文件编号:CL-GF-06-209版本:A1页码:2of2
编写日期:2018.11.1
编 制设备名称MKT03-12半自动焊锡
机
设备型号ZD-139审批
批 准
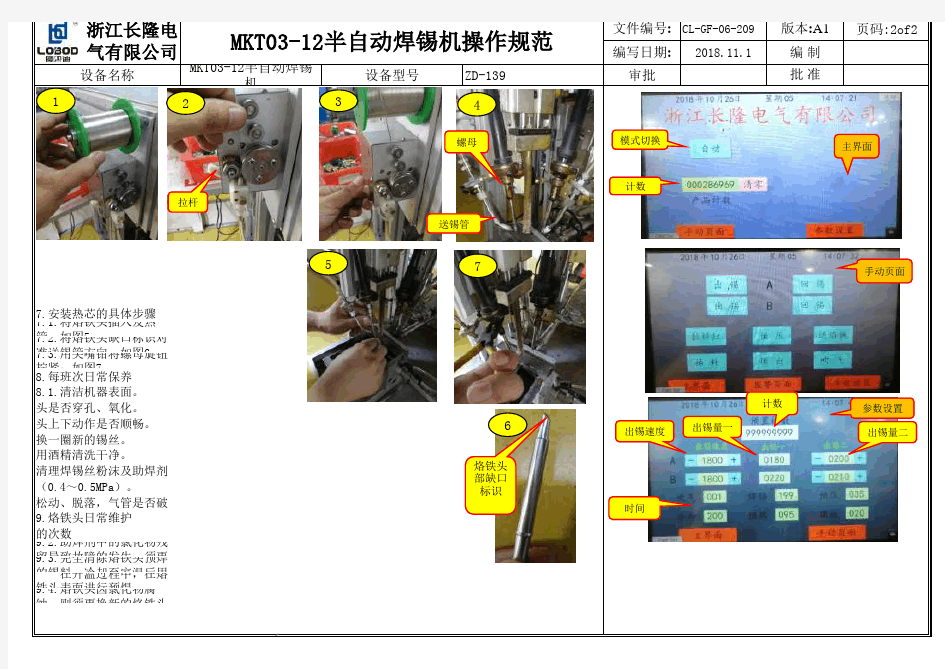
7.安装热芯的具体步骤
7.1.将烙铁头插入发热管;如图5
7.2.将烙铁头缺口标识对准送锡管方向;如图67.3.用尖嘴钳将螺母旋钮拧紧;如图78.每班次日常保养8.1.清洁机器表面。
8.2.开机工作前检查烙铁头是否穿孔、氧化。8.3.开机工作前检查烙铁头上下动作是否顺畅。8.4.如果锡丝不足,请更换一圈新的锡丝。8.5.如果锡丝管堵塞,请用酒精清洗干净。
8.6.请用铜刷和酒精及时清理焊锡丝粉沫及助焊剂。
8.7.确保有足够的气压(0.4~0.5MPa)。
8.8.检查各连接线缆是否松动、脱落,气管是否破损
9.烙铁头日常维护
9.1.适当增加清洁烙铁头的次数
9.2.助焊剂中的氯化物残留导致故障的发生,须更换新的烙铁头。
9.3.完全清除烙铁头预焊的锡料,冷却至室温后用砂纸清除氧化物,然后重启加热, 在升温过程中,在烙铁头表面进行预焊。
9.4.烙铁头因氯化物腐蚀,则须更换新的烙铁头。
浙江长隆电
气有限公司
MKT03-12半自动焊锡机操作规范
送锡管
1
2
3
4
拉杆
参数设置 模式切换
计数
主界面
手动页面
出锡速度
时间
出锡量二
出锡量一
计数
7
6 5
烙铁头部缺口标识 螺母