
主旨 啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
1
概述
期限功能就是分期的機制。使用方式是在機台出貨之前先設定機台的使用期限,等使用期限到達的時候,機台會彈出視窗通知使用者使用期限已經到期了,並且會讓機台無法執行加工。這個時候使用者需要跟機械廠要一組可以延後到期日的啟動碼,輸入啟動碼後並重新開機後,才能夠讓機台繼續執行加工。
2 出機期限設定說明
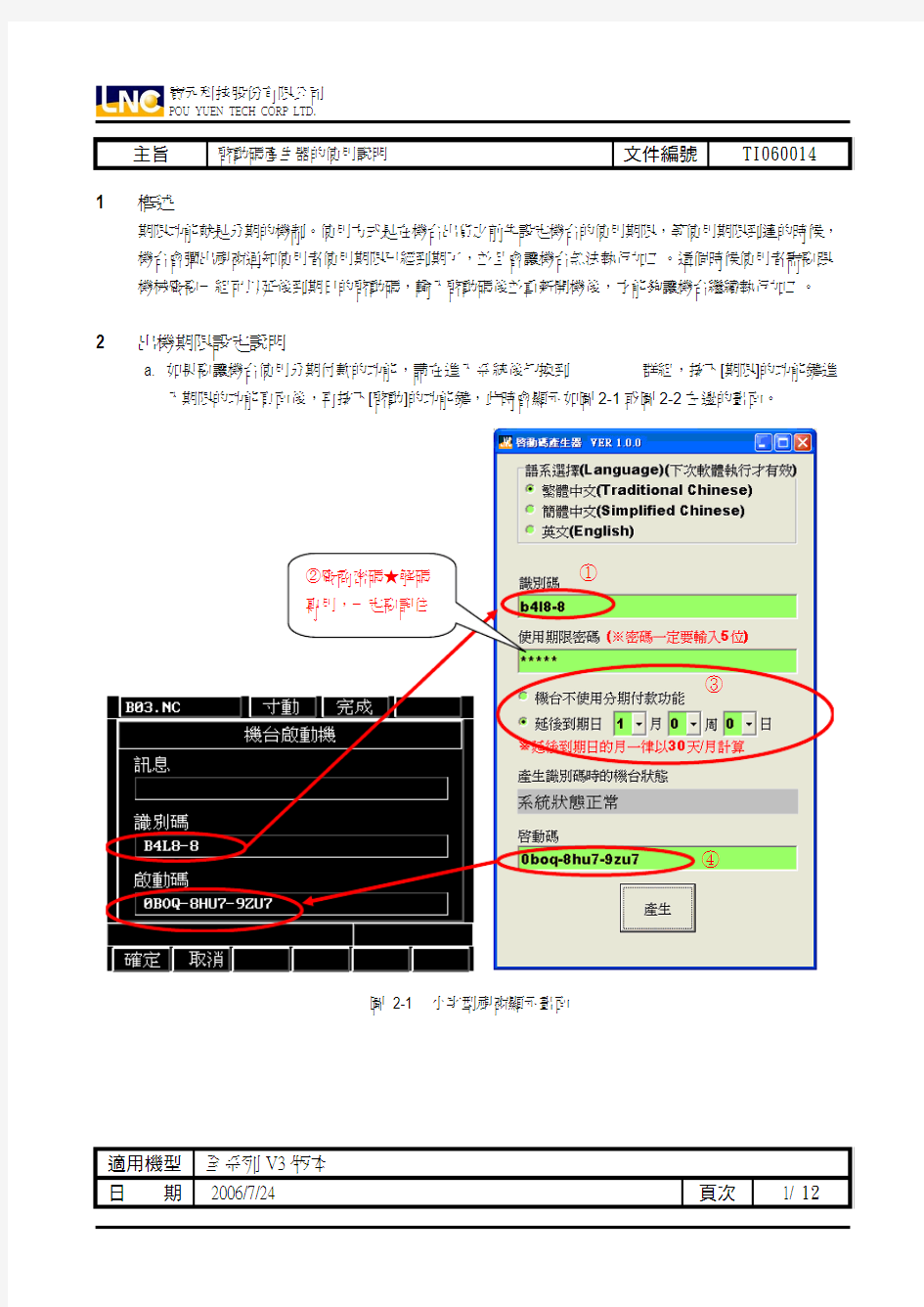
a. 如果要讓機台使用分期付款的功能,請在進入系統後切換到群組,按下[期限]的功能鍵進入期限的功能頁面後,再按下[啟動]的功能鍵,此時會顯示如圖2-1或圖2-2左邊的畫面。
圖 2-1 小字型視窗顯示畫面
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
圖 2-2 大字型視窗顯示畫面
b. 執行PC 端的啟動碼產生器軟體,軟體畫面如圖2-1或圖2-2的右邊所示。軟體畫面的最上端是讓使用者選擇符合自己需要的語系,目前提供的語系有繁體中文、簡體中文、以及英文三種。點選要使用的語系並不是立即切換顯示的文字,而是在下次軟體執行時才會顯示選擇的語系。
c. 設定分期付款的步驟是:
①. 將控制器產生的識別碼序號(5碼)輸入到PC 端識別碼的欄位,此時控
制器端不
能夠按下取消的
功能鍵,因為控制器端與PC 端的識別碼有對應的
關係。也就是說控制器端與PC 端的識別碼一定要相同,不然會導致產生的啟動碼無效。
②. 輸入機械廠專用的密碼,該密碼在每次產生啟動碼時都需要輸入並且要相同,所以請機械廠自
行妥善保存該密碼。密碼是由5位的數字或字母組成。 ③. 選擇要產生的啟動碼種類。啟動碼的種類分為以下兩種:
a.
機台不使用分期付款功能:點選該欄位產生的啟動碼表示機台不使用分期付款的功能,或
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本 是當終端客戶已經將所有的款項繳清後,也可以使用該欄位。 b.
延後到期日:將控制器使用的時間期限往後延長。延長的時間由輸入的
月、週、天計算。計算的方式是è月
數*30+週數*7+天數。一個月的天數一律以30天做計算。 此時請點選「延後到期日」的選項,並選取要延後的時間。
④. 按下產生的按鍵後,會產生啟動碼。PC 端產生的啟動碼為12碼的數字加上字母,並且字母都
是以小寫顯示。將PC 端軟體產生的啟動碼輸入到控制器中的啟動碼欄位後,按下確定鍵就完成機台啟動的程序會提示要重新開機如圖2-3或2-4四所示。
圖 2-3 小字型視窗顯示畫面
圖 2-4 大字型視窗顯示畫面
主旨啟動碼產生器的使用說明文件編號TI060014
适用機型
全系列
V3版本
⑤.按下確定鍵後,確認延後的到期日是否正確,確認完後,重新開機就完成了分期付款的設定功
能。
圖2-5 小字型視窗顯示畫面
圖2-6 大字型視窗顯示畫面
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
3 控制器到期解鎖說明
a. 控制器進入系統後,如果機台的使用期限已到期,會自動彈出機台啟動機的對話視窗;另外在系統中切換到群組後,按下[期限]的功能鍵進入功能頁面後會顯示使用期限已到期的提示,按下[啟動]的功能鍵一樣會彈出機台啟動機的對話視窗。
b. 畫面中的訊息欄位會顯示在彈出視窗時的機台狀態。機台的狀態共計有「系統狀態正常」、「使用期限已到期」、「系統時間被非法修改」。機械廠可以從顯示得知目前機台的使用狀況。 ①. 系統狀態正常:產生識別碼時的機台狀態一切都正常。
②. 使用期限已到期:表示目前機台的使用期限已經到期,需要輸入新的啟動碼來延後到期日或是
解除分期付款。
③. 系統時間被非法修改:機台的時間遭到使用者自行修改,導致系統顯示這個訊息。
c. 延後到期日的方式與第一次設定的方式相同,但是要特別注意的是密碼的欄位要跟第一次設定到期日的密碼相同,如果不同會導致無法設定延後到期日的情形。
主旨
啟動碼產生器的使用說明
文件編號
TI060014
适用機型 全系列V3版本
圖 3-1 小字型視窗顯示畫面
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
圖 3-2 大字型視窗顯示畫面
4 密碼說明
a. 輸入的長度一定要5為,且只能輸入數字或是字母(不分大小寫)。
b. 如果控制器是第一次輸入啟動碼,且不曾在控制器上設定過密碼,則輸入啟動碼的同時,控
制器也
會自動將啟動碼產生器中的密碼欄位的密碼設定成控制器中使用期限功能的密碼。例如:
在PC 端的密碼欄位輸入的密碼是12345,且機台不曾設定過密碼,那麼在輸入過啟動碼後,以後要變更密碼時,在目前的密碼欄位就需要輸入12345。
c. 請使用者自行熟記,因為忘記了密碼將導致無法再設定機台的期限功能,也無法執行期限功能的解除。
d. 控制器出機時,使用期限密碼的預設值是5個0,「00000」。
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
5 輸入啟動碼時的常見問題
a. 在使用PC 軟體時常見的問題有以下幾種
①. 輸入的識別碼錯誤
:請在確認一次輸入的識別碼是否正確,尤其是一些相近的字母或是數字的
誤判。例如數字0與字母O 的差別或是字母l 或i 與數字1的差別等等。
圖 5-1
②. 另外一種會顯示識別碼錯誤的可能是使用者給的是註冊時使用的識別碼,而不是啟動專用的識
別碼,可以請使用者確認識別碼的種類,請確認有「機台啟動機」產生的才是啟動碼使用的識別碼。
圖 5-2 小字型視窗顯示畫面
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
圖 5-3 大字型視窗顯示畫面
b. 在控制器端輸入啟動碼時常見的問題有以下幾種
①. 識別碼錯誤:由於識別碼需要控制器與PC 端要相同,如果發生這個錯誤表示兩邊目前的識別
碼不相同。
圖 5-4 小字型視窗顯示畫面
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
圖 5-5 大字型視窗顯示畫面
②. 輸入錯誤:請在確認一次輸入的識別碼是否正確,尤其是一些相近的字母或是數字的誤判。例
如數字0與字母O 的差別或是字母l 或i 與數字1的差別等等。
圖 5-6 小字型視窗顯示畫面
主旨啟動碼產生器的使用說明文件編號
TI060014
适用機型全系列V3版本
主旨
啟動碼產生器的使用說明
文件編號 TI060014
适用機型 全系列V3版本
③. 密碼不符:問題發生的原因是PC 端軟體使用的密碼與第一次設定時的密碼不相符。
圖 5-8 小字型視窗顯示畫面
圖 5-9 大字型視窗顯示畫面
QJR系列 矿用隔爆兼本质安全型软起动器 使 用 说 明 书 上海佳洲防爆电器有限公司
使用前请认真阅读本说明书 本说明书根据GB9969.1《工业产品使用说明书总则》;GB9969.2《机电产品使用说明书编写规定》的有关规定要求和内容进行编制。 产品执行Q/JZ001-2011、MT/T943-2005和GB3836-2000等标准。 一、概述 1、产品特点 矿用隔爆兼本质安全型软起动器(以下简称软起动器)是机电一体化的新技术产品,该产品适用于交流380V、660V、1140V的电压异步电动机重负荷软起动,在正常运转状态下对电机进行各种保护。它具有起动电流小,起动速度平稳可靠,保护功能齐全,是我公司自行设计、开发的高技术产品。在矿用隔爆兼本质安全型真空电磁起动器的基础上,改直接起动或停止为软起动或软停止,降低了起动电流(由4Ie-7Ie改善为0.5Ie-4Ie可调),减少了起动时冲击电流对电网及负载的冲击。它用软件控制方式来平滑起动电机,一方面以软件控强电,另一方面使电动机转速由慢到快逐渐上升到额定转速,有效解决了直接起动或自耦降压起动、Y/Δ转换、降压起动造成的起动时瞬时电流尖峰冲击,起动二次冲击电流对负载产生冲击转距,当电网电压下降可能造成电机堵转等诸多问题,是传统的矿用隔爆本质安全型真空电磁起器的理想替代产品。 该产品采用全中文宽屏显示、并具有漏电闭锁、断相、过压、欠压、、过载、三相不平衡、短路等保护功能,并能储存相应的故障信息,以及运行电流,电压故障等工作状态信息。 2、主要用途及适用范围 本起动器主要用于有甲烷和煤尘爆炸环境的煤矿井下、露天煤矿、冶金矿山、港口码头、选煤厂、发电厂等对重负荷的运输设备实行软起动。 起动器可以就地、远距离起动、停止控制,及联机控制等多种方式;额定电压为1140V、660V、380V,频率是50Hz,额定电流在400A范围内的三相异步电机,起动方式可以是软起动,也可以像普通的磁力起动器一样直接带负荷起动。机壳外有隔离换向开关手柄,可以对电机的转向进行选择,必要时按下急停按钮,转动隔离换向手柄至分位置,直接分断电动机。 3、规格 电压等级:1140V、660V、380V。 电流等级:400A以下。 4、型号的组成及代表意义 Q J R-□/□ 额定电压:V 额定电流:A 软起动 隔爆兼本质安全型 起动器 5、软起动器的防爆型式与标志为:矿用隔爆兼本质安全型
激光切割机软件使用说明 (图文笔记版) 一、总体功能概述 ⑴操作软件的三大版块: 图一、ByVision主菜单操作界面。图二、HANDLING-OPERATION操作界面 图三、LaserView操作界面
⑵控制按键的两个部分:
图二、屏幕右侧按键。 释放切割头
二、激光切割机每个版块的具体功能介绍 ⑴ByVision(用户名:CH 密码:1) ①“MAIN(F5)”主菜单:其中包括“管理员”、“视图”、“诊断”、“清屏”、 “信息”、“关闭”。 “管理员”、“视图”:已设置好,一般无需改动。一般级别无法修改的。“诊断”:用于显示机床的通讯状态,绿灯通讯为正常,红灯通讯中断或未建立通讯或没有该硬件(如Byloder)。前两个灯为绿,后一个灯为红,此时为正常。具体的机型不同而有异。 “清屏”:点击后屏幕为白色,此时触摸功能关闭,就可用布来擦拭屏幕。
登录/注销:用于不同级别的用户进入系统,权限不一样的。 详细内容:当提示框出现提示内容的时候,由于显示的内容有限,当出现”……”的提示时可以在详细内容中看见全部的报警和故障。可以用该菜单中的RESET 键进行复位等操作。 信息:关于该机器的全部软件的版本。 关闭:内有可选择的关闭对话框。一般用关闭Byvision项目。 语言选择:根据国旗代表不同的语言。一般英语的故障解释比较确切。 有故障时候尽量用英语将信息记录下来,便于准确判断。 ②“HAND(F6)”手动菜单:其中包括“设置参数机床”、“参数”、“手动功 能”、“特殊功能”“CNC”、“SERV”、“STOP PART”、“STOP WORK”。
JJR系列软起动器用户手册
目录 安全注意事项………………………………………………………………………………………安装准备……………………………………………………………………………………………使用及环境条件……………………………………………………………………………………1.概述……………………………………………………………………………………………… 典型应用简介…………………………………………………………………………………… JJR系列软起动功能……………………………………………………………………………2.购入检查…………………………………………………………………………………………3.安装………………………………………………………………………………………………4.电路连接………………………………………………………………………………………… 4.1主回路……………………………………………………………………………………… 4.2控制端子…………………………………………………………………………………… 4.3控制电路端子连接………………………………………………………………………… 4.4主回路连接………………………………………………………………………………… 4.5基本电路框图和端子………………………………………………………………………5.键盘及显示说明…………………………………………………………………………………6.数据的设定………………………………………………………………………………………7.通电运行…………………………………………………………………………………………8.保护显示说明……………………………………………………………………………………9.软起动控制模式………………………………………………………………………………… 9.1限流型……………………………………………………………………………………… 9.2电压控制型………………………………………………………………………………… 9.3软停车曲线………………………………………………………………………………… 9.4不同起动方式的电流波形比较……………………………………………………………10.结构特点………………………………………………………………………………………附表一应用场合……………………………………………………………………………………JJR1000系列二次接线图……………………………………………………………………………JJR2000系列二次接线图……………………………………………………………………………安全注意事项
A-B软启动器 操 作 使 用 说 明 电化厂机动科 二00一年十月
一.软启动器的起动方式选择┅┅┅┅┅ 2 二.软启动器的参数查看方法┅┅┅┅┅ 3 三.参数修改┅┅┅┅┅ 5 四.常见故障信息及消除方法┅┅┅┅┅ 5 五.常见故障说明┅┅┅┅┅7 六.常用参数及说明┅┅┅┅┅8 七.软启动器的初次调试┅┅┅┅┅11
软启动器使用操作说明 一.软启动器的起动方式选择: 软启动器的起动方式常用的有以下几种: 1.软起动:该方式是最常用的起动方式,电动机可根据参数设定的初始转矩进行起动。起动加速时间在0—30S之间,由 用户自行调节。起动斜坡加速期间,输出至电机的电压不断上 升,当软启动器的控制器检测到电动机已达到额定转速状态, 则输出电压将自动切换到全电压。(若设定的起动时间为30S,在20S的时候如果电动机已达到额定转速,电机端电压已达到 全电压,则不必等到30S) 2.限流起动:限流起动顾名思义,限制电机的起动电流,该方式为电动机提供一固定电压的降压起动。限流水平可由用户 在电机满载电流的500-600%间调节,限流起动时间0—20S 由用户设定。在起动过程中,当软起动器的控制器检测到电机 的额定转速时,输出电压将自动切换成全压输出,这点与软起 动方式有些区别:软起动过程电压是无级不断增加的;而限流 起动是始终以一固定电压起动的。 3.全压起动:该方式同一般设备的启动相同,一般来说,既
然选用了软启动器就不太会选用该方式进行起动。 4.可选择的突跳起动:该起动功能一般是附加于软起动方式或限流起动方式之中,为电动机起动提供一个大提升转矩以克 服负载惯性,突跳时间可由用户在0.0—2.0S之间设定。 我厂采用的软起动方式主要有以下两种: 1.限流加突跳起动方式:该方式主要用于PVC的水环压缩机、抽风机、鼓风机和排渣泵等设备,因为这些设备的电机容量 较大,起动电流较大,其供电线路也较长,采用限流起动, 可减少对配电室母线电压的影响,以免造成当大设备启动 时,母线压降大,使照明及其他设备失电跳闸的情况发生。 另外,采用限流起动方式,设定的限流水平应与本线路的空 开保护特性相配合,避免因起动时间过长,造成空开的过载 跳闸。 2.软起动加突跳起动:该方式主要用于离子膜车间的循环水泵与氯气泵,因这些设备供电线路较短,所在配电室的变压器 容量足够大,采用软起动方式,其较大的起动电流不会对母 线电压有影响,而且可以较快地完成起动过程。 因此,选用何种起动方式,应根据各设备的实际起动情况及所在配电系统的情况予以选择。 二.软启动器参数查看方法: 软启动器共有88个参数供选用,查看参数的设置内容可按以下步骤进行:
一、渔乐头条游戏介绍 1.1大型游戏机操作说明 摇杆:左右移动炮台的位置 确定:发炮,按下确定键炮台会出子弹 切换:调整炮值的大小 退币:按下此键可以退币或者彩票 1.2 玩法介绍 高清节目,分辨率1920×1080;可选择上下分,投退币,退彩票。 多种炮值选择:1-999种炮,鱼类的倍率为2-100倍 炮弹永不落空,无限反弹 选择不同的炮值打相同的鱼类得到不同的分值,炮值越大得到的分值越多 账目管理:带打码器远程控制调节功能,交接班账目一目了然 完全兼容捕鱼季、捕鱼达人的机台和套线,IO板。 1.3 游戏主界面说明 赔率及玩法说明: 玩家按切换键选择不同的炮值通过摇杆移动方向选择打不同种类的鱼,得到或减少相应的分数,输赢分数计算:所选炮值×所打鱼类的赔率,如果子弹打中所选鱼类,得到相应的赢分,如果子弹未打中所选鱼类,则减少相应的总分。 二、游戏后台说明(打码版) 按下IO板上,set键进入游戏后台主菜单,可对相关数据查询并对游戏各项功能进行设定。 2.1 功能菜单 1、游戏记录 2、参数设置 3、机台设置 4、按键测试
5、永久记录 6、交班 7、打码 按摇杆左右键移动菜单选项,按确定键进入菜单功能,按切换键退出功能。 2.2 游戏记录 进入游戏记录功能项,如上图显示当期的游戏记录。按下摇杆上或者下可显示总记录。如下: 2.3 参数设置 进入参数设置功能项,如上图所示,按摇杆上下改变数字,摇杆左右移动数字位,按确定键验证您输入的密码是否正确。如密码正确将进入设置界面。(将验证码输入到打码器中可获得密码,详情可参阅打码器使用手册)如下图: 游戏设置 最小押注:1-10可调 爆机分数:500000 上分比率:100(在打码器上可调) 投币比率:10(在打码器上可调) 退币/退彩票:1(1表示退币,0表示退彩票) 彩票比率:1-1000可调 摇杆左右键移动设置选项,摇杆上下键改变大小。当您移动到某一项时,会弹出这一项的详细说明。 2.4 机台设置 进入机台设置功能项,如上图显示,在对应的数字闪烁位置,按下确定键即可设置机台位置。按切换键可退出。 2.5 按键测试 进入按键测试功能项,如上图显示,在对应位置按下按键,如果按键连接没有问题,就会点亮您按下的按键。长按切换键可退出。 2.6 永久记录 进入永久记录功能项,如上图所示,按摇杆上下改变数字,摇杆左右移动数字位,按确定键验证您输入的密码是否正确。如密码正确将进入永久记录界面。(将验证码输入到打码器中可获得密码,详情可参阅打码器使用手册)如下图:, 2.7 交班
作者:旧在几 作品编号:2254487796631145587263GF24000022 时间:2020.12.13 激光切割机常见的六个问题及处理方法 1.切割穿孔技术 任何一种热切割技术,除少数情况可以从板边缘开始外,一般都必须在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有两种穿孔的基本方法: 爆破穿孔——材料经连续激光的照射后在中心形成一个凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一个孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在加工精度要求较高的零件上使用,只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。 脉冲穿孔——采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光
器不但应具有较高的输出功率;更重要的是光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。 在采用脉冲穿孔的情况下,为了获得高质量的切口,从工件静止时的 脉冲穿孔到工件等速连续切割的过渡技术应加以重视。从理论上讲通常可改变加速段的切割条件,如焦距、喷嘴位置、气体压力等,但实际上由于时间太短改变以上条件的可能性不大。在工业生产中主要采用改变激光平均功率的办法比较现实,具体方法是改变脉冲宽度;改变脉冲频率;同时改变脉冲宽度和频率。实际结果表明,第3种效果最好。 2.切割加工小孔(直径小与板厚)变形情况的分析 这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取爆破穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。这时我们应在加工程序中将脉冲穿孔(软穿刺)方式改为爆破穿孔(普通穿刺)方式,加以解决。而对于较小功率的激光切割机则恰好相反,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度。
5.基本接线及外接端子 图5-1给出了STR电动机软起动器的全部外接线接口,具体说明见表5-1外接端子说明。STR软起动器的基本接线图 表5-1
★表示外控有两种接线方式,详见基本接线图5-1。 STR系列A型软起动器(7.5KW-75KW)K22和 K24 厂家已占用,用户不能使用. 上述图5-1及表5-1给出了STR电动机软起动器所有的外接端子及说明,在接线时,注意以 下事项: 主电路接线 — STRA型产品主电路有6个接线端子,即R.S.T(接进线电源) U.V.W(接电动机),详 请参见图6-1。 —STRB型产品主电路有9个接线端子,除上述6个相同外,还有 3个接旁路接触器 专用接线端子 U1.V1.W1,其接线参见图6-2。
控制电路 STR 软起动器共有16位外部控制端子,为用户实现外部信号控制、远程控制及系统控制提供方便,这16位端子安装在软起动器的主控板上。在软起动内部有端子引出,可直接接线。在使用过程中,如用户采用本机键盘操作,而不需远控或外部信号控制,则相应的端子不用接线,其接线排列顺序如下图5-2。 R U N J O G 起动点动 停机公共端复位起动完成输出故障输出旁路控制4-20m A 1234567891011121314 1516 图5-2 —— 其中RUN (起动端子)、STOP (停止端子)、JOG (点动端子)在使用时应进行相应 的参数设置,详见表9-1“参数设置及修改”中第11项。其接线请参见图6-1、图6-2、图6-3。 —— OC (起动完成输出)、I0(4~20mA )输出为有源输出。 —— K14、K11、K12(故障输出)及K24、K21、K22(旁路输出)均为无源输出端子, 其接线请参见图6-2、图6-3。 6.STR 软起动器典型应用接线图 STR 系列A型软起动装置典型应用接线图
第一章 激光切割方法 1.1 激光熔化切割 在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。 激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。 ——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。 ——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。 ——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。 ——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。 1.2 激光火焰切割 激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。由于此效应,对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。 另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。 ——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。 ——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。 1.3 激光气化切割 在激光气化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。 为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。 该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。 ——在激光气化切割中,最优光束聚焦取决于材料厚度和光束质量。 ——激光功率和气化热对最优焦点位置只有一定的影响。
激光切割机简单操作流程 开机:(先打开气瓶气阀) 打开空气开关,急停,钥匙开关(看水箱温度有无报警显示)1.打开电脑,等电脑完全启动后打开启动(注意:电脑与启动不能同时打开) 2:按启动按钮看显示屏显示P→按选项到ON→确定(等待90秒) 3:再依次打开电机,使能,跟随,激光,红光,各按钮。 关机: 先关闭电脑,→再依次关闭电机,使能,激光,红光,按钮→按显示屏显示OFF→确定→等待出现P→再按停止按钮,关闭钥匙开关(控制水箱)→按下急停→关闭空气开关→关闭气阀。 准备加工: 导入CAD图→满屏→优化→补偿(参数中设置一般0.2在图层中补偿量可调整)→自动添加引线(在编辑里进行引线加长等设置) →定位(1:鼠标位置 2:激光头位置) →边检→模拟加工→设置工作参数(见表1切割速度, 2初始加工速度,延时3跟踪延时 4烧穿延时 5吹气(气体设定) →编辑能量(电流,频率,脉宽)→点击吹气1和吹气2看有没有气体→正式加工。 调焦点 调参数100,0.3,1 切割头移动到板材边缘位置→关闭使能按钮→拆下铜嘴,铜帽→打开激光→把刀片放在板材上手动旋转把激光头调到出最大火花的位置(调试时来回移动刀片,防止激穿)→关闭激光→旋上铜嘴铜帽→把美工刀片放在板材上切割铜嘴下看切割铜嘴到刀片的距离,如果大于或小于0.8mm的话就松掉反固,旋转切割头,顺时针旋转下降,逆时针旋转上升,旋到0.8mm即可,然后再上紧反固。 调中心 调参数100,0.3,1 把透明胶布粘贴在铜嘴下。然后跟随到切割高度,点击激光,上升,把胶布拿下来看激光打的点是否在铜嘴中心,如果不是的话则要调节三颗螺丝(顺时针拧紧靠近,松开远离) 调光斑 打开铝盒,将看光片放在半反镜和扩束镜之间,打开激光,然后调节全反镜上的上下两颗螺丝,上螺丝调节光斑的上下移动,下螺丝调节光斑的左右移动,调光斑前先松开反固,过上下左右移动将光斑调成比较圆和亮度比较均匀的光斑即可,然后拧紧反固。 无线手持盒的按钮键功能 F1 加工 F2 停止 F3上升 F4跟踪 F5定位 F6边检 F7吹气 F8暂停 F9后退 F10继续 F11激光 调跟随 手形Auto键,自动下降到跟随高度0.8mm Down键:下降到主轴最低点
A-B 软启动器 操 作 使 用 说 明 电化厂机动科 二00 一年十月 一.----------------------------------------- 软启动器的起动方式选择---------------------- 2 二?软启动器的参数查看方法 ----------------- 3 三.参数修改 5 四.常见故障信息及消除方法---------------- 5 五.常见故障说明7 六.常用参数及说明8
七.软启动器的初次调试11
软启动器使用操作说明 一. 软启动器的起动方式选择: 软启动器的起动方式常用的有以下几种: 1.软起动:该方式是最常用的起动方式,电动机可根据参数设定的初始转矩进行起动。 起动加速时间在o—30S之间,由用户自行调节。起动斜坡加速期间,输出至电机 的电压不断上升,当软启动器的控制器检测到电动机已达到额定转速状态,则输出电压将自动切换到全电压。(若设定的起动时间为30S,在20S的时候如果电动机已达到额定转速,电机端电压已达到全电压,则不必等到30S) 2.限流起动:限流起动顾名思义,限制电机的起动电流,该方式为电动机提供一固定 电压的降压起动。限流水平可由用户在电机满载电流的500-600%间调节,限流起动时间 0—20S由用户设定。在起动过程中,当软起动器的控制器检测到电机的额定转速时,输出电压将自动切换成全压输出,这点与软起动方式有些区别:软起动过程电压是无级不断增加的;而限流起动是始终以一固定电压起动的。 3.全压起动:该方式同一般设备的启动相同,一般来说,既然选用了软启动器就不太会选用该 方式进行起动。 4.可选择的突跳起动:该起动功能一般是附加于软起动方式或限流起动方式之中,为电动机起 动提供一个大提升转矩以克服负载惯性,突跳时间可由用户在0.0 —2.0S 之间设定。 我厂采用的软起动方式主要有以下两种: 1. 限流加突跳起动方式:该方式主要用于PVC的水环压缩机、抽风机、鼓风机和 排渣泵等设备,因为这些设备的电机容量较大,起动电流较大,其供电线路也较长,采 用限流起动,可减少对配电室母线电压的影响,以免造成当大设备启动时,母线压降 大,使照明及其他设备失电跳闸的情况发生。另外,采用限流起动方式,设定的限流水
光纤激光切割机操作规 程 集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
光纤激光切割机操作规程 一.安全规程 1.严格按照激光器启动程序启动激光器,调光,试切工件。 2.操作者必须经过培训,熟悉切割软件,设备结构,性能,掌握操作系统有关知识。 3.按照规定穿戴好劳动防护用品,在激光束附近必须佩戴符号规定的防护眼睛。 4.设备开动时操作人员不得擅自离开岗位,如的确需要离开时应停机,断开急停按钮下使能。 5.不加工时应关掉激光器或光闸。 6.保持激光器,激光头,机床及周围场地,有序,无油污,工件,材料,废料按规定摆放整齐。 7.气罐使用,应严格遵守气罐监察规程。开启气罐时,操作者必须站在出气口侧面。 8.维修时,必须严格遵守高压规程。关掉电源,检查设备故障原因。 9.必须严格遵守消防安全规程。要将灭火器放在随手可及的位置。 10.在未弄清某一种材料是否能够使用激光照射或切割时,不要对其加工,以免产生烟雾和蒸汽的潜在危险。 11.上下材料时要小心,确保人身安全。 二.操作顺序 开机步骤: 1.总电源。稳压电源启动。(查看三相电压平衡度) 2.打开切割气体总阀。(检测N2和O2是否漏气)
3.开启水冷机。查看水温和水压是否正常。(激光器水温25℃,光纤和切割头水温28℃) 4.启动机床电源(钥匙开关) 5.启动激光器。激光器电源开。高压开。(指示灯绿灯亮) 6.操作软件系统启动,机床回零点。切割头感应器自动或手动标定,执行MDI功能(电压值为9.8V)。(每天开机时,机床必须回零。切割头感应器自动或手动标定,执行MDI功能) 7.根据相应的材料,调整焦点位置和跟换喷嘴。 8.手动测试气体N2和O2,确认气体压力是否正常。 9.确认切割程序是否和该材料相符。 10.在(自动界面)调取加工程序,加载切割参数。 11.启动程序,红光走边框。查看切割程序是否在板材范围里。 12.启动程序,开始加工。加工过程中要随时注意切割情况,如有切割头可能碰撞或者途径空洞情况要立即暂停,排除故障因素后,才能继续切割。 三.关机顺序:(与开机相反)
vape闪电杆说明书 博易大师闪电手下单系统说明书 新一代闪电手特色介绍: 方便----自动填入激活品种、默认手数、当前价;快速----直接点击6个方向按钮委托下单; 直观----同一界面的持仓、委托、可撤报告和动态盈亏。 博易大师交易系统使用说明 第一部分快速上手一、登陆行情 根据您的网络情况,选择合适的行情服务器(电信或网通),输入用户名及密码,点击“联机”按钮。注意:此处应填入行情用户名及密码,而不是交易客户号及交易密码。 二、登陆交易系统 请确认博易大师上部工具栏中的“闪电状”按钮为按下状态,如上图所示。如未处于该状态,请将其按下。此时,交易登录界面应该出现在博易大师的底部。 输入交易客户号及交易密码,并点击“登录”按钮。如有“交易站点”选择框,您还可以根据您的网络情况选择合适的交易服务器(电信或网通)。注意: 1>;输入交易密码时,为防止恶意软件盗取密码,请使用右侧的随机数字按钮;2>;如果您点击了“登录”按钮,表明您已了解并接受“免责条款”。 点击“登录”按钮后,将陆续出现“客户信息”确认、“结算单”确
认等提示窗口,请一律按“确认”按钮。 三、开仓 登录成功后,将出现如下的交易界面: 开仓步骤如下: 1.在博易大师的报价、走势图或技术分析图中,切换到您所关注的品种; 2.交易界面的“合约”将自动变为您当前关注的品种,“买入”和“卖出”按钮顶部将出现对应的 下单价格;3.点击“买入”或“卖出”按钮即可下单;4.如有确认下单的提示框出现,请点击“是”。提示: 1.下单前,您可以修改“报价方式”、“价格”及“数量”。报价方式分“限价”和“市价”; 2.“限价”委托且价格为“当前价”时,如果买入则使用卖一价下单,如果卖出则使用买一价下单; 3.“限价”委托时如需指定价格,请删除“当前价”字样并填入价格;如需恢复“当前价”,删除 填入的价格即可;4.如不希望出现确认下单的提示框,请勾选“一键下单”选项。 5.点击“复位”按钮,交易界面将恢复为“开仓”,数量恢复为该合约的默认手数,价格恢复为“限 价”、“当前价”。 四、平仓 平仓步骤如下:
SIRIUS 3RW44软起动器通讯及参数配置使用入门 1.概述SIRUS 3RW44电子软起动器可以通过PROFIBUS-DP网络进行通讯。硬件版本要求从E06,生产日期从060501开始,见图1标识。本文将主要讲述如何通过PROFIBUS-DP网络进行通讯,以及如何通过Softstarter ES软件进行参数 ... 1.概述 SIRUS 3RW44电子软起动器可以通过PROFIBUS-DP网络进行通讯。硬件版本要求从E06,生产日期从060501开始,见图1标识。本文将主要讲述如何通过PROFIBUS-DP网络进行通讯,以及如何通过Softstarter ES软件进行参数化、操作和监视。 图1. 版本号 2.PROFIBUS-DP通讯 首先要选择通讯模板,3RW44软起动器装配PROFIBUS通讯模版后具备PROFIBUS 通讯功能。通讯模版的订货号:3RW4900-OKC00。(注意:在安装通讯模版时首
图2安装通讯模板 2.1激活通讯模板功能和设置站地址 2.1.1通过液晶屏激活通讯模板和设置站地址 1. 在首次接通3RW44软起动器之前,要先检查主侧和控制侧的接线是否正确。在首次施加控制电压之后,会自动进入必须执行一次的快速起动菜单中,根据设备的情况来预设软起动器的重要参数。(详见操作手册) 2. 按照图3所示的顺序操作按键来激活通讯模版。
图3激活通讯模板 3. 按照图4所示设定设备PROFIBUS DP地址,并按照图5保存参数。 4. PROFIBUS-DP LED 红色闪烁。 5. 当PROFIBUS-DP图标“ ”显示在液晶屏的下面时表示通讯模版被成功激活。
A B软启动操作使用说明 Revised by Petrel at 2021
A-B软启动器 操 作 使 用 说 明 电化厂机动科 二00一年十月 一.软启动器的起动方式选择┅┅┅┅┅ 2 二.软启动器的参数查看方法┅┅┅┅┅ 3 三.参数修改┅┅┅┅┅ 5 四.常见故障信息及消除方法┅┅┅┅┅ 5 五.常见故障说明┅┅┅┅┅ 7 六.常用参数及说明┅┅┅┅┅ 8 七.软启动器的初次调试┅┅┅┅┅11 软启动器使用操作说明一.软启动器的起动方式选择:
软启动器的起动方式常用的有以下几种: 1.软起动:该方式是最常用的起动方式,电动机可根据参数设定 的初始转矩进行起动。起动加速时间在0—30S之间,由用户自行调节。起动斜坡加速期间,输出至电机的电压不断上升,当软启动器的控制器检测到电动机已达到额定转速状态,则输出电压将自动切换到全电压。(若设定的起动时间为30S,在20S的时候如果电动机已 达到额定转速,电机端电压已达到全电压,则不必等到30S) 2.限流起动:限流起动顾名思义,限制电机的起动电流,该方式 为电动机提供一固定电压的降压起动。限流水平可由用户在电机满载电流的500-600%间调节,限流起动时间0—20S由用户设定。在 起动过程中,当软起动器的控制器检测到电机的额定转速时,输出电压将自动切换成全压输出,这点与软起动方式有些区别:软起动过程电压是无级不断增加的;而限流起动是始终以一固定电压起动的。 3.全压起动:该方式同一般设备的启动相同,一般来说,既然选 用了软启动器就不太会选用该方式进行起动。 4.可选择的突跳起动:该起动功能一般是附加于软起动方式或限 流起动方式之中,为电动机起动提供一个大提升转矩以克服负载惯 性,突跳时间可由用户在—之间设定。 我厂采用的软起动方式主要有以下两种: 1.限流加突跳起动方式:该方式主要用于PVC的水环压缩机、抽风机、鼓风机和排渣泵等设备,因为这些设备的电机容量较大,起 动电流较大,其供电线路也较长,采用限流起动,可减少对配电
金圣元动漫捕鱼机打码器说明书 捕鱼机打码器说明书 捕鱼机各项数据的调整是藉由打码器跟屏幕上所显示的数据在控制的,因此了解每一项调整内容的意义就相当重要了, 当我们按下圖确认鍵三秒鐘時 即可进入到设定画面,可以看见以下调整的选项,每个选项内还有小选项,只要了解到每个选项的含意后,在调适机台就不至于会调错选项而输钱了
1. 参数调整
1.1难度:死难,最难,难,容易,最容易 1.2彩票比例:1~100币1~100张 1.3即中即退选择~按键退币,按键退彩票,即中即退币,即中即退彩票1.4机型选择:立式3人,立式四人,卧式4.6.8.10人 1.5加炮幅度:1~9900~建议10 1.6最小炮数:1~9900建议10=1毛钱 1.7最大炮数:50~9900建议1000分=10元5000分=50元
Ps:难度调整后必须输入条码,使用打码器后會顯示选择是否抽放水?按保持现状后,输入条码后 打码器电源开关开启后有3个选项,单机,联机,保单 按联机选项后有四个小项可选择,计算,查账,口令,设置 按计算后,有两个选项,计算条形码,译码调整 2. 解碼调整 2.1投币比例:1~1000
2.2场地类型:小型场地,中型场地,大型场地 2.3打码天数:1~13天 2.4系统时间: 2.5打码成功信息:显示,不显示 Ps:每项设置都必须利用打码器来调整~可按取消 打码器电源开关开启后有3个选项,单机,联机,保单 按联机选项后有四个小项可以选择,计算,查账,口令,设置按计算后,有两个选项,计算条形码,译码调整 按译码调整后,输入机台号跟译码特征码后将可 获得12位数字,输入后即可完成设定 从屏幕上就可以看见新的设定 3. 查账
普瑞玛激光切割机说明书 普瑞玛激光切割机可加工范围3000*1500毫米,最大定位速度每分钟140米,最大钣材中了800公斤,发生器功率2500W,3000W,及4000W,最大加速度6G所谓激光切割就是将激光束照射到工件表面时释放的能量来使工件融化并蒸发,以达到切割和雕刻的目的,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,讲逐渐改进或取代于传统的切割工艺设备。激光源一般用晶体或二氧化碳激光束,所需要的功率也不是很大,一般在几十瓦到几百瓦左右只和普通的家用电器的功率差不多,一般在切割的时候还配备有告诉风冷或水冷设备,能是工件在加工的时候更加的稳定.意大利普瑞玛激光切割机主要由六个部件组成:机架,光路系统(激光机),电路,工作平台,水路,操作软件。 普瑞玛激光切割机原理
激光是一种光,与自然界其电发光一样,是由原子(分子或离子筝)跃迁产生的,而且是自发辐射引起勺。激光虽然是光,但它与普通光明显不同是激光仅在最初极短的时间内依赖于自发辐射,此后的过程完全由激辐射决定,因此激光具有非常纯正的颜色,几乎无发散的方向性,雕刻机,极高的发光强度。激光同时又具有高相干性、高强度性、高方向性,激光通过激光器产生后由反射镜传递并通过聚集镜照射到加工物品上,使加工物品(表面)受到强大的热能而温度急剧增加,使该点因高温而迅速的融化或者汽化,配合激光头的运行轨迹从而达到加工的目的。激光加工技术在广告行业的应用主要分为:激光切割、激光雕刻两种工作方式,对于每一种工作方式,我们在操作流程中有一些不尽相同的地方。 激光雕刻:主要是在物体的表面进行,分为位图雕刻和矢量雕刻两种:位图雕刻:我们先在PHOTOSHOP里将我们所需要雕刻的图形进行挂网处理并转化为单色BMP格式,而后在专用的激光雕刻切割软件中打开该图形文件。根据我们所加工的材料我们进行合适的参数设置就可以了,而后点击运行,激光雕刻机就会根据图形文件产生的点阵效果进行雕刻。 矢量雕刻:使用矢量软件如Coreldraw,AutoCad,Iluustrator等排版设计,并将图形导出为PLT,DXF,AI格式,打标机,然后再用专用的激光切割雕刻软件打开该图形文件,传送到激光雕刻机里进行加工。 在广告行业主要适用于木板、双色板、有机玻璃、彩色纸等材料的加工。 普瑞玛激光切割:我们可以理解为是边缘的分离。对这样的加工目的,我们应该先在CORELDRAW、AUTOCAD里将图形做成矢量线条的形式,气动打标机,然后存为相应的PLT、DXF格式,用激光切割机操作软件打开该文件,根据我们所加工的材料进行能量和速度等参数的设置再运行即可。
DGQ-C系列软起动装置使用说明书 - 1- ●警示事项: ●感谢您选用大禹电气科技股份有限公司的智能化电 机软起动器产品,我们将以优异的产品性能回报您的 信任和厚爱! ●本软起动器产品在安装、使用、维护过程中必须注意 以下事项: 安装前请务必详细阅读本说明书。 必须由专业技术人员安装本软起动器。 严禁本软起动器输出部(U.V.W)接补偿电容器。 不得用兆欧表测量软起动器输入输出之间的绝缘电阻, 否则可能因过压而损坏起动器内元器件。 软起动器或相关的其它设备应可靠接地。 设备维修时必须切断输入电源。 非专业人士不要自行拆卸、改装、维修本产品。 DGQ-C系列软起动装置使用说明书 - 2- 1 序 1.1概述 DGQ-C 系列智能软起动控制装置是专门为各种行业中不同功率的低压异步 电动机的起停而设计的。该装置控制系统以DSP 为控制核心,采用最先进的电机控制算法理论及电力电子技术,实现了装置全数字化自动控制,使它具有很强的抗干扰能力,不会产生无故障停机现象。为了增加装置的适用性、方便性,系统设计了交流接触器旁路运行输出及无交流接触器本机运行方式可供选择,在起动方式上它具有电压斜坡起动、限流起动等多种方式,而停机方式有自由停机、软停机、刹车制动可供选择,可适应各种载荷电机的控制需要。
DGQ-C 系列智能软起动控制装置可以针对不同的载荷类型设定不同的起动 及停止参数,以最佳的起动效果来起动电机。通常情况下将电机的起动电流控制在额定电流的三倍左右。并且该装置还具有断相、堵转、电流不平衡、过压、欠压、短路、过热保护等完善的保护功能。不仅有效地保护了电机,延长了负载系统与电机的使用寿命,而且还能消除电机起动时对厂用电网的冲击。 1.2系统原理 DGQ-C 系列智能软起动控制装置系统原理框图(见图一)。 (图一) DGQ-C系列软起动装置使用说明书 - 3- 1.3主要特点 ◆控制系统采用人性化的设计,具有友好的中文显示人机界面和多种组合控制操作模式,显示清晰,操作简单,极大的方便了用户的使用; ◆采用哈佛总线及整体化设计,减少系统连线,DSP 芯片生产工艺采用SMT 贴片技术,整机出厂前进行了高温老化及振动实验,保证了可靠的产品质量; ◆具有多种起动方式,电压斜坡式起动方式可得到最佳的输出转矩;恒流起动方式可限制最大起动电流,但起动时间稍长。具体方式可根据现场状况进行选择; ◆具有完善的保护功能:缺相、起动过流、运行过载、欠载、过热和起动时间过长等十二项保护;并具有故障断电保存及字符提示功能,便于查找故障原因; ◆具有自由停车、软停车和刹车制动等多种停车方式可供选择。输入输出控 制点可根据需要现场编程,以满足不同场合下的使用需要; ◆起动电流倍数、起动时间、起始电压等参数可根据不同负载进行调整,以减少起动损耗,达到最佳起动效果,平稳起动电机及拖动负载; ◆具有RS-485 通讯功能及4-20mA 标准模拟电流输出,系统与上位机可进行双向通讯,以适应外围设备监控;(此功能为可选,需要使用时请注明) ◆具有性能可靠,安装、操作、使用简便等特点。 2 产品使用及选型 2.1常规使用条件 供电电源:市电、自备电站、柴油发电机;三相交流380V 或660V(-10%,+15%),50Hz-60HZ;控制电源220VAC。 适用电机:鼠笼式三相异步电动机,电机功率应与软起动器额定功率匹配。 起动频度:可作频繁或不频繁起动;一般负载情况是每小时起动不超过十二次。冷却方式:自然风冷或强迫风冷。 防护等级:IP20。 环境条件:环境温度-25℃~+40℃,并且24 小时内平均温度不超过+35℃;空气的最大相对湿度不超过90%(20℃),对湿度的变化每小时不超过5%, 且不得出现凝露;海拔高度不超过2000m,超过时应提供海拔高度; DGQ-C系列软起动装置使用说明书 - 4- 工作地点应无导电或爆炸尘埃,无腐蚀金属或破坏绝缘的气体或蒸 汽;室内通风良好,震动小于0.5G
9900炮打鱼游戏机说明书 开机时按住(确定/设置)键进入设定菜单,也可以在游戏过程中按住(确定/设置)键1秒进入设定菜单。 设定菜单包含以下几项:参数调整调整各种游戏设定项解码调整通过条码器解码对设定项进行调整查账 总机/分机账目查询报账报账、延时、归零、增加分机系统设置修改各种系统设置通信测试测试通信线路退出 退出设定菜单. 3秒后系统重启>>>参数调整<<<调整背景音乐音量(0-16级),0为关,默认为10. 连线打码器使用说明简介: 二、解码调整 一、打码器中选择连线进入按键说明:选择:计算-> 解码调整输入从机台获取的2项数据《1.机台号码 2.解码特征码》, 将会进入到选择菜单。 菜单项如下:背景音量押注时间全部总盈利投币比例场地类型打码天数系统时间打码成功信息修改系统时间设定每币多少分, 默认为1币10分设定场地类型,默认为大型场地专用程序。 设定打码周期, 默认为5天上分下分总玩入总玩出本次总下分本次总上分上次打码之前的总盈利总盈利=上次总盈利+本次实际利润, 以币为单位,下同本次赢分=总玩入+庄和闲总玩入-总玩出-庄和闲总玩出上次总盈利本次实际利润难度设置调整游戏难度, 有最容易、容易、难、最难、死难5级难度,默认为容易。 庄和闲难度调整庄和闲难度,有最容易、容易、难、最难、死难5级难度,默认为容易。调整押注时间(10-99秒), 默认为30秒庄闲最大押分默认为5000分。和最大押分默认为1000分。其他最大押分除庄闲和外其他门最大押分, 默认为1000分。最小押分切换每一门的最小起押分数,默认为10分。倍数选择低倍数/高倍数可选, 默认为低倍数分机音乐分机音乐开关,默认为开。画面选择游戏画面选择,赛车/动物1/动物2可选,默认为赛车。
激光切割机使用说明书 BYL-3015-B 北京万通博瑞金属加工有限公司 前言 很荣幸您购买我公司的产品,成为我公司的用户。 本说明所描述的是我公司生产的型号为BYL-3015-B的金属激光切割机。 本说明书详细介绍了切割机的安装,使用方法及相关维护步骤。在您使用本机器前请注意以下事项: 建议每一位与本机器有关的工作人员(维修、操作、日常维护、定点检查人员)都要阅读这本说明书; 操作者应具备相关的技术培训,或有专人指导; 如果您能遵循说明书中的提示,不仅可以避免危险事故,降低维修费用,减少停机检修时间,还可以提高机器的工作效率和使用寿命; 说明书应保存好以供随时查阅。 注意: 使用激光切割机前请详细阅读本说明,用户错误操作可能引起设备运行不良、设备损坏甚至造成人身伤害。 警告: 本切割机所用激光为不可见光,不可直视,否则可能造成眼睛伤害,使用时请佩戴护目镜。 目录 前言2 第一章简介 1.1 主要用途及特点 (4) 1.2 适用范围 (4) 1.3 产品型号及意义 (5)
第二章主要规格与技术参数 (5) 第三章产品的主要结构与原理 (6) 第四章产品的工作条件 (6) 第五章产品的系统说明 5.1 机械与传动系统 (7) 5.2 电气系统 (9) 5.3 气动系统 (10) 5.4 光学系统 (10) 5.5 水冷系统 (11) 5.6 切割头 (11) 第六章吊运与保管 6.1 开箱 (11) 6.2 机床的吊运与保管 (11) 第七章安装与调试 7.1 安装 (13) 7.2 调试 (13) 第八章使用与说明 8.1 安全使用 (14) 8.2 操作使用步骤 (15) 综述 (16) 9.2 日常维护与保养 (16) 9.3 运行时的维护与保养 (17) 9.4 长期停放的维护与保养 (17) 第十章常见故障及其排除方法 (18)