制图基本规定
3制图一般规范
3.1图纸幅面和格式(GB/T 14689-1993《技术制图图纸幅面和格式》)
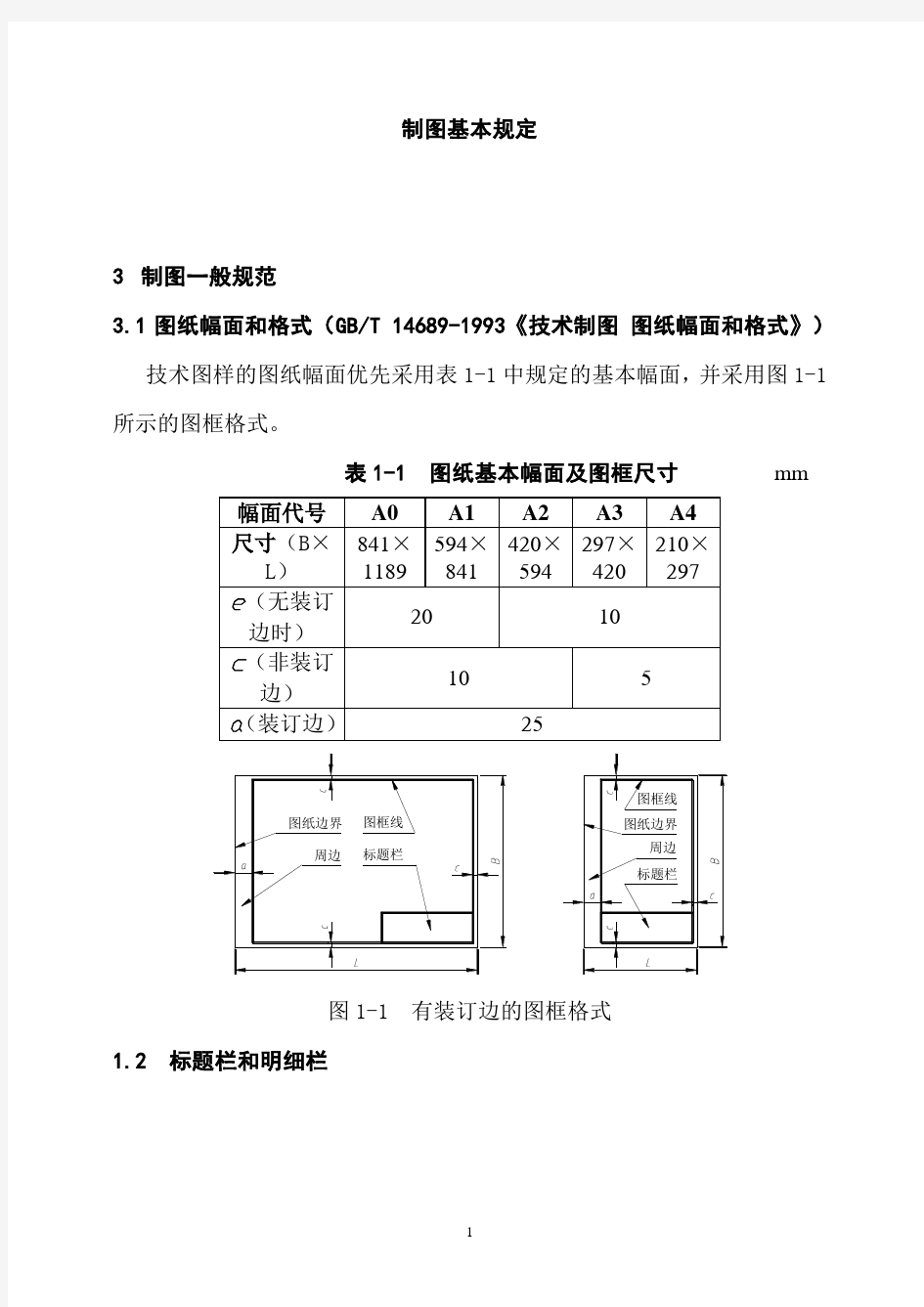
技术图样的图纸幅面优先采用表1-1中规定的基本幅面,并采用图1-1所示的图框格式。
表1-1 图纸基本幅面及图框尺寸mm
图1-1 有装订边的图框格式
1.2 标题栏和明细栏
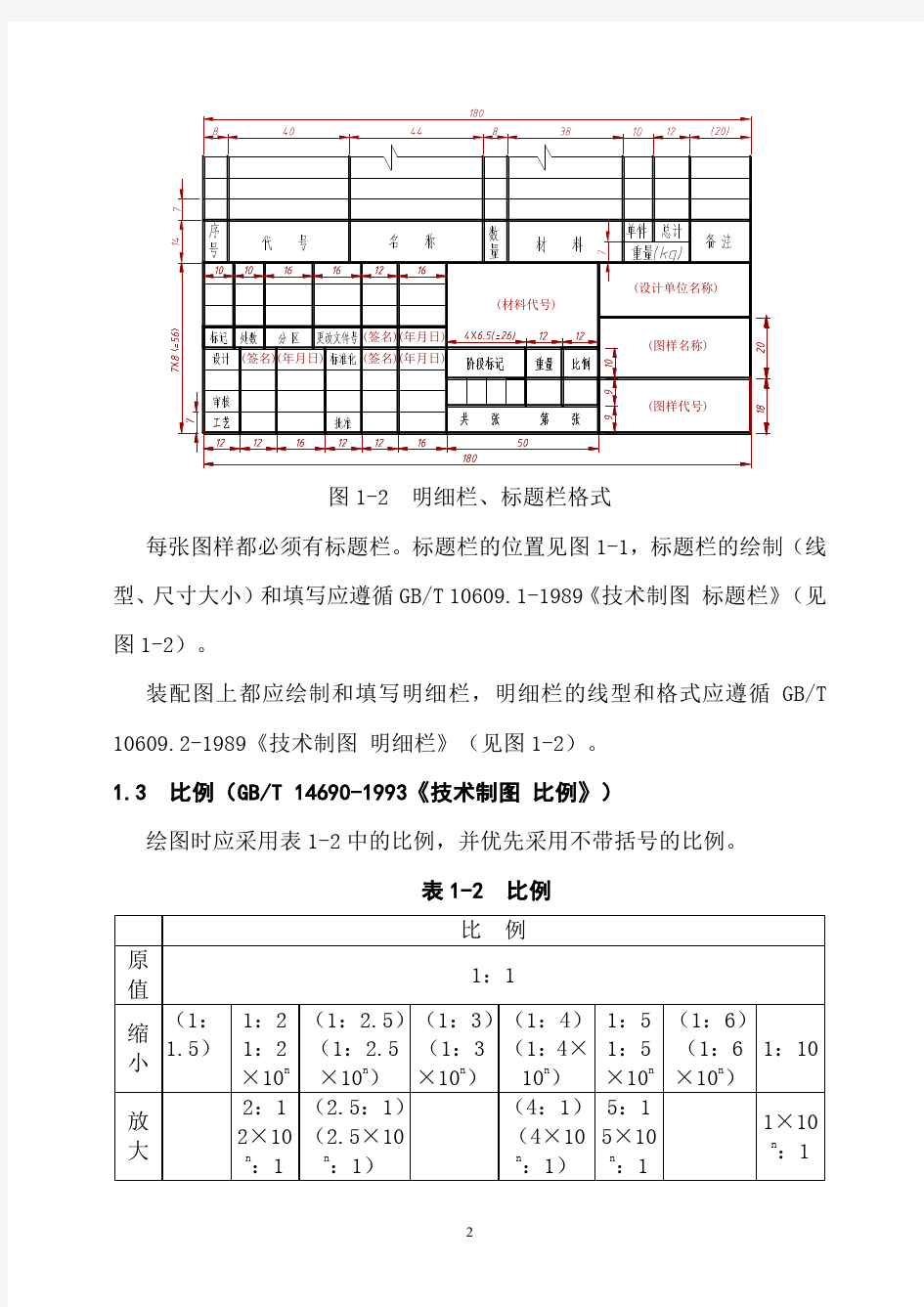
图1-2 明细栏、标题栏格式
每张图样都必须有标题栏。标题栏的位置见图1-1,标题栏的绘制(线型、尺寸大小)和填写应遵循GB/T 10609.1-1989《技术制图 标题栏》(见图1-2)。
装配图上都应绘制和填写明细栏,明细栏的线型和格式应遵循GB/T 10609.2-1989《技术制图 明细栏》(见图1-2)。 1.3 比例(GB/T 14690-1993《技术制图 比例》)
绘图时应采用表1-2中的比例,并优先采用不带括号的比例。
表1-2 比例
3.1 字体(GB/T 14691-1993《技术制图字体》)
字体书写必须做到:字体工整、笔画清楚、间隔均匀、排列整齐。
字体号数(h)的公称尺寸系列为(mm):1.8,2.5,3.5,5,7,10,14,20。汉字高h不小于3.5mm,上下标的字体高度应比正常字体小一号。
汉字应采用长仿宋体(字宽~0.7h),和国家正式公布推行的简化字。
字母和数字分A型和B型,A型字体的笔画宽度为h/14、B型字体的笔画宽度为h/10;字母和数字的书写有直体和斜体。同一张图样的字体型式和书写方法应一致。
3.1图线(GB/T 17450-1998《技术制图图线》)
图线宽度(d)系列为(mm):0.13,0.18,0.25,0.35,0.5,0.7,1,1.4,2.0。应用时应根据图形大小、复杂程度和缩放复制要求确定。
表1-3 常用基本线型及其应用
机械图样上的图线宽度一般分粗线和细线两种,粗线与细线的宽度比为2:
1,通常粗线宽为
0.5mm或0.7mm,相应的细线宽度为0.25mm或0.35mm。同一图样中的同类图线的宽度应一致。
3.2尺寸注法(GB/T 4458.4-2003《机械制图尺寸注法》)
标注尺寸的基本要求是正确、完整、清晰、合理。
1.6.1 尺寸标注的基本规则
1)图样中所标注尺寸为该图样所示物体的最后成品尺寸,否则另加说明。
2)图样中的尺寸(包括技术要求和其他说明)以毫米为单位时不需标注单位符号。
3)图样所示物体的各尺寸一般只标注一次,并标注在反映该结构最清晰的部位。
1.6.2 尺寸标注的注意事项
1)尺寸线不得用其它图线代替、不得与其它图线重合或画在其它图线上。标注线性尺寸时,尺寸线应与所标注线段平行;标注角度时的尺寸线应画成圆弧。
2)避免尺寸界线与尺寸线相交。
3)尺寸数字不得被任何图线通过,否则应将图线断开。线性尺寸的数字一般标注在尺寸线上方或尺寸线的中断处,同一张图样中应采用同一种方法。角度数字一律写成水平方向。
1.7 表面粗糙度符号(GB/T 131-1993《机械制图表面粗糙度符号、代号及其注法》)
表面粗糙度符号的画法应遵循GB/T 131的规定。 3.1
3.2 形位公差表示法
形状和位置公差的标注方法应遵循GB/T 1182《形状
和位置公差 通则、定义、符号和图样表示法》。
3.3装配图上的序号 图1-3 序号和指引线
装配图中的每一种零、部件均应编号。一个部件可以编写一个序号,同一种零、部件用一般标注一次,必要时可以重复标注。装配图中零、部件的序号,应与明细栏(表)中的序号一致。
序号的表示方法有三种,常用的一种方法如图1-3 。同一图样中序号的编排形式应一致。
1.10 图纸折叠(GB/T 10609.3-1989《技术制图 复制图的折叠方法》)
图纸折叠后的幅面应有A4(210mm ×
297mm )或A3(29
×420mm )的规格,并且标题栏应露在外面。折叠时首先沿标题栏的短边方向折叠,然后再沿标题栏的长边方向折叠,并在复制
图的左上角折出三角形的藏边。折叠成A4幅面的方法见表1-4。 4 过程装备图的设计文件编制
过程装备图的表达在满足《技术制图》《机械制图》
国家标准的前提下,还应遵循有关的行业标准。设计文件应遵循HG/T 20668-2000《化工设备设计文件编制规定》。图2-1 过程装备图的图样要素及其布置
过程装备图的图样要素及其布置方法见图2-1。
3 计算机绘图(AutoCAD )
用CAD绘制工程图样时,应遵循《技术制图》、《机械制图》和有关行业标准并尽量采用CAD新技术。
3.1图层设置
图层设置了遵循GB/T 14665《机械工程CAD制图规则》,以及工程习惯设置。
3.2字体样式设置
用STYLE命令设置文字样式,采用以下设置可以满足图1-3所示字体:(1)选择SHX字体(X)下拉列表中的“gbenor.shx”(正体)或“gbeitc.shx”(斜体)。
(2)选中“使用大字体(U)”前的方框。
(3)在大字体(B)下拉列表中选择“gbcbig.shx”。
3.3 字体与图纸幅面之间的关系
图样上的字体大小与图纸幅面之间的关系见表3-1。
表 3-1 字体大小与图幅的关系
表1-4 折叠成A4幅面的方法
CAD机械制图常用图纸技术要求 技术要求大全 1.零件去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 4.经调质处理,HRC50~55。 5.零件进行高频淬火,350~370℃回火,HRC40~45。 6.渗碳深度0.3mm。 7.进行高温时效处理。 8.未注形状公差应符合GB1184-80的要求。 9.未注长度尺寸允许偏差±0.5mm。 10.铸件公差带对称于毛坯铸件基本尺寸配置。 11.未注圆角半径R5。 12.未注倒角均为2×45°。 13.锐角倒钝。 14.各密封件装配前必须浸透油。 15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。 20.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。 21.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。 22.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。 23.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。 24.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。 25.装配过程中零件不允许磕、碰、划伤和锈蚀。 26.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。 27.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。 28.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。 29.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。 30.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。 31.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。 32.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。 33.粘接后应清除流出的多余粘接剂。 34.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。 35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。 36.轴承外圈装配后与定位端轴承盖端面应接触均匀。 37.滚动轴承装好后用手转动应灵活、平稳。 38.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。
机械制图标准汇总表 标准号标准中文名称标准英文名称 GB/T 4457.4-2002 机械制图图样画法图线Mechanical drawings--General principles of presentation--Lines GB/T 4457.5-1984 机械制图剖面符号Mechanical drawings--Symbols for sections GB/T 4458.1-2002 机械制图图样画法视图Mechanical drawings--General principles of presentation--Views GB/T 4458.2-2003 机械制图装配图中零、部件序号及 其编排方法Mechanical drawings--Item references and its arrangement for assembling drawings GB/T 4458.3-1984 机械制图轴测图Mechanical drawings--Axonometric drawings GB/T 4458.4-2003 机械制图尺寸注法Mechanical drawings--Dimensioning GB/T 4458.5-2003 机械制图尺寸公差与配合注法Mechanical drawings--Indication of tolerances for size and of fits GB/T 4458.6-2002 机械制图图样画法剖视图和断面 图Mechanical drawings--General principles of presentation--Sections GB/T 4459.1-1995 机械制图螺纹及螺纹紧固件表示 法Mechanical drawings--Representation of screw threads and threaded parts GB/T 4459.2-2003 机械制图齿轮表示法Mechanical drawings--Conventional representation of gears GB/T 4459.3-2000 机械制图花键表示法Mechanical drawings--Representation of splines
一般技术要求 1.零件去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 热处理要求 1.调质处理一般为低硬度,用布氏硬度表达,一般这样规定:调质处理250~280HBW。 2.零件高频淬火应该要求硬化层深度和表面硬度,没有必要规定回火温度。 3.零件进行渗碳处理应该要求渗碳深度和表面硬度两个指标。 4.对于要求变形的精密零件,进行去除应力的时效处理。 公差要求 1.未注形状公差应符合GB1184-80的要求。 2.未注长度尺寸允许偏差±0.5mm。 3.铸件公差带对称于毛坯铸件基本尺寸配置。 零件棱角 1.未注圆角半径R5。 2.未注倒角均为2×45°。 3.锐角/尖角/锐边倒钝。 装配要求 1.各密封件装配前必须浸透油。 2.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。 3.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
4.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。 5.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。 6.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。 7.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。 8.装配过程中零件不允许磕、碰、划伤和锈蚀。 9.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。 10.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。 11.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。 12.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。 13.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。 14.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。 15.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。 16.粘接后应清除流出的多余粘接剂。 17.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。 18.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。 19.轴承外圈装配后与定位端轴承盖端面应接触均匀。 20.滚动轴承装好后用手转动应灵活、平稳。 21.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。 22.用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销。销打入后不得松动。 23.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%。 24.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%。 25.齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。 26.齿轮箱与盖的结合面应接触良好。 27.组装前严格检查并清除零件加工时残留的锐角、毛刺和异物。保证密封件装入时不被擦伤。
制图基本规定 3制图一般规范 3.1图纸幅面和格式(GB/T 14689-1993《技术制图图纸幅面和格式》) 技术图样的图纸幅面优先采用表1-1中规定的基本幅面,并采用图1-1所示的图框格式。 表1-1 图纸基本幅面及图框尺寸mm 图1-1 有装订边的图框格式 1.2 标题栏和明细栏
图1-2 明细栏、标题栏格式 每张图样都必须有标题栏。标题栏的位置见图1-1,标题栏的绘制(线型、尺寸大小)和填写应遵循GB/T 10609.1-1989《技术制图 标题栏》(见图1-2)。 装配图上都应绘制和填写明细栏,明细栏的线型和格式应遵循GB/T 10609.2-1989《技术制图 明细栏》(见图1-2)。 1.3 比例(GB/T 14690-1993《技术制图 比例》) 绘图时应采用表1-2中的比例,并优先采用不带括号的比例。 表1-2 比例
3.1 字体(GB/T 14691-1993《技术制图字体》) 字体书写必须做到:字体工整、笔画清楚、间隔均匀、排列整齐。 字体号数(h)的公称尺寸系列为(mm):1.8,2.5,3.5,5,7,10,14,20。汉字高h不小于3.5mm,上下标的字体高度应比正常字体小一号。 汉字应采用长仿宋体(字宽~0.7h),和国家正式公布推行的简化字。 字母和数字分A型和B型,A型字体的笔画宽度为h/14、B型字体的笔画宽度为h/10;字母和数字的书写有直体和斜体。同一张图样的字体型式和书写方法应一致。 3.1图线(GB/T 17450-1998《技术制图图线》) 图线宽度(d)系列为(mm):0.13,0.18,0.25,0.35,0.5,0.7,1,1.4,2.0。应用时应根据图形大小、复杂程度和缩放复制要求确定。 表1-3 常用基本线型及其应用 机械图样上的图线宽度一般分粗线和细线两种,粗线与细线的宽度比为2: 1,通常粗线宽为
各种机械制图的技术说明与要求(从网站上整理出来) 一、(冲压件) 1.锐边去毛刺,冲压切口粗糙度6.3. 2.冲件表面氧化处理:H.Y.或(表面镀锌钝彩.Zn8.DC.). 3.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 二、(铸件) 1.铸件不得有气孔、夹渣、裂纹等缺陷. 2.未注明铸造斜度为1~2.5%%d. 3.铸造公差按GB6414-86 CT6. 4.未注明铸造圆角为R1~R2. 5. 5.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 6.未注形位公差按GB/T1184-96 H级. 7.去毛刺,未注倒角0.5x45° 三、锻件 1.未注锻造圆角半径为R1~R 2. 2.未注锻造斜度为1~1.5°,锻造公差为IT15级. 3.锻件组织应致密,不得有折叠、裂纹等缺陷,并去飞边. 4.去锐边毛刺,直角处倒钝. 5.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 6.未注形位公差按GB/T1184-96 H级. 四、活塞件 1.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 2.未注形位公差按GB/T1184-96 H级. 3.去毛刺,未注倒角0.5x45°. 4.表面磷化处理. 五、橡胶件 1.零件表面应光洁.(模具表面粗糙度应在Ra0.4以上)且不允许有气泡.杂质级凸凹等缺陷. 2.合模缝不允许错位,合模飞边的凸起级厚度不得大于0.02mm. 3.邵氏A型硬度65%%P5. 4.去净飞边. 六、塑料件 1.成形前材料应预热干燥. 2.成形后制件应光整不得有扭曲变形现象. 3.未注圆角为R0.5. 4.外表面应光滑,其粗糙度不大于Ra0.4.且不得有划伤,刻痕等缺陷. 5.未注尺寸公差按GB/T 1804-92 m级. 七、弹簧件 1.旋向:左旋. 2.总圈数:no=12 3.工作圈数:no=10 4.钢丝硬度:HRC42~48. 5.表面氧化处理:H.Y.(俗称发黑) 6.单端并紧磨平. 归纳一下,大约有以下方面的基本技术要求,以供参考(具体数值,具体条款由设计者根据实际情况定):1.一般技术要求: 零件去除氧化皮。
项目标准号名称 GB 4460-1984机械制图 机构运动简图符号 GB 4656-2008技术制图 棒料、型材及其断面的简化表示法 GBT 131-1993机械制图 表面粗糙度符号、代号及其注法 GBT 131-2006产品几何技术尺寸(GPS) 技术产品文件中表面结构的表 GBT 4457.2-2003图样画法 引导线和基准线的基本规定 GBT 4457.4-2002机械制图 图样画法 图线 GBT 4457.5-1984 机械制图 剖面符号 GBT 4458.1-2002机械制图 图样画法 视图 GBT 4458.2-2003机械制图 装配图中零、部件序号及其编排方法 GBT 4458.3-1984机械制图 轴测图 GBT 4458.4-2003机械制图 尺寸注法 GBT 4458.5-2003机械制图 尺寸公差与配合注法 GBT 4458.6-2002机械制图 图样画法 剖视图和断面图 GBT 4459.1-1995 机械制图 螺纹及螺纹紧固件表示法 GBT 4459.2-2003机械制图 齿轮表示法 GBT 4459.3-2000机械制图 花键表示法 GBT 4459.4-2003机械制图 弹簧表示法 GBT 4459.5-1999机械制图 中心孔表示法 GBT 4459.6-1996 机械制图 动密封圈表示法 GBT 4459.7-1998机械制图 滚动轴承表示法 GBT 4459.8-2009机械制图 动密封圈 第1部分:通用简化表示法 GBT 4459.9-2009机械制图 动密封圈 第2部分:特征简化表示法 GBT 10609.1-2008技术制图 标题栏 GBT 10609.2-2009技术制图 明细栏 GBT 10609.4-1989技术制图 对缩微复制原件的要求 GBT 14665-1998 机械工程 CAD制图规则 GBT 14689-2008技术制图 图纸幅面和格式 GBT 14690-1993技术制图 比例 GBT 14691-1993 技术制图 字体 GBT 14692-2008技术制图 投影法 GBT 16675.1-1996 技术制图 简化表示法 第1部分:图样画法 GBT 16675.2-1996 技术制图 简化表示法 第2部分:尺寸注法 GBT 17451-1998 技术制图 图样画法 视图 GBT 19096-2003技术制图 图样画法 未定义形状边的术语和注法 GBT 24739-2009 机械制图 机件上倾斜结构的表示法
2D 出图规范 一. 图面 1. 使用正确的图框出图.(使用公司统一的图框A1,A2,A3,A4,) 2. 成品图必须1:1的比例出图(为保证改图重新标注不出错), 若要调整可以调整图框到合适的比例. 并在图框SCALE 处填写相应比例. 3. 同一张图面中,剖面线应为方向一致间距相同的细实线.(局部,详细示图间距可以调整) 二. 标注(即ISO 标准) 1. 尺寸字体大小为 2.5MM,对称公差字体大小为2.5,上下公差字体大小为0.6MM 2. 标注尺寸时采用的精确度: X.XX(毫米) 3. 箭头为CLOSED FILLED, 为大小为1.8 4. 标注线偏距为0.62 5. 5. 标注尺寸的基准: 平面图 1) 如果是对称的, 用两个中心线做基准, 同时加注基准符号,如图一: 2) 如果只有一轴对称, 另一轴不对称; 如有柱位,就以柱中为基准,如图二 如没柱位, 看外形那一边是直线,作 为基准 ,如图三: 3) 如两轴都不对称, 选柱位或直边做基准, 如图四,图五: 剖视图: 以成品的分模线为基准, 同时加注基准符号. 如图六: 0.625 图 五 图四 图 一 图 三 图 二
6. 标注尺寸: 基本要求: 正确.完全. 清晰.合理. 1) 首先要标注成品整体尺寸.(最长,最宽,最高) 2) 应将尺寸尽量标注在视图外面, 以免尺寸线,尺寸数字与视图的轮廓线相交. 3) 同心圆柱的直径尺寸最好标注在非圆视图上. 4) 相互平行的尺寸,应按大小顺序排列,小尺寸在内,大尺寸在外,并使它们的尺寸数字错开. 5) 尺寸线要布置整齐,尽量布置在几条在线,相关尺寸最好布置在一条在线.对尺寸密集地方,放大标注,以免产生误解. 6) 成品中的重要定位尺寸, 如孔,骨,槽等要直接从基准标出. 7) 所有结构要有定位,定形尺寸,对于孔,骨,槽的定位尺寸要 以中心线 为准.如图七: 8) 所有圆,及对称结构,要加注中心线. 9) 在标注切图尺寸, 为了清晰,明了,整洁,内外尺寸要分别标注在两侧.如图八: 10). 圆未超过3/4用半径表示.超过3/4用直径表示,如图九. 图 六 图 八 图 七 定形尺寸 定位尺寸 图九
机械制图常用技术要求 ?技术要求(冲压件) 1.锐边去毛刺,冲压切口粗糙度6.3. 2.冲件表面氧化处理:H.Y.或(表面镀锌钝彩.Zn8.DC.). 3.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 技术要求(铸件) 1.铸件不得有气孔、夹渣、裂纹等缺陷. 2.未注明铸造斜度为1~2.5%%d. 3.铸造公差按GB6414-86 CT6. 4.未注明铸造圆角为R1~R2. 5. 5.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 6.未注形位公差按GB/T1184-96 H级. 7.去毛刺,未注倒角0.5x45%%D. ?技术要求(锻件) 1.未注锻造圆角半径为R1~R 2. 2.未注锻造斜度为1~1.5%%D,锻造公差为IT15级. 3.锻件组织应致密,不得有折叠、裂纹等缺陷,并去飞边. 4.去锐边毛刺,直角处倒钝. 5.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 6.未注形位公差按GB/T1184-96 H级. 技术要求(活塞件) 1.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 2.未注形位公差按GB/T1184-96 H级. 3.去毛刺,未注倒角0.5x45%%D. 4.表面磷化处理.
?技术要求(橡胶件) 1.零件表面应光洁.(模具表面粗糙度应在Ra0.4以上) 且不允许有气泡.杂技级凸凹等缺陷. 2.合模缝不允许错位,合模飞边的凸起级厚度不得大于0.02mm. 3.邵氏A型硬度65%%P5. 4.去净飞边. ?技术要求(塑料件) 1.成形前材料应预热干燥. 2.成形后制件应光整不得有扭曲变形现象. 3.未注圆角为R0.5. 4.外表面应光滑,其粗糙度不大于Ra0.4. 且不得有划伤,刻痕等缺陷. 5.未注尺寸公差按GB/T 1804-92 m级. ?技术要求(弹簧件) 1.旋向:左旋. 2.总圈数:no=12 3.工作圈数:no=10 4.钢丝硬度:HRC42~48. 5.表面氧化处理:H.Y.(俗称发黑) 6.单端并紧磨平.
机械制图国家标准(最新版的) 标准概括介绍: 《机械制图》国家标准的变更 1.《机械制图》国家标准的历史 我国《机械制图》标准的变更时间表 颁发时间主要内容颁发部门说明 1951年13项《工程制图》标准。政务院财经委员会以第一角画法为我国《工程制图》的统一规则,从而扭转了我国机械图样中第一角和第三角画法并用的混乱状态。 1956年21项《机械制图》部颁标准。原第一机械工业部属于前苏联的ΓOCT体系。 1959年19项《机械制图》国家标准(第一套国标)。国家科委 1970年修订了1959年的国家标准,共7项,在全国试行。中国科学院 1974年在1970年基础上扩充为10项,正式转正发布。原国家标准计量局 1983~1984年17项《机械制图》国家标准。原国家标准计量局1985年开始实施,这套标准是跟踪国际标准(ISO)的,达到了当时的国际先进水平。 1993~2003年陆续修订1985年实施的《机械制图》国家标准。国家质量监督 检验检疫总局绝大部分已与国际标准(ISO)接轨,1985年实施的17项《机械制图》国家标准有14项被取代。 2.新旧标准的对照 1985年实施标准与现行标准对照表 分类1985年实施的《机械制图》国家标准编号现行《机械制图》 国家标准编号现行《机械制图》 国家标准名称 基本规定GB/T 4457.1-1984 ※GB/T 14689-1993 技术制图图纸幅面及格式 GB/T 4457.2-1984 ※GB/T 14690-1993 技术制图比例 GB/T 4457.3-1984 ※GB/T 14691-1993 技术制图字体 GB/T 4457.4-1984 ※GB/T 17450-1998 技术制图图线 GB/T 4457.4-2002 机械制图图样画法图线 GB/T 4457.5-1984 GB/T 17453-1998 技术制图图样画法剖面区域的表示法 GB/T 4457.5-1984 机械制图剖面符号 基本表示法GB/T 4458.1-1984 ※GB/T 17451-1989 技术制图图样画法视图 GB/T 4458.1-2002 机械制图图样画法视图 GB/T 17452-1989 技术制图图样画法剖视图和断面图 GB/T 4458.6-2002 机械制图图样画法剖视图和断面图 GB/T 16675.1-1996 技术制图简化表示法第1部分:图样画法 ——GB/T 4457.2-2003 技术制图图样画法指引线和基准线的基本规定 GB/T 4458.2-1984 ※GB/T 4458.2-2003 机械制图装配图中零、部件序号及其编排方法 GB/T 4458.3-1984 GB/T 4458.3-1984 机械制图轴测图 GB/T 4458.4-1984 ※GB/T 4458.4-2003 机械制图尺寸注法 GB/T 16675.2-1996 技术制图简化表示法第2部分:尺寸注法 GB/T 4458.5-1984 ※GB/T 4458.5-2003 机械制图尺寸公差与配合注法 ——GB/T 15754-1995 技术制图圆锥的尺寸和公差注法 GB/T 131-1983 ※GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法 特殊表示法GB/T 4459.1-1984 ※GB/T 4459.1-1995 机械制图螺纹及螺纹紧固件表示法
技术要求一般写法 一、一般技术要求 1.零件去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 二、热处理要求 1.经调质处理,HRC50~55。 2.零件进行高频淬火,350~370℃回火,HRC40~45。 3.渗碳深度0.3mm。 4.进行高温时效处理。 三、公差要求 1.未注形状公差应符合GB1184-80的要求。 2.未注长度尺寸允许偏差±0.5mm。 3.铸件公差带对称于毛坯铸件基本尺寸配置。 四、零件棱角 1.未注圆角半径R5。 2.未注倒角均为2×45°。 3.锐角倒钝。 五、装配要求 1.各密封件装配前必须浸透油。 2.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。 3.齿轮箱装配后应设计和工艺规定进行空载试验。试验时不应有冲击、噪声,温升和渗漏不得超过有关标准规定。 4.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。 5.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。 6.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。 7.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。 8.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。 9.装配过程中零件不允许磕、碰、划伤和锈蚀。 10.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。 11.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。 12.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。 13.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。 14.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。 15.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。 16.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。 17.粘接后应清除流出的多余粘接剂。 18.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。 19.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承
机械制图常用的技术要求 技术要求是表述视图与标注无法表达的其他要求,技术要求是图纸不可或缺的组成部分 一、一般技术要求 制件去除表面氧化皮; 制件不得有划痕、擦伤等损伤零件表面的缺陷; 去除毛刺飞边; 锐角倒钝; 未注倒角均为0.5×45%%d; 未注越程槽均为1.2×0.3; 表面平整无毛刺; 二、未注公差技术要求(金属件) 未注公差尺寸的极限偏差按GB/T 1804-m; 未注形位公差按GB/T 1184-K; 未注长度尺寸允许偏差±0.5; 三、表面处理技术要求 表面镀白(黑)锌处理; 表面喷漆(喷塑)处理; 表面发黑处理; 表面电泳处理; 表面镀铬处理; 表面抛光处理; 表面滚花,直纹(网纹)m=0.4 GB/T 6403.3; 四、热处理技术要求
制件氮化450-480HV; 制件毛坯须调质处理220-260HB; 制件调质处理30-35HRC; 制件高频淬火45~50HRC; 制件渗碳处理,深度>0.1; 制件进行高温回火处理; 制件整体淬火40-45HRC; 五、塑料件技术要求 未注公差尺寸的极限偏差按GB/T 14486-MT6级; 制件应饱满光整、色泽均匀;无缩痕、裂纹、银丝等缺陷;浇口、溢边修剪后飞边≤0.3,且不得伤及本体; 未注壁厚3;未注筋板1.5~2; 表面打光(喷砂)处理; 未注过渡圆角取R0.3~R1,脱模斜度≤0.3%%d; 各脱模顶料推杆压痕均应低于该制件表面0.2; 与对应装配结合面外形配合错位≤0.5; 制件应进行时效处理; 制件机械强度须符合GB 3883.1标准规定; 制件内腔表面打上材料标记和回收标志; 未注尺寸参照三维造型; 制件表面处理及其它要求由客户定; 六、焊接件技术要求 未注形位公差按GB/T 19804-F级; 焊缝应均匀平整,焊渣清理干净;
第一节国家标准中对制图的一般规定 一图纸的幅面和格式(GB/T 14689-1993) 1 图纸的幅面 为了使图纸幅面统一,便于装订和保管以及符合缩微复制原件要求,绘制技术图样时,应按以下规定选用图纸幅面。 (1)应优先选用基本幅面(表1-1)。 (2)必要时,允许选用加长幅面。但是加长后幅面的尺寸必须是由基本幅面的短边成整数倍增加后得出。 表1-1 图纸幅面尺寸 2 图框格式 在图纸上必须用粗实线画出图框,图样必须绘制在图框内部。其格式分为留装订边和不留装订边两种。同一产品的图样只能采用一种图框格式。 3 标题栏 每张图纸上必须有标题栏,标题栏位于图纸的右下角,其格式遵守GB/T10609.1-1989的规定。 当标题栏的长边置于水平方向且与图纸的长边平行时,构成X型图纸;若标题栏的长边与图纸的长边垂直时,则构成Y型图纸。 二比例 1 术语 (1)比例:图与实物相应要素的线性尺寸之比。 (2)原值比例:比值为1的比例,即1:1。 (3)放大比例:比值大于1的比例,如2:1。 (4)缩小比例:比值小于1的比例,如1:4。 2 比例系列
绘制图样是,应根据需要按表1-2中规定的优选选择系列中选取适当的比例。为了从图样上直接反映出事物的大小,绘图时应尽量采用原值比例。 3 标注方法 (1)比例符号应以“:”表示,如1:1,2:1等。 (2)比例一般标注在标题栏中的比例栏内。 不论采用何种比例,图形中所标注的尺寸数值必须是实物的实际大小,与图形的比例无关。
b 三字体 1在图样中书写的汉字、数字和字母,都必须做到“字体工整、笔划清楚、间隔均匀、排列整齐”。 2字体高度(h)的公称尺寸系列为:1.8,2.5,3.5,5,7,10,14,20mm.如果需要书写更大的字,其字体高度应按2的比例递增。字体高度代表字体的号数。 3汉字应写成长仿宋体字,并应在用国家正式公布的简化字h不应小于3.5mm,字体高度一般为h/ 2. 4字母和数字可写成斜体和直体。斜体字字头向右倾斜,与水平基准线成75°。 四图线 1 线性和图线尺寸 国家标准规定了15种基本线型。所有现行的图线宽度(d)应按图样的类型和尺寸大小在下
9.3 装配图尺寸标注及技术规定 教学内容:9.3装配图尺寸标注和技术规定 9.4装配图中零、部件序号,标题栏和明细栏 9.5装配图工艺构造 教学目:1、理解装配图技术规定,掌握装配图尺寸标注和零、部件序号编排,标题栏、明细栏填写办法。 2、掌握画装配图办法及环节。 3、掌握常用装配工艺构造画法。 教学重点:装配图尺寸标注和零、部件序号编排,标题栏、明细栏填写办法和常用装配工艺构造画法。 教学难点:装配图尺寸标注和零、部件序号编排,标题栏、明细栏填写办法和常用装配工艺构造画法。 新课: 一、装配图尺寸标注 1、规格、性能尺寸 是供设计和选型时用重要根据。图9.10中档ф44 图9.2中ф50。 2、重要装配尺寸和配合代号 用以保证装配体使用规定和性能重要尺寸,普通都带有公差与配合规定。
3、相对位置尺寸 规定装配体装配时应保证零(部)件之间尺寸称相对位置尺寸。图9.10中25,图9.2中80。 4、外形尺寸 用以表达装配体外形最大轮廓尺寸。 5、安装尺寸 指将装配体安装在机器或基本上必须尺寸。图9.2中2×ф17孔尺寸及其中心距180和图9.10中2×ф10及中心距74。 6、其她重要尺寸 指装配体在设计过程中经计算拟定但又不涉及在上述几类尺寸中重要 尺寸或某些重要零件重要尺寸,如构造特性、运动件运动范畴尺寸等。图9.2中轴承座中心高70和轴承座宽55等。 二、技术规定 1、装配规定。 2、调试、检测规定。 3、使用及其她规定。 9.4装配图中零、部件序号,标题栏和明细栏 一、序号
1、普通规定 (1)装配图中每种零、部件都应编写一种序号。 (2)装配体中零、部件序号应与明细栏中序号一致。 2、序号编排办法 (1) 序号表达办法有三种,如下图(a )所示。 但同一装配图中形式应一致。 (a ) (b) (2)指引线(细实线)应自所指某些可见轮廓内引出,并在末端画一圆点。 若所指某些不能画圆点时,则在指引线末端画箭头,指向该某些轮廓。见 上图(b )。指引线不能相交,但只可曲折一次。当通过有剖面线区域时,指引线应避免与剖面线平行。 (3)装配图中序号应按水平或垂直方向(顺时针或逆时针方向)顺次排列,以便于查找。 3 2 1
机械制图常用技术要求?技术要求(冲压件) 1、锐边去毛刺,冲压切口粗糙度6、3、 2、冲件表面氧化处理:H、Y、或(表面镀锌钝彩、Zn8、DC、)、 3、未注公差尺寸的极限偏差按GB/T 1804-92 m级、 技术要求(铸件) 1、铸件不得有气孔、夹渣、裂纹等缺陷、 2、未注明铸造斜度为1~2、5%%d、 3、铸造公差按GB6414-86 CT6、 4、未注明铸造圆角为R1~R2、 5、 5、未注公差尺寸的极限偏差按GB/T 1804-92 m级、 6、未注形位公差按GB/T1184-96 H级、 7、去毛刺,未注倒角0、5x45%%D、 ?技术要求(锻件) 1、未注锻造圆角半径为R1~R 2、 2、未注锻造斜度为1~1、5%%D,锻造公差为IT15级、 3、锻件组织应致密,不得有折叠、裂纹等缺陷,并去飞边、 4、去锐边毛刺,直角处倒钝、 5、未注公差尺寸的极限偏差按GB/T 1804-92 m级、 6、未注形位公差按GB/T1184-96 H级、 技术要求(活塞件) 1、未注公差尺寸的极限偏差按GB/T 1804-92 m级、 2、未注形位公差按GB/T1184-96 H级、 3、去毛刺,未注倒角0、5x45%%D、 4、表面磷化处理、
?技术要求(橡胶件) 1、零件表面应光洁、(模具表面粗糙度应在Ra0、4以上) 且不允许有气泡、杂技级凸凹等缺陷、 2、合模缝不允许错位,合模飞边的凸起级厚度不得大于0、02mm、 3、邵氏A型硬度65%%P5、 4、去净飞边、 ?技术要求(塑料件) 1、成形前材料应预热干燥、 2、成形后制件应光整不得有扭曲变形现象、 3、未注圆角为R0、5、 4、外表面应光滑,其粗糙度不大于Ra0、4、 且不得有划伤,刻痕等缺陷、 5、未注尺寸公差按GB/T 1804-92 m级、 ?技术要求(弹簧件) 1、旋向:左旋、 2、总圈数:no=12 3、工作圈数:no=10 4、钢丝硬度:HRC42~48、 5、表面氧化处理:H、Y、(俗称发黑) 6、单端并紧磨平、
郑州市加滋杰交通科技股份有限公司 机 械 制 图 规 范 (仅供内部使用,严禁外泄) 版次:A/0 状态:试用 发行日期:2013年11月 归口部门:研发中心硬件研发部
目录 前言 (1) 主题内容与适用范围 (1) 规范性引用文件 (1) 第一部分图纸规范和标准 (3) 1.1 图号的编制 (3) 1.1.1 项目图号的编制 (3) 1.1.2 设备图号的编制 (3) 1.1.3 设备图号的编制说明 (4) 第二部分制图的一般规范和标准 (4) 2.1 图纸幅面和格式 (4) 2.1.1 图纸幅面 (4) 2.1.2 标题栏和明细表 (5) 2.2 字体要求 (6) 2.3 尺寸标注 (8) 2.4 焊接符号的尺寸及简化表示法 (11) 2.5 图线 (16) 2.5.1 基本线型 (16) 2.5.2 图线的宽度 (17) 2.6 比例 (19) 2.7 机械装配图中零、部件序号编排方法 (20) 2.8 图纸的折叠装订 (21) 2.9 标题栏和明细表的组成和填写 (21) 2.9.1 标题栏的组成 (21) 2.9.2 标题栏的填写 (21) 2.9.3 明细表的说明和一般规范要求 (22) 2.9.4 明细表的组成和填写 (22) 2.10 剖视图和断面图的画法和要求 (23) 第三部分计算机绘图设置(AutoCAD) (26) 3.1 图层设置 (26) 3.2 字体样式的设置 (27) 第四部分公差和一般公差、形位公差及表面粗糙度规范 (27) 4.1 公差的定义 (27) 4.2 一般公差要求 (27) 4.3 一般公差 (27) 4.4 一般公差的选用 (28) 4.5 采用一般公差好处 (28) 4.6 公差的基本要求 (28) 4.7 图样上的公差标注方式 (29) 4.8 表面粗糙度代号及标注 (31) 第五部分公司图纸设计模板的使用 (33) 第六部分图纸的校对 (34) 附录一:机械装配通用技术条件 (34) 附1.1 一般要求 (34)
3制图一般规范3.1图纸幅面和格式(GB/T 14689-1993《技术制图图纸幅面和格式》) 技术图样的图纸幅面优先采用表1-1中规定的基本幅面,并采用图1-1所示的图框格式。 表1-1 图纸基本幅面及图框尺寸 幅面代号A0A1A2A3A4 尺寸(B X841 X594 X420 X297X210X L) 1189841594420297 e (无装订 边时) 2010 c (非装订 边) 105 a (装订边)25 图1-1有装订边的图框格式 1.2 标题栏和明细栏 制图基本规定 mm 图纸边界图框线 周边标题栏 图框线 图纸边界 周边 标题栏
每张图样都必须有标题栏。标题栏的位置见图1-1,标题栏的绘制(线型、尺寸大小)和填写应遵循GB/T 10609.1-1989《技术制图标题栏》(见图1- 2 )。 装配图上都应绘制和填写明细栏,明细栏的线型和格式应遵循GB/T 10609.2-1989《技术制图明细栏》(见图1-2 )。 1.3 比例(GB/T 14690-1993《技术制图比例》) 绘图时应采用表1-2中的比例,并优先采用不带括号的比例。 表1-2 比例 3.1字体(GB/T 14691-1993《技术制图字体》)
字体书写必须做到:字体工整、笔画清楚、间隔均匀、排列整齐。 字体号数(h)的公称尺寸系列为(mm : 1.8,2.5, 3.5,5,7,10,14, 20。汉字高h不小于3.5mm,上下标的字体高度应比正常字体小一号。 汉字应采用长仿宋体(字宽~ 0.7h ),和国家正式公布推行的简化字。 字母和数字分A型和B型,A型字体的笔画宽度为h/14、B型字体的笔画宽度为h/10 ;字母和数字的书写有直体和斜体。同一张图样的字体型式和书写方法应一致。 3.1图线(GB/T 17450-1998《技术制图图线》) 图线宽度(d)系列为(mm : 0.13,0.18,0.25,0.35,0.5,0.7,1, 1.4, 2.0。应用时应根据图形大小、复杂程度和缩放复制要求确定。 表1-3 常用基本线型及其应用 机械图样上的图线宽度一般分粗线和细线两种,粗线与细线的宽度比为2: 1,通常粗线宽为
机械制造技术要求 机械制图技术要求大全 1.零件去除氧化皮。 2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3.去除毛刺飞边。 4.经调质处理,HRC50~55。 5.零件进行高频淬火,350~370℃回火,HRC40~45。 6.渗碳深度0.3mm。 7.进行高温时效处理。 8.未注形状公差应符合GB1184-80的要求。 9.未注长度尺寸允许偏差±0.5mm。 10.铸件公差带对称于毛坯铸件基本尺寸配置。 11.未注圆角半径R5。 12.未注倒角均为2×45°。 13.锐角倒钝。 14.各密封件装配前必须浸透油。 15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。 20.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。 21.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。 22.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。 23.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。 24.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。 25.装配过程中零件不允许磕、碰、划伤和锈蚀。 26.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。 27.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。 28.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。 29.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。 30.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。 31.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。 32.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。 33.粘接后应清除流出的多余粘接剂。 34.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。 35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。36.轴承外圈装配后与定位端轴承盖端面应接触均匀。
技术要求(冲压件) 1.锐边去毛刺,冲压切口粗糙度6.3. 2.冲件表面氧化处理:H.Y.或(表面镀锌钝彩.Zn8.DC.). 3.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 技术要求(铸件) 1.铸件不得有气孔、夹渣、裂纹等缺陷. 2.未注明铸造斜度为1~2.5%%d. 3.铸造公差按GB6414-86 CT6. 4.未注明铸造圆角为R1~R2. 5. 5.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 6.未注形位公差按GB/T1184-96 H级. 7.去毛刺,未注倒角0.5x45%%D. 技术要求(锻件) 1.未注锻造圆角半径为R1~R 2. 2.未注锻造斜度为1~1.5%%D,锻造公差为IT15级. 3.锻件组织应致密,不得有折叠、裂纹等缺陷,并去飞边. 4.去锐边毛刺,直角处倒钝. 5.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 6.未注形位公差按GB/T1184-96 H级. 技术要求(活塞件) 1.未注公差尺寸的极限偏差按GB/T 1804-92 m级. 2.未注形位公差按GB/T1184-96 H级. 3.去毛刺,未注倒角0.5x45%%D. 4.表面磷化处理. 技术要求(橡胶件) 1.零件表面应光洁.(模具表面粗糙度应在Ra0.4以上) 且不允许有气泡.杂技级凸凹等缺陷. 2.合模缝不允许错位,合模飞边的凸起级厚度不得大于0.02mm. 3.邵氏A型硬度65%%P5. 4.去净飞边. 技术要求(塑料件) 1.成形前材料应预热干燥. 2.成形后制件应光整不得有扭曲变形现象. 3.未注圆角为R0.5. 4.外表面应光滑,其粗糙度不大于Ra0.4. 且不得有划伤,刻痕等缺陷. 5.未注尺寸公差按GB/T 1804-92 m级. 技术要求(弹簧件) 1.旋向:左旋. 2.总圈数:no=12 3.工作圈数:no=10 4.钢丝硬度:HRC42~48. 5.表面氧化处理:H.Y.(俗称发黑) 6.单端并紧磨平.
QB 山东华盛农业药械股份有限公司企业标准 Q/LYX 1003-2002 CAD机械制图标准 2002年08月10日分布2002年09月30日实施山东华盛农业药械股份有限公司发布
前言 本标准是根据我国计算机辅助设计与制图发展的需要,为最大限度地实现各工作站CAD图形文件的共享,结合图样的实际效果编制而成的。 本标准自实施之日起代替《ZS200002 CAD机械制图规范》。 本标准由总师办提出。 本标准主要起草人:郭丽
CAD机械制图标准 1 主题内容与适用范围 本标准规定了CAD机械制图的字体、比例、图线、标题栏等内容,本标准适用于我厂在CAD网络系统上绘制和打印的机械图样,本标准未规定的内容应符合有关国家标准和部标准的规定。 2 规范性引用文件 GB/T 1182-1996 形状和位置公差通则、定义、符号和图样表示法 GB/T 10609.1-1989 技术制图标题栏 GB/T 10609.2-1989 技术制图明细栏 GB/T 13362.4-1992 机械制图用计算机信息交换常用长仿宋矢量字体、代(符)号 GB/T 13362.5-1992 机械制图用计算机信息交换常用长仿宋矢量字体、代(符)号数据集单线单体字模集及数据集 GB/T 14689-1993 技术制图图纸幅面和格式 GB/T 14690-1993 技术制图比例 GB/T 14691-1993 技术制图字体 GB/T18229-2000 CAD工程制图规则 JB/T 9165.4-1998 专用工艺装备设计图样及设计文件格式 3 要求 3.1图幅和图框 图幅和图框应符合GB/T18229-2000(GB/T14689-93)的规定。 3.1.1图幅 —1 —