生料酿酒的特点及其工艺操作
无锡市永安生料酿酒技术开发公司卢世明
生料酿酒,早在七八十年代曾经热过一时,但因其出酒率不高,口感不如人意而被冷落。近年来,无锡市永安生料酿酒技术开发公司通过上千次的实验,终于研制出一种能解决上述两大难题的生料酒曲。经过两年多来几十家酒厂的试验,取得了较为满意的效果。一些酒厂还进入了规模化生产,充分表明了生料酿酒的先进和优越。现将有关情况介绍如下。
一、生料熟料两种酿酒工艺对比
以传统的小曲酒固态法工艺为例,其工艺流程:原料→浸泡→初蒸→焖粮→复蒸→出甑摊凉→加曲→装箱培菌→配糟→装桶发酵→蒸馏→成品酒。
生料酿酒工艺流程:生料+曲→发酵→蒸馏→成品酒。
从上述两种工艺流程对比中,即可明显看出生料酿酒工艺较之熟料酿酒工艺具有如下优点:
1、原料+水+曲后就进入发酵,省去了原料的浸泡、初蒸、焖粮、复蒸、出甑摊凉、加曲、装箱培菌、配糠等8道工序,因而节约了原料蒸煮所需燃料、人工、时间、占地面积等等。
2、生料酿酒不须要辅料,如稻壳等,从而节省了购买辅料的费用人工等。
3、按原料总量加入~%生料酒曲外,不需再添加任何曲药和其他添加剂如活性干酵母、糖化酶等,省去了制曲车间、购买各种添加剂的费用及繁琐的工艺操作。
4、生料酿酒出酒率和成品酒口感都大大地超过熟料酿酒工艺。比如,以酿酒技术较为先进的四川普通白酒为例,原料出酒率一般为48—53%(酒度以%计),最高也只能达到55—56%。
采用无锡市永安生料酿酒技术开发公司研制的生料酒曲按上述工艺流程生产,玉米出酒率能达到55%(酒度以65%计),大米出酒率能达到65%,而且成品酒香味丰满、柔和、尾净、无邪杂味、无新酒贯有的糠味、酒槽味、糊味、暴辣味。有的厂家反映,采用生料酿酒技术生产的白酒,蒸馏出来后不经勾调即能达到一级质量标准。
综上所述,生料酿酒是采用边糖化、边发酵、液态发酵、液态蒸馏的全液态法生产工艺,把几千年来的传统技术的烦琐、复杂的工艺流程简化为配料、发酵、蒸馏三道工艺,因此操作简便,轻松。
二、生料酿酒酒曲的特点
生料酿酒成败的关键在于酒曲,这种酒曲既要能将生淀粉转化为糖,又要同时将糖转化为酒精,而且还要保证有较高的出酒率和较完美的口感。
无锡市永安生料酿酒技术开发公司研制的生料酒曲具有如下特点:
1、能将任何含有淀粉或糖分的植物发酵成为酒精。淀粉出酒率几乎能达到100%。
2、这种酒曲不仅能酿制各种白酒和酒精,还能酿造各种低度酒。如米酒、黄酒、葡萄酒、蕃茄酒、苹果酒、桃梨酒、南瓜酒等等。
3、利用这种曲种,还能酿制各种不同香型的白酒。
例如浓香型白酒,不仅工艺流程复杂,操作难度高,而且发酵时间长,出酒率低。如采用上述生料酿酒工艺流程生产,在发酵时加入适量的已酸菌液或加入—%已酸已酯共同发酵蒸馏出来即为浓香型白酒。酿造黄酒也是如此,在发酵时加入适量的黄酒生香菌液或加入黄酒香料共同发酵,发酵完毕酒醪即具有黄酒香味。其它各种香型的酒也是如此。
因为各种不同香型的酒,其主体香味成分一部分是由原料本身决定的,一部分则是从外界带入的,以大米、玉米、高梁为例,如不从外界加入其它香味物质,酿制出来的即是米香型或清香型白酒。
4、上述生料酿酒工艺流程适用于一切蒸馏酒和酒精生产。
酿造各种蔬菜瓜果酒,包括黄酒的工艺流程如下:生料+水+曲→发酵→过滤→澄清→勾调→杀菌(紫外线)→精滤→陈酿→装瓶。采用此工艺技术完全不用燃料,节约能源95%以上。
三、生料酿酒工艺操作要点
1、配料。粮水比为1:3;生料酒曲用量为原料总量的~%。冷水符合饮用水标准。
2、原料粉碎为40目,大米不必粉碎;蔬菜瓜果应去皮、去核并打成浆状。
3、入池水温不超过35℃。最佳发酵温度为25℃—30℃。超过30℃者发酵期缩短;低于20℃者,发酵期延长。冬季生产可采用温水发酵。室温低于10℃者不发酵。
4、发酵开始后,每2~3天要充分搅拌一次,以保证原料能发酵完全、彻底。发酵池或缸,应加盖或用塑料薄膜盖上拴牢。采用密封厌氧方法发酵。
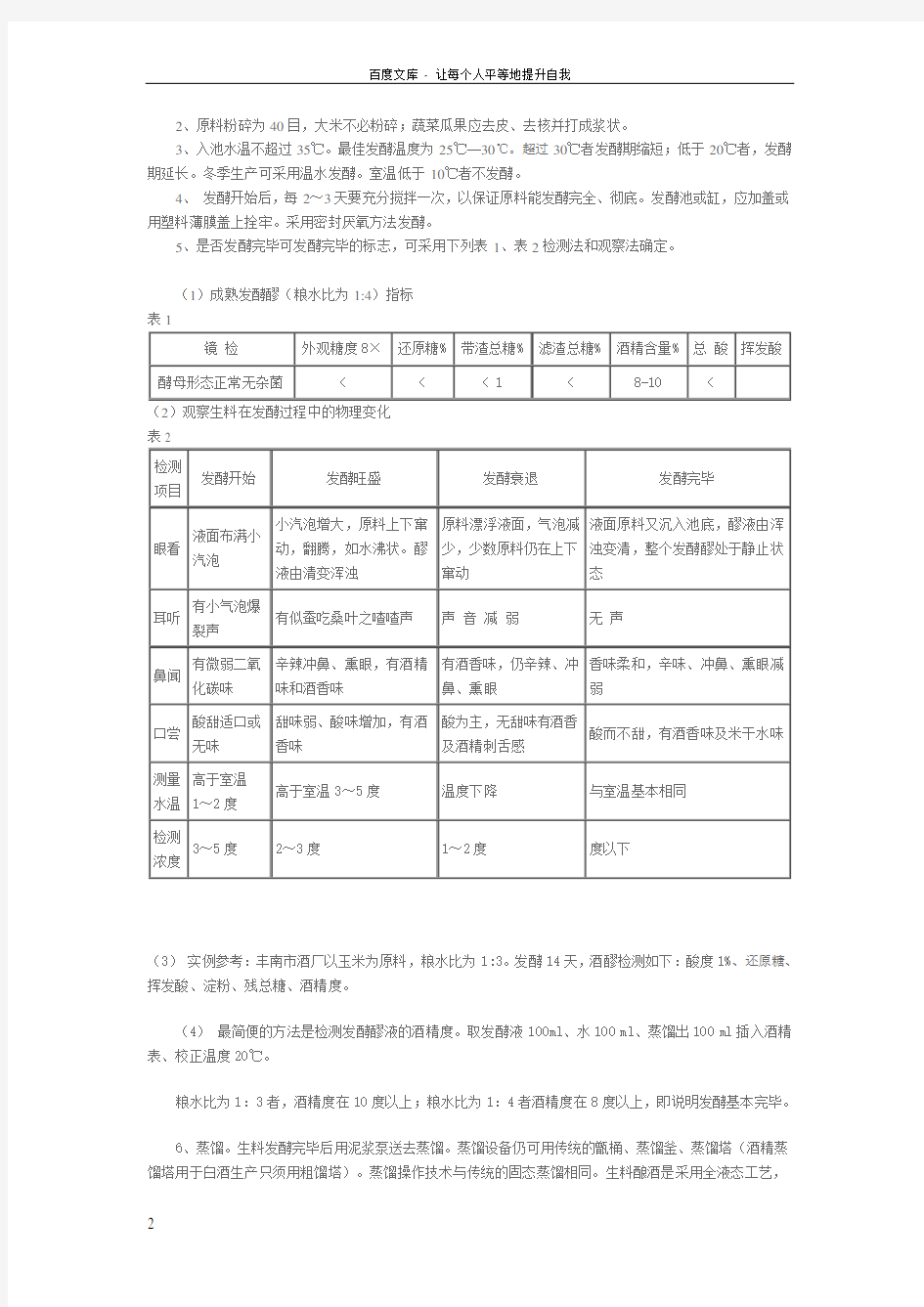
5、是否发酵完毕可发酵完毕的标志,可采用下列表1、表2检测法和观察法确定。
(1)成熟发酵醪(粮水比为1:4)指标
表1
镜检外观糖度8×还原糖%带渣总糖%滤渣总糖%酒精含量%总酸挥发酸酵母形态正常无杂菌< < < 1< 8-10<
(2)观察生料在发酵过程中的物理变化
表2
检测
项目
发酵开始发酵旺盛发酵衰退发酵完毕
眼看液面布满小
汽泡
小汽泡增大,原料上下窜
动,翻腾,如水沸状。醪
液由清变浑浊
原料漂浮液面,气泡减
少,少数原料仍在上下
窜动
液面原料又沉入池底,醪液由浑
浊变清,整个发酵醪处于静止状
态
耳听有小气泡爆
裂声
有似蚕吃桑叶之喳喳声声音减弱无声
鼻闻有微弱二氧
化碳味
辛辣冲鼻、熏眼,有酒精
味和酒香味
有酒香味,仍辛辣、冲
鼻、熏眼
香味柔和,辛味、冲鼻、熏眼减
弱
口尝酸甜适口或
无味
甜味弱、酸味增加,有酒
香味
酸为主,无甜味有酒香
及酒精刺舌感
酸而不甜,有酒香味及米干水味
测量水温高于室温
1~2度
高于室温3~5度温度下降与室温基本相同
检测
浓度
3~5度2~3度1~2度度以下
(3)实例参考:丰南市酒厂以玉米为原料,粮水比为1:3。发酵14天,酒醪检测如下:酸度1%、还原糖、挥发酸、淀粉、残总糖、酒精度。
(4)最简便的方法是检测发酵醪液的酒精度。取发酵液100ml、水100 ml、蒸馏出100 ml插入酒精表、校正温度20℃。
粮水比为1:3者,酒精度在10度以上;粮水比为1:4者酒精度在8度以上,即说明发酵基本完毕。
6、蒸馏。生料发酵完毕后用泥浆泵送去蒸馏。蒸馏设备仍可用传统的甑桶、蒸馏釜、蒸馏塔(酒精蒸馏塔用于白酒生产只须用粗馏塔)。蒸馏操作技术与传统的固态蒸馏相同。生料酿酒是采用全液态工艺,
酒醪中有较多被溶解的蛋白质高分子物质,尤其以大米为原料者,在蒸馏时易产生大量泡沫上窜,如不注意即会造成淤锅现象。蒸馏时,在酒醪内适量加适量加入一些单宁或精制植物油即可解决。
如采用传统蒸馏,应将原来甑桶之甑篦位置升高到酒醪以上,使甑篦与液面之间有最大距离,并在甑篦上铺垫几层纱布之类的东西,以阻挡泡沫上窜。
7、用传统甑桶蒸馏时出现的问题和解决的办法。
据一些酒厂反映,用传统甑桶蒸馏时会出现酒度不高、酒尾多而长的现象。如一酒厂投玉米150公斤,用甑桶蒸馏。得42度酒公斤、30度41公斤、30度以下酒尾49公斤,其中仅有30%白酒达到60度。
究其原因,是甑桶蒸馏液体缺乏蒸馏固体酒醅使蒸汽上升不断受阻、冷凝而反复汽化、反复浓缩的机制。因此在使用甑桶蒸馏时,应如上述,将甑篦位置升到液面上方,而且多加几道竹编甑篦,且每道甑篦均用纱布铺垫,以起到多层阻挠蒸汽上升,达到反复汽化、浓缩之目的,从而提高酒度,尽快追尽酒尾。
四、结束语
国内外专家指出,生料酿酒是酒类发展的方向,从上面的简略介绍中,以及从一些酒厂实践结果来看,都充分证明,生料酿酒技术较之传统的熟料酿酒技术更能提高出酒率、酒质,节约能源,减少人工,降低生产成本。尽管生料酿酒技术尚有不完善之处,但关键环节已取得了突破,不完善之处可以在实践中不断改进、总结。
(本文于一九九六年一月五日发表于《华夏酒报》第417期。此次重新打字排印时,文中的个别地方梢有删节——作者)