
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L(2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺距t L底孔直径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 0.75 1.6 2.5 3.3 4.2 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4
挤压丝锥切削 在对不同材质的螺纹加工过程 中可以发现,对于材质致密、有较高强度的材料,如钢材的螺纹孔由于其粗糙度,刚性和强度较高,所使用的螺栓可多次旋进旋出,其螺孔也不会损坏;而对于铝合金件上的螺纹孔,其粗糙度和强度则较低,经螺栓反复旋进旋出后,螺孔很容易被损坏,影响了工件的使用。用挤压丝锥加工铝合金上的螺孔可防止铝合金螺孔的损坏。 由于铝合金压铸件表面1mm以下容易出现气孔,所以采用钻孔、攻螺纹等常规工艺容易产生断扣,而采用挤压成形工艺加工出的螺纹孔,其强度高。挤压成形是非切削加工,故理论上内孔表面材质预留量与所形成的螺纹在单位长度内体积相等,据此可以算出挤压螺纹的底孔尺寸(见表1)。 表1 挤压丝谁加工的螺纹底孔 螺纹底孔螺纹底孔 M3 2.71 M8 7.45 M4 3.74 M10 9.35 M5 4.64 M12 11.25 M6 5.55 上差+0.05;下差-0.08 上差+0.06;下差-0.12 鉴于螺纹挤压成形的特殊性,其切削参数也与普通丝锥有所不同。根据实际的使用经验,在提高效率和保证刀具正常使用的前提下,较为理想的切削参数(以M5、M6丝锥为例)是表2。 表2 挤压丝雄的切削用量 M5 M6 丝锥转速(r/min) 400 40 丝锥进给(mm/min) 320 400 此外,建议在攻螺纹前,使用相应的底孔钻头顺整底孔,消除底孔缺陷,防止挤压丝锥断裂。
挤压丝锥的改进及选用 丝锥是加工内螺纹最为广泛的螺纹刀具之一,特别是加工小孔径的内螺纹或大批量生产时,几乎都采用丝锥攻螺纹。丝锥是在经过钻头或其他工具已加工好的底孔上进行攻螺纹,工作条件很差。既要保证被加工螺孔大径、中径、螺距、牙型角和表面粗糙度达到规定的精度等级,还要求有较高的生产率。而且丝锥攻螺纹往往又是工件的最后一道工序,尤其是在大型工件上攻螺,如果丝锥折断,将有可能导致整个工件报废,造成很大的经济损失,所以又要求有安全保障。目前被加工材料正越来越向难切削方向发展,这些都对丝锥的设计和制造提出了越来越高的要求,为了适应各种要求,应设计和制造出不同使用性能的丝锥。 挤压丝锥是一种没有容屑槽及切削刃口而带棱边的丝锥。与切削式丝锥不同,它是使工件产生塑性变形而形成内螺纹的。用挤压丝锥挤压工件后,螺孔通常不会产生扩大现象。相反,由于金属的收缩,螺纹中径往往还有所减小。同时,只要丝锥的几何参数选择得当,螺孔表面有被挤光作用,螺孔的精度也较高,通常能达到5H~6H,表面粗糙度值可达Ra=3.2~1.6μm(加工钢)或Ra=1.6~0.8μm(加工有色金属及合金)。挤压丝锥一般用于加工孔径d≤20m m,螺距P≤2mm,螺纹孔长度L≤2d的螺纹孔。 1,挤压丝锥结构的改进
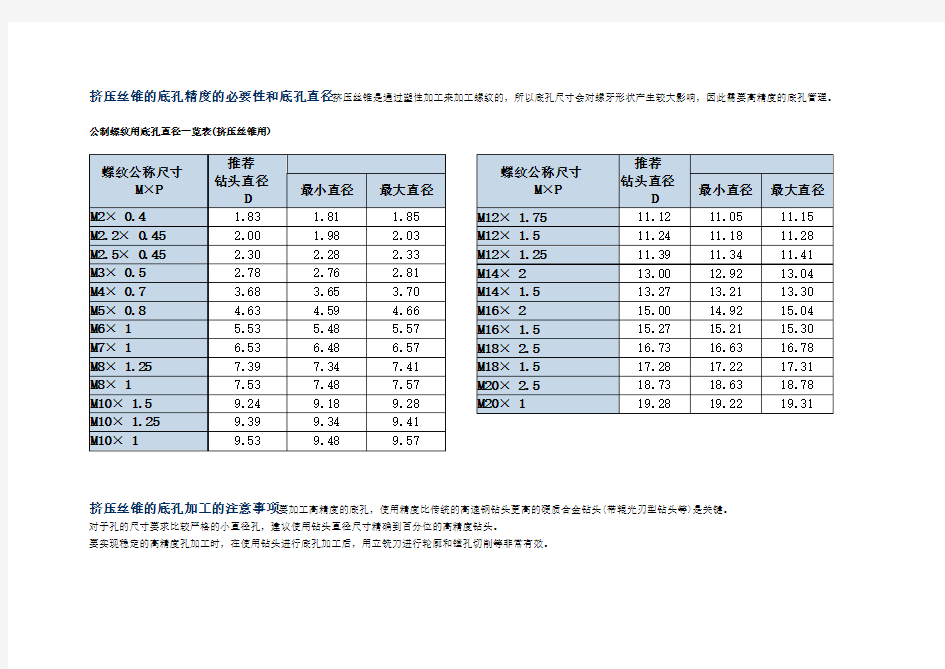
1 / 1·····谢阅。。。。。 挤压丝锥底孔直径一览表 挤压丝锥公制螺纹底孔直径一览表 ·····谢阅。。。。。 螺纹公称尺寸 M×P 推荐 钻头直径 ?D 最小直径 最大直径 M2× 0.4 1。83 1。81 1.85 M2。2× 0.45 2.00 1.98 2。03 M2。5× 0。45 2.30 2.28 2.33 M 3× 0。5 2.78 2。76 2.81 M4× 0。7 3.68 3.65 3.70 M5× 0。8 4.63 4.59 4.66 M6× 1 5.53 5。48 5.57 M7× 1 6。53 6.48 6.57 M8× 1.25 7.39 7.34 7.41 M8× 1 7.53 7.48 7。57 M10× 1.5 9。24 9.18 9。28 M10× 1。25 9。39 9。34 9。41 M10× 1 9。53 9。48 9.57 螺纹公称尺寸 ?M×P 推荐 钻头直径 D 最小直径 最大直径 M12× 1.75 11。12 11.05 11.15 M12× 1.5 11.24 11。18 11.28 M12× 1.25 11.39 11。34 11。41 M14× 2 13.00 12。92 13.04 M14× 1。5 13.27 13。21 13。30 M16× 2 15.00 14.92 15。04 M16× 1。5 15.27 15。21 15.30 M18× 2.5 16。73 16。63 16.78 M18× 1。5 17.28 17.22 17.31 M20× 2.5 18。73 18。63 18。78 M 20× 1 19。28 19.22 19.31
10095908580757065M2×0.4 1.77 1.78 1.8 1.81 1.82 1.83 1.84 1.85M2.5×0.45 2.25 2.26 2.27 2.28 2.3 2.31 2.32 2.33M3×0.35 2.8 2.81 2.82 2.83 2.84 2.85 2.86 2.87M3×0.5 2.72 2.73 2.75 2.76 2.77 2.79 2.8 2.82M4×0.5 3.72 3.73 3.75 3.76 3.77 3.79 3.8 3.82M4×0.7 3.6 3.62 3.64 3.66 3.68 3.7 3.72 3.74M5×0.5 4.72 5.73 4.75 4.78 4.77 4.79 4.8 4.82M5×0.8 4.55 4.57 4.59 4.61 4.64 4.66 4.68 4.7M6×0.75 5.57 5.59 5.62 5.64 5.66 5.68 5.7 5.72M6×1 5.43 5.46 5.49 5.52 5.55 5.57 5.6 5.63M8×17.437.467.497.527.557.577.67.63M8×1.257.297.337.367.497.437.477.57.54M10×0.759.579.599.629.649.669.689.79.72M10×19.439.469.499.529.559.579.69.63M10×1.259.299.339.369.49.439.479.59.54M10×1.59.159.199.239.289.329.369.49.45M12×111.4311.4611.4911.5211.5511.5711.611.63M12×1.2511.2911.3311.3611.411.4311.4711.511.54M12×1.511.1511.1911.2311.2811.3211.3611.411.45M12×1.75 11.01 11.06 11.11 11.16 11.2 11.25 11.3 11.35 螺纹代号牙型高度(%) 底孔直径 挤压螺纹底孔推荐值及算法 挤压丝锥底孔粗略计算方法应该是:工程直径-0.5螺距。当攻件是不锈钢等有色金属,预制孔尺寸=螺纹大径-0.43*螺距 预制孔尺寸=螺纹大径-0.53*螺距; 软的材料适当减小底孔,硬的材料适当增大底孔例如M12*1.0 底孔直径=12-0.5×1=11.5