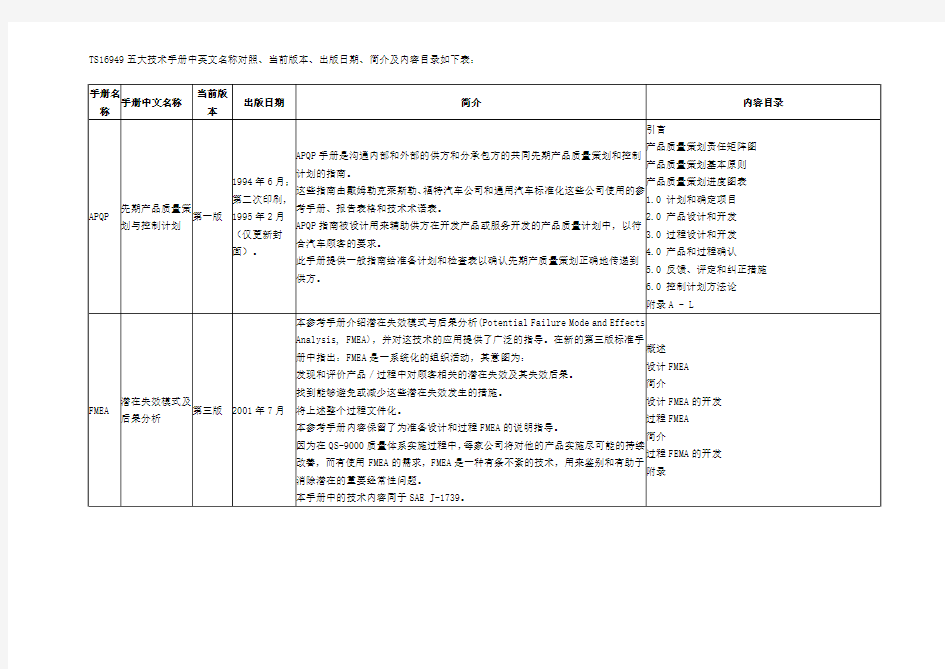
TS16949五大技术手册中英文名称对照、当前版本、出版日期、简介及内容目录如下表:
分享举报
T S16949质量体系五 大工具
TS16949五大工具分别是:产品质量先期策划(APQP)、测量系统分析(MSA)、统计过程控制(SPC)、生产件批准(PPAP)和潜在失效模式与后果分析(FMEA) 第一:APQP 产品质量先期策划 一、QFD 简介-简单介绍APQP的背景和基本原则 二、APQP详解(五个阶段) 1)项目的确定阶段 ●立项的准备资料和要求 ●立项输出的结果和记录 2)产品研发阶段 ●产品研发需要事先考虑和参考的要求和信息,以确保尽可能预防产品设计问题的产生 ●产品研发阶段输出的结果和记录 3)过程研发阶段 ●过程研发需要事先考虑和参考的要求和信息,以确保尽可能预防生产中问题的产生
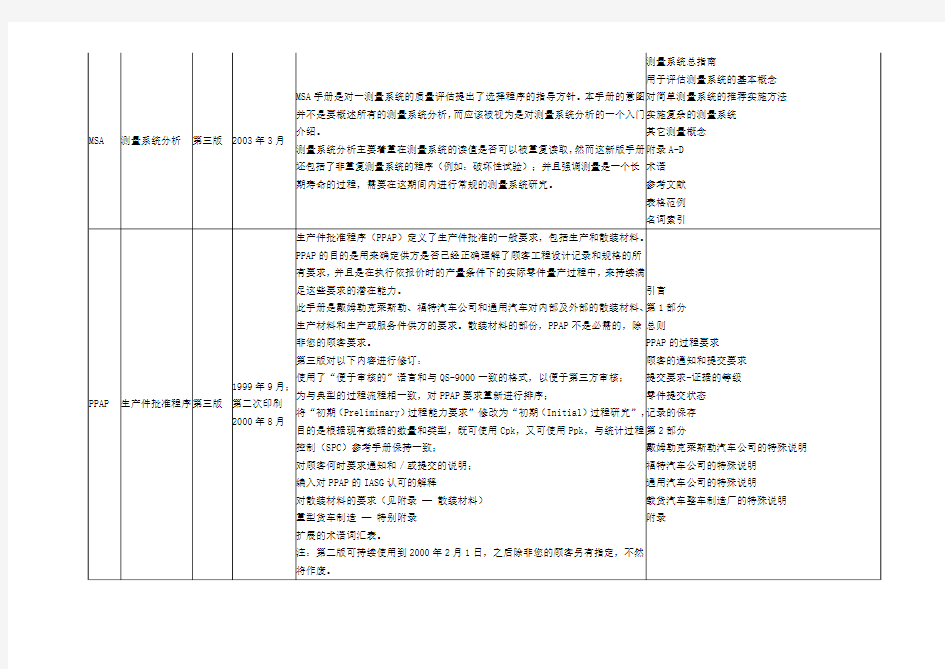
●过程研发阶段输出的结果和记录 4)设计方案的确认 ●进行试生产的要求和必须的输出结果 5)大规模量产阶段 ●持续改进 三、控制计划 ●控制计划在质量体系中的重要地位 ●控制计划的要求 第二:MSA 测量系统分析 测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。这可称为统计稳定性;测量系统的变差必须比制造过程的变差小;变差应小于公差带;测量精度应高于过程变差和公差带两者中精度较高者,一般来说,测量精度是过程变差和公差带两者中精度较高者的十分之一;测量系统统计特性可能随被测项目的改变而变化。若真的如此,则测量系统的最大的变差应小于过程变差和公差带两者中的较小者。 一、MSA的目的、适用范围和术语
二、测量系统的统计特性 三、测量系统变差的分类 四、测量系统变差(偏倚、重复性、再现性、稳定性、线性)的定义、图示表达方式 五、测量系统研究的准备 六、偏倚的分析方法、判定准则 七、重复性、再现性的分析方法、判定准则 八、稳定性的分析方法、判定准则 九、线性的分析方法、判定准则 十、量型测量系统研究指南 十一、量具特性曲线 十二、计数型量具小样法研究指南 十三、计数型量具大样法研究指南 十四、案例研究 第三:PPAP 生产件批准程序
TS16949五大工具分别是:产品质量先期策划(APQP)、测量系统分析(MSA)、统计过程控制(SPC)、生产件批准(PPAP)和潜在失效模式与后果分析(FMEA) 第一:APQP 产品质量先期策划 一、QFD 简介-简单介绍APQP的背景和基本原则 二、APQP详解(五个阶段) 1)项目的确定阶段 ●立项的准备资料和要求 ●立项输出的结果和记录 2)产品研发阶段 ●产品研发需要事先考虑和参考的要求和信息,以确保尽可能预防产品设计问题的产生 ●产品研发阶段输出的结果和记录 3)过程研发阶段 ●过程研发需要事先考虑和参考的要求和信息,以确保尽可能预防生产中问题的产生 ●过程研发阶段输出的结果和记录 4)设计方案的确认 ●进行试生产的要求和必须的输出结果 5)大规模量产阶段 ●持续改进 三、控制计划 ●控制计划在质量体系中的重要地位 ●控制计划的要求 第二:MSA 测量系统分析 测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。这可称为统计稳定性;测量系统的变差必须比制造过程的变差小;变差应小于公差带;测量精度应高于过程变差和公差带两者中精度较高者,一般来说,测量精度是过程变差和公差带两者中精度较高者的十分之一;测量系统统
计特性可能随被测项目的改变而变化。若真的如此,则测量系统的最大的变差应小于过程变差和公差带两者中的较小者。 一、MSA的目的、适用范围和术语 二、测量系统的统计特性 三、测量系统变差的分类 四、测量系统变差(偏倚、重复性、再现性、稳定性、线性)的定义、图示表达方式 五、测量系统研究的准备 六、偏倚的分析方法、判定准则 七、重复性、再现性的分析方法、判定准则 八、稳定性的分析方法、判定准则 九、线性的分析方法、判定准则 十、量型测量系统研究指南 十一、量具特性曲线 十二、计数型量具小样法研究指南 十三、计数型量具大样法研究指南 十四、案例研究 第三:PPAP 生产件批准程序 PPAP的目的是用来确定供方是否已经正确理解了顾客工程设计记录和规范的所有要求,并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜能,是目前最完善的供应商选择与控制系统。并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力。 一、PPAP介绍 ●PPAP的沿革 ●PPAP的作用和意义 二、PPAP过程要求详解 ●PPAP要求资料的详细阐述
APQP、FEMA、MSA、PPAP、SPC TS16949五大工具的 关系,总结太好了! 前言IATF(国际汽车行动组织)为了推动TS16949标准的理解和运用,专门出版了五大核心工具应用指南,以此来推动五大工具的应用和推广。本期就五大工具向各位同仁作简要介绍。TS16949五大核心工具简介1、统计过程控制(SPC) SPC是一种制造控制方法,是将制造中的控制项目,依其特性所收集的数据,通过过程能力的分析与过程标准化,发掘过程中的异常,并立即采取改善措施,使过程恢复正常的方法。实施SPC的目的:对过程做出可靠的评估;确定过程的统计控制界限,判断过程是否失控和过程是否有能力;为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生;减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作 2、测量系统分析(MSA) 测量系统分析(MSA)是对每个零件能够重复读数的测量系统进行分析,评定测量系统的质量,判断测量系统产生的数据可接受性。实施MSA的目的:了解测量过程,确定在测量过程中的误差总量,及评估用于生产和过程控制中的测量系统的充分性。MSA促进了解和改进(减少变差)。在日常
生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证:(1)是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估; (2)是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。MSA使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分。3、失效模式和效果分析(FMEA) 潜在的失效模式和后果分析(FMEA)作为一种策划用作预防措施工具,其目的是发现、评价产品/过程中潜在的失效及其后果;找到能够避免或减少潜在失效发生的措施并不断地完善。实施FMEA的目的: 能够容易、低成本地对产品或过程进行修改,从而减轻事 后修改的危机。找到能够避免或减少这些潜在失效发生的措施; 4、产品质量先期策划(APQP) APQP是用来确定和制定确保产品满足顾客要求所需步骤的结构化方法。APQP的功能:为满足产品、项目或合同规定,在新产品投入以前,用来确定和制定确保生产某具体产品或
IATF(国际汽车行动组织)为了推动TS16949标准的理解和运用,专门出版了五大核心工具应用指南,以此来推动五大工具的应用和推广。本期就五大工具向各位同仁作简要介绍。 TS16949五大核心工具简介: 1、统计过程控制(SPC) SPC是一种制造控制方法,是将制造中的控制项目,依其特性所收集的数据,通过过程能力的分析与过程标准化,发掘过程中的异常,并立即采取改善措施,使过程恢复正常的方法。 实施SPC的目的: 对过程做出可靠的评估; 确定过程的统计控制界限,判断过程是否失控和过程是否有能力; 为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生; 减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作 2、测量系统分析(MSA) 测量系统分析(MSA)是对每个零件能够重复读数的测量系统进行分析,评定测量系统的质量,判断测量系统产生的数据可接受性。 实施MSA的目的: 了解测量过程,确定在测量过程中的误差总量,及评估用于生产和过程控制中的测量系统的充分性。MSA促进了解和改进(减少变差)。 在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证: (1)是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估; (2)是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。MSA使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分。 3、失效模式和效果分析(FMEA) 潜在的失效模式和后果分析(FMEA)作为一种策划用作预防措施工具,其目的是发现、评价产品/过程中潜在的失效及其后果;找到能够避免或减少潜在失效发生的措施并不断地完善。 实施FMEA的目的: 能够容易、低成本地对产品或过程进行修改,从而减轻事后修改的危机。 找到能够避免或减少这些潜在失效发生的措施;
TS16949五大工具分别是什么? ts16949分别是:产品质量先期策划(APQP)、测量系统分析(MSA)、统计过程控制(SPC)、生产件批准(PPAP)和潜在失效模式与后果分析(FME A) 第一:APQP 产品质量先期策划 一、QFD 简介-简单介绍APQP的背景和基本原则 二、APQP详解(五个阶段) 1)项目的确定阶段 ●立项的准备资料和要求 ●立项输出的结果和记录 2)产品研发阶段 ●产品研发需要事先考虑和参考的要求和信息,以确保尽可能预防产品设计问题的产生 ●产品研发阶段输出的结果和记录 3)过程研发阶段 ●过程研发需要事先考虑和参考的要求和信息,以确保尽可能预防生产中问题的产生 ●过程研发阶段输出的结果和记录 4)设计方案的确认 ●进行试生产的要求和必须的输出结果 5)大规模量产阶段 ●持续改进 三、控制计划 ●控制计划在质量体系中的重要地位 ●控制计划的要求
第二:MSA 测量系统分析 测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的。这可称为统计稳定性;测量系统的变差必须比制造过程的变差小;变差应小于公差带;测量精度应高于过程变差和公差带两者中精度较高者,一般来说,测量精度是过程变差和公差带两者中精度较高者的十分之一;测量系统统计特性可能随被测项目的改变而变化。若真的如此,则测量系统的最大的变差应小于过程变差和公差带两者中的较小者。 一、MSA的目的、适用范围和术语 二、测量系统的统计特性 三、测量系统变差的分类 四、测量系统变差(偏倚、重复性、再现性、稳定性、线性)的定义、图示表达方式 五、测量系统研究的准备 六、偏倚的分析方法、判定准则 七、重复性、再现性的分析方法、判定准则 八、稳定性的分析方法、判定准则 九、线性的分析方法、判定准则 十、量型测量系统研究指南 十一、量具特性曲线 十二、计数型量具小样法研究指南 十三、计数型量具大样法研究指南 十四、案例研究 第三:PPAP 生产件批准程序 PPAP的目的是用来确定供方是否已经正确理解了顾客工程设计记录和规范的所有要求,并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜能,是目前最完善的供应商选择与控制系统。并且在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力。 一、PPAP介绍