充分发挥其作用。在舰船应用中,除利用其耐海水腐蚀和高比强度特点外,还有无磁、透声、抗冲击震动等优点,钛及钛 合金在舰船中的使用大大延长了设 备的使用寿命,减轻了重量,提升了设备及整舰船的技术战术性能,因此钛是一种优秀的舰船结构材料[1-3]。 焊接作为一种重要的金属加工工艺,在工业生产和国防建设中起着重要作用。随着产业结构的变化和科学技术的发展,先进的焊接结构是降低材料消耗,减轻结构质量的有效途径,各种焊接技术有着广阔的应用前景。随着钛工业的发展,其焊接技术也越来越引起人们的重视。钛的熔点较高、导热性较差,因此在焊接时易因参数选用不当形成较大的熔池,并且熔池温度高,这使得焊缝及热影响区金属在高温停留的时间较长,晶粒长大倾向明显,使接头塑性和韧性降低,导致产生裂纹。所以钛及钛合金的焊接工艺方法是一个需 要不断解决完善的问题。 钛及其合金焊接特点 1 钛及其合金的物理化学性能 钛具有2种同素异形体,分别以α和β来表示,转变温度为882.5℃,其低温晶体α为密排六方晶格,在882.5℃以上稳定的β晶体为体心立方晶格。 钛的导热性较差,其导热系数比不锈钢略低。当钛中存在杂质时,其导热系数则有所下降。表1列出了工业纯钛与其他金属材料主要物理性能的比较。 2 钛合金的焊接组织 工业纯钛及α钛合金的焊接组织在常温下是单相,根据冷却速度的不同, 生成锯齿状或针状组织。各种