
混凝土搅拌站车辆排队解决方案 一、系统概述 目前整个商品混凝土企业生产调度普遍仅凭当班生产调度的人工经验,混凝土搅拌站车辆进入厂区后非常混乱,特别是拥有多个搅拌楼的大型商品混凝土企业,此类问题就显得更加突出。造成企业生产发货效率低,不能很好的解决对现有车辆的调度效率。一指通触控针对行业这一现象开发出混凝土搅拌站车辆排队系统对回站车辆实行智能化排队规则,有效的解决了站内车辆乱停、无序插队、司机和调度员的不和谐关系,提高了生产效率。使用室外led显示屏与系统数据连接,显示车辆排队信息,使站内车辆安静有序,避免错误发生,方便管理。其他时间可显示通知、天气、注意事项等信息。 二、系统组成区域 本系统大致分为以下几个区域:1个车辆进厂等候停车区,1个装货区(一般分为n条装货线),1个司机休息室,系统刷卡显示区。 三、系统流程图
四、系统设备配置 1、搅拌站微机房电脑安装车辆排队主控制系统1套。 1.1系统具备登录操作功能和退出操作功能:工作开始前,输入员工代码进行登录操作,工作结束后,退出排队系统。 1.2支持通过读卡器读取相关信息后,自动识别区分车辆类别,并按机构自定的排队规则自动编组排队。 1.3 系统提供业务状态查询功能。 1.4 系统提供业务数据输出,输出文件可为excel或文本文件功能。
1.5系统呼叫某一排队号码时,显示屏将闪烁提示,语音系统将同时呼叫该排队号码。语音系统还可实现重呼当前号码、回呼上一号码、任意呼叫排队号码。 2、排队系统入口方式为条磁器进入刷卡。 3、排队系统与车辆管理数据库对接程序1套(备选)。 4、每一个放料线配一个无线呼叫终端;搅拌站停车场安装信息显示同步屏一块、司机等候室安装信息同步显示屏一块。 5、数据通讯方式为站内局域网有线通讯。 五、声音部分 1、建议采用壁挂式音箱(可自购)。 2、语音呼叫单元由“语音控制器”、“语音控制软件”、“功放”和“音箱”组成。 混凝土搅拌站车辆排队常规配置清单
细集料砂当量试验方法(SE) 令狐文艳 试验步骤 1、过4.75的筛。 2、测山砂的今水率(使今水率在3%左右)。 3、用冲洗管将冲洗液加入试筒,直致最下面的100刻度线(约80ml冲洗液)。 4、称量120g±1g干料重的湿样,倒入竖立的试筒中。 5、用手撑反复敲打试筒下部,以除气泡,然后放置10min。 6、试样静止10min后,试筒口塞上橡胶塞,固定在振荡机上。 7、开动振荡机,在30S±1S的时间内振荡90次。 8、将冲洗管插入试管中,用冲洗液冲洗试筒壁上的集料,然后迅速将冲洗管到试筒子底部,不断转动冲洗管。 9、缓慢匀速向上拔出冲洗管,且保持液面位于308刻度线时,切断冲洗液。 10然后开动秒表静止20min±15S。 11、在静止20min后用尺量测从试筒底部到絮状凝结物上面的高度h1。 12、将配重活塞徐徐插入试筒里,直至碰到沉定物时,立即拧紧套筒上的固定螺丝,将活塞取出,测高度h2,同时测液体
温度。 13、结果整理。砂当量按式计算: SE=H2/h*100 SE----试样的砂当量(%) h2----试筒中活塞测定集料沉定物的高度(mm)。 h----试筒中絮凝物和沉定物的高度(mm) 定值桥台桩基泥浆四大指标测 泥浆比重小于1.1, 含砂率小于4%,不大于6%。 泥浆稠度测定17—20S。 胶体率不小于90%。 泥浆质量差,其后果是: 1、形成不了护壁泥膜或泥皮粘附力差,易于脱落,导致孔壁稳定性差,易产生塌孔或缩颈。 2、泥浆稠度大,比重大,含砂率高,形成的泥皮质量差,厚度大,大大降低桩的测摩阻力。 3、稠度在钢筋笼上沉积粘附,导致钢筋与砼握裹力降低。泥浆比重过大,使得砼水下灌注阻力增大,降低砼的流动半径,使砼骨料大部份堆积在桩芯部位,而钢筋笼外几乎无骨料,不仅桩身质量不好而且桩的侧摩阻力也难以发挥,因此在施工中必须按照规范要求严格控制泥浆的质量。
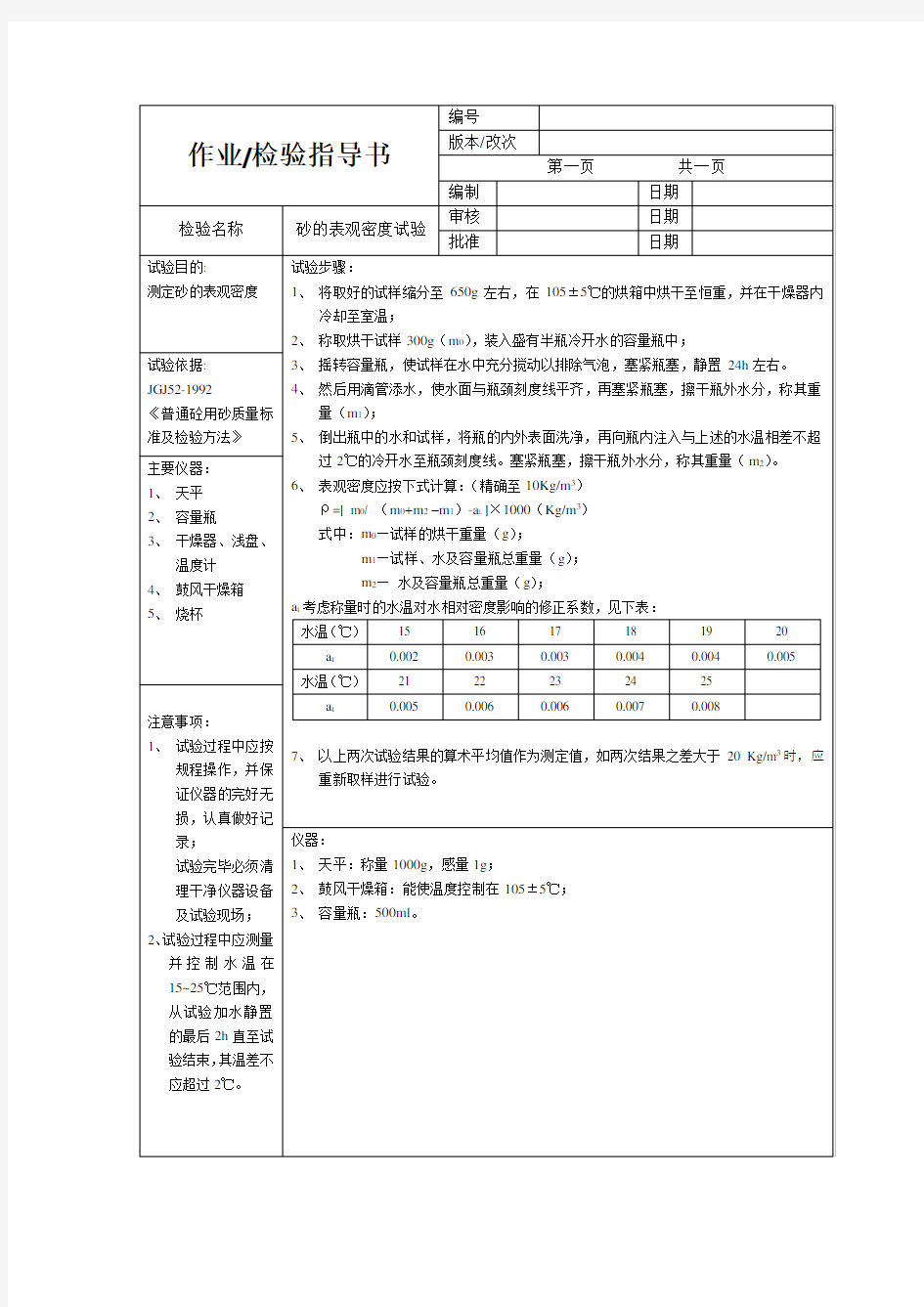
中华人民共和国行业标准 普通混凝土用砂质量标准及检验方法JGJ52-92 主编单位:中国建筑科学研究院 批准部门:中华人民共和国建设部 施行日期:1993年10月1日 关于发布行业标准《普通混凝土用砂质量标准及检验方法》的通知 建标〔1992〕930号 根据建设部(89)建标计字第8号文的要求,由中国建筑科学研究院主编的《普通混凝土用砂质量标准及检验方法》,业经审查,现批准为行业标准,编号JGJ52—92,自1993年10月1日起施行。原部标准《普通混凝土用砂质量标准及检验方法》(JGJ52—79)同时废止。 本标准由建设部建筑工程标准技术归口单位中国建筑科学研究院归口管理,由中国建筑科学研究院负责解释,由建设部标准定额研究所组织出版。 中华人民共和国建设部 1992年12月30日 目次 1总则 2术语、符号 2.1术语 2.2符号 3质量要求 4验收、运输和堆放 5取样与缩分 5.1取样 5.2样品的缩分 6检验方法 6.1砂的筛分析试验 6.2砂的表观密度试验(标准法) 6.3砂的表观密度试验(简易法) 6.4砂的吸水率试验 6.5砂的堆积密度和紧密密度试验 6.6砂的含水率试验(标准方法) 6.7砂的含水率试验(快速方法) 6.8砂的含泥量试验(标准方法) 6.9砂的含泥量试验(虹吸管方法) 6.10砂的泥块含量试验 6.11砂中的有机物含量试验 6.12砂中的云母含量试验 6.13砂中的轻物质含量试验 6.14砂的坚固性试验 6.15砂中硫酸盐、硫化物含量试验 6.16砂中的氯离子含量试验 6.17砂的碱活性试验(化学方法) 6.18砂的碱活性试验(砂浆长度方法)
混凝土搅拌站控制系统使用说明书 长沙中联重工科技发展股份有限公司
目录 一.产品简介........................................................ - 1 - 二.系统组成........................................................ - 2 - 2.1 硬件需求.................................................................................................................................... - 2 - 2.1.1上位机部分....................................................................................................................... - 2 - 2.1.2 下位机部分...................................................................................................................... - 2 - 2.1.3 通信部分.......................................................................................................................... - 3 - 2.1.4 打印机部分...................................................................................................................... - 3 - 2.1.5 仪表部分.......................................................................................................................... - 3 - 2.1.6 动力保护、控制部分...................................................................................................... - 3 - 2.1.7监控系统部分.................................................................................................................. - 3 - 2.2 软件需求..................................................................................................................................... - 3 - 2.2.1 操作系统.......................................................................................................................... - 3 - 2.2.2数据库:.......................................................................................................................... - 4 - 2.2.3 其他工具.......................................................................................................................... - 4 - 三.系统安装........................................................ - 5 - 3.1硬件安装方法............................................................................................................................ - 5 - 3.1.1 动力部分和监控部分的安装:...................................................................................... - 5 - 3.1.2 上位机的安装.................................................................................................................. - 5 - 3.1.3 打印机的安装.................................................................................................................. - 5 - 3.1.4 可编程的安装.................................................................................................................. - 5 - 3.2 软件安装方法............................................................................................................................. - 6 - 3.3 系统登陆..................................................................................................................................... - 6 - 四.系统调试........................................................ - 8 - 4.1 校秤............................................................................................................................................. - 8 - 4.2 调试输出信号............................................................................................................................. - 9 - 五.系统操作....................................................... - 10 - 5.1 准备工作................................................................................................................................... - 10 - 5.1.1 关于手动操作台............................................................................................................ - 10 - 5.1.2 电源开启顺序................................................................................................................ - 10 - 5.2 生产信息录入.......................................................................................................................... - 10 - 5.2.1 基本信息........................................................................................................................ - 10 - 5.2.1.1 客户管理.......................................................................................................... - 10 - 5.2.1.2 车辆管理...........................................................................................................- 11 - 5.2.1.3 工程管理.......................................................................................................... - 12 - 5.2.1.4 系统管理.......................................................................................................... - 13 - 5.2.2 生产信息........................................................................................................................ - 15 - 5.2.2.1 生产任务单...................................................................................................... - 15 - 5.2.2.2 配比通知单...................................................................................................... - 17 - 5.2.2.3 生产记录(生产明细).................................................................................. - 17 - 5.2.2.4 生产调度(生产登记).................................................................................. - 18 - 5.2.2.5 手工录入.......................................................................................................... - 20 - 5.2.2.6 生产统计.......................................................................................................... - 21 -
混凝土搅拌站为什么要使用控制系统 智稳软件的混凝土搅拌站控制系统又可以称为混凝土搅拌站管理系统或者erp,是一款让混凝土企业智能化的软件,那么为什么混凝土搅拌站要使用控制系统呢?我们来根据一篇博士论文的分析看看控制系统会给企业带来哪些好处。 混凝土的组成需要多达7种以上的材料,因此对各个环节的生产工艺都有非常严格的要求,包括原材料的配合比、称重计量、拌和、浇注等所有环节。混凝土搅拌站的生产过程中存在需要解决的技术问题如下: (1)实时监控配合比。混凝土配合比直接影响到混凝土的顺利施工、混凝土工程质量和混凝土木工程的成本。控制配合比需要在和易性满足施工需要、强度满足设计要求、具有良好的耐久性的前提下,尽量减少成本,增加效益。高性能混凝土与传统的混凝土相比较,前者在配合比上的特点是用数量低、水泥用量较低,并以化学外加剂与粉煤灰作为水泥、砂石之外的基本成分。在混凝土施工过程中,应根据砂、碎石等混凝土原料中的实际含水量和不同强度要求,搅拌站实验人员将实验室配合比换算成施工配合比,对混凝土的配合比进行动态调整、试拌。在实际施工过程中,如果高性能混凝土的施工配合比不能被严格执行,将无法保障混凝土工程的质量。因此,需要对配合比进行实时监控,以便于对配合比进行纠正。 (2)监控混凝土搅拌站时间。从原材料全部投入搅拌筒中时起到开始卸料时止所经历的时间被称为搅拌时间,为获得混合均匀、强度和工作性都能满足要求的混凝土所需的最低限度的搅拌时间被称为最短搅拌时间。保证混凝土的拌制时间是提高混凝土工作性和匀质性的基本途径。根据铁路建设相关规范的硬性规定,高性能混凝土拌和最短时间不能少于120秒,最长不能超过180秒。因此需要对混凝土的拌制时间进行监控,以保障混凝土的工作性。 (3)及时发现和校正计量误差。拌和站是动态配料的,在生产过程中材料是连续称重的,但由于关门时存在过冲量,因此会存在一定的计量误差。《客运专线高性能混凝土暂行技术条件》等文件都明确规定了计量允许偏差,如图: 实际生产过程中,需要对计量误差进行实时监控,以便于及时进行纠正,缩短纠正时间,从而保证混凝土的配合比,保障工程质量。 (4)成本分析。搅拌站的生产过程产生的数据量非常庞大,需要对这些数据进行挖掘处理,以进行成本分析,从而提高成本核算水平和成本管理水平,以便于进行成本控制。 (5)降低管理成本。通过信息化管理系统对混凝土施工的过程进行信息化管理。实现生产管理信息数据处理的自动化,保障过程管理信息的真实性和准确性,解决信息反馈响应实时性问题,减少人力投入,提高管理效率,降低管理成本。
细集料砂当量试验作业指导书 1目的与适用范围 1.1本方法适用于测定天然砂、人工砂、石屑等各种细集料中所含的粘性土或杂质的含量,以评定集料的洁净程度。砂当量用SE表示。 1.2本方法适用于公称最大粒径不超过4.75㎜的集料。2仪具与材料 (1)仪具 ①透明圆柱形试筒:如图T0334-1,透明塑料制,外径40㎜±0.5㎜,内径32㎜±0.25㎜.高度420㎜±0.25㎜。在距试筒底部100㎜、380㎜处刻划刻度线,试筒口配有橡胶瓶口塞。 ③冲洗管:如图T0334-2,由一根弯曲的硬管组成,不锈钢或冷锻钢制,其外径为6㎜±0.5㎜,内径为4㎜±0.2㎜。管的上部有一个开关,下部有一个不锈钢两侧带孔尖头,孔径为1㎜±0.1㎜。
图T0334-1透明圆柱试筒(尺寸单位:㎜) 图T0334-2 冲洗管(尺寸单位:㎜) ③透明玻璃或塑料桶:容积5L,有一根虹吸管放置桶中,桶底面高出工作台约1m。 ④橡胶管(或塑料管):长约1.5m,内径约5㎜,同冲洗管联在一起吸液用,配有金属夹,以控制冲洗液流量。 ⑤配重活塞:如图T 0334-3,由长440㎜±0.25㎜的杆、直径25㎜±0.1㎜的底座(下面平坦、光滑,垂直杆轴)、套筒和配重组成。且在活塞上有三个横向螺丝可保持活塞在试 筒中间,并使活塞与试筒之间有一条小缝隙。
图7 0334-3 配重活塞(尺寸单位:mm)
套筒为黄铜或不锈钢制,厚10㎜±0.1㎜,大小适合试筒并且引导活塞杆,能标记筒中活塞下沉的位置。套筒上有一个螺钉用以固定活塞杆。配重为1㎏±5g。 ⑥机械振荡器:可以使试筒产生横向的直线运动振荡,振幅203㎜±1.0㎜,频率180次/min±2次/min。 ⑦天平:称量1㎏,感量不大于0.1g。 ⑧烘箱:能使温度控制在105℃±5℃。 ⑨秒表。 ⑩标准筛:筛孔为4.75㎜。 ○11温度计。 ○12广口漏斗:玻璃或塑料制,口的直径100㎜左右。 ○13钢板尺:长50㎝,刻度1㎜。 ○14其它:量筒(500mL),烧杯(1L),塑料桶(5L)、烧杯、刷子、盘子、刮刀、勺子等。 (2)试剂
第1题 细集料含水率试验要求的烘箱温度以下哪个温度是符合要求的?( ) A.60 ℃ B.80 ℃ C.95℃ D.105℃ 答案:D您的 答案:D题目分数:2 此题得分: 2.0 批注: 第2题 细集料泥块含量试验所用的筛孔尺寸分别为多少?( ) A.4.75mm和 0.075mm B.2.36mm和 0.075mm C.1.18mm和 0.075mm D.0.6mm和
1.18mm 答案:D您的 答案:D题目分数:2 此题得分: 2.0 批注: 第3题 细集料泥块含量试验的备样要求以下描述正确的是() A.将来样用四分法缩分至每份约1000g,置于温度为 105 ℃±5 ℃的烘箱中烘干至恒重,冷却至室温后,过筛,称取约400g的试样两份备用 B.将来样用四分法缩分至每份约2500g,置于温度为 105 ℃±5 ℃的烘箱中烘干至恒重,冷却至室温后,过筛,称取约400g的试样两份备用 C.将来样用四分法缩分至每份约1000g,置于温度为 110 ℃±5 ℃的烘箱中烘干至恒重,冷却至室温后,过筛,称取约400g的试样两份备用 D.将来样用四分法缩分至每份约2000g,置于温度为 110 ℃±5 ℃的烘箱中烘干至恒重,冷却至室温后,过筛,称取约1000g的试样两份备用 答案:B您的
答案:B题目分数:2 此题得分: 2.0 批注: 第4题 集料泥块含量试验两次试验结果之间的差值应符合什么要求?() A.两次结果的差值不超过 0.1% B.两次结果的差值不超过 0.2% C.两次结果的差值不超过 0.3% D.两次结果的差值不超过 0.4% 答案:D您的 答案:D题目分数:2 此题得分: 2.0 批注: 第5题 细集料泥块含量试验试样置于容器中后,注入洁净的水,水面至
混凝土搅拌站自动控 制系统
混凝土搅拌站自动控制系统 1.项目简介 混凝土搅拌站是基础设施建设中不可或缺的生产设 备,同时又是一个由多环节组成的复杂控制系统。 在混凝土的生产中,配料的称量精度、配料的施工配比、原材料的含水率与供水量等直接影响混凝土的质量,除此之外,控制系统中,与硬件设备的连接、配方数据的存储、生产过程中原材料登记、仓库管理、操作人员登录记录、产品运输记录等方面的管理等也会直接影响企业生产效率。 目前国内大部分搅拌站控制系统,还存在着技术含量较低、自控程度较低、标准化程度较低等缺点。传统的搅拌站控制系统中与硬件设备的连接需要复杂的设置,在硬件配置改变后系统调整困难,软件代码需要针对不同设备分别修改和调试,维护工作复杂,给生产制造厂家带来极大困难。采用通用组态软件可以较好解决这个问题,但是一般搅拌系统中除控制功能外,都需要集成数据管理系统的功能,而且这些功能也会因最终用户的不同而具有个性化的特色,而复杂的数据管理不是一般组态软件的优势领域,一些看似简单的功能也难以通过简单的二次开发来实现,源代码级的修改定制又势必造成管理和维护的困难。因此这些软件大都难以满足搅拌系统的要求,这给搅拌站控制系统普及和行业标准化程度的提高带来了很大的困难。 使用“易控(INSPEC)”实现的搅拌站自动化控制系统,与硬件连接方式方便透明,具有很强的适应性,针对用户使用不同硬件设备的情况,只需简单修改设置即可实现与硬件的通信,易于调试和维护。同时通过软件提供的“用户程序”功能,实现对数据库的操作,使系统具有了强大的数据管理功能。系统将过程控制和企业生产管理有机的结合在一起,既克服了传统混凝土搅拌站控制系统的缺点,又能满足系统在数据管理方面的需求。系统运行稳定、可靠,可以按照设定的生产任务单,自动、连续的控制物料计量、投料、搅拌、出料等各个生产环节,实现了控制过程的高度自动化,同时又能进行原材料登记、仓库库存管理、在线修改施工配比信息、操作人员登录记录、为产品运输指派车队及综合查询功能等,在保证产品质量的同时,大大提高了生产效率和科学化管理水平。 同时,使用“易控(INSPEC)”组态软件实现的水泥搅拌控制系统,还充分发挥了易控在图形界面上的优势,界面美观友好,操作十分人性化。除此之外,“易控(INSPEC)”提供了世界上两百多种语言之间的自由转换,为产品的出口带来了极大的便利。 2.系统构成 混凝土生产过程工艺流程图 混凝土生产过程主要由物料仓、物料秤、骨料斗和搅拌机四个环节组成。其中物料仓和物料秤为配料系统,负责将原料按照配方中设定的值精确投放,骨料斗和搅拌机为搅拌系统,负责混凝土搅拌及出料。 “易控(INSPEC)”实现的混凝土搅拌站自动控制系统,对混凝土生产过程中的各个环节实现精确连续的控制。首先物料仓按照配方中设定的配料值自动将物料投放到物料秤上,系统通过物料秤采集到的重量值自动停止放料,物料秤向骨料斗放料时同样根据传送带电子秤采集到的重量值自动停止放料,两次放料保证配料量的精确。同时,系统采用在线计算冲量的方法,根据实际情况实时调节冲量大
混凝土用砂、石等骨料实验 实验报告 学号: 班号:结 02 实验日期: 实验者:陈伟 同组人:吴一然 建筑材料第三次实验 一、实验目的 1、学习砂筛分析和石子捣实密度的试验方法; 2、通过砂的筛分析实验,判断砂的粗、细和砂的级配是否合格; 3、了解石子的针、片状颗粒含量、压碎指标松堆密度等试验方法; 4、了解轻骨料的筒压强度测试方法。 二、实验内容 1、砂表观密度测定; 2、砂筛分析试验; 3、石子捣实密度试验; 4、石子针状、片状颗粒含量测定(演示); 5、石子压碎指标测定(演示); 6、轻骨料筒压强度试验(演示)。 三、实验原理 1、表观密度的定义: 包含闭孔体积在内的单位体积的质量,称材料的表观密度。(单位:g/cm3),如果两 次实验结果的平均值作为测定值,如两次结果之差大于0.02g/cm3,应重新进行实 验。 2、细度模数: 砂的粗细程度用通过累计筛余百分比计算的细度模数(M x)表示,其计算公式为 (1)式中,A1、A2……A6分别为5.00、2.50……0.160 mm孔筛上的累计筛余
百分率; (2)砂按细度模数(Mx)分粗、中、细和特细四种规格,由所测细度模数按规定评定该砂样的粗细程度; (3)用M x=3.7~3.1为粗砂,3.0~2.3为中砂,2.2~1.6为细砂,1.5~0.7为特细砂来评定该砂的粗细程度。并根据0.630mm筛所在的区间判断砂子属于哪个区累 计筛余百分比在85%~71%的属于Ⅰ区,在70%~41%的属于Ⅱ区,在40%~16% 的属于Ⅲ区。 3、石子捣实密度实验要求及说明: 1)通过对两种单粒级石子不同比例的搭配,观察其捣实密度的变化,画出石子比例和 捣实密度的曲线 ,并进行分析; 2)实验使用的石子是石灰岩碎石,粒径分别为5—10mm,10-20mm单粒级; 3)所用容积升体积为10L; 4)石子的称量总质量为20Kg。 3、压碎指标表示石子抵抗压碎的能力,是间接的推测其相应的强度的一种方法 四、实验步骤 1、测量砂的表观密度 (1)实验仪器:天平(量程1kg,精度1g); 容量瓶(500ml); 干燥箱; 干燥器。 (2)实验步骤: -- 称取烘干的试样300g(m0),装入盛有半瓶冷开水的容量瓶中,摇动容量瓶, 使试样充分搅动以排除气泡; --打开瓶塞并添加水,使得液面与瓶颈500ml刻度线平齐。塞紧瓶塞,擦干外 面水分,称量其质量m1; --倒出瓶中的水和试样,清洗瓶内外,在装入上述相同的冷开水至瓶颈500ml 刻度线处。塞紧瓶塞,擦干外面水分,称量其质量m2; --取水的密度为1g/cm3,用下述公式计算砂的表观密度(0.01g/cm3) --以两次实验结果的平均值作为测定值,如两次结果之差大于0.02g/cm3,应重新进行实验。 (3)实验注意事项 --300g砂子装入容量瓶后,不要马上称重应摇晃容量瓶,排除气泡。 --容量瓶上面有一刻线,两次加水一定是凹面相齐。 --注意300g砂子要全部加入容量瓶,不要丢或有剩余。 2、筛分析实验 (1)实验仪器:筛(10;5.0;2.5;1.25;0.63;0.315;0.16); 筛底电子秤。 (2)实验步骤: -- 称取砂500g。将筛子按筛孔由大到小叠合起来,附上筛底。将砂样倒入 最上层(孔径为5mm)筛中; --用手筛动筛子,筛至每分钟通过量小于试样总量的0.1%为止; --称取各号筛上上的筛余量; --计算分计筛余百分率:各号筛上筛余量除以试样总质量(精确至0.1%);
HZS180混凝土搅拌站配置说明 HZS180是我公司综合近年来国内外多种机型的优点和先进技术,结合本公司多年生产混凝土搅拌设备的经验而开发的系列混凝土搅拌站。该系列混凝土搅拌站是制备新鲜混凝土的成套专用设备,适用于各类大中型建筑施工,如水电、公路、港口、桥梁、机场、大中型预制件厂和商品混凝土生产厂等。 HZS180配有我公司自行研制的计算机管理系统和自动控制系统,操作简单、方便。采用Windows2000操作系统,全中文菜单显示,各设备状态全过程模拟显示并配有声光报警。在搅拌站工作时,只需操作少量的按钮后,整个工作过程就全部转交计算机控制。搅拌主机选用SICOMA双卧轴强制式搅拌主机,主要电气元件采用进口产品。使HZS180系列搅拌站的配置具有:搅拌性能优良、计量精确稳定、可靠性高、保养维修方便、高环保性能、模块化程度高等特点。是混凝土施工及商品混凝土生产的理想和首选设备。 一、技术参数 1、生产能力:180m3/h; 2、搅拌主机:MAO4500/3000SDSHO仕高玛双卧轴搅拌主机; 3、密实混凝土出料:3000L; 4、骨料粒径:≤80mm; 5、出料高度:≥4m; 6、配料机:料仓容积30m3,秤斗容积2.5m3,共4个仓,单独计量; 7、计量范围及精度: 骨料: 0~4500Kg±2%
水泥: 0~1500Kg±1% 粉煤灰/矿粉:0~700Kg±1% 水: 0~650Kg±1% 外加剂(液):0~50Kg±1% 说明:在动态时,以上各种配料精度为计量范围从等于或大于满量程30%到满量程以内。 8、装机总功率约:260kW; 9、执行标准:GB/T 10172-2005混凝土搅拌站(楼) GB4477 混凝土搅拌机性能试验方法 GB/T 9142 混凝土搅拌机 GB/14902 预拌混凝土 GBJ107 混凝土强度检验评定标准 GBJ17 钢结构设计规范 JB/T834 热带型低压电器技术条件 GB10595 带式输送机技术条件 GB14249·1 电子衡器安全要求 JG/T5093 建筑机械与设备产品分类及型号 二、配置说明 1、配料站(4×30m3) *骨料仓总容积:120m3,分为4个相同的料仓,每个料仓容积为30 m3。 *每个骨料仓均设2个卸料门,实现粗称和精称,执行元件选用杰菲特或亚
混凝土搅拌站生产管理控制系统 【摘要】本文以混凝土搅拌站的概述为基础,着重对混凝土搅拌站生产管理控制系统的意义进行了概述,以实际为出发点对混凝土搅拌站生产管理控制系统进行了探讨。 【关键词】混凝土,搅拌站,生产管理 一、前言 混凝土搅拌站是用来拌和混凝土的设备,混凝土搅拌站生产管理控制,处理了企业初始人工管理的困惑,因为在生产和施工过程中混凝土的质量好坏直接影响整个工程质量,所以对混凝土搅拌站生产管理控制系统一定要特别重视。 二、混凝土搅拌站的概述 混凝土搅拌站是将骨料(包括大、小石子和砂)、水泥、粉煤灰、水、外加剂等物料按混凝土配方进行计量,然后经搅拌机搅拌成合格混凝土的成套设备。 1、骨料储存与运送 骨料仓分为星形料场、地仓式、钢制直列式料仓及圆形料仓等形式。骨料仓多数与地仓结合使用,同时可存储四种骨料,上料可采用装载机上料,料仓下有两弧形卸料门实现快慢下料,秤斗的骨料通过平皮带、斜皮带运送至中途斗。 2、粉料储存与运送 粉料包括水泥和粉煤灰,储存方式为圆筒形水泥仓,输送方式为螺旋输送机。水泥较难解决的问题是破拱,由于各种水泥的容重不同,同一种水泥温度、湿度不断变化,很难找到确的起拱点,给解决问题带来了困难。常用方法有气吹破拱、气动锤击法、助流破拱气垫等。进行气吹破拱,由于吹气孔位置固定,效果不明显;加上压缩空气的水份,易造成气嘴堵塞。气动锤击法采取气缸推动平板击打仓锥体实现破拱,噪音大,对仓锥体易造成破坏。 3、计量系统 包括骨料秤、水泥秤、粉煤灰秤、水秤、外加剂秤及粉剂秤,我国在“GB14902-94预拌混凝土”中有严格的精度要求,骨料配料动态精度=±2%,其余物料配料动态精度=±1%。静态精度骨料配料动态精度=±1%,其余物料配料动态精度=±0.5%。计量采取重力计量,随着我国传感器的质量的提高,普遍采取电子秤。为保证秤斗物料偏载的影响,增加调理接线盒以保证均衡性。 4、搅拌系统
HZS180混凝土搅拌站 方案及技术配置说明 目录 一、HZS180砼搅拌设备简介 二、HZS180砼搅拌站技术参数 三、HZS180砼搅拌站主要配置技术参数及产地
一、HZS180砼搅拌设备简介 HZS180砼搅拌设备是我公司以搅拌楼为模式,在设计中充分考虑了外观、维修,结构新颖独特,造型美观大方,所有物料均一次提升,属间歇强制式搅拌站。生产效率较高(JS3000主机,通常为180m3/h)。该站即有搅拌站投资少,可移动性强,占地面积小等优点,又具有搅拌楼生产效率高,工作可靠性强的优点。它主要由物料供给系统、物料计量系统、搅拌系统及控制系统等部分组成。微机控制、电子称计量、动态屏幕显示、配比储存、落差自动补偿、自动打印等功能。可方便的实现手动、半自动、自动操作。该站可生产塑性、干硬性等多种混凝土,广泛用于大、中型建筑施工、道路桥梁工程以及生产混凝土制品的预制厂中,是大型建筑工程、道路桥梁工程以及商品混凝土生产单位的理想设备。 本搅拌站物料供给系统骨料采用装载机上料,可实现四种骨料的计量,可配置1-6种粉状物料且单独计量。水和外加剂都有单独计量系统。 在混凝土搅拌主机方面,我公司直接选用珠海仕高玛的JS3000主机来提升产品的内在性能。此机采用独特的智能润滑系统,优化设计。液压卸料门实现分段投料,防止卸料时堵塞,卸料门有自动/手动选择,在停电等紧急故障下可手动开启料门。如下图所示,新型搅拌机由搅拌缸体、搅拌装置、传动装置、液压泵站、自动润滑装置、皮带罩壳等部分组成;
骨料上料系统采用大倾角皮带机,结构紧凑、性能可靠,且机架两旁设有检修走道,维修、保养方便。 腔的纯净度直接影响轴端密封装置的寿命及正常工作;图中,单向密 封、轴头端盖、锁轴器主体、黄胶之间形成一狭小油腔,此油腔通过 自动润滑装置在黄胶内表面形成一层压力油膜,不仅起到良好的密封 作用,又隔断了搅拌缸体内水泥沙浆向轴端渗漏的渠道对上述研合圈 的工作油腔起到绝对保护作用,最大可能地纯净研合圈的工作环境, 确保轴端密封装置的正常工作。 PLD4800配料机简图 该搅拌站所采用的PLD4800型混凝土配料机是一种搅拌站专用自动配料设备。该机由给料机构、称量系统、电气控制系统等组成。其特点是给料机构呈“一”字形排列,弧门给料,称量方式采用传感对各料独立称量,计量准确。
混凝土搅拌站自动控制系统 1.项目简介 混凝土搅拌站是基础设施建设中不可或缺的生产设 备,同时又是一个由多环节组成的复杂控制系统。在混凝土的生产中,配料的称量精度、配料的施工配比、原材料的含水率与供水量等直接影响混凝土的质量,除此之外,控制系统中,与硬件设备的连接、配方数据的存储、生产过程中原材料登记、仓库管理、操作人员登录记录、产品运输记录等方面的管理等也会直接影响企业生产效率。 目前国内大部分搅拌站控制系统,还存在着技术含量较低、自控程度较低、标准化程度较低等缺点。传统的搅拌站控制系统中与硬件设备的连接需要复杂的设置,在硬件配置改变后系统调整困难,软件代码需要针对不同设备分别修改和调试,维护工作复杂,给生产制造厂家带来极大困难。采用通用组态软件可以较好解决这个问题,但是一般搅拌系统中除控制功能外,都需要集成数据管理系统的功能,而且这些功能也会因最终用户的不同而具有个性化的特色,而复杂的数据管理不是一般组态软件的优势领域,一些看似简单的功能也难以通过简单的二次开发来实现,源代码级的修改定制又势必造成管理和维护的困难。因此这些软件大都难以满足搅拌系统的要求,这给搅拌站控制系统普及和行业标准化程度的提高带来了很大的困难。 使用“易控(INSPEC)”实现的搅拌站自动化控制系统,与硬件连接方式方便透明,具有很强的适应性,针对用户使用不同硬件设备的情况,只需简单修改设置即可实现与硬件的通信,易于调试和维护。同时通过软件提供的“用户程序”功能,实现对数据库的操作,使系统具有了强大的数据管理功能。系统将过程控制和企业生产管理有机的结合在一起,既克服了传统混凝土搅拌站控制系统的缺点,又能满足系统在数据管理方面的需求。系统运行稳定、可靠,可以按照设定的生产任务单,自动、连续的控制物料计量、投料、搅拌、出料等各个生产环节,实现了控制过程的高度自动化,同时又能进行原材料登记、仓库库存管理、在线修改施工配比信息、操作人员登录记录、为产品运输指派车队及综合查询功能等,在保证产品质量的同时,大大提高了生产效率和科学化管理水平。 同时,使用“易控(INSPEC)”组态软件实现的水泥搅拌控制系统,还充分发挥了易控在图形界面上的优势,界面美观友好,操作十分人性化。除此之外,“易控(INSPEC)”提供了世界上两百多种语言之间的自由转换,为产品的出口带来了极大的便利。 2.系统构成
Design of Control System for Concrete Mixing Station Based on PLC and Touch Screen Huan Zhang College of Mechanical and Electronic Engineering, Qingdao Agriculture University, Qingdao, Shandong 266109, P. R. China huan0804@https://www.doczj.com/doc/6713154585.html, Keywords: Concrete mixing station, Control system, PLC, Touch screen. Abstract. On the basis of analyzing technology processes and control demands of concrete mixing station, a design of control system for this construction machinery based on SIEMENS S7-300 PLC and eView touch screen was introduced in this paper, including hardware selection, PLC LAD diagram programming and HMI design, etc. All expected demands for weighing, batching, deposit, mixing, unloading, conveying of the whole technology processes of concrete mixing are reached, and a totally automatic production can be realized also. The practical operation verifies that the control system is highly reliable and stable, and it greatly enhances the control accuracy and meets the equipments requirements of energy-saving. Introduction In recent years, with the rapid economic development and quick rise of the construction industry in China, the market is not limited to multiple series of concrete equipment, multi-species and multi-standard requirements,and the level of automation products, manufacturing quality, reliability and stability of those are concerned even. Control system for concrete mixing has been converted from manual, semi-automatic control to the totally automatic one. Application of automatic control technology of concrete mixing equipments, due to its excellent product quality, high production efficiency, good environmental performance and many other advantages as well, is becoming the mainstream of concrete production facilities. Programmable Logic Controller (PLC) or Programmable Controller (PC) was developed from the traditional relay logic control system in the late 1960s, since then it has been rapidly enhanced, especially in data processing, network communications and integration with DCS systems, etc. With considerable progress, PLC has become a powerful tool of industrial automation; Touch screen, as a brand new Human Machine Interface (HMI), is very precise, fast switching and stable. It also has function of auto alarm and fault detects, with the application of its good function, high reliability, low cost and power consumption, small size and other advantages can all be easily realized. On the basis of analyzing technologies process and control principles of concrete mixing station, a control system for it based on Siemens S7-300 PLC and touch screen was introduced in the paper. After the actual operation of the control system it has been proved that the fully automated production of concrete mixing could be perfectly achieved. Technology Processes and Control Demands Technology Processes.Generally, the small concrete mixing station (HZS25~HZS50) was developed in the series of concrete mixing products of small size, which consists of feeding, batching, mixing, electrical control and steel parts and other components of automatic concrete mixing equipments for small-scale construction sites, factory and commercial concrete precast plant. The technology processes of concrete mixing include material weighing, batching, aggregate temporary deposit, mixing and unload, etc. Storage systems aggregate storage, powder and liquid tank silos, batching system is mainly the cylinder, screw conveyor and pumps, metering system with aggregate