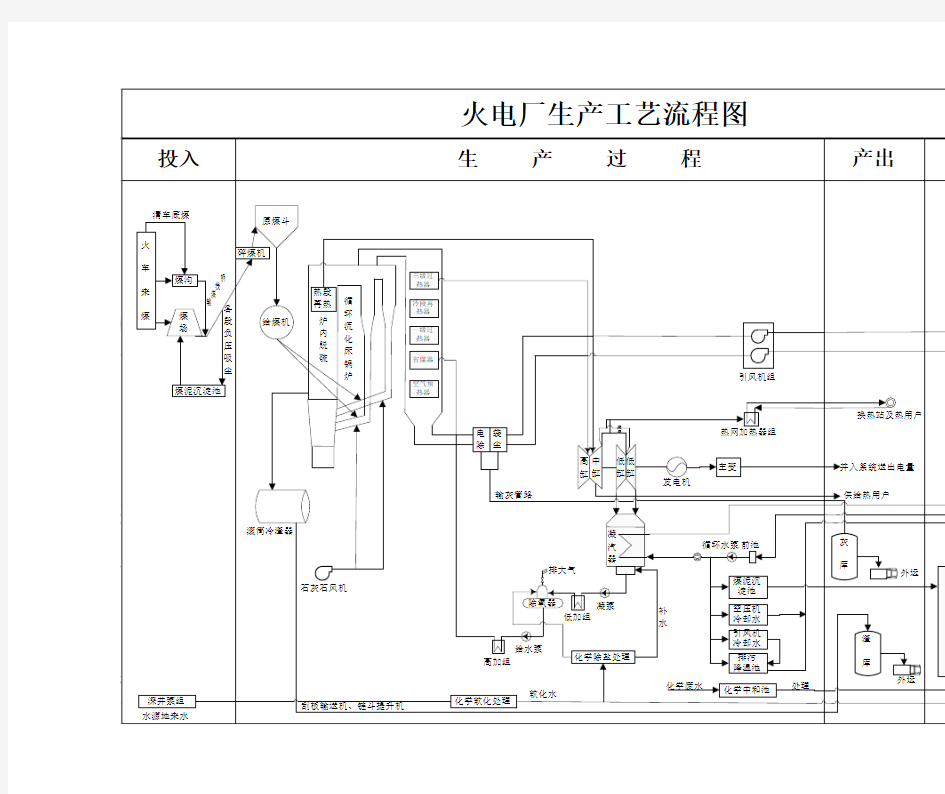
外部的煤用火车或汽车运进厂后,由螺旋卸车机(或汽车卸车机)卸入缝式煤槽,经运煤皮带送到贮煤仓,经碎煤机破碎后,再由运煤皮带机送到煤仓间,经磨煤机粉末处理后被送到锅炉燃烧,加热锅炉的水,使其变为高温高压蒸汽,之后,高温高压蒸汽被送往汽轮机膨胀做功,推动转子高速旋转,从而带动发电机发电。 从汽轮机出来的热蒸汽通过冷凝器冷却成凝结水,经处理后循环使用。锅炉烟气经脱硝、除尘、脱硫后经烟囱排到空气中。 以下根据单元划分对各系统的工艺流程和设备布局进行详细叙述。各种职业病危害因素标注:1煤尘、2矽尘、3石灰石尘、4石膏尘、5其它粉尘、6噪声、7高温、8辐射热、9全身振动10一氧化碳、二氧化碳、二氧化硫、一氧化氮、二氧化氮、11工频电场、12六氟化硫、13盐酸、14氨、15肼。16硫化氢、17氢氧化钠、18硫酸、19二氧化氯、20甲酚。 2.7.1输煤系统: 自备热电厂改造工程建设时,电厂燃煤厂外运输采用火车来煤与公路汽车运输相结合的方式。拟从原有该项目铁路专用线上接出电厂运煤铁路专用线,所需燃料可方便地运送入厂。在厂址西侧与该项目的运煤通道相连,为燃料运输车辆的出、入口。本电厂燃用煤种为原煤。锅炉对燃料粒度要求:粒度范围≤30mm。 输煤系统中设有三处交叉。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均可实现带式输送机甲、乙路的切换运行。 2.7.1.1火车来煤: 火车来煤由该项目内部铁路将煤运至煤场,煤受卸设施为双线缝隙式煤槽。煤沟设计长150m,配三台螺旋卸车机将煤卸入缝式煤沟,煤沟上口宽13m,有效容量约4000t,可存放3列车的来煤量。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均为带式输送机甲、乙路的切换运行。
冲压工艺流程_冲压件加工工艺过程内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具成形的,它主要有以下特点: ⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是高效的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。 冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达微米级,且精度高、规格一致,能
火电厂用水流程图 火力发电厂用水流程图 部分蒸汽供应给工业和住宅供热机组,以补充水和淡化水箱以去除化学水。凝汽器除氧器锅炉产生蒸汽,将汽轮机动力城的化学废水推至脱硫工艺水箱补充水。市政脱硫工艺水箱补充水并蒸发脱硫吸收塔。进行湿法脱硫以蒸发浓缩的循环水。浓缩循环水供应至脱硫工艺水箱,以补充水并对废水进行脱硫。循环水在贮灰器中搅拌(排放)以冷却冷凝器循环水。回水+ 火力发电厂用水工艺描述 火力发电厂用水主要分为三部分: 第一部分是机组热力系统用水:原水→化水生产,脱盐水由水处理设备生产(产生约10%的浓水)。排放至脱硫系统再利用)→通过除盐泵输送至汽轮机凝汽器作为热力系统的补水→与凝结水混合后通过凝结泵输送至除氧器→通过加热输送至锅炉除氧→加热至锅炉蒸汽驱动汽轮机做功发电→部分蒸汽被凝汽器循环水冷却并冷凝成凝结水形成连续循环,另一部分蒸汽用于工业或民用供热,蒸汽不回收 的第二部分是循环水系统水:原水→直接供给冷却塔水池→水通过循环泵送至冷凝器冷却蒸汽→冷却水返回冷却塔水池形成连续循环随着原水循环次数的增加,冷却水会自然蒸发浓缩,水质会逐渐恶化。为了保证水质,部分浓水(约占原水总量的5%)需要排入脱硫系统进行回用。 的第三部分为湿法脱硫系统用水:10%的浓水来自化学水生产和循环
水,浓水来自脱硫工艺水箱至脱硫制浆系统,与石灰石粉混合制成脱硫浆液,输送至脱硫吸收塔与烟气反应,吸收烟气中的二氧化硫,热烟气携带大部分水从烟囱排出,石膏携带一小部分水至石膏脱水系统。脱水后会产生少量废水(约占全厂原水消耗量的5%),部分机组会利用这部分废水作为干灰搅拌加湿水,实现废水零排放有些机组不能充分利用废水,少量废水经处理后排放。目前,公司正在进行废水零排放改造,目标是在XXXX之前通过实施脱硫 废水闪蒸等处理方法实现废水零排放
火电厂工艺流程 火力发电厂。 以煤、石油或天然气作为燃料的发电厂统称为火电厂 1、火电厂的分类 (1)按燃料分类: ①燃煤发电厂,即以煤作为燃料的发电厂;邹县、石横青岛等电厂 ②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油)为燃料的发电厂; 辛电电厂 ③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂; ④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外还有利用垃圾及工 业废料作燃料的发电厂。 (2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。 (3)按供出能源分类: ①凝汽式发电厂,即只向外供应电能的电厂; ②热电厂,即同时向外供应电能和热能的电厂。 ( 4)按发电厂总装机容量的多少分类: 容量发电厂,其装机总容量在100MW以下的发电厂; ②中容量发电厂,其装机总容量在100~250MW范围内的发电厂; ③大中容量发电厂,其装机总容量在250~600MW范围内的发电厂; ④大容量发电厂,其装机总容量在600~1000MW范围内的发电厂; ⑤特大容量发电厂,其装机容量在1000MW及以上的发电厂。 (5)按蒸汽压力和温度分类:①中低压发电厂,其蒸汽压力在3.92MPa(40kgf/cm2)、温度为450℃的发电厂,单机功率小于25MW;地方热电厂。 ②高压发电厂,其蒸汽压力一般为9.9MPa(101kgf/cm2)、温度为540℃的发电厂,单机功率小于100MW; ③超高压发电厂,其蒸汽压力一般为13.83MPa(141kgf/cm2)、温度为540/540℃的发电厂,单机功率小于200MW; ④亚临界压力发电厂,其蒸汽压力一般为16.77MPa(171 kgf/cm2)、温度为540/540℃的发电厂,单机功率为30OMW直至1O00MW不等; ⑤超临界压力发电厂,其蒸汽压力大于22.llMPa(225.6kgf/cm2)、温度为550/550℃的发电厂,机组功率为600MW及以上,德国的施瓦茨电厂; ⑥超超临界压力发电厂, 其蒸汽压力不低于31 MPa、温度为593℃. 水的临界压力:22.12兆帕;临界温度:374.15℃ (6)按供电范围分类: ①区域性发电厂,在电网内运行,承担一定区域性供电的大中型发电厂; ②孤立发电厂,是不并入电网内,单独运行的发电厂; ③自备发电厂,由大型企业自己建造,主要供本单位用电的发电厂(一般也与电网相连)。
火力发电厂生产流程图 火力发电厂生产流程 1、前言 火力发电厂是利用化石燃料燃烧释放的热能发电的动力设施,包括燃料燃烧释热和热能电能转换以及电能输出的所有设备、装置、仪表器件,以及为此目的设置在特定场所的建筑物、构筑物和所有有关生产和生活的附属设施。主要有蒸汽动力发电厂、燃气轮机发电厂、内燃机发电厂几种类型.\ 2、火力发电厂生产流程 3、汽轮机本体 Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency
汽轮机本体(steam turbine proper)是完成蒸汽热能转换为机械能的汽轮机组的基本部分,即汽轮机本身。它与回热加热系统、调节保安系统、油系统、凝汽系统以及其他辅助设备共同组成汽轮机组。汽轮机本体由固定部分(静子)和转动部分(转子)组成。固定部分包括汽缸、隔板、喷嘴、汽封、紧固件和轴承等。转动部分包括主轴、叶轮或轮鼓、叶片和联轴器等。固定部分的喷嘴、隔板与转动部分的叶轮、叶片组成蒸汽热能转换为机械能的通流部分。汽缸是约束高压蒸汽不得外泄的外壳。汽轮机本体还设有汽封系统。如下图所示。 4、锅炉本体 锅炉设备是火力发电厂中的主要热力设备之一。它的任务是使燃料通过燃烧将化学能转变为热能,并且以此热能加热水,使其成为一定数量和质量(压力和温度)的蒸汽。 由炉膛、烟道、汽水系统(其中包括受热面、汽包、联箱和连接管道)以及炉墙和构架等部分组成的整体,称为“锅炉本体”。如下图所示。 5、热力系统及辅助设备 汽轮机部分的辅助设备有凝汽器、水泵、回热加热器、除氧器等。把锅炉、汽轮机及其辅助设备按汽水循环过程用管道和附件连接起来所构成的系统,叫做发电厂的热力系统。 he core frequencyinfrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce tpollution urban public transport has become a major positive development and construction of the city's main transport -Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low2 发电厂的热力系统按照不同的使用目的分为“原则性热力系统”、“全面性热力系统”、“汽轮机组热力系统”等。如下图所示。
冲压工艺流程_冲压件加工工艺过程 内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点: ⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是高效的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。 冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、
火力发电厂的设备作用和各系统流程 一、燃烧系统生产流程来自煤场的原煤经皮带机输送到位置较高的原煤仓中,原煤从原煤仓底部流出经给煤机均匀地送入磨煤机研磨成煤粉。自然界的大气经吸风口由送风机送到布置于锅炉垂直烟道中的空气预热器内,接受烟气的加热,回收烟气余热。从空气预热器出来约250 左右 的热风分成两路:一路直接引入锅炉的燃烧器,作为二次风进入炉膛助燃;另一路则引入磨煤机入口,用来干燥、输送煤粉,这部分热风称一次风。流动性极好的干燥煤粉与一次风组成的气粉混合物,经管路输送到粗粉分离器进行粗粉分离,分离出的粗粉再送回到磨煤机入口重新研磨,而合格的细粉和一次风混合物送入细粉分离器进行粉、气分离,分离出来的细粉送入煤粉仓储存起来,由给粉机根据锅炉热负荷的大小,控制煤粉仓底部放出的煤粉流量,同时从细粉分离器分离出来的一次风作为输送煤粉的动力,经过排粉机加压后与给粉机送出的细粉再次混合成气粉混合物,由燃烧器喷入炉膛燃烧。 二、汽水系统生产流程储存在给水箱中的锅炉给水由给水泵强行打入锅炉的高压管路,并导入省煤器。锅炉给水在省煤器管内吸收管外烟气和飞灰的热量,水温上升到300 左右,但从省煤器出来的水温仍低于该压力下的饱和温度(约330),属高压未饱和水。水从省煤器出来后沿管路
进入布置在锅炉外面顶部的汽泡。汽包下半部是水,上半部是蒸汽,下半部是水。高压未饱和水沿汽泡底部的下降管到达锅炉外面底部的下联箱,锅炉底部四周的下联箱上并联安装上了许多水管,这些水管内由下向上流动吸收炉膛中心火焰的辐射传热和高温烟气的对流传热,由于蒸汽的吸热能力远远小于水,所以规定水冷壁内的气化率不得大于40%,否则很容易因为工质来不及吸热发生水冷壁水管熔化爆管事故。 锅炉设备的流程 一、锅炉燃烧系统 1、作用:使燃料在炉内充分燃烧放热,并将热量尽可能多的传递给工质,并完成对省煤器和水冷壁水管内的水加热,对过热器和再热器管内的干蒸汽加热,对空气预热器管内的空气加热。 2、系统组成:燃烧器,炉膛,空气预热器组成。 二、锅炉的汽水系统 1、作用:对水进行预热、气化和蒸汽的过热,并尽可能多地吸收火焰和烟气的热量。 2、系统的组成:水的预热汽化系统,干蒸汽的过热再热系统。 三、燃料输送系统 1、作用:完成对原煤的输送、储存、供给。
冲压件生产流程及注意事项 内容来源网络,由深圳机械展收集整理! 更多冲压加工工艺展示,就在深圳机械展。 冲压件生产流程: 根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
⑴冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达微米级,且精度高、规格一致,能够冲压出孔窝、凸台等。在实际生产中,常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能 冲压问题分析以及注意事项: 1.冲压时产生翻料、扭曲的原因 在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的重点。 2.抑制冲压件产生翻料、扭曲的方法
火力发电厂生产工艺流程介绍 1、前言 火力发电厂是利用化石燃料燃烧释放的热能发电的动力设施,包括燃料燃烧释热和热能电能转换以及电能输出的所有设备、装置、仪表器件,以及为此目的设置在特定场所的建筑物、构筑物和所有有关生产和生活的附属设施。主要有蒸汽动力发电厂、燃气轮机发电厂、内燃机发电厂几种类型. 2、火力发电厂生产流程如下图所示。 3、汽轮机本体 汽轮机本体(steam turbine proper)是完成蒸汽热能转换为机械能的汽轮机组的基本部分,即汽轮机本身。它与回热加热系统、调节保安系统、油系统、凝汽系统以及其他辅助设备共同组成汽轮机组。汽轮机本体由固定部分(静子)和转动部分(转子)组成。固定部分包括汽缸、隔板、喷嘴、汽封、紧固件和轴承等。转动部分包括主轴、叶轮或轮鼓、叶片和联轴器等。固定部分的喷嘴、隔板与转动部分的叶轮、叶片组成蒸汽热能转换为机械能的通流部分。汽缸是约束高压蒸汽不得外泄的外壳。汽轮机本体还设有汽封系统。如下图所示。
4、锅炉本体 锅炉设备是火力发电厂中的主要热力设备之一。它的任务是使燃料通过燃烧将化学能转变为热能,并且以此热能加热水,使其成为一定数量和质量(压力和温度)的蒸汽。 由炉膛、烟道、汽水系统(其中包括受热面、汽包、联箱和连接管道)以及炉墙和构架等部分组成的整体,称为“锅炉本体”。如下图所示。
5、热力系统及辅助设备 汽轮机部分的辅助设备有凝汽器、水泵、回热加热器、除氧器等。把锅炉、汽轮机及其辅助设备按汽水循环过程用管道和附件连接起来所构成的系统,叫做发电厂的热力系统。 发电厂的热力系统按照不同的使用目的分为“原则性热力系统”、“全面性热力系统”、“汽轮机组热力系统”等。如下图所示。
目录 一、火力发电厂概况............ 错误!未定义书签。 1、火电厂的分类............................. 错误!未定义书签。 2、火力发电厂的工作流程..................... 错误!未定义书签。 二、火力发电厂的工作原理...... 错误!未定义书签。 1、燃煤系统................................. 错误!未定义书签。 2、汽水系统................................. 错误!未定义书签。 3、电气系统................................. 错误!未定义书签。 三、火力发电厂对环境的影响.... 错误!未定义书签。
一、火力发电厂概况 1、火电厂的分类 (1)按燃料分类:①燃煤发电厂,即以煤作为燃料的发电厂;②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油)为燃料的发电厂;③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂;④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外还有利用垃圾及工业废料作燃料的发电厂。(2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。(3)按供出能源分类:①凝汽式发电厂,即只向外供应电能的电厂;②热电厂,即同时向外供应电能和热能的电厂。 图1 火力发电厂总图 2、火力发电厂的工作流程 现代化火电厂是一个庞大而又复杂的生产电能与热能的工厂。它由下列5 个系统组成:①燃料系统。②燃烧系统。③汽水系统。④电气系统。在上述系统中,最主要的设备是锅炉、汽轮机和发电机,它们安装在发电厂的主厂房内。主变压器和配电装置一般装放在独立的建筑物内或户外,其他辅助设备如给水系统、供水设备、水处理设备、除尘设备、燃料储运设备等,有的安装在主厂房内,有的则安装在辅助建筑中或在露天场地。火电厂基本生产过程是,燃料在锅炉中燃烧,将其热量释放出来,传给锅炉中的水,从而产生高温高压蒸汽;蒸汽通过汽轮机又将热能转化为旋转动力,以驱动发电机输出电能。到80年代为止,世界上最好的火电厂的效率达到40%,即把燃料中40%的热能转化为电能。 在上述系统的所有设备中,最主要的设备是锅炉、汽轮机和发电机,它们安装在发电厂的主厂房内。主变压器和配电设备一般是安装在独立的建筑物内和户外;其他辅助设备如给水系统、供水设备、水处理设备、除尘设备、燃料储运设备等,有的安装在主厂房内,有的则是安装在辅助建筑中或在露天场地。
(流程管理)火电厂的生产流程
火力发电厂基本生产过程 第一部分概述 以煤、石油或天然气作为燃料的发电厂统称为火电厂。山东省的电厂95%以上是火力发电厂。 1、火电厂的分类 (1)按燃料分类:①燃煤发电厂,即以煤作为燃料的发电厂;邹县、石横青岛等电厂 ②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油)为燃料的发电厂; 辛电电厂 ③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂; ④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外还有利用垃圾及工业 废料作燃料的发电厂。 (2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。 (3)按供出能源分类:①凝汽式发电厂,即只向外供应电能的电厂; ②热电厂,即同时向外供应电能和热能的电厂。 (4)按发电厂总装机容量的多少分类:①小容量发电厂,其装机总容量在100MW以下的发电厂; ②中容量发电厂,其装机总容量在100~250MW范围内的发电厂; ③大中容量发电厂,其装机总容量在250~600MW范围内的发电厂; ④大容量发电厂,其装机总容量在600~1000MW范围内的发电厂; ⑤特大容量发电厂,其装机容量在1000MW及以上的发电厂。 (5)按蒸汽压力和温度分类:①中低压发电厂,其蒸汽压力在3.92MPa(40kgf/cm2)、温度为450℃的 发电厂,单机功率小于25MW;地方热电厂。 ②高压发电厂,其蒸汽压力一般为9.9MPa(101kgf/cm2)、温度为540℃ 的发电厂,单机功率小于100MW;
③超高压发电厂,其蒸汽压力一般为13.83MPa(141kgf/cm2)、温度为540 /540℃的发电厂,单机功率小于200MW; ④亚临界压力发电厂,其蒸汽压力一般为16.77MPa(171 kgf/cm2)、温度 为540/540℃的发电厂,单机功率为30OMW直至1O00MW不等; ⑤超临界压力发电厂,其蒸汽压力大于22.llMPa(225.6kgf/cm2)、温度为 550/550℃的发电厂,机组功率为600MW及以上,德国的施瓦茨电厂。 (6)按供电范围分类:①区域性发电厂,在电网内运行,承担一定区域性供电的大中型发电厂; ②孤立发电厂,是不并入电网内,单独运行的发电厂; ③自备发电厂,由大型企业自己建造,主要供本单位用电的发电厂(一般也与电网相连)。 2、火电厂的生产流程及特点 火电厂的种类虽很多,但从能量转换的观点分析,其生产过程却是基本相同的,概括地说是把燃料(煤)中含有的化学能转变为电能的过程。整个生产过程可分为三个阶段: ①燃料的化学能在锅炉中转变为热能,加热锅炉中的水使之变为蒸汽,称为燃烧系统; ②锅炉产生的蒸汽进入汽轮机,推动汽轮机旋转,将热能转变为机械能,称为汽水系统; ③由汽轮机旋转的机械能带动发电机发电,把机械能变为电能,称为电气系统。 其基本生产流程为: 整个电能生产过程如图1 与水电厂和其他类型的电厂相比,火电厂有如下特点: 凝汽式火电厂生产过程示意图
火力发电厂基本生产过程 第一部分 概 述 以煤、石油或天然气作为燃料的发电厂统称为火电厂。山东省的电厂95%以上是火力发电厂。 1、火电厂的分类 (1)按燃料分类:①燃煤发电厂,即以煤作为燃料的发电厂;邹县、石横青岛等电厂 ②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油)为燃料的发电厂;辛电电厂 ③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂; ④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外还有利用垃圾及工业废料作燃料的发电厂。 (2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。 (3)按供出能源分类:①凝汽式发电厂,即只向外供应电能的电厂; ②热电厂,即同时向外供应电能和热能的电厂。 (4)按发电厂总装机容量的多少分类:①小容量发电厂,其装机总容量在100MW 以下的发电厂; ②中容量发电厂,其装机总容量在100~250MW 范围内的发电厂; ③大中容量发电厂,其装机总容量在250~600MW 范围内的发电厂; ④大容量发电厂,其装机总容量在600~1000MW 范围内的发电厂; ⑤特大容量发电厂,其装机容量在1000MW 及以上的发电厂。 (5)按蒸汽压力和温度分类:①中低压发电厂,其蒸汽压力在3.92MPa (40kgf /cm 2 )、温度为450℃的发电 厂,单机功率小于25MW ;地方热电厂。 ②高压发电厂,其蒸汽压力一般为9.9MPa (101kgf /cm 2 )、温度为540℃的发电厂,单机功率小于100MW ; ③超高压发电厂,其蒸汽压力一般为13.83MPa (141kgf /cm 2 )、温度为540/540℃的发电厂,单机功率小于200MW ; ④亚临界压力发电厂,其蒸汽压力一般为16.77MPa (171 kgf /cm 2 )、温度为540/540℃的发电厂,单机功率为30OMW 直至1O00MW 不等; ⑤超临界压力发电厂,其蒸汽压力大于22.llMPa (225.6kgf /cm 2 )、温度为550/550℃的发电厂,机组功率为600MW 及以上,德国的施瓦茨电厂。 (6)按供电范围分类:①区域性发电厂,在电网内运行,承担一定区域性供电的大中型发电厂; ②孤立发电厂,是不并入电网内,单独运行的发电厂; ③自备发电厂,由大型企业自己建造,主要供本单位用电的发电厂(一般也与电网相 连)。 2、火电厂的生产流程及特点 火电厂的种类虽很多,但从能量转换的观点分析,其生产过程却是基本相同的,概括地说是把燃料(煤)中含有的化学能转变为电能的过程。整个生产过程可分为三个阶段: ① 燃料的化学能在锅炉中转变为热能,加热锅炉中的水使之变为蒸汽,称为燃烧系统; ② 锅炉产生的蒸汽进入汽轮机,推动汽轮机旋转,将热能转变为机械能,称为汽水系统; ③ 由汽轮机旋转的机械能带动发电机发电,把机械能变为电能,称为电气系统。 其基本生产流程为: 整个电能生产过程如图1 与水电厂和其他类型的电厂相比,火电厂有如下特点: 燃料燃烧的热能 锅炉 高温高压水蒸汽 汽轮机 机械能 发电机 电能 变压器 电力系统
热力发电厂以煤为燃料火力发电厂生产流程 煤在锅炉内燃烧,将锅炉里的水加热生成蒸汽,然后将来自锅炉的具有一定温度、压力的蒸汽经主汽阀和调节汽阀进入汽轮机内,依次流过一系列环形安装的喷嘴栅和动叶栅而膨胀做功,将其热能转换成推动汽轮机转子旋转的机械能,通过联轴器驱动发电机发电。膨胀做功后的蒸汽由汽轮机排汽部分排出,排汽至凝汽器凝结成水,再送至加热器、经给水送往锅炉加热成蒸汽,如此循环。也就是蒸汽的热能在喷嘴栅中首先转变为动能,然后在动叶栅中再使这部分动能转变为机械能。工作原理就是一个能量转换过程,即热能--动能--机械能--电能。最终将电发送出去。 煤炭的热能通过锅炉转化为高温高压的水蒸气,高温高压的水蒸气通过汽轮机转化为转子的旋转机械能,机械能再通过发电机转化为电能 火力发电厂的生产过程在现代火电厂中,燃料的化学能转变为电能是在复杂热力循环的基础上完成的,这种循环使发电厂的热经济性得到了很大的提高。 通常将燃料运至电厂,经输送加工后,送入锅炉进行燃烧,使燃料中的化学能转变为热能并传递给锅炉中的水,使水变成高温高压的蒸汽,通过管道将压力和温度都较高的过热蒸汽送人汽轮机,推动汽轮机旋转作功,蒸汽参数则迅速降低,最后排入凝汽器。在这一过程中,蒸汽的热能转变为汽轮机转子旋转的机械能。 发电机与汽轮机是用联轴器相连一同旋转的,汽轮机转子的机械能,通过发电机转变成电能。发电机产生的电能,经升压变压器后送人输电线路提供给用户。 火力发电厂的主要系统燃料与燃烧系统:用煤将炉水烧成蒸汽(化学能转化为热能) (1)燃煤制备流程:煤从储煤场经输煤皮带送到锅炉房的煤斗中,再进入磨煤机制成煤粉。煤粉与来自空气预热器的热风混合后喷入锅炉炉膛燃烧。 (2)烟气流程:煤在炉内燃烧后产生的热烟气经过锅炉的各部受热面传递热量后,流进除尘器及烟囱排入大气。 (3)通风流程:用送风机供给煤粉燃烧时所需要的空气,用吸粉机吸出煤粉燃烧后的烟气并排入大气。 (4)排灰流程:炉底排出的灰渣以及除尘器下部排出的细灰用机械或水利派往储灰场。 汽水系统:蒸汽推动汽轮机做功(热能转化为机械能) (1)汽水流程:水在锅炉内变成过热蒸汽,过热蒸汽在汽轮机中不断膨胀、高速流公,推动汽轮机高速旋转,最后排入凝汽器中冷凝成水,再经升压、除氧、加热后送回锅炉,形成闭合的汽水循环。