第31卷第5期2011年5月
环境科学学报Acta Scientiae Circumstantiae
Vol.31,No.5May ,2011
基金项目:广西教育厅科研项目(No.200808LX406,
200911LX368);广西高校优秀人才资助项目(No.G2009033,G2009045);广西科学技术研究和开发项目(桂科攻10100003-2);玉林师范学院重点科研项目(No.2010YJZD )
Supported by the Programs of Education Bureau of Guangxi Province (No.200808LX406,200911LX368),the Excellent Talents in Guangxi High Education (No.G2009033,G2009045),the Technology Research and Exploitation of Guangxi Province (No.10100003-2)and the Key Foundation of Yulin Nornal University (No.2010YJZD )
作者简介:陈渊(1971—),女,高级实验师,
E-mail :chenyuan197191@163.com ;*通讯作者(责任作者),E-mail :gcl_109@163.com Biography :CHEN Yuan (1971—),female ,senior laboratory technician ,E-mail :chenyuan197191@163.com ;*Corresponding author ,E-mail :gcl_109@163.com
陈渊,杨家添,刘国聪,等.2011.水热法制备BiVO 4及其可见光催化降解糖蜜酒精废水[J ]
.环境科学学报,31(5):971-978Chen Y ,Yang J T ,Liu G C ,et al .2011.Hydrothermal synthesis of BiVO 4and its photocatalytic degradation of molasses fermentation wastewater under visible light irradiation [J ].Acta Scientiae Circumstantiae ,31(5):971-978
水热法制备BiVO 4及其可见光催化降解糖蜜酒精
废水
陈渊1,2,杨家添1,刘国聪1,2,*,韦庆敏1,2,曾玉凤1,黄小燕1
1.玉林师范学院化学与生物系,玉林537000
2.玉林师范学院新材料研发和化学生物传感技术所,玉林537000收稿日期:2010-08-17
修回日期:2010-10-12
录用日期:2010-10-20
摘要:以Bi (NO 3)3·5H 2O 为铋源,NH 4VO 3为钒源,采用简单的水热法制备了BiVO 4光催化剂,并用X-射线衍射(XRD )、扫描电子显微镜(SEM )、红外光谱(IR )和紫外-可见光漫反射光谱(UV-vis )对产品进行了结构表征.同时,在BiVO 4光催化降解糖蜜酒精废水反应中考察了催化剂用量、
通氧量、溶液pH 值、双氧水用量及光照强度对糖蜜酒精废水脱色率的影响.实验结果表明,水热产品属于单斜晶系BiVO 4,其带隙能为2.398eV ,并具有良好的可见光催化活性.当降解经30倍稀释的糖蜜酒精废水,BiVO 4添加量为3.0g ·L -1,通氧量为120L ·h -1,助氧化剂H 2O 2添加量为9%,不改变废水pH 值,在400W 镝灯离液面11cm 照射反应180min 的条件下,糖蜜酒精废水的脱色率为88.60%,COD 去除率为25.84%,而添加5g ·L -1的FeSO 4·7H 2O 后其脱色率和COD 去除率分别提高到90.90%和91.26%.单斜晶型BiVO 4晶体的可见光催化糖蜜酒精废水过程符合一级动力学反应.
关键词:糖蜜酒精废水;BiVO 4;水热法;光催化降解;脱色率;COD 去除率文章编号:0253-2468(2011)05-971-08中图分类号:X703.1
文献标识码:A
Hydrothermal synthesis of BiVO 4and its photocatalytic degradation of molasses
fermentation wastewater under visible light irradiation
CHEN Yuan 1,2,YANG Jiatian 1,LIU Guocong 1,2,*,WEI Qingmin 1,2
,ZENG Yufeng 1,HUANG Xiaoyan 1
1.Department of Chemistry and Biology ,Yulin Normal University ,Yulin 537000
2.Institute of Advanced Materials &Chembiosensing Technology ,Yulin Normal University ,Yulin 537000Received 17August 2010;
received in revised form 12October 2010;
accepted 20October 2010
Abstract :Using Bi (NO 3)3·5H 2O as bismuth source and NH 4VO 3as vanadium source ,BiVO 4photocatalysts were synthesized via a facile hydrothermal process and characterized using X-ray diffraction (XRD ),scanning electron microscopy (SEM ),infrared spectroscopy (IR )and UV-vis diffuse reflectance spectroscopy (UV-vis ).The as-prepared products were used to photodegrade molasses fermentation wastewater.The effects of BiVO 4dosage ,air flow rate ,pH of wastewater ,H 2O 2dosage and the illumination intensity on the wastewater degradation were investigated in detail.The results reveal that the as-prepared BiVO 4is of monoclinic structure with a band gap of 2.398eV and exhibits an excellent visible-light photocatalytic activity.For the molasses fermentation wastewater with the initial pH value ,when the flow rate of air is adjusted to 120L ·h -1,the amount of added H 2O 2is modulated at 9%,and the concentration of BiVO 4is controlled to 3.0g ·L -1,the decolorization ratio of the molasses fermentation wastewater diluted 1?30with distilled water is 88.60%and the COD removal ratio is 25.84%after irradiation by 400W visible light for 180min.When FeSO 4·7H 2O with a concentration of 5g ·L -1was added ,its decolorization ratio and COD removal ratio were increased to 90.90%and 91.26%,respectively.The photocatalysis process of BiVO 4upon the molasses fermentation wastewater is a first-order kinetic reaction.Keywords :molasses fermentation wastewater ;BiVO 4;hydrothermal method ;photodegradation ;decoloration rate ;COD removal rate
环境科学学报31卷1引言(Introduction)
糖蜜酒精废水是指以糖厂制糖副产品———糖
蜜为原料,经发酵后初液在初塔蒸馏出酒精后排放
的有机废弃液,是一种难降解的制糖工业有机废
水.糖蜜酒精废水色度较高,大多呈棕黑色,其中所
含色素为类黑色素、棕色素,主要成分为焦糖色素、
酚类色素、多糖分解产物及与氨基酸的浓聚产物
等,属于高浓度有机废水,具有耐温、耐光照、色值
变化小、时效性长且难以被微生物降解等特点,通
常所用的生化-物化方法难以对其进行有效脱色(银
星宇等,2005).目前,处理蜜酒精废水的方法主要
有:微生物降解与化学絮凝相结合的方法(曾丽璇
等,2002)、物理法(郑必胜等,1999;潘巧明等,
2000)、臭氧氧化法(Pena et al.,2003;Coca et al.,
2005;2007)、吸附法(魏光涛等,2004)、超声协同
Fenton试剂法(曾玉凤等,2007)等.但这些方法在
实际处理过程中存在耗时长、辅助机械多且净化效
果不佳等不足,因此,急需寻找一种既经济又环境
友好的方法来降解糖蜜酒精废水.目前,以光催化
氧化技术净化处理废水的研究格外引人注目,尤其
是利用半导体粉末作为光催化剂催化降解各类污
染物的研究已引起国内外学者的高度重视.利用
Bi
2WO
6
光催化(刘自力等,2006;2004)、SnO2催化臭
氧氧化(曾玉凤等,2008a;2008b)、PbWO4光催化
(秦祖赠等,2009)降解糖蜜酒精废水均取得了较好的效果,但这些研究采用紫外光进行降解实验,催化剂的光响应范围受到限制,应用范围较窄.
BiVO
4
作为一种新型可见光催化剂得到了人们的广泛关注.研究表明,BiVO4具有可见光催化分解水和降解有机污染物的能力,其响应光波长范围达到500nm之上,作为光催化材料在废水处理方面已展现出良好的可见光催化降解性能(Xie et al.,
2006).但BiVO
4
的可见光催化活性主要取决于它的晶相结构和制备方法.研究发现,BiVO4主要有3种晶相结构,即四方锆石相、单斜白钨矿相和四方白钨矿相,其中,单斜晶相BiVO4具有最高的光催化活性,而且通过水热法容易制备得到高活性的单斜晶相的BiVO4(Liu et al.,2003;Yu et al.,2006;Kudo,
2006).同时,以BiVO
4
为光催化剂用于模拟废水(如甲基橙、亚甲基蓝、罗丹明B、甲基橙等)降解的研究较多,但将其应用于糖蜜酒精废水等实际废水处理的研究还鲜见报道.
因此,本文通过改进的水热法制备单斜晶相结构的BiVO4,并采用X-射线衍射(XRD)、扫描电镜(SEM)、红外光谱(IR)、紫外可-见漫反射谱(UV-vis)等对其结构进行表征.同时,将BiVO
4
应用于糖蜜酒精废水的降解研究中,详细考察催化剂用量、空气流量、溶液pH值、助氧化剂H2O2的加入、光照强度、添加FeSO4·7H2O等因素对废水光催化降解的影响,并进行单斜晶相BiVO4可见光催化糖蜜酒精废水的动力学分析,以期为开发糖蜜酒精废水处理的新工艺提供参考.
2实验材料与方法(Materials and methods)
2.1仪器与试剂
仪器:BS224S型电子分析天平、DF-101S集热式磁力加热搅拌器、普通照明日光镝灯(400W)、DHG-9036A型电热恒温鼓风干燥箱、WFJ-2100型可见光分光光度计、DZF-1B型真空干燥箱、SHB-III 型循环水式多用真空泵、WGH-30/6型双光束红外分光光度计、UV-2550紫外分光光度计;山本-6500型增氧泵,空气流量有低(60L·h-1)、中(120 L·h-1)、高(180L·h-1)3档.
试剂:硝酸铋、偏钒酸铵、过氧化氢(30%)均为分析纯;重铬酸钾为GR级;硫酸亚铁铵、浓硫酸、浓盐酸、浓硝酸、乙醇、硫酸银、邻菲罗啉、硫酸亚铁、氢氧化钠等均为分析纯试剂.
2.2废水来源
本实验的废水取自广西凤糖罗城制糖有限责任公司,原废液呈棕黑色,无透光性,COD高达8.56?104mg·L-1.故需稀释30倍后再进行实验,稀释后的废水原始pH为3.8 4.5.根据文献(秦祖赠等,2009;2003)的测定结果可知,糖蜜酒精废水的最大吸收波长在475nm处.
2.3BiVO
4
催化剂的制备
称取10mmol(4.8507g)Bi(NO3)3·5H2O溶于
5mL浓HNO
3
(16mol·L-1)中,加水稀释到20mL (4mol·L-1),磁力搅拌均匀;称取10mmol(1.1698
g)NH
4
VO
3
溶于20mL NaOH(4mol·L-1)中,用玻棒搅拌溶解,将其加入到上述Bi(NO3)3溶液后不断搅拌,此过程要严格控制V和Bi的物质的量比,通过滴加2mol·L-1NaOH或溶液来调节溶液pH值为5,再磁力搅拌30min.将混合物转移到容量为100mL 具有聚四氟乙烯内衬的不锈钢水热釜中密封,用蒸馏水控制液体体积为容器体积的80%,进行静置加
279
5期陈渊等:水热法制备BiVO
4
及其可见光催化降解糖蜜酒精废水热,于180?下反应24h,等反应釜自然冷却后,除
去上层液体,真空抽滤并用去离子水和无水乙醇洗
涤至中性,并在室温下真空干燥12h,用玛瑙研钵研
碎,得到鲜黄色产品以备检测.
2.4BiVO
4
的表征
采用Rigaku D/max2500v/pc型X射线粉末衍
射仪(λ=0.154178nm),在电流100mA、电压40
kV、扫描速度10?·min-1的条件下对BiVO
4
晶体的
表面结构进行测定.使用FEI Quanta250型场发射扫
描电镜观察所制备光催化剂颗粒的形貌.采用
WGH-30/6型双光束红外光谱仪对样品的分子基团
进行红外光谱(IR)测定,分别取2mg试样采用压
片法进行测试,扫描范围为400 4000cm-1.紫外-
可见漫反射折射光谱在UV-2550紫外分光光度计
上测定,采用小积分球附件,以标准BaSO4粉末为参
比,扫描范围为200 800nm,漫反射吸收光谱主要
用来表征纳米催化剂的光吸收性能.
2.5糖蜜酒精废水的降解反应
在400W日光镝灯光照条件下,在自制带有循
环水的玻璃反应器中进行糖蜜酒精废水光催化降
解反应.具体方法如下:称取0.3g BiVO4加入到100
mL糖蜜酒精废水中,遮光搅拌30min以达到吸附
平衡,空气通入流量为120L·h-1,加入助氧化剂
H
2O
2
9mL,然后将其置于400W镝灯下进行光催化
降解,在实验过程中不断进行磁力搅拌,使催化剂与溶液充分接触,每隔30min取样1次,离心分离除去催化剂粉末后,取上清液测定其吸光度和COD.以糖蜜酒精废水在475nm处吸光度的变化来计算废水的脱色率(η),计算公式为:
η=(A0-A)/A0?100%(1)式中,A0为未经处理的染料废水的实测吸光度;A为处理后废水的吸光度.
糖蜜酒精废水COD的测定采用国标法-重铬酸钾法,并利用下列公式计算COD去除率(R):
R=(C
0-C)/C
?100%(2)
式中,C为处理后废水的COD值(mg·L-1),C0为原废水的COD值(mg·L-1).数据均平行测定3次,取其平均值.
3结果(Results)
3.1光催化剂BiVO
4
的表征
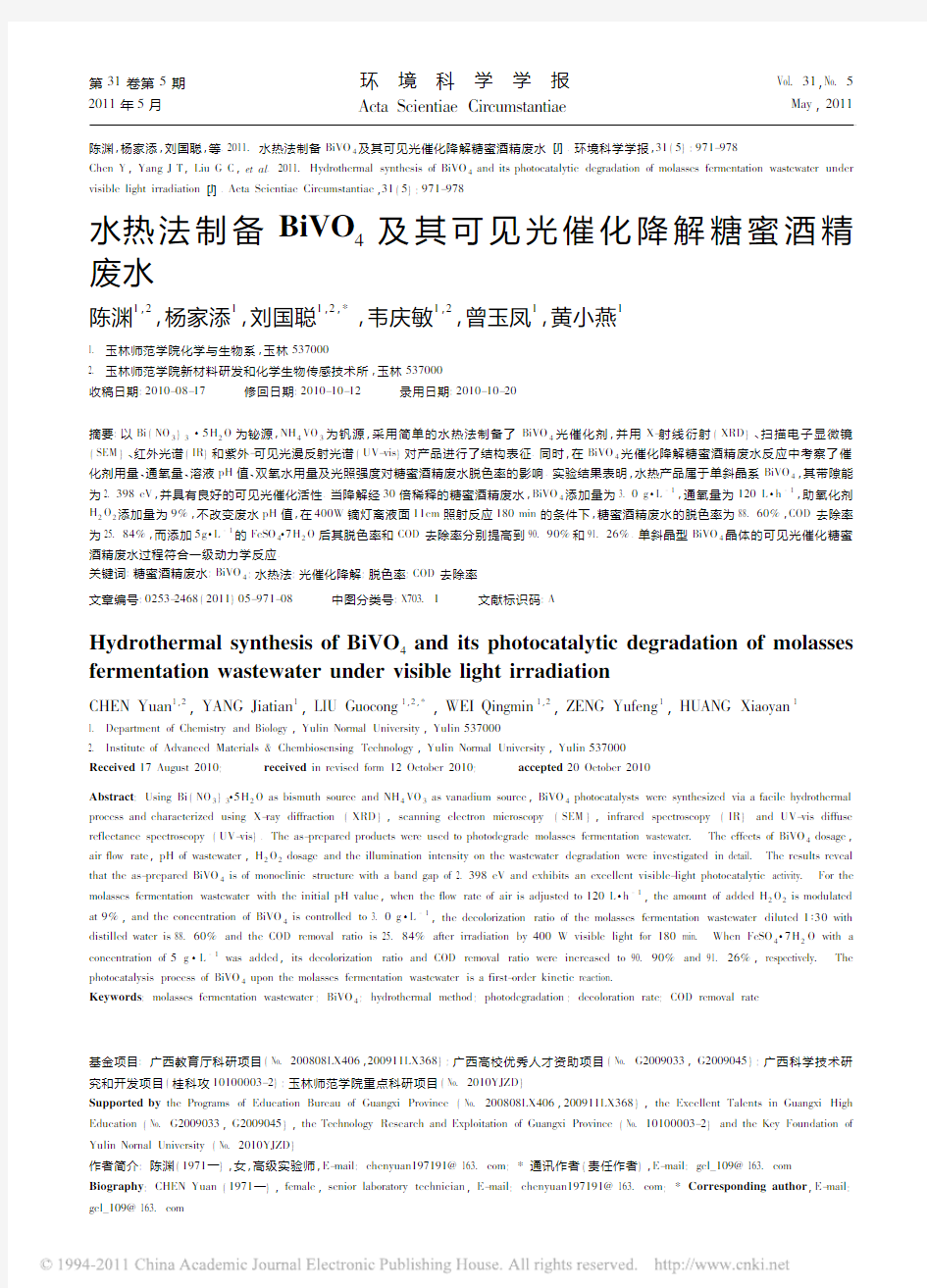
3.1.1样品的物相结构分析图1为水热法制备的BiVO4样品的XRD图.由图1可知,样品在(011)、(110)、(121)、(004)、(200)、(002)、(211)、(150)、(231)、(240)、(024)、(202)、(161)、(321)和(123)晶面处出现了较强的衍射峰,其它位置的衍射峰强度不大,所有衍射线与BiVO4标准图谱(JCPDS No:14-0688)相吻合,属于单斜晶系白钨矿型结构,其晶格参数为a0=0.51956nm,b0 =0.50935nm,c
=1.17044nm.样品中没有其它杂质峰出现,而且样品具有良好的结晶度.由谢乐公式:d=0.89λ/βcosθ(其中,λ、β和θ分别代表X射线衍射波长(nm)、衍射峰的半峰宽(rad)和布喇格衍射角(?))计算得到单斜晶系BiVO4晶粒的平均尺寸约60nm.XRD结果表明,通过简单的水热法能够制备单斜晶系的BiVO4纳米晶体
.
图1BiVO4的XRD谱图
Fig.1XRD pattern of BiVO
4
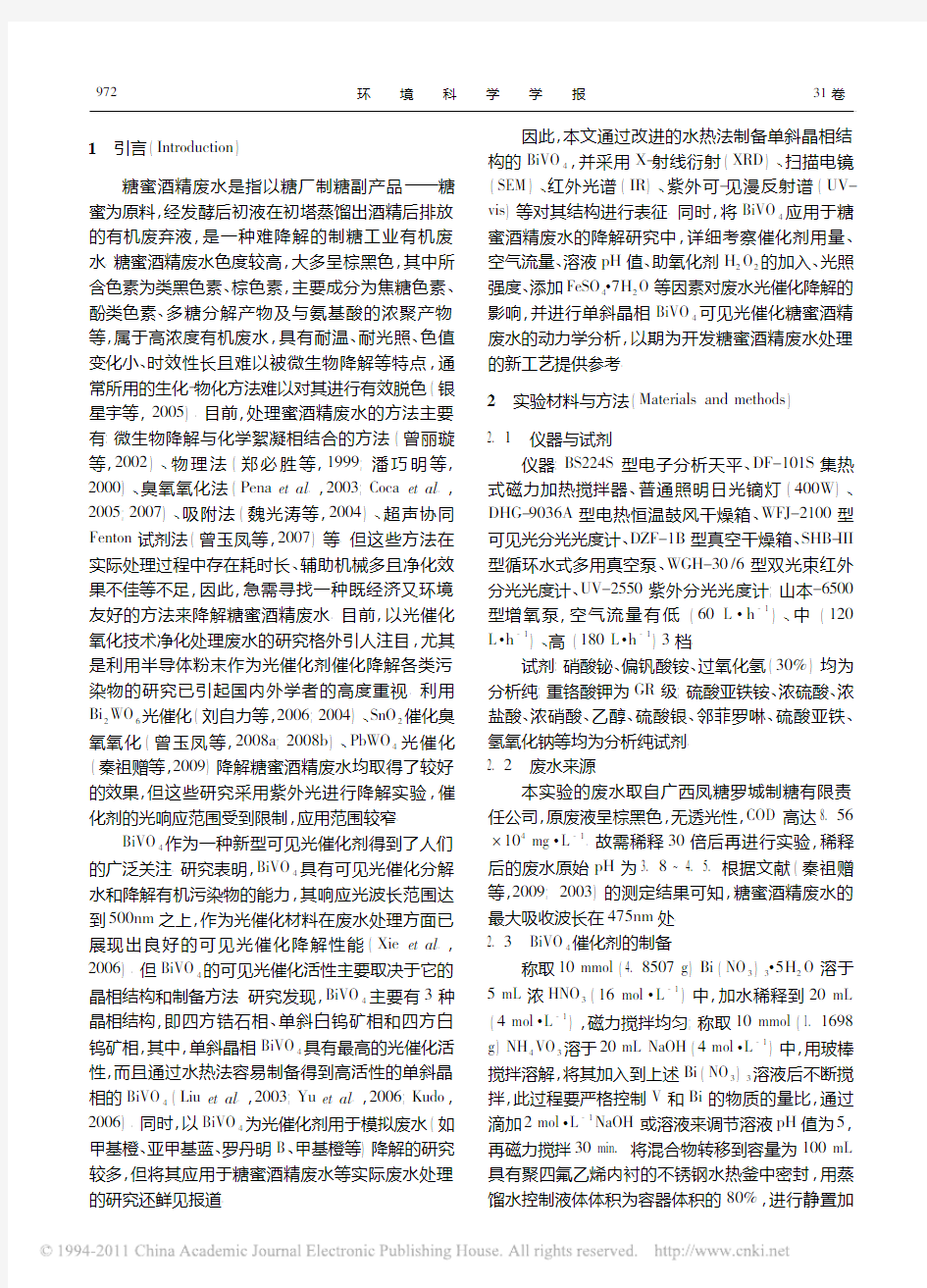
图2BiVO4的IR光谱图
Fig.2IR spectrum of BiVO4
3.1.2样品的IR分析图2为水热产物BiVO
4
在常温下2000 400cm-1范围内的红外光谱图.由于
VO3-
4
是正四面体的Td群,具有4个典型的ν1、ν2、ν3和ν4,其中,ν1、ν3代表伸缩振动,而ν2、ν4代表弯
379
环境科学学报31卷
曲振动.因此,ν1(VO 3-4)和ν3(VO 3-
4)的存在必然引起700 940cm -1处出现特征峰,
而ν2(VO 3-
4)和ν4(VO 3-4)会在400 600cm -1
区间内产生振动峰.图2结果显示,样品在746cm -1处的峰正是Bi —V 键
伸缩振动吸收峰,而520和470cm -1
处的弱峰为弯
曲振动峰.由于样品经过真空干燥处理,
因此,IR 图谱中并未在1600cm -1
处左右出现吸附于样品表面的水分子的O —H 键的振动峰.
3.1.3样品的微观形貌分析图3为BiVO 4样品的扫描电镜照片(SEM ).由图3可知,水热法制备的BiVO 4样品呈现颗粒状形貌,颗粒尺寸大小不均匀,而且颗粒形貌也不规整.有的颗粒是细小的球状粒子,团聚现象较严重,而有的颗粒是长度不一的短棒,但样品颗粒的尺寸均处在200 1000nm 内,而且这些颗粒的表面比较光滑,说明样品具有较好的结晶度,这与样品具有较强的衍射峰一致
.
图3BiVO 4的SEM 照片Fig.3
SEM image of BiVO 4
3.1.4样品的UV-
vis 光谱分析紫外-漫反射光
谱是检测半导体材料中电子状态及其能带隙的一
种有效手段.图4为BiVO 4样品的紫外-可见漫反射光谱.图中显示,
BiVO 4除了在紫外区间(<380nm )有很强的吸收外,在可见光区域内也表现出很强的吸收.利用切线法可知,BiVO 4样品的收边波长移至517nm 处,根据E g (eV )=1240/λ(nm )可得,BiVO 4的禁带宽度约为2.398eV ,与单斜BiVO 4的理论值2.40eV 非常接近.由此可见,单斜BiVO 4具有良好的可见光催化活性
.
图4BiVO 4的紫外-可见吸收光谱Fig.4
Uv-vis absorption spectrum of BiVO 4
3.2各单因素对BiVO 4光催化剂降解糖蜜酒精废水的影响
3.2.1
催化剂用量对废水光催化降解的影响向
自制玻璃反应器中按不同比例加入BiVO 4光催化剂
进行光降解糖蜜酒精废水试验.量取稀释30倍的糖
蜜酒精废水100mL ,在9mL H 2O 2作助氧化剂、400W 镝灯离液面11cm 高度辐照、空气流量120
L ·h -1、保持废水自然pH 的条件下,考察了BiVO 4光催化剂用量(0、
0.1、0.2、0.3、0.4g )对光催化降解糖蜜酒精废水的影响,结果如图5所示(其中,-30 0min 为遮光吸附时间,0 180min 为光催化降解时间)
.
图5
BiVO 4用量对废水脱色率的影响
Fig.5
Effects of BiVO 4dosage on wastewater decolorization
从图5可以看出,添加催化剂后,糖蜜酒精废水的脱色率明显比不添加催化剂高.不加催化剂时,
光照反应180min ,糖蜜酒精废水的脱色率仅为36.21%.当BiVO 4用量小于3.0g ·L -1(即0.3g )
4
79
5期陈渊等:水热法制备BiVO 4及其可见光催化降解糖蜜酒精废水
时,糖蜜酒精废水的脱色率随着催化剂用量的增加
从1.0g
·L -1时的81.05%增加到3.0g ·L -1时的88.60%,而当BiVO 4光催化剂用量增加至4.0g ·L -1(即0.4g )时,废水的脱色率略有下降.这是
由于当催化剂用量较少时,光源产生的光子不能被完全转化为化学能,使得光子能量并没有得到充分利用;而适当增加催化剂用量可产生更多的活性物种,加快光催化降解的反应速率;但催化剂用量过多时,过多的粒子会产生光散射,使有效光强度减弱,从而影响光的吸收(王敏等,2009).因此,实验
中最佳催化剂用量为3.0g ·L -1.3.2.2
空气流量对光催化降解的影响选定
BiVO 4光催化剂用量为3.0g ·L -1并保持其它条件不变,将空气流量依次设定为0、
60、120、180L ·h -1进行光催化实验,所得结果如图6所示.从图6可以看出,在糖蜜酒精废水的光催化降解过程中,在空
气流量为120L ·h -1
时,糖蜜酒精废水的脱色率较高,表明BiVO 4具有比较高的催化活性.光催化过程
中的氧气充当电子俘获的陷阱,同时生成具有氧化
能力的中间体O -
2,其对废水中的有机物有降解作用.当空气流量较大时,氧气含量提高,被吸附在催化剂表面的氧(溶解氧)也越多,对光生电子的俘获效果越好,降解效果得到提高.但当空气的流量达到一定程度时,氧气在催化剂表面的吸附趋于饱和,此时再增加空气流量,不会再提高降解的效果.相反,还可能使氧气与光接触的几率降低,降低其作为氧化剂的作用,使脱色率下降(秦祖赠等,2009).因此,试验中选取空气流量为120L
·h -1
.图6
空气流量对废水脱色率的影响
Fig.6
Effects of airflow rate on wastewater decolorization
3.2.3
溶液pH 值对光催化降解过程的影响保
持其它条件不变,调节糖蜜酒精废水的pH 值分别
为2.1、4.3、7.0、9.0、11.0,研究溶液pH 值对光催
化降解过程的影响,结果如图7所示.图7结果显示,溶液pH 值对脱色率的影响很大,在酸性和碱性条件下糖蜜酒精废水的脱色率都较高,当pH =9左右时脱色率最高,而溶液为中性时脱色率很低.同
时,实验中观察到,当调节溶液pH 值为2.1、7.0、9.0、11.0时,溶液的颜色加深,呈现深红褐色,但没
有沉淀产生.可见废液的颜色随着pH 值的变化而变化,但色调始终为棕色.这与文献(秦祖赠等,2009;2003;吴振强等,1997)所报道的现象一致.虽然在碱性条件下能使糖蜜酒精废水的脱色率增加,但考虑到成本等因素,试验仍然采用在废水的自然pH 值(即pH 为3.8 4.5)下进行降解反应
.
图7
pH 值对废水脱色率的影响Fig.7
Effects of pH on wastewater decolorization
3.2.4
助氧化剂H 2O 2用量对光催化降解的影响
图8是助氧化剂H 2O 2用量分别为0、
5.0、9.0、13.0、15.0、21.0mL 而其它条件不变时所得到的光降解结果.由图8可知,H 2O 2的加入可以加速糖蜜酒精废水的脱色,且效果非常明显.不加H 2O 2时,光照反应180min ,糖蜜酒精废水的脱色率仅为8.17%,随着H 2O 2的加入及用量的增加,糖蜜酒精废水的脱色率也逐渐增大,但并不是H 2O 2量越大,脱色效果就越好.当H 2O 2的加入量占废水体积的9%(即9.0mL )时,其脱色效果最佳,继续增加H 2O 2用量,糖蜜酒精废水的脱色率反而出现下降.在光催化过程中,
H 2O 2在光照条件下能够直接产生·OH 自由基,同时H 2O 2又是一种很好的电子受体,可以减少光生
电子与空穴的简单复合.在低H 2O 2用量条件下,溶
液中由H 2O 2光照产生的
·OH 自由基能够较充分地参与光催化反应,而当H 2O 2用量过高时,则会有部
分
·OH 自由基与溶液中过量的H 2O 2发生反应从而5
79
环境科学学报31卷
消耗了部分·OH 自由基,使光催化反应受抑制
(Duffy et al .,2000;Scheck et al .,1995).因此,试验中选用9.0mL H 2O 2为宜
.
图8H 2O 2加入量对废水脱色率的影响Fig.8
Effects of H 2O 2on wastewater decolorization
3.2.5
光照强度对光催化降解的影响光催化降
解反应的效率与光照强度有关,实验中光照强度主
要通过改变光照距离来实现.保持其它条件不变而
依次调节光距分别为9、11、13、15cm ,进行光照强度对比实验,结果如图9所示
.
图9
光照强度对废水脱色效果的影响
Fig.9
Effect of illumination intensity on wastewater decolorization
从图9可以看出,不同的光距对糖蜜酒精废水
降解效果的影响不同,当光照距离从9cm 增加到11cm 时,废水脱色率增大.表明减弱光照强度有利于降解反应的进行,但并不是光照强度越弱越好.当光照距离从13cm 增加到15cm 时,废水脱色率降低.这是因为随着光照距离的增加,光的散射作用增强,到达光催化剂的光量子数减少,使BiVO 4对
糖蜜酒精废水的降解效果减弱;且光距过大时,很
多光量子无法到达光催化剂表面,
从而削弱了光催化效果.只有适当的光距才能使照射到光催化剂表
面的光量子数最多,
从而激发半导体产生更多的电子-空穴对(王敏等,2009).因此,光照距离以11cm 为宜.3.2.6
光催化降解过程中废水COD 的变化分析
由于糖蜜酒精废水是一种高COD 废水,因此,还需要考察在光催化过程中废水COD 的变化情况.在上述最优工艺条件下,不加FeSO 4·7H 2O 进行光催化剂降解时的COD 变化情况如表1所示.由表1可知,不加FeSO 4·7H 2O 进行光催化剂降解时,
吸光度得到大幅度的降低,
但COD 的去除率却很低.经180min 光催化反应后,稀释30倍的糖蜜酒精废水的COD 降解率只有25.84%.这表明BiVO 4光催化过程对糖
蜜酒精废水脱色有很好的效果,但对COD 的去除效果并不佳.
表1光催化降解过程中废水COD 与色度的变化情况
Table 1
COD and color of molasses fermentation wastewater during the photocatalysis process
降解时间
/min
脱色率COD /(g ·L -1)COD 去除率
002.58403056.64%2.6228.13%6068.07%2.43414.73%9075.87%2.17023.96%12082.59%2.16524.13%180
88.60%
2.117
25.84%
为了提高糖蜜酒精废水COD 的去除率,在上述
最优的工艺条件下,加入5g ·L -1
FeSO 4·7H 2O 进行光催化降解试验,并在同样条件下进行无光照的对比试验,脱色率和COD 的变化情况如表2所示.由表2可知,
无光照时,BiVO 4催化剂起不到光催化降解的作用,加入FeSO 4·7H 2O 后,
主要是Fe 2+和H 2O 2形成Fenton 试剂,其脱色率最大为54.12%,
COD 去除率最大为67.60%.但在可见光辐照下,废水的吸
光度和COD 都得到大幅度降低,废水中COD 降至
249mg ·L -1,COD 去除率达到了91.26%.这说明其中的碳源物质已经大部分被矿化成CO 2、
H 2O 之类的小分子.主要原因是Fe 2+
在H 2O 2的作用下被氧
化成Fe
3+
,而Fe 3+
有较强的接受电子的能力,在降
解过程中扮演了电子受体的作用,进一步减少了
BiVO 4表面空穴与电子的直接复合,较大程度地提
6
79
5期陈渊等:水热法制备BiVO
4
及其可见光催化降解糖蜜酒精废水
高了光催化降解糖蜜酒精废水的效果.因此,加入
少量FeSO4·7H2O可提高BiVO4光催化效果,从而弥
补COD去除率低的不足.
表2Fe2+对光催化降解过程中废水COD与色度的影响
Table2Effects of Fe2+on CODcr and color of molasses fermentation wastewater during the photocatalysis process
降解时间
/min
光照
脱色率COD/(g·L-1)COD去除率
无光照
脱色率COD/(g·L-1)COD去除率
002.584002.5840 3081.28%0.33288.35%54.12%0.87066.33% 6089.36%0.26190.85%54.10%0.87066.33% 9088.87%0.25691.04%54.02%0.86466.56% 12090.13%0.25191.21%54.02%0.83767.60% 18090.90%0.24991.26%54.00%0.83767.60%
3.2.8BiVO
4
光催化降解糖蜜酒精废水的初步动
力学分析一般认为,存在羟基自由基的反应一般
是一级反应.在不加FeSO4·7H2O的条件下,取稀释
30倍的糖蜜酒精废水100mL,在上述研究中的最优
工艺条件(即400W高压镝灯在11cm高度辐照、催
化剂用量3.0g·L-1、空气流量120L·h-1、废水自然
pH值)下,对所得的糖蜜酒精废水降解脱色数据进
行一级动力学拟合,即按-ln(c/c0)=kt进行拟合,
得到糖蜜酒精废水脱色的表观动力学方程为:
-ln(c/c
)=1.03?10-2t+4.47?10-1
(R2=0.9811)(3)
在相同条件下,不加催化剂,进行空白对照实
验的动力学拟合,获得糖蜜酒精废水光催化降解脱
色的表观动力学方程为:
-ln(c/c
)=2.17?10-3t-8.01?10-2
(R2=0.9851)(4)
上述两个过程的R2均接近1,即可认为上述两
个反应均为一级反应,反应速率常数分别为1.03?
10-2min-1、2.17?10-3min-1.对比两个反应速率
常数可以发现,添加BiVO4催化剂进行反应后,反应
速率常数增加了4.75倍,说明水热制备的单斜晶系
BiVO
4
晶体在光降解糖蜜酒精废水脱色过程起到了
明显的催化作用.
4结论(Conclusions)
1)采用水热法,以Bi(NO
3)
3
·5H
2
O和NH
4
VO
3
为原料,在180?水热温度下,成功制备了结晶度良且平均晶粒尺寸约60nm的单斜晶型BiVO4纳米晶体.紫外可见-漫反射谱(UV-vis)结果表明,单斜晶型BiVO4的能带隙为2.398eV,具有良好的可见光催化活性.
2)单斜晶型BiVO
4
具有较高的可见光降解糖蜜酒精废水效率.实验发现,BiVO4用量和空气流量的最佳值分别为3.0g·L-1和120L·h-1;而废水pH 值对反应体系也有较大影响,pH值为9.0时的降解效果较好,但基于操作和成本因素的考虑,选取自然pH为宜;助氧化剂H2O2的加入对废水的脱色有较好的促进作用,H2O2的最佳量为糖蜜酒精废水的
9%;同时,减弱光照强度有助于废水的降解脱色.3)糖蜜酒精废水脱色过程中COD值也随之降低,但去除效果不理想.FeSO4·7H2O在光催化反应中可起到捕获光生电子的作用,因此,添加适量的
FeSO
4
·7H
2
O能使糖蜜酒精废水的脱色率和COD去除率从未添加前的88.60%和25.84%分别提高到90.90%和91.26%.
4)单斜晶型BiVO
4
光催化降解糖蜜酒精废水过程符合一级动力学反应,其表观动力学方程为
-ln(c/c
)=1.03?10-2t+4.47?10-1(R2= 0.9811),反应速率常数为1.03?10-2min-1,是未加催化剂时(2.17?10-3min-1)的4.75倍.
责任作者简介:刘国聪(1969—),男,教授,工学博士,硕士生导师,主要从事催化材料的微观结构和催化机理、微/纳发光材料的可控合成和成核动力学、新材料的化学生物传感技术等应用研究.E-mail:gcl_109@163.com.
参考文献(References):
Coca M,Pena M,Gonzalez G.2005.Variables affecting efficiency of molassesfermentation wastewater ozonation[J].Chemosphere,60(10):1408-1415
Coca M,Pena M,Gonzalez G.2007.Kinetic study of ozonation of molasses fermentation wastewater[J].J Hazard Mater,149(2):364-370
779
环境科学学报31卷
Duffy J E,Anderson M A,Hill C G,et al.2000.Wet peroxide oxidation of sediments contaminated with PCBs[J].Environ Sci Technol,34(15):3199-3204
Kudo A.2006.Development of photocatalyst materials for water splitting [J].Int J Hydrogen Energy,31(2):197-202
Liu J,Wang H,Wang S,et al.2003.Hydrothermal preparation of BiVO4powders[J].Mater Sci Eng B,104:36-39
刘自力,秦祖赠,韦江慧.2006.焙烧温度对钨酸铋光催化剂的影响[J].广西大学学报(自然科学版),31(1):82-85
Liu Z L,Qin Z Z,Wei J H.2006.Effect of calcined temperature on the Bi2WO6photocatalyst[J].Journal of Guangxi University(Nat Sci Ed),31(1):82-85(in Chinese)
刘自力,韦江慧.2004.光催化降解糖蜜酒精废水的研究[J].工业催化,(2):31-34
Liu Z L,Wei J H.2004.Photocatalytic degradation of wastewater from fermented molasses[J].Industrial Catalysis,(2):31-34(in Chinese)
潘巧明,楼永通,陈小良,等.2000.膜法处理糖蜜制酒精废水的初探[J].水处理技术,26(6):340-342
Pan Q M,Lou Y T,Chen X L,et al.2000.Preliminary study of sirup wastewater treatment through membrane technology[J].Technology of Water Treatment,26(6):340-342(in Chinese)Pena M,Coca M,Gonzalez G,et al.2003.Chemical oxidation of wastewater from molasses fermentation with ozone[J].Chemosphere,51(9):893-900
秦祖赠,刘自力,杨克迪,等.2009.钨酸铅光催化降解糖蜜酒精废水的研究[J].高校化学工程学报,23(2):339-344
Qin Z Z,Liu Z L,Yang K D,et al.2009.Degradation of molasses fermentation wastewater by PbWO4photocatalyst[J].Journal of Chemical Engineering of Chinese Universities,23(2):339-344(in Chinese)
秦祖赠,龙明贵.2003.焦糖色素的脱色率及红色指数与pH值关系的研究[J].中国调味品,(1):27-29
Qin Z Z,Long M G.2003.Research of relation between color ratio and red index of caramel color and pH[J].Chinese Condiment,(1):27-29(in Chinese)
Scheck C K,Frimmel F H.1995.Degradation of phenol and salicylic acid by ultraviolet radiation/hydrogen peroxide/oxygen[J].Water Res,29(10):2346-2352
王敏,王里奥,张文杰,等.2009.FeVO4光催化剂降解甲基橙研究[J].功能材料,40(2):201-203;207
Wang M,Wang L A,Zhang W J,et al.2009.Photocatalytic degradation of methyl orange using FeVO4photocatalyst[J].Journal of Functional Materials,40(2):201-203;207(in Chinese)
魏光涛,李仲民,廖丹葵,等.2004.改性膨润土吸附脱色糖蜜酒精废液的研究[J].高校化学工程学报,18(4):414-419
Wei G T,Li Z M,Liao D K,et al.2004.Adsorption and decolouration
process of molasses alcohol wastewater by using modified bentonite [J].Journal of Chemical Engineering of Chinese Universities,18(4):414-419(in Chinese)
吴振强,梁世中,姚汝华.1997.甘蔗糖蜜酒精废液色素特性及脱除的研究[J].环境污染与防治,19(1):5-8
Wu Z Q,Liang S Z,Yao R H.1997.Decolourization of alcohol fermentation stillage of cane blackstrap molasses[J]Environmental Pollution&Control,19(1):5-8(in Chinese)
Xie B P,Zhang H X,Cai P X,et al.2006.Simultaneous photocatalytic reduction of Cr(Ⅵ)and oxidation of phenol over monoclinic BiVO4 under visible light irradiation[J].Chemosphere,63(6):956-963银星宇,刘新星.2005.甘蔗糖蜜废液综合利用技术探析[J].广东化工,(3):57-59
Yin X Y,Liu X X.2005.Reseach of the comprehensive utilization of alcohol waste from cane molasses[J].Guangdong Chemical Industry,(3):57-59(in Chinese)
Yu J,Kudo A.2006.Effects of st ructural variation on the photocatalytic performance of hydrothermally synthesized BiVO4[J].Adv Funct Mater,16:2163-2169
曾丽璇,卢平.2002.水解-混凝法处理糖蜜酒精废水试验[J].环境污染治理技术与设备,3(10):83-85
Zeng L X,Lu P.2002.Experiment on sugar-syrup alcohol wastewater treatment by dominant-microorganism added hydrolysis-flocculation technique[J].Techniques and Equipment for Environmental Pollution Control,3(10):83-85(in Chinese)
曾玉凤,刘自力,秦祖赠,等.2007.超声波协同Fenton试剂降解糖蜜酒精废水的工艺[J].工业水处理,27(7):67-70
Zeng Y F,Liu Z L,Qin Z Z,et al.2007.Degradation process of fermented molasses wastewater by ultrasonic combining with Fenton reagent[J].Industrial Water Treatment,27(7):67-70(in Chinese)
曾玉凤,刘自力,刘宏伟.2008a.SnO2的制备及催化臭氧氧化活性[J].催化学报,29(3):253-258
Zeng Y F,Liu Z L,Liu H W.2008a.Preparation and catalytic ozonation activity of SnO2[J].ChineseJournal of Catalysis,29(3):253-258(in Chinese)
曾玉凤,刘自力.2008b.催化臭氧氧化降解糖蜜酒精废水的研究[J].环境污染与防治,30(1):4-8
Zeng Y F,Liu Z L.2008b.SnO2catalyzed ozonation for treating wastewater of molasses fermentation[J].Environmental Pollution&Control,30(1):4-8(in Chinese)
郑必胜,郭祀远,李琳,等.1999.应用高梯度磁分离技术处理糖蜜酒精废水[J].环境科学学报,19(3):252-255
Zhang B S,Guo S Y,Li L,et al.1999.The treatment of wastewater from fermented molasses using a HGMS[J].Acta Scientiae Circumstantiae,19(3):252-255(in Chinese)
879
糖蜜酒精废水治理技术 糖蜜酒精废水是一种高化学需氧量(COD)、高色度的有机废水,属于处理难度较大的废水。本文分析了糖蜜酒精废水的特点以及其对环境的危害,综述国内外糖蜜酒精废水治理的多种方法,分析了各种方法的特点、效果,并进行评价。 酒精是一种重要的工业原料,它广泛应用于化工、食品、军工、日用化工和医药卫生等领域;同时又是最有希望全部或部分替代石油的可再生能源,因此具有十分广泛的应用和发展前景。但同时酒精工业又是一个污染十分严重的行业,每产一吨酒精排放的高浓度有机废水约为14 吨—15 吨,含总有机物0.17吨—1吨[1],是造成水环境污染最为严重的轻工业废液之一。 1.糖蜜酒精废水的来源、特性及危害 糖蜜酒精废水是糖厂酒精车间用糖蜜发酵制取酒精之后排放出的高浓度高色度的有机废水[2],内含有丰富的蛋白质和其它有机物,也含有较多的N、P、K、Ca、Mg等无机盐和较高浓度的SO42- 等。通常情况,酒精废水的pH 值为4. 0~4. 8、COD 为10~13万mg/ l、BOD为5. 7~6. 7万mg /l 、SS为10. 8~82. 4mg/ l [3]。此外,此类废水大多呈酸性,并且色度很高,呈棕黑色,主要包括焦糖色素、酚类色素、美拉德色素等[4]。由于废液含固体物约10% ,浓度低无法利用,如不经过处理直接排出江河、农田中,会严重污染水质、环境,或造成土壤酸化板结、农作物病长等。如何处理和利用糖蜜酒精废液是当前制糖工业面临的一个严峻环保问题。 2. 糖蜜酒精废水治理及利用技术概况
目前, 国内外对于甘蔗糖蜜酒精工业废水主要有以下几种治理方法: ( 1) 农灌法( 2)浓缩法( 3) 厌氧—好氧法( 4) 生产生物制品(5) EM菌技术( 6) 其它方法, 如吸附法、化学絮凝法、磁处理法等。 2.1 农灌法 农灌法是最为简单的治理方法,由于糖蜜废水中含有丰富的有机成分以及氮、磷、镁等营养物质,特别是含大量钾盐。故经简单处理后可以用于灌溉农田,也可作为较好的肥料。一般,先将废水中有机物含量降到 0.6%-1.0%[5],以免对农作物造成伤害。澳大利亚、巴西等在这方面已有一套科学的管理方法,他们根据不同的土壤成分,制定出不同的农作物生长期的施放量。一般灌溉前采用的处理方法有以下几种:稀释废液,使有机物含量降低到适宜的程度(一般是冲释10倍-15倍),然后再用来灌溉;用适量的碱进行中和,再经大型氧化塘存放自然发酵15天后,再灌溉农田。农灌法可充分利用糖蜜废水中的有机质和营养物质[6],可以形成自然循环过程,此外其投资少,操作简单也是其一大优势,短期使用确实能够增产,是一种极为普遍的方法。 但是农灌法也有着自身的缺点:需要大量的废液贮存池收集保存废液,费用较高;废液的施用要参考土壤的类型,如果长期不加区分的施用,由于养分单一,破坏土壤结构,容易引起土壤板结[7],而且引起甘蔗糖分下降和水稻疯长。巴西就是典型的例子;而且,当酒精产量高,废液排放大,厂址附近农田少时,农灌法不适宜。此外,使用此法,必须注意防止地下水的污染。 2.2 浓缩法
酒精废水处理工艺 一、酒精废水生产的特点 酒精工业的污染以水的污染最为严重,生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。酒精废水是高浓度、高温度、高悬浮物的有机废水,处理技术起步较早,发展较快。废液中的废渣含有粉碎后的木薯皮、根茎等粗纤维,这类物质在废水中是不溶性的COD;木薯中的纤维素和半纤维素是多糖类物质,在酒精发酵中不能成为酵母菌的碳源而被利用,残留在废液中,表现为溶解性COD;无机灰分的泥砂杂质。这些物质增加了废水处理的难度。 二、酒精废水处理工艺 3.1 高效全混厌氧污泥罐 厌氧反应器采用钢结构,其外形结构类似于第三代厌氧反应器EGSB和IC,能承受高浓度的固体悬浮物(SS),是三代厌氧反应器EGSB和IC不具备的特点,采用高温发酵,容积负荷可高达7.0kgCOD/(m3.d),高于传统全渣厌氧发酵工艺的2~3倍,COD去除率高达90%。 3.2 UASB+缺氧池+接触氧化 上流式厌氧污泥反应器(UASB)技术在国内外已经发展成为厌氧处理的主流技术之一,在UASB中没有载体,污水从底部均匀进入,向上流动,颗粒污泥(污泥絮体)在上升的水流和气泡作用下处于悬浮状态。反应器下部是浓度较高的污泥床,上部是浓度较低的悬浮污泥层,有机物在此转化为甲烷和二氧化碳气体。在反应器的上部有三相分离器,可以脱气和使污泥沉淀回到反应器中。UASB的COD负荷较高,反应器中污泥浓度高达100~ 150g/L,因此COD去除效率比普通的厌氧反应器高三倍,可达80%~95%。 工艺流程如下所示: 缺氧池具有双重作用,一是对废水进行生物预处理,改善其生化性,并吸附、降解一部分有机物;二是对系统的污泥进行消化处理。可以与后续的接触氧化形成A/O模式,具有同步脱氮除磷作用,其中厌氧段主要作用是去除有机污染物和释放磷,缺氧段的主要作用是反硝化脱氮,由于具有同步去除有机污染物、脱氮、除磷作用,因而目前该工艺广泛应用在需要脱氮除磷的污水处理方案中。
甘蔗糖蜜酒精废液中总黄酮含量的测定 D eterm inati on of the to tal con ten t of flavono id s in w aste liqu id of alcoho l p roducti on from sugarcane m o lasses 张 吉,周文红,刘慧霞 Z hang J i,Z hou W enhong and L iu H u ix ia (广西大学轻工与食品工程学院,广西南宁市 530004) (L igh t Indu stry and Food Engineering In stitu te,Guangx iU n iversity,N ann ing,530004) 摘 要:以芦丁为标准物质,用分光光度法测定了甘蔗糖蜜酒精废液中黄酮类化合物的含量。此法排除了废液中其他物质的干扰,重现性好,平均回收率达97123%,是一种较为快速的测定废液中总黄酮含量的新方法。为废液中黄酮类化合物的提取和开发利用提供了理论依据。 关键词:糖蜜酒精废液;黄酮类化合物;分光光度法 中图分类号:T S26212 Abstract:T he con ten t of flavono ids in w aste liqu id of alcoho l p roducti on from sugarcane m o lasses w as determ ined by sp ectrop ho tom etry u sing ru tin as standard sub stance.T h is is a new m ethod fo r relatively rap id determ inati on of the to tal con ten t of flavono ids in w aste liqu id since it can eli m inate the in terfere of o ther com pounds,it has h igh rep etiti on rate,and the average recovery w as97. 23%.It p rovides the theo retical basis fo r the ex tracti on and exp lo itati on of flavono ids in w aste liqu id. Key words:W aste liqu id of alcoho l p roducti on from sugarcane m o lasses,F lavono ids,Sp ectrop ho tom e2 try 1 引言 甘蔗糖蜜酒精废液中的色素一般是大分子有机化合物,在溶液中呈现胶体状态。难以被微生物所降解,耐温、耐光照,放置时间延长其色值不减[1]。目前对甘蔗糖蜜酒精废液中色素的研究报导较少。这些色素主要来自糖蜜原料本身,其中最重要的色素是多酚类色素,其主要成份即是黄酮类化合物。黄酮类化合物是自然界存在的酚类化合物中最大的类别之一[2],有较强的抗氧化能力。由于其几乎存在于所有的绿色植物中,因此在涉及到植物提取的所有工作中都会遇到它们。甘蔗中含有大量黄酮类化合物,它们在澄清过程中有部分被除去,还有一部分仍留在糖汁中,并一直留存至最终产物废蜜和酒精废液中。如果能从废液中将黄酮类化合物提取出来,必定可获取良好的经济效益。据资料显示,对黄酮类化合物的化学分析测量研究,在水果,蔬菜的储藏和加工方面有广泛应用。但糖蜜酒精废液中黄酮类化合物的分析和分离方面的研究未见有报导,因此,探索研究用化学方法分析测定黄酮类化合物的含量,并试验研究将废液中的黄酮类提取出来,不仅有利于治理糖蜜酒精废液,还可以提高糖蜜酒精废液的资源利用附加值,具有重要的研究意义。本研究采用分光光度法,对几种典型的糖蜜酒精废液中的黄酮类物质进行化学分析方法的探索比较实验,旨在找到简便的方法测定废液中的黄酮类物质的含量,为进一步的分离回收色素有价资源提供参考依据。 2 实验过程[3,4] 211 实验原理 黄酮类化合物的母核由A、B两个芳香环组成,在母核某些位置上含有羟基时能与金属离子形成稳定络合物,在B环上任何有相邻的两个羟基存在时同样也能产生络合物。利用三价铝离子与黄酮发生反应,生成黄色络合物。该络合物在一定的吸收光波长下有一吸收峰值,不同浓度试样吸光度随浓度 81 广西轻工业 (2005年第2期 总第87期) G UAN GX I JOU RNAL O F L IGH T I N DU STR Y 收稿日期:2005202228
糟液中含有大量的有机物,并具有良好的可生物降解性能。所以,糟液的常规综合治理流程是以生物处理中的厌氧反应器为核心,以回收糟液中的潜有能源和其他资源。为了保证糟液通过厌氧反应器回收沼气的效果,糟液在进入反应器前应进行预处理。 通过厌氧反应器,将糟液中极大部分有机物转化为沼气,糟液的COD值也大幅度下降,但残存的有机物浓度仍不能满足国家规定的排放标准的要求。须接受进一步的处理,若先进行好氧生物处理,随后再进行以混凝过程和氧化吸附等技术后处理,满足排放标准的要求。混凝、过滤、氧化和吸附等处理方法称为深度处理。 糟液综合治理的常规流程可归纳为预处理,厌氧生物处理、好氧生物和深度处理等四部分组成。 1 预处理 厌氧反应器的糟液温度可分为三类,高温、中温和常温。高温,其适宜温度在50℃~56℃;中温,其适宜温度在35℃~40℃;常温,则随自然温度而变化。 新鲜的糟液,其温度在80℃以上,应先通过热交换器回收热能,将糟液降到适宜的温度再进入厌氧反应器。 糟液在接受厌氧反应器处理时,通常采用的操作温度是高温和中温。 厌氧反应器内的pH值是影响处理效果的主要因素之一,一般控制在Ph7左右。 进液的pH值不一定需要调整到反应器内控制的pH值范围,因为进入反应器后,经反应器内料液的稀释和生物化学反应可以改变进液的pH值。 糟液中的有机物主要是碳水化合物,在制取酒精过程中已被酸化,其中部分有机物是以挥发性有机酸的形式存在,使糟液的pH值偏酸性。但其进入厌氧反应器后,经稀释和生物化学反应等作用,糟液的pH值很快调整到反应器内控制的pH值范围。所以,糟液的pH值一般不需要进行预调整。 2 厌氧生物处理 糟液的厌氧处理是糟液综合治理的核心工艺,常用的厌氧反应器有UASB、AF 和厌氧接触工艺等。 糖蜜糟液中硫酸盐含量较高,一般采用中温厌氧接触工艺。因为在中温状态下,与高温状态时相比,反应器中硫酸盐还原菌与产甲烷菌之间竞争利用乙酸的速度基本相同。因此,采用中温厌氧反应器处理含高浓度的糖蜜酒糟时对反应器的甲烷产率影响不明显。 淀粉糟液的厌氧处理,有采用一段法的,有的采用二段法的。一段法的,一般使用高温UASB或高温厌氧接触工艺;采用二段法时,一般选用高温UASB 串联中温AF工艺,或高温厌氧接触工艺串联中温厌氧接触工艺。 厌氧处理可使糟液的COD值下降75%~90%,即由数万mg/L,下降到数千mg/L当环境允许时,可将厌氧反应器的出液灌溉农田,以增加土壤的肥力。但对排放标准比较严格的地区,厌氧反应器的出液需要好氧生物处理等工艺处置。 3 好氧生物处理 厌氧反应器的出液与厂内其他有机低温度的废水,如地面冲洗水、设备清洗水等合并,进行好氧生物处理。 由于混合废水有机物浓度偏高,又属酿造废水,为防止好氧生物处理装置出现污泥膨胀现象而影响正常运转,好氧生物处理装置一般选用生物膜类型的,如生物接触氧化装置、生物转筒等。这些装置可单一选用,也可多级串联选用。
本项目中超过该标准规定的第一、第二类污染物主要是SS、BOD5和CODcr。污水综合排放标准(GB8978—1996)根据中华人民共和国国家标准:《污水综合排放标准》GB8978—1996的规定,该标准规定这些污染物的最高充许排放浓度如下: 单位:mg/L 处理规模:年产5万吨优级食用酒精,酒精废液产出量为1750.5T/日,浓缩处理系统设计处理规模为2000T/日。 酒精废水处理方案 甘蔗制糖业废水包括糖蜜酒精废液、锅炉冲灰水、洗滤布水,其中主要污染源是糖蜜酒精废液,按全行业平均计,每吨甘蔗制糖约产生25-30公斤废糖蜜,每4~4.2吨废糖蜜可生产1吨酒精,同时产生9.5-10.5吨酒精废液,废液中主要污染物CODcr浓度高达11-13万毫克/升。甘蔗制糖酒精污水治理技术研究已有多年了,经过多年来科技工作者的努力,目前在糖蜜酒精废液处理技术上有很大的进步和突破,一些治理技术在国内乃至对一些发展中国家已具有了一定的影响。 废水处理工艺的比较、选择 一、生化处理技术 工艺方法主要是采用厌氧技术+好氧技术,并加上其它一些物理技术,主要原理是利用微生物(厌氧菌、好氧菌)降解水中CODcr、BOD5,其主要的工艺流程大至为:沉淀(固液分离)-脱硫-厌氧反应-好氧反应-沉淀-排放,该技术是国内外都普遍采用的环保治理成熟技术,其优点技术成熟,操作相对并不复杂,能回收反应生成的沼气。缺点是
难处理达到国家排放标准,处理后废水中CODcr还有几千毫克/升(国标一级排放标准为100毫克/升),投资大(20吨/日酒精生产线需要投资300-500万元)。另一方面,沼气含硫高,烟气必须经过专用脱硫设备处理才能达标排放,目前我区有覃塘糖厂还在使用该技术。本工程不推荐使用。 二、浓缩干燥制生物有机肥技术 工艺方法是将酒精废液通过浓缩反应器浓缩到一定的锤度(65°-68°BX),通过特制的喷嘴,在干燥炉中喷雾干燥,使其成为干粉状,然后根据需要与外购的氮、磷、钾肥捏合造粒,制成生物有机肥。其主要的工艺流程大至为:调节池-多效蒸发-喷雾干燥-(与化肥)混合-造粒,该技术优点是综合利用,化害为利,制成的生物有机肥售价可达1千多元/吨,有一定的经济效益。缺点是能耗大,将只有10多度(锤度)的废水制成干粉,其能耗可想而知;其次是投资大。我区曾使用该技术工艺的糖厂有贵糖、忻城糖厂等几家糖广。 三、浓缩燃烧技术 该技术是将废液浓缩至65°-68°BX后通过特制的炉子进行燃烧,使浓缩液全部彻底燃烧完全。燃烧完后的锅灰是具有一定经济价值一一含钾量较高的钾灰。该技术的优点是工艺流程简单,能治理彻底,且能回收热量(蒸汽)及钾灰(其热量除本身浓缩之用外,还有富余用于制糖生产)。其缺点是投资大达700万-1000万元。炉子设计有一定的难度,设计不好炉膛易结焦,运行费用偏高,尾气治理不好则产生二次污染。目前我区有邕宁糖厂、峦城糖厂、田东糖厂等几家糖厂在使用,值得一提的是,邕宁糖厂利用该技术的成果和经验已得到印度、巴西、南非等一些发展的产糖大国的注意,先后有几个国家派团参观或来函洽谈,目前已达成了数台锅炉向国外出口的协议。该技术具有一定的发展前景。邕宁糖厂酒精废液浓缩焚烧炉只提供酒精生产及废液浓缩的低压蒸汽,电力部分则由纸浆厂提供。考虑到本公司的实际
酒精废水处理工艺 一.概述 酒精工业是国民经济重要的基础原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。我国酒精生产的原料比例为:淀粉质原料(玉米、薯干、木薯)占75%,废糖蜜原料占20%,合成酒精占5%。由此,我国酒精生产的原料主要是玉米、薯干等淀粉质原料。酒精企业酒精糟的污染是食品与发酵工业最严重的污染源之一,由于投资、生产规模、技术、管理等原因,大部分酒精企业的综合利用率较低。二.酒精生产废水特点 酒精工业的污染以水的污染最为严重,生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。酒精废水是高浓度、高温度、高悬浮物的有机废水,处理技术起步较早,发展较快。废液中的废渣含有粉碎后的木薯皮、根茎等粗纤维,这类物质在废水中是不溶性的COD;木薯中的纤维素和半纤维素是多糖类物质,在酒精发酵中不能成为酵母菌的碳源而被利用,残留在废液中,表现为溶解性COD;无机灰分的泥砂杂质。这些物质增加了废水处理的难度。 三、酒精废水处理主要方法 酒精糟虽然无毒,但是污染负荷高成酸性。根据酒精生产的原料不同,其酒精糟的综合利用和处理采用不同的方法。 1、玉米酒精糟的综合利用 玉米酒精糟生产DDGS,既能较彻底的消除污染,使废水处理达标,又能获得高质量的蛋白饲料。但是DDGS生产设备投资大,能耗高(1tDDGS需要200kw?h 电耗,蒸汽,水耗250t),技术要求高,所以国内只有一部分企业实现DDGS生产,部分企业仍采用先进行固液分离。 2、薯干酒精糟的综合利用
浓缩燃烧法处理糖蜜酒精废液技术 一、对糖蜜酒精废液治理原则 1、以严格保护水资源和环境为目的,对酒精废液进行综合治理; 2、治理酒精废液的工艺应考虑技术的实用性和可靠性,投资及工程运行的经济合理性 3、在治理废液同时可回收能源和其他用的物质,创造经济效益,从而达到环境效益、 社会效益、经济效益的统一。 二、甘蔗糖蜜酒精废液治理势在必行 综合目前国内外糖厂废水治理的情况来看,最难处理的是酒精生产废液,因此,解决酒精生产废液,是治理糖厂废水的关键。 酒精废液是指以甘蔗糖蜜为原料,经发酵后的醪液在酒精粗馏塔中蒸馏,在蒸出酒精后经粗馏塔底部排出的废液。酒精生产的方式不同,产生的废液量和浓度也不同,采用常压塔蒸馏,生产1吨酒精产生13~15 吨(平均按14吨)废液,浓度为8~12°BX,采用差压蒸馏(或常压塔加再沸器)生产一吨酒精产生11~13吨废液,锤度为15.50~16.80° BX,比用常压蒸馏的废水量要减少21%。 酒精废液属于特高的高浓度有机废水,COD含量一般都80000~120000mg/l,最高达到170000mg/l,硫酸根为5000-8000mg/l,有的甚至高达12000mg/l;废液中含有大量固体悬浮物外,还含有较高浓度的糖类、果胶和蛋白质等溶解性有机污染物。这类废水排入放水中,会大量消耗水体的溶解氧,使水体腐败,恶化水质,由于水体富营养化,使藻类大量繁殖,抑制了鱼、虾、贝类等生长繁殖,甚至大量死亡,从而严重地影响水体的利用价值。企业一不经意排入了河海,就会造成污染事故,引起农民、渔民不满,要求赔偿等。 糖蜜酒精废液是一种腐蚀性极强的废水,具有很强的渗透性。存储池塘时间过长,会渗入地下水,污染地下水源,致使地下水不能利用,尤其是在缺乏淡水的地区,会造成严重的后果。由此看来,生产酒精的企业要发展,彻底治理酒精废液势在必行。 三、甘蔗糖蜜酒精废液的特性及治理技术的选择 (一)糖蜜酒精废液具有如下特性:
污水处理方案 1 概述 1.1 概况 由于酒精厂过程中排出的有机废水,直接排放将造成对周围环境的严重污染,因此酒精厂拟建一套污水处理设施,对该厂排出的污水集中收集处理后,达标排放,做到社会效益、经济效益、环境效益的统一。 1.2公司简介 本公司是一家以水处理业务为核心、集环保技术开发、应用及制造为一体的高新技术企业,公司由一批致力于环保事业的专家和经验丰富的工程技术人员组成,在膜处理及中高浓度有机污水处理方面拥有多项达到国内先进水平的技术,在污水治理方面,本公司已完成多项,在污水处理设计、施工、调试等方面,不仅有丰富的工程经验,并依靠的设备质量及技术服务与用户建立良好的合作关系。 2设计依据和设计范围 2.1设计依据 2.1.2根据贵厂提供水质报告。 2.1.3《生活杂用水水质标准》(CJ/T48-1999) 2.1.4《生物接触氧化法设计规程》(GBS128-2002) 2.1.5《鼓风曝气系统设计规程》(CECS97.97) 2.1.6《城市区域噪音标准》(GB3096-93) 2.1.7《防腐技术条件》(SZD014-85) 2.1.8《污水综合排放标准》GB8978-1996
2.1.9《室外排水设计规范》GB50014-2006 2.1.10《建筑给排水设计规范》GB50015-2003 2.1.11《水处理设备制造技术文件》JB/T2932-1999 2.1.12《电器设备配电设计规范》GB50055-93 2.2设计范围 废水处理工程界区范围内工艺、土建、电气、仪表及给排水等专业的设计,但不包括处理站围墙、道路、绿化、规范化排污口等。 3 设计原则 3.1严格遵守国家及地方有关环保法律法规和技术政策,并符合当地环境保护有关规定。 3.2根据生产废水特点选择合理可行的处理工艺路线,做到工艺先进、技术可靠、操作方便、易于维护。 3.3合理确定各工艺参数,并分析以确定最佳值。 3.4采用新材料、新产品以延长设备的使用寿命。。 3.5在保证处理效果的前提下,尽量减少占地面积,降低基建投资及日常运行费用。 4 建设规模 4.1废水来源 需处理的排水主要为车间所排的废液及设备、管道等洗涤水、地面冲洗水。排水中主要含有淀粉、蛋白质、酵母菌残体、酒花残渣、少量酒精及洗涤用碱,属无毒有机废水。废水中主要污染指标为CODcr、BOD5、SS等,废水的BOD5/CODcr≈1.65,可生化性较好,易采用生化处理为主的工艺。
玉米酒精废水处理 水处理技术:一、玉米酒精的特性 每生产1吨酒精需3吨玉米,排出糟液约为12立方米。淀粉质原料(玉米)酒精发酵产生的废糟液COD,BOD5值相对较低,COD大约3~5万mg/L,BOD5大约2~3万mg/L。糟液污染重要指标之一是总固体,它包括溶解性固体、悬浮固体和胶体,它是由有机物、无机物和生物菌体所组成。有机物的成分主要是碳水化合物、其次是含氮化合物、生物菌体和未完全分离出去的产品如丁醇,乙醇、丙酮等低沸点易挥发物;无机物主要来自原水(自来水)中各种离子和原料中的杂质、灰尘,如Ca2+、Mg2+、SiO2、HCO3-、CO32-、SO42-、Cl-、PO42-等。在总固体中悬浮固体(包括超胶体和部分胶体)约占60%~80%,溶解性固体和部分胶体(即粒径小于4.5um)占20%~40%。糟液具有很强的腐蚀性和较高的粘度。 二、玉米酒精糟液污染控制技术 玉米酒精糟中含有大量的蛋白质、脂肪等具有丰富的有机成分,是极好的畜、禽饲料,目前采用的主要污染控制技术有:玉米酒精糟制取全干燥蛋白饲料(DDGS);玉米酒精糟固掖分离、滤渣直接做饲料或生产DDG蛋白饲料、滤液稀释排放;玉米酒精固掖分离、滤渣直接做饲料或DDG蛋白饲料、滤液30%~50%回用于生产:玉米酒精糟固液分离、滤渣直接做饲料或生产DDG蛋白饲料、滤液厌氧发酵生产沼气等四种。酒糟中存在的对酵母酒精发酵有抑制作用的物质,大部分被湿渣带走,留下的只是极少部分,通过调整回流比完全有可能在回流系统中将其浓度控制在酵母能够忍受的范围之内。所以现在一般酒精厂所采用的酒精废糟液的综合处理工艺中都包含有将
部分或者全部返回生产系统作为拌料用水或液化、糖化添加水的回用路线。而且,若回流比恰当,酒精回流技术的应用不仅不会影响酵母的酒精发酵,反而有可能会提高酒精产量。 (一)、膜过滤法处理酒精废糟液 膜处理技术由于操作简便、分离效果理想而得以广泛应用,同时也是污水深度处理的重要手段之一。目前,国内外已普遍应用与膜技术处理纺织、造纸废水、胶粘剂生产废水、含油废水以及味精生产废水等,其中不少单位也正尝试把膜技术应用于酒精工业废水的处理。 酒精废糟液先经离心分离去除粗渣,再经膜过滤,除去大部分对酵母生长和酒精发酵有抑制作用的大分子有机物,最后滤液全部回流。 应用膜过滤技术处理玉米酒精浓醪发酵酒精废糟液的工艺流程示意图如下: 玉米粉—→拌料—→低温蒸煮—→糖化—→发酵 ↑↓ 滤液←—膜过滤←—酒糟液←—蒸馏 ↓↓ 滤渣酒精 玉米酒精浓醪发酵废糟液“全回流”工艺流程示意图 应用膜过滤技术能去除酒精槽液中主要的抑制副产物,大大降低了副产物对酵母生产及酒精发酵的抑制作用。在工艺上实现“全回流”是切实可行的。但在膜过滤过程中要注意膜的污染问题,以确保膜通量的稳定,并延长膜的使用寿命。
新疆农业大学 《酶与酶工程》 专题讨论综述 题目: 酒精生产工艺 姓名: 学院: 班级: 学号: 成绩:
2013 年4月 酒精生产工艺 摘要我国酒精生产以发酵法为主,大多数工厂是采用薯干和玉米为原料。为了进一步提高酒精生产水平,各国的工程技术人员都在研究新型的酒精发酵方法,如目前已在工业生产上应用的固定化细胞酒精发酵法,耐高温活性干酵母发酵法等新的发酵工艺。在设备方面也有不少新型生物反应器出现,如单罐连续搅拌反应器、酵母回用连续搅拌反应器、塔式反应器、细胞固定化反应器等。酒精蒸馏工艺也在不断改进和完善。进一步改造了蒸馏塔板结构,并研究新的蒸馏工艺。目前研究较多的蒸馏工艺有高效节能的差压式蒸馏,膜分离酒精等。随着乙醇传感器和微机控制系统的应用,酒精工业的生产水平将有新的突破。 关键词:霉菌,废糖蜜,糊化,醪液。 原料及其处理 1.淀粉质原料的选择 (1)原料资源要丰富,容易收集。酒精生产需要大量原料,要有一定的库存量。(2)原料要容易贮藏。水分高的原料不易贮藏,含水量低于13%为宜。 (3)原料含杂质要少,并在生产中不产生有害、有毒物质。 (4)原料价格低廉,可降低产品成本。尽量采用野生植物原料。 2.糖质原料的选择 糖质原料主要指糖蜜。根据糖蜜的含糖糖量分为三个等级:一级糖蜜:含全糖(总糖)高于50%,不溶物和胶体物质等杂质含量较少;二级糖蜜:含全糖45%~50%;三级糖蜜:含全糖低于45%。所有等级糖蜜浓度均不得低于80`~900 ,相对密度为1.41~1.50(20℃)。 原料的种类 用于生产酒精的淀粉原料主要有:薯类;粮谷类;糖质原料;野生植物;农产品加工副产品;纤维质原料。 常用原料的化学组成 1.糖类葡萄糖、果糖、麦芽糖、蔗糖等,这些物质都可以发酵生成酒精,同时也是霉菌和酵母的营养及能源,原料中含这些物质越多,生成酒精也就越多,所以它和产量有着密切的关系。 2.蛋白质在酒精生产中,原料所含的蛋白质的主要作用是经蛋白酶降解后作为生产菌种所必需的氮源,而参与菌体细胞的合成,因此其含量以满足菌体正常生长繁殖为宜。 3.无机盐及生长素其功能是作为酶活性基的组成部分或调解酶的活性。生产原料中无机盐和生长素的含量均足够满足微生物的生长和代谢。 4.脂肪脂肪对发酵有影响,如玉米、高粱糠、米糠等油脂较多,则生酸较快。一些酒精厂如采用玉米作为原料,总是先把玉米胚芽除去。 5.单宁单宁具有涩味和收敛性,遇铁呈蓝黑色,有凝固蛋白质的作用。而糖
糖蜜酒精废水两相UASB处理工艺的酸化段特征两相厌氧消化法是根据参与酸性发酵和甲烷发酵的微生物不同,分别在两个反应器内完成这两个过程的方法。但二相厌氧生物处理工艺自1971年提出以后,由于学术界大多认为相分离会破坏厌氧发酵过程中各类菌群之间的协同作用,会对厌氧发酵产生不利影响,因此这一研究发展缓慢。目前,许多研究表明该法在处理富硫酸盐有机废水是有效的[1-4]。为了探讨二相厌氧UASB工艺处理糖蜜酒精废水的相分离特性,本文对产酸相的效能、运行状况、有机物的去除及微生物群体的组成等方面作了研究分析。 1 试验装置及方法 1.1 试验装置 本试验酸化段UASB反应器采用有机玻璃管制成,内径15 cm,高2 m,总有效容积为28.5 L,其中三相分离器容积为4 L,高度方向上每间隔10 cm设置一个采样口,以观测反应器中的情况。反应器夹套水保温在35±2℃左右。处理水经计量泵由底部进入反应器,在反应器顶部溢流出水。产气经脱硫后,由湿式气体流量计计量产气量。出水进入下一段处理装置。 1.2 接种污泥
接种污泥采自酒精厂EGSB反应器高温处理玉米酒精糟液的颗粒污泥,污泥浓度18.8 g/L,VSS/SS为0.93,接种量为18 L。1.3 废水性质 本试验用水来自广西某糖厂的糖蜜酒精糟液,其水质特征如表1所示。 表1 原水水质指标 1.4 分析项目及方法 TOC:TOC-10B pH:精密pH计 碱度:滴定法 挥发酸:气相色谱法 硫酸根:重量法 硫化物:离子选择电极法
1.5 试验条件控制 试验中,原水经过稀释后进水。通过调节进水流量来控制进水COD容积负荷;通过加入Na2CO3调节pH值;实验中不再另外加入各种营养盐。 2 结果与讨论 2.1 试验结果 在最初的15 d里,进水TOC控制在10 000 mg/L左右,但去除率直线下降。调整进水TOC至6 000 mg/L,连续运行50 d,负荷逐步提高,去除率逐渐上升,到第60 d,稳定在30%左右,同时,产气量也上升至80 L/d。继续提高进水浓度,到第87 d,达到17 000 mg/L,容积负荷达到30 kg COD/m3,系统仍能正常运行,去除率在35%以上,产气达到100 L/d以上。试验中,即使SO42->1 600 mg/L,出水中的硫化物也只有80 mg/L,所以在本试验中没有发现H2S 的抑制作用。酸化段的SO42-去除率在70%左右。根据气相色谱检测,酸化段产气中,CH4和CO2组分各占50%,证明在酸化段中,也发生产甲烷反应。 另外,随系统运行,体系的缓冲能力增强,系统的稳定性较好,即使进水pH在5.2左右,出水pH一直维持在7.7。 2.2 酸化反应器的运行效能分析
酒精废水处理技术 交 流 资 料 有限公司 目录 二.酒精生产废水特点................................................................. 三、酒精废水处理主要方法............................................................. 1、玉米酒精糟的综合利用.............................................................. 2、薯干酒精糟的综合利用.............................................................. 3、糖蜜酒精糟处理方法................................................................ 4、酒精废水常用处理工艺.............................................................. 4.1高效全混厌氧污泥罐(EASB) .................... 4.2UASB+HASB+接触氧化............................. 4.3EGSB+SBR....................................... 4.4IC+A/O.........................................
4.5UASB+氧化塘.................................... 四、酒精废水的资源化利用.............................................................
酒精废水解决工艺 一.概述 酒精工业是国民经济重要基本原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同步又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。国内酒精生产原料比例为:淀粉质原料(玉米、薯干、木薯)占75%,废糖蜜原料占20%,合成酒精占5%。由此,国内酒精生产原料重要是玉米、薯干等淀粉质原料。酒精公司酒精糟污染是食品与发酵工业最严重污染源之一,由于投资、生产规模、技术、管理等因素,大某些酒精公司综合运用率较低。 二.酒精生产废水特点 酒精工业污染以水污染最为严重,生产过程中废水重要来自蒸馏发酵成熟醪后排出酒精糟,生产设备洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺冷却水等。酒精废水是高浓度、高温度、高悬浮物有机废水,解决技术起步较早,发展较快。废液中废渣具有粉碎后木薯皮、根茎等粗纤维,此类物质在废水中是不溶性COD;木薯中纤维素和半纤维素是多糖类物质,在酒精发酵中不能成为酵母菌碳源而被运用,残留在废液中,体现为溶解性COD;无机灰分泥砂杂质。这些物质增长了废水解决难度。 三、酒精废水解决重要办法 酒精糟虽然无毒,但是污染负荷高成酸性。依照酒精生产原料不同,其酒精糟综合运用和解决采用不同办法。 1、玉米酒精糟综合运用 玉米酒精糟生产DDGS,既能较彻底消除污染,使废水解决达标,又能获得高质量蛋白饲料。但是DDGS生产设备投资大,能耗高(1tDDGS需要200kw?h电耗,蒸汽2.7t,水耗250t),技术规定高,因此国内只有一某些公司实现DDGS生产,某些公司仍采用先进行固液分离。 2、薯干酒精糟综合运用
某些公司将薯干酒精糟经厌氧+好氧解决,该办法COD去除率可达到80%。尚有公司将酒精糟采用固液分离,滤液回用生产或者经生化解决达标,滤渣直接做饲料。 用厌氧消化解决酒精废醪通过30近年研究实践,已证明是一种切实可行高效产能解决办法,得到国内外普遍承认和应用。国内现行酒精废醪治理工程中绝大多数采用了厌氧消化工艺。 3、糖蜜酒精废水解决办法 当前,对糖蜜酒精糟采用浓缩燃烧或者浓缩后制作颗粒肥料用,对综合废水仍采用二级生化解决技术。 4、酒精废水惯用解决工艺 4.1高效全混厌氧污泥罐(EASB) 厌氧反映器采用钢构造,其外形构造类似于第三代厌氧反映器EGSB和IC,能承受高浓度固体悬浮物(SS),是三代厌氧反映器EGSB和IC不具备特点,采用高温发酵,容积负荷可高达7.0kgCOD/(m3.d),高于老式全渣厌氧发酵工艺2—3倍,COD去除率高达90%。该工艺有如下长处: ①对高浓度污染物高SS酒精有机废水,耐冲击力高承受力强,可完全达到高浓度悬浮物废水解决规定。 ②在高浓度悬浮液状况下,虽不能或很难形成颗粒污泥,但高效厌氧装置可以培养出沉淀性能较好和活性很高污泥,这对于保证COD去除率是核心。 ③在高浓度悬浮液状况下,容积负荷比普通全渣反映罐高诸多,因此产沼气量很大,能产生较好经济效益。 4.2UASB+缺氧池+接触氧化 上流式厌氧污泥反映器(UASB)技术在国内外已经发展成为厌氧解决主流技术之一,在UASB中没有载体,污水从底部均匀进入,向上流动,颗粒污泥(污泥絮体)在上升水流和气泡作用下处在悬浮状态。反映器下部是浓度较高污泥床,
酒精废醪液(废水)处理技 术汇总
酒精废醪液(废水)处理技术汇总 一.概述 酒精工业是国民经济重要的基础原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。 我国酒精生产的原料比例为:淀粉质原料(玉米、薯干、木薯)占75%,废糖蜜原料占20%,合成酒精占5%。由此,我国酒精生产的原料主要是玉米、薯干等淀粉质原料。 酒精企业酒精糟的污染是食品与发酵工业最严重的污染源之一,由于投资、生产规模、技术、管理等原因,大部分酒精企业的综合利用率较低。 二.酒精生产废水特点 酒精工业的污染以水的污染最为严重,生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。 酒精废水是高浓度、高温度、高悬浮物的有机废水,处理技术起步较早,发展较快。废液中的废渣含有粉碎后的木薯皮、根茎等粗纤维,这类物质在废水中是不溶性的COD;木薯中的纤维素和半纤维素是多糖类物质,在酒精发酵中不能成为酵母菌的碳源而被利用,残留在废液中,表现为溶解性COD;无机灰分的泥砂杂质。这些物质增加了废水处理的难度。 三、酒精废水处理主要方法 酒精糟虽然无毒,但是污染负荷高成酸性。根据酒精生产的原料不同,其酒精糟的综合利用和处理采用不同的方法。 1、玉米酒精糟的综合利用 玉米酒精糟生产DDGS,既能较彻底的消除污染,使废水处理达标,又能获得高质量的蛋白饲料。但是DDGS生产设备投资大,能耗高(1tDDGS需要200kw?h电耗,蒸汽2.7t,水耗250t),技术要求高,所以国内只有一部分企业实现DDGS生产,部分企业仍采用先
酒精废水的特点及处理工艺 酒精废水属于高浓度有机废水,其COD 可达30000-50000mg/L,某些废水如糖蜜酒精废水,COD可达130000-150000mg/L,其处理流程长,工艺复杂,处理难度大。今天,我们就简单分析酒精废水的特点,并介绍常见的酒精废水处理工艺。 1.酒精废水的来源及特点 酒精生产过程的废水主要来自蒸馏发酵成熟后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。 酒精生产污染物的来源与排放见下图。酒精生产的废水排水量大,悬浮物含量高,属于高浓度有机废水、废水偏中酸性。 2. 酒精废水处理工艺 酒精酒糟废水在工程设计中,一般常使用厌氧工艺或厌氧—好氧联合工艺。
(1)厌氧工艺 酒精废液通过固液分离,分离后的滤渣含水量一般小于70%,再干燥作为饲料销售,分离后的滤液进入冷却塔,温度由80℃降低到55℃,再进行厌氧处理。经沼气发酵后的消化液,pH上升,COD和BOD去除率分别达84%和90%,悬浮物下降到700 mg/L。 (2)厌氧-好氧联合 酒精废水经过一般的厌氧处理后,其消化液的COD仍达8000 mg/L以上。因此仍需进一步处理。目前,一部分酒精厂采用了厌氧一好氧联合工艺。下图为某薯干酒糟废水处理工艺流程图。
薯干酒糟含砂量较多,为减少设备磨损,采用立式离心机除去部分悬浮物。经过离心分离后,滤液进入沉淀池沉淀一天后进入格栅除去大块杂物,防止立式水泵堵塞。随后废水进入集水池,内设回流搅拌及泥沙排除管,排除可能沉积的污泥。 污水经过冷却塔水温降至60℃后,进入UASB厌氧池,使有机酸转化为沼气,把剩余污泥排到污泥中间池。考虑到酒精糟液温度较高,故采用高温发酵,池温控制在50-55℃。 从厌氧池出来的污水自流到沉淀池,再进入中间池,这时污水的温度仍高达50~55℃不能直接进入曝气池,需经冷却至35℃以下。污水进入曝气池后,与池中的活性污泥混合,微生物分解污水中有机物,使污水得到净化。 经曝气池净化之后,曝气池的混合液流入沉淀池进行固液分离。沉于沉淀池底部的活性污泥用泵提升返回曝气池头部,另一部分进入污泥中间池。 澄清水从上方溢流进入生物过滤池进一步净化,在净化过程中生物膜新陈代谢,反应器停留时间1 h。来自生物过滤池的水过滤后进入回用水池。 厌氧池剩余污泥和曝气池—沉淀池系统剩余污泥均排放至污泥中间池,用泵把污泥送入浓缩池进行浓缩,澄清水排入站内下水道,浓缩污泥用泵提升送至脱水机进行脱水,脱水后的污泥外运作肥料。多余厌氧污泥及活性污泥通过污泥浓缩池浓缩后进入带式压滤机处理,脱水效果很好。
酒精废水处理技术 酒精漕液废水属高浓度有机废水,采用现有技术进行处理,通过工艺流程和费用分析,可以看出,处理效率低下,成本高,而采用本文提出的新技术进行处理,效率可提高四倍以上。 1 概述 1.1 生产原料及其水质特征 采用液体发酵法生产酒精,其原料一般以薯干、木薯、玉米和高粱等为主。淮河流域地区的山东省和安徽省等以采用薯干为原料者居多。其生产过程中所产生的高浓度有机污水主要为酒精蒸馏塔的釜底残液,即酒精蒸馏塔所排出的酒精糟液。糟液的排出量一般为10~15m3/t酒精,其水质特征为(1)温度高,一般在70℃以上;(2)所含悬浮物浓度高,一般在3万mg/L 以上;(3)有机物(COD)浓度高,一般在4万mg/L~5万mg/L;(4)pH低,一般为4~5。因此是一种高温,高悬浮物的高浓度有机污水。 对于污水中溶解性的有机污染成分来说,薯干类污水主要以糖类和脂肪酸类化合物为主,玉米、高粱等污水中含有较多的蛋白质。前者容易进行厌氧沼气发酵处理,后者较难。 1.2 现有处理技术的缺陷 目前,在酒精糟液处理方面主要采取固体物(悬浮物)分离作饲料厌氧产沼气处理法。固体物分离采用离心机或沉淀过滤池,产沼气则采用全混式沼气发酵罐。由于投资和国产设备的性能所限,糟液中的固体物分离很低,残存在分离液中的悬浮物浓度仍在1万mg/L水平上,同时,这种老式的沼气发酵罐效率很低,体积很大,一般水力停留时间要在10天左右,而且要靠水泵循环进行搅拌动力消耗大,搅拌不均匀。 从环保角度看,这种处理工艺所存在的最重要的问题是处理水质不达标。一般,经这种厌氧大罐处理后的水,COD浓度仍在1.0~1.4万mg/L以上,悬浮物浓度
生物发酵法制燃料乙醇生产中废气废液的处理方法及系统 燃料乙醇作为一种较为清洁的能源,生产成本较低,得到广泛应用,暂时解决了能源需 求的矛盾。为了推动可持续发展,实现绿色发展,在加强人们生态环保意识的同时,还要就 燃料乙醇的制造工艺、合理加工以及燃料乙醇产生的废气废液处理办法进行改进和创新,完 善燃料乙醇作为新型能源的功效,推动社会和经济发展。 二、生物发酵法制燃料乙醇 现阶段燃料乙醇制造的工艺已出现三代,第一代燃料乙醇分为糖基乙醇和淀粉基乙醇, 主要以玉米、甘蔗中所含的酵糖作为原料,进行生物发酵制乙醇,是目前最为常见的制燃料 乙醇方法。第二段燃料乙醇是纤维素乙醇,以木质纤维素类为主的生物物质,主要来源包括 农业废料、林业产物及废弃物、(藻类)和城市垃圾等,第三代燃料乙醇就是主要以藻类为 原料通过生物法生产的燃料乙醇。 生物法又称生物发酵法,是通过生物物质所含的物质,经过水解、发酵等一系列工序制 成燃料乙醇。生物发酵法是现阶段制燃料乙醇最主要,也是最普遍的一种方法。根据不同原 料所含的物质不同,生产工艺和工序都有相应的变化。粮食作物作为原料以碾磨、液化和糖 化工艺为必须内容,木质纤维的步骤则必备预处理和水解工序,本身高糖类物质则可以省去 部分步骤。值得注意的是,一些物质在操作过程或者运输时沾染了金属或有毒物质,还需要 进行先解读再提取,以防不良化学反应的产生。 燃料乙醇的一般生产工艺,如图1所示: 生物发酵法在粉碎原料之后需要进行蒸煮的工作,因为物质原料富含植物细胞,蒸煮后,会促进原料中的淀粉酶与淀粉发生化学反应,发生水解,进行发酵。 生物发酵法要确保酵母菌的酒精发酵环境,视情况而定,进行相应的高压、高温环境蒸 煮操作。 三、生物发酵法制燃料乙醇生产中废气废液的处理方法 生物发酵法制燃料乙醇生产中不可避免的会出现相应的废气废料,纤维素乙醇废液是一 种高温度、高悬浮物、粘度大、呈酸性的有机废水,其主要含有残余的糖、纤维素、木质素、各种无机盐及菌蛋白等物质。一般来源于制燃料乙醇各个工序中,要想妥善处理相关问题, 需要优化制造工艺,从源头解决;或是加强后续补救措施,解决废气废液的排放问题。 (一)源头处理方法 在生产过程中优化处理就是指在提高燃料制乙醇的液化效果,使得原料物质中所含有的 糖被全部利用。因为没有被完全利用的糖分会随着水解过程中产生的水排除,形成废液。并 且未被利用的糖也是一种资源浪费。通过对液化的温度、时间和工艺方法的优化,使得生物 发酵法进行连续发酵,提高燃料乙醇的制作效率。通过连续发酵法,把发酵罐之间的串联起来,使得总会有发酵反应进行。 优化蒸馏工序也是减少制燃料乙醇废气废液的办法之一,通过燃料乙醇直接加热气体的 方法,进行蒸馏后排出,这种方法既不环保,又造成资源浪费。需要优化蒸馏技术,通过差 压蒸馏,使得两边蒸馏塔中的压强有一定差异,使得负压塔能够排出二氧化碳等有害物质,