常见微型凹版的精密涂布方式
微型凹版涂布:
涂布辊为网纹辊,直径一般在Φ20mm-Φ50mm之间,所以称为微型凹版涂布,它是一种方向、接触式的涂布方式、即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。传统的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶直径大致相同的网纹辊。由于料膜被压在橡胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素从而对涂布质量产生影响。
而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压辊加压产生的一些潜在不利因素就被消除。
优点:1.可以将很薄的涂层涂到很薄的材料上。由于无背压辊,在涂布面没有胶印、褶皱等缺陷。
2.由于没有背压辊,料膜的边缘部也可涂上胶,而不用担心胶液涂到背压辊上而
影响涂布。
3.由于刮刀轻接触网纹辊,刮刀和网辊的磨损都非常小。
4.微凹辊直径小、重量轻,涂布不同涂布量,更换微凹辊比较方便。
5.反向涂布可以获得比较平整的涂布,涂布量均匀分布。
缺点:1.微型凹版涂布的蓄胶槽在涂布时胶液需保持溢满的状态,微凹辊只与溢出来的液相接触,故而无法将蓄胶槽里的胶液完全充分利用,且无法回收利用,因此
造成一定量的浪费,胶液浪费量约为10KG左右。
2.微凹辊若使用完清洗不干净,则容易造成微凹辊生锈,且除锈困难。
3.由于涂布时,在蓄胶槽的胶液是暴露在空气中的,因此涂布时空气中的灰尘及
颗粒物容易掉落进蓄胶槽里,对涂布的质量造成一定的影响。
4.微型凹版涂布的供胶系统比较复杂,清洗以及拆卸比较困难,常常需要1-2个
小时的时间。
微型凹版涂布应用案例:
遮光膜、各种光学膜、锂电池用材料、各种复合用胶带、菲林胶片、保护膜。
逗号辊涂布:
逗号辊涂布的特点是刃刮刀和辊刮刀的组合。胶液厚度的影响比刃刮刀小,涂层厚度容易调节,能够涂布高粘度胶液。幅宽较大时,能够横向调节。
优点:1.逗号刮刀的强度、硬度高,刃口直线度误差小,可以采用气动微调机构来调节和控制刮刀的位置,涂布量控制和刮胶精度较高。
2.可涂较厚的涂层,涂布时,胶液由上而下流向刮刀口与料膜之间,因此可以
将胶液充分的使用,基本不存在浪费胶液的现象。
缺点:1.逗号辊涂布的涂布质量与其各个组成单位的运作关系较大,特别为驱动电机与转动压辊之间的传动比率比较难以调节掌握,往往造成涂布不均匀,容易出现横
向或纵向的不规则条纹,涂布时,胶液容易在挡板和传动压辊之间的缝隙流出,
密封性不够完整,且涂布时,需要人力不断地搅拌蓄胶槽的胶液,以此来保证
胶液的均匀分布。
逗号辊涂布应用案例:
各种光学膜、保护膜、菲林胶片、哑光软包装膜。
Slot-Die Coating (夹缝式挤压型涂布):
Slot Die涂布机是一种高精度涂布方式,涂布胶液由存储器通过供给管路压送到喷嘴处,并使胶液由喷嘴处喷出,从而转移到涂布的基材上。
优点:1.涂布效果好,涂布量通过涂布刮刀的微动调节来灵活控制,涂布精度高。
2.能涂布不连续模式,而且涂布的范围可以自由调节,不需要用挡板,不会产生
边缘厚度不同产生的污渍现象。
3.清洗拆卸比较容易。
4.有助于保持干净的较高水平,胶液整体流动的通道可被密封,防止其他污染物
的进入。
缺点:1.整个Slot-die涂布头的部分结构较为复杂,要求上胶辊、涂布辊、牵引辊以及刮刀的加工精度较高,因此成本比其他的涂布方式要高。
2.由于精度较高,实际使用以及操作起来比较难。Slot-die涂布应用案例:
光学膜、特种纸。
微凹涂布头(micro)
逗号辊涂布(Comma)
Slot-die涂布头
极片浆料涂布工艺路线的选择 1、极片浆料涂布工艺路线的选择 1.1涂布方法的选择 成功解决极片浆料涂布的关键之一是选择合适的涂布方法。大约有20多种涂布方法可以用于将液体料液涂布于支持体上,而每一种技术有许多专门的配置,所以有许多种涂布型式可供选择。 在研制锂离子电池实验室研究阶段,有用刮棒、刮刀或挤压等自制简单的涂布实验装置进行极片涂布试验,只能涂布出少量样品供实验研究,效果并不太理想,并存在各种各样的问题。 一般选择涂布方法需要从下面几个方面考虑,包括:涂布的层数,湿涂层的厚度,涂布液的流变特性,要求的涂布精度,涂布支持体或基材,涂布的速度等。 如何选择适合极片浆料的涂布方法?除上述因素外,还必须结合极片涂布的具体情况和特点。锂离子电池极片涂布特点是:①双面单层涂布;②浆料湿涂层较厚(100~300μm);③浆料为非牛顿型高粘度流体;④极片涂布精度要求高,和胶片涂布精度相近;⑤涂布支持体为厚度10~20μm的铝箔和铜箔;⑥和胶片涂布速度相比,极片涂布速度不高。 我们首先从涂布层数来考虑选择涂布的技术路线。极片需要在金属箔两面都涂浆料。目前有同时在支持体两面进行涂布的技术,但如果选用同时双面涂布方法,就会使涂布后的干燥和极片传送设备变成极为复杂和难于操作。因此涂布技术路线决定选用单层涂布,另一面在干燥后再进行一次涂布。考虑到极片涂布属于厚涂层涂布。刮棒、刮刀和气刀涂布只适用于较薄涂层的涂布,不适用于极片浆料涂布。在余下的几种涂布方法中,浸涂最为简单,但其涂布厚度受涂布浆料粘度和涂布速度影响,难于进行高精度涂布。 综合考虑极片浆料涂布的各项特殊要求,挤压涂布或辊涂可供选择. 1.2条缝挤压涂布及其涂布窗口 挤压涂布技术是较为先进的技术,可以用于较高粘度流体涂布,能获得较高精度的涂层。
涂布技术及其应用 摘要:涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装/目前.国内许多印刷包装机械企业使用涂布复合设备.其涂布种类和刮胶方式比较单一.涂布技术的应用也大受限制/本文作者将根据自己多年开发设计涂布机的具体生产实践和经验.介绍有关涂布技术及应用。 关键词:涂布类型;刮胶方式;应用 1 引言 改革开放以来.印刷包装业取得了长足发展.再加上入世以后国际和国内市场的需要.都要求我国的印刷包装机械和包装工艺的质量均要有明显地提高和改善。目前.虽然在全国出现了许多大大小小的印刷包装机械企业.但真正具有较高科技含量的包装机械制造企业较少.许多小型企业甚至根本没有真正的机械设计人员.实在令人担忧/特别是一些涂布复合设备的制造.大多数要求单件订做.更需要机械设计技术较强的涂布机制造企业来生产/无论那一种涂布复合设备.其关键部分就是涂布头.而涂布头采用何种涂布刮胶方式.会直接影响涂布的质量和效果/目前许多企业涂布种类和刮胶方式比较单一.针对这一问题.我们很有必要来探讨涂布复合设备的几种涂布刮胶方法及其应用/ 2 上胶涂布类型及应用 涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种卷筒基材的上胶涂布与复合加工。它广泛地应用于各类包装领域.有着广阔的发展前景。涂布复合设备大致分光辊上胶涂布、网纹辊上胶涂布和热熔胶喷挤涂布三种。 2.1光辊上胶涂布 这种上胶涂布通常采用两辊转移涂布/调整其上胶辊和涂布辊之间的间隙.就可以调整涂布量的大小/整个涂布头部分的结构较为复杂.要求上胶辊、涂布辊、牵引辊及刮刀的加工精度和装配精度高.成本也比较高。 由于这种涂布机主要采用高精度的光辊进行上胶涂布.涂布效果较好.涂布量大除了通过上胶辊和涂布辊之间的间隙来调整.还可通过涂布刮刀的微动调节来灵活控制.涂布精度高。目前在涂布复合设备上的应用也最广。 2.2 网纹辊上胶涂布 这种涂布设备主要采用网纹(凹眼)涂布辊来进行上胶涂布"其涂布均匀#而且涂布量比较准确(但涂布量很难调节)。用网纹辊涂布时,涂布量主要与网纹辊的凹眼深度和胶水种类的精度有关"网纹辊的凹眼深度越深,胶从凹眼中转移到基材上去的量相应也越多;反之,网纹辊网凹眼深度越浅#转移到基材上的量也相应减小。与黏度也有很大关系。胶水黏度太大和太小都不利于胶的正常转移。胶水黏度大易转移,太稀则易流淌,使上胶不均匀,易产生纵向或横向流水纹。所以,一旦涂布网纹辊和胶的种类定下来后#就很难调节其涂布量,这也是网纹涂布辊的应用受到限制的主要原因。 2.3热熔胶喷挤涂布 这种涂布设备主要将固态型的胶经加热熔化后,由液压装量将胶经涂布模头直接喷涂在基材上。热熔胶涂布是近十几年来发展起来的新技术#热熔胶涂布不需要烘干设备#耗能低&热熔胶为100%的固态胶成份,不含有毒的有机溶剂。而普通的上胶涂布多采用有毒的有机溶剂(如苯等)来稀释胶,其所造成的有毒气
常见的三种精密涂布方式 微型凹版涂布: 涂布辊为网纹辊,直径一般在Φ20mm-Φ50mm之间,所以称为微型凹版涂布,它是一种方向、接触式的涂布方式、即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。传统的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶直径大致相同的网纹辊。由于料膜被压在橡胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素从而对涂布质量产生影响。 而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压辊加压产生的一些潜在不利因素就被消除。 优点:1.可以将很薄的涂层涂到很薄的材料上。由于无背压辊,在涂布面没有胶印、褶皱等缺陷。 2.由于没有背压辊,料膜的边缘部也可涂上胶,而不用担心胶液涂到背压辊上而 影响涂布。 3.由于刮刀轻接触网纹辊,刮刀和网辊的磨损都非常小。 4.微凹辊直径小、重量轻,涂布不同涂布量,更换微凹辊比较方便。 5.反向涂布可以获得比较平整的涂布,涂布量均匀分布。 缺点:1.微型凹版涂布的蓄胶槽在涂布时胶液需保持溢满的状态,微凹辊只与溢出来的液相接触,故而无法将蓄胶槽里的胶液完全充分利用,且无法回收利用,因此 造成一定量的浪费,胶液浪费量约为10KG左右。 2.微凹辊若使用完清洗不干净,则容易造成微凹辊生锈,且除锈困难。 3.由于涂布时,在蓄胶槽的胶液是暴露在空气中的,因此涂布时空气中的灰尘及 颗粒物容易掉落进蓄胶槽里,对涂布的质量造成一定的影响。 4.微型凹版涂布的供胶系统比较复杂,清洗以及拆卸比较困难,常常需要1-2个 小时的时间。 微型凹版涂布应用案例:
xx工作原理 【作者单位】: xx星火制浆造纸厂 【DOI】: SCN:31- 1483.0.1993-02-007 【正文快照】: 三、组合式刮刀xx的操作和涂布量控制 (一)组合式刮刀涂布头的结构与软、硬刮刀的应用简况组合式刮刀涂布头的结构: 组合式刮刀涂布头的组成部分见图16。组合式刮刀涂布头的特性和功能: 刮刀涂布常规上是通过刮刀角度的调节进行控制和操作。但组合式刮刀补充了在不改变刮刀角度的情况下。仅改变刮刀加压负荷来控制涂布量的特性。这就有助于防止在改变涂布量时所产生的刮刀条痕或涂布质量问题。这在低定量涂布时尤其重要。 为了改变刮刀顶端的压力负荷,装有刮刀的夹紧梁在导轨上移入或移出。但均不改变刮刀加压托架的位置。上述移动通…056yangyifan 自动涂布机的工作原理2008-03-15 08:53用于网印制版的自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。 涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服或变频电机上,使其操作平稳,并能够精确控制涂布机构的位置。
涂布前,将清洁的,绷好网的网版从涂布机前面装入,有的机型也可从侧面装入网版。在为大幅面网框设计的机型中,侧面装版更为常见,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、再生设备、干燥装置和显影机)联机运行时,从侧面装版更为便利。 不管网版是如何装上的,一旦网版处于正确的位置,气动夹紧装置或机械式夹紧装置即闭合,将网版锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制网版。 安装完网版,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。 涂布技术及其应用 The Coating Technology and Its Application <<轻工机械>>2004年03期季凌斌,彭文华 摘要: 涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。本文作者将根据自己多年开发、设计涂布机的具体生产实践和经验,介绍有关涂布技术及应用。 1引言 改革开放以来,印刷包装业取得了长足发展,再加上入世以后国际和国内市场的需要,都要求我国的印刷包装机械和包装工艺的质量均要有明显地提高和改善。目前,虽然在全国出现了许多大大小小的印刷包装机械企业,但真正具有较高科技含量的包装机械制造企业较少,许多小型企业甚至根本没有真正的机械设计人员,实在令人担忧。特别是一些涂布复合设备的制造,大多数要求单件订做,更需要机械设计技术较强的涂布机制造企业宋生产。无论那一种
THE YASUI SEIKI "Micro Gravure?" COATING METHOD Yasui Seiki Co., (USA) 2333 Industrial Drive, Suite 24A3 Bloomington, IN 47404 Tel: 812-331-0700 Fax: 812-331-2800 Web Site: https://www.doczj.com/doc/7f12580911.html, E-mail: Coating@https://www.doczj.com/doc/7f12580911.html, 601 S Liberty Drive Bloomington, IN 47403 TEL: 812-331-0700 FAX: 812-331-1119
Table of Content Introduction (3) What is the Micro Gravure? Method? (3) Micro Gravure? vs. other methods (4) Operation of Micro Gravure? (6) Advantages of Micro Gravure? (8) Summary (9) Figures & Table Figure 1 (3) Figure 2 (4) Figure 3 (5) Figure 4 (5) Figure 5 (7) Table 1 (10)
INTRODUCTION Many different types of coating systems are available, and in use today. Direct or reverse gravure, reverse roll, die coaters, wire bar, knife or blade coaters and many more are known and are widely used. All these techniques and more are offered by many machine manufacturers including Yasui Seiki Company. However, many converters have reported disappointing results with techniques such as the wire bar and reverse roll. Many streaks with a wire bar and ‘orange peel’ with reverse roll, or creases caused by the backing roll of a gravure coater, troublesome changes of gravure roll and backing roll, and many other quality problems or difficulties are often reported. The Micro Gravure? coating method was developed in response to the need for a smooth and uniform thin layer coating technique offering simplicity, reliability and reproducibility of coating . The Micro Gravure? method uses a gravure roll. The Micro Gravure? roll surface is engraved with a pattern or cells which provide a specific coating volume, just as in standard gravure. The Micro Gravure? roll is mounted in bearings and rotates partially submerged in a coating pan. Rotation of the roll picks up the coating, which is doctored (pre-metered) by a flexible steel blade as the roll rotates toward the contact point with the web. (Fig.1) WHAT IS THE “Micro Gravure?” METHOD? Generically described, this Micro Gravure? is a reverse, kiss gravure coating method. Standard gravure can be segregated into several types; direct and reverse are the two of greatest interest to this discussion. (Fig. 2) Typically, both of these types use a backing roll, usually rubber covered, and about the same diameter as the engraved roll. The web is trapped, or nipped, between the engraved roll and the backing roll. In addition to the obvious and frequently encountered problems of web creases or breaks, a nip point introduces a number of mechanical, hydraulic and other stresses which impact coating quality. Micro Gravure? is a kiss coating
QXG 线棒涂布器如何使用,规范使用方法
一、用途
QXG 线棒涂布器适用于在不同底材上制作涂膜的专用器具。该涂布器适用于玻璃板、钢板、铝 板、木板、塑料板、尤其是用于纸张、皮革、纺织品等柔软底材上的制模。 不同涂膜厚度的一致,是在湿膜或干膜上进行准备实验的先决条件。为此,使用精密的涂膜器即 可任意选择涂膜的厚度,又可有限度的消除人为造成的误差,已进行相同条件下的干湿试验,得 到最佳的效果,达到提高产品性能和质量的目的。
二、线棒涂布器规格:
1、涂布器厚度(湿膜)单位:um 10、15、25、50、80、100、120、150、200 2、涂膜宽度:单位 um 0-150
三、结构:
QXG 型线棒涂布器是由 1 压板,2 锁紧螺钉,3 支架,4,手柄,5 棒体等五部分组成。
四、操作和使用:
1、设备和用具: (1) QXG 型线棒涂布器一套 (2)托盘(自备) (2) 汽油、软毛刷、高级卫生纸、刮刀(自备) 2、操作步骤: (1)根据不同干膜的厚度,相应的选择不同规格的棒体。 (2)将选好的棒体放入支架内,推入压板,旋紧紧固螺钉。 (3)把试验之涂料适量地倾倒在试片一端。 (4)手持线棒涂布器,将棒体平放在涂料端上部,均速拉动(粘度不同,速度亦不同,膜厚亦 不一样,根据实践经验,适当的人为加以选择、调整) (5)多余的涂料用刮刀刮入托盘内。 (6)松开旋紧螺钉,取出棒体,将棒体浸泡在汽油或有机溶剂中,用软毛刷将涂料清洗干净后 用卫生纸擦干净放入包装盒内。
同类进口产 品美国 RDS 线棒涂布器 型号介绍
RDS 线棒涂布器型号列表
棒 号 3 4 5 6 7 8 9 10 11 湿膜厚度(微 棒 米) 7 9 11.5 14 16 18 20.5 23 25 号 12 14 16 18 20 22 24 26 28 湿膜厚度(微 棒 米) 27.5 32 36.5 41 46 50 55 59.5 64 号 30 32 34 36 38 40 42 44 46 湿膜厚度(微 棒 米) 68.5 73 78 82 87 91.5 96 100 105 号 48 50 55 60 65 70 75
湿膜厚度(微米)
110 114 126 137 149 160 171
湿膜厚度=每平方米的涂布量 g/(密度 X 固含量%) 注意:以上公式仅供参考,实际受产品延展率、粘度、刮色棒类型、底材等多种因素影响,而会有所 不同。
更多线棒涂布器品牌、型号请上南北潮商城查看。百度一下 南北潮商城 即可快速了解。 正品实价南北潮商城 ,做业内最受信任的仪器商城。
1、气刀涂布工艺的特点 气刀涂布的优点在于能得到较厚的涂布量,涂布层也比较均匀,而且涂布时不易发生断纸。缺点是由于这种涂布机的刮刀是无形的气刀,要想用它刮落多余的涂料和使涂层平滑化,就必须要求涂料比较柔软而且容易控制。另外,空气喷射形成的气刀较容易引起涂料的飞溅现象,这种涂料的飞溅又容易引起气刀缝隙的局部堵塞,造成涂布层的不均匀性。 刮刀涂布 优点:1.能使纸张获得较高的平滑度和光泽度 2.可操作性比气刀和计量棒要高、调节精度亦要比后两者高。 缺点:1.对原纸的要求高(要有好的平整性、平滑度、施胶度等) 2.如果是用在面涂的话,对衬涂亦有比高的要求(宏观的粗糙要低,但要 有适当的微粗糙)
3.这笔性能没有气刀和计量棒好 4.容易出刮刀痕 气刀涂布 优点:1.由于是仿形涂布能够提供比已知的任何涂布机都要好遮蔽性能 2.计量方式没有机械接触,不会造成刮刀痕 缺点1.气刀涂布的涂布配方的固含量不能做得太高最高只能到48%,固含量太高会导致涂料粘度太高会造成涂布量难以控制 2.涂料固含量低会花费大量的干燥成本 3.涂料固含量低造成保水性差,涂层在干燥阶段收缩严重,最终影响涂层 的粗糙度 3.涂料流失厉害、水耗高、环保压力大 计量棒涂布优点: 1.对原纸的要求低,能适应比较粗糙的原纸 2.能适应高固含量涂布 3.较好遮蔽性 缺点:1.涂布量可调节范围比刮刀要差,典型值在7-11克 2.如果用沟纹棒的话会在留下很多的棒 3.当需求的涂布量比较低时,计量棒容易磨损。 涂布技术 涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。无论那一种涂布复合设备,其关键部分就是涂布头,而涂布头采用何种涂布刮胶方式,会直接影响涂布的质量和效果。 展开 上胶涂布类型及应用 涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种卷筒基材的上胶涂布与复合加工。它广泛地应用于各类包装领域,有着广阔
涂布方法的选择及极片涂布工艺流程 1、极片浆料涂布工艺路线的选择 1.1涂布方法的选择 成功解决极片浆料涂布的关键之一是选择合适的涂布方法。大约有20多种涂布方法可以用于将液体料液涂布于支持体上,而每一种技术有许多专门的配置,所以有许多种涂布型式可供选择。 在研制锂离子电池实验室研究阶段,有用刮棒、刮刀或挤压等自制简单的涂布实验装置进行极片涂布试验,只能涂布出少量样品供实验研究,效果并不太理想,并存在各种各样的问题。 一般选择涂布方法需要从下面几个方面考虑,包括:涂布的层数,湿涂层的厚度,涂布液的流变特性,要求的涂布精度,涂布支持体或基材,涂布的速度等。 如何选择适合极片浆料的涂布方法?除上述因素外,还必须结合极片涂布的具体情况和特点。锂离子电池极片涂布特点是:①双面单层涂布;②浆料湿涂层较厚(100~300μm); ③浆料为非牛顿型高粘度流体;④极片涂布精度要求高,和胶片涂布精度相近;⑤涂布支持体为厚度10~20μm的铝箔和铜箔;⑥和胶片涂布速度相比,极片涂布速度不高。 我们首先从涂布层数来考虑选择涂布的技术路线。极片需要在金属箔两面都涂浆料。目前有同时在支持体两面进行涂布的技术,但如果选用同时双面涂布方法,就会使涂布后的干燥和极片传送设备变成极为复杂和难于操作。因此涂布技术路线决定选用单层涂布,另一面在干燥后再进行一次涂布。考虑到极片涂布属于厚涂层涂布。刮棒、刮刀和气刀涂布只适用于较薄涂层的涂布,不适用于极片浆料涂布。在余下的几种涂布方法中,浸涂最为简单,但其涂布厚度受涂布浆料粘度和涂布速度影响,难于进行高精度涂布。 综合考虑极片浆料涂布的各项特殊要求,挤压涂布或辊涂可供选择. 1.2条缝挤压涂布及其涂布窗口 挤压涂布技术是较为先进的技术,可以用于较高粘度流体涂布,能获得较高精度的涂层。
一、光学薄膜简介 1、光学薄膜的定义 光学薄膜在我们的生活中无处不在,从精密及光学设备、显示器设备到日常生活中的光学薄膜应用;比方说,平时戴的眼镜、数码相机、各式家电用品,或者是钞票上的防伪技术,皆能被称之为光学薄膜技术应用之延伸。倘若没有光学薄膜技术作为发展基础,近代光电、通讯或是镭射技术将无法有所进展,这也显示出光学薄膜技术研究发展的重要性。 光学薄膜系指在光学元件或独立基板上,制镀上或涂布一层或多层介电质膜或金属膜或这两类膜的组合,以改变光波之传递特性,包括光的透射、反射、吸收、散射、偏振及相位改变。故经由适当设计可以调变不同波段元件表面之穿透率及反射率,亦可以使不同偏振平面的光具有不同的特性。 一般来说,光学薄膜的生产方式主要分为干法和湿法的生产工艺。所谓的干式就是没有液体出现在整个加工过程中,例如真空蒸镀是在一真空环境中,以电能加热固体原物料,经升华成气体后附着在一个固体基材的表面上,完成涂布加工。日常生活中所看到装饰用的金色、银色或具金属质感的包装膜,就是以干式涂布方式制造的产品。但是在实际量产的考虑下,干式涂布运用的范围小于湿式涂布。湿式涂布一般的做法是把具有各种功能的成分混合成液态涂料,以不同的加工方式涂布在基材上,然后使液态涂料干燥固化做成产品。在本文中仅讨论湿式涂布技术的光学薄膜产业。 2、光学薄膜种类 光学薄膜根据其用途分类、特性与应用可分为:反射膜、增透膜/减反射膜、滤光片、偏光片/偏光膜、补偿膜/相位差板、配向膜、扩散膜/片、增亮膜/棱镜片/聚光片、遮光膜/黑白胶等。相关衍生的种类有光学级保护膜、窗膜等。 2.1、反射膜 反射膜一般可分为两类,一类是金属反射膜,一类是全电介质反射膜。此外,还有将两者结合的金属电介质反射膜,功能是增加光学表面的反射率。 一般金属都具有较大的消光系数。当光束由空气入射到金属表面时,进入金属内的光振幅迅速衰减,使得进入金属内部的光能相应减少,而反射光能增加。消光系数越大,光振幅衰减越迅速,进入金属内部的光能越少,反射率越高。人们总是选择消光系数较大,光学性质较稳定的金属作为金属膜材料。在紫外区常用的金属薄材料是铝,在可见光区常用铝和银,在红外区常用金、银和铜,此外,铬和铂也常作一些特种薄膜的膜料。由于铝、银、铜等材料在空气中很容易氧化而降低性能,所以必须用电介质膜加以保护。常用的保护膜材料有一氧化硅、氟化镁、二氧化硅、三氧化二铝等。 金属反射膜的优点是制备工艺简单,工作的波长范围宽;缺点是光损大,反射率不可能很高。为了使金属反射膜的反射率进一步提高,可以在膜的外侧加镀几层一定厚度的电介质层,组成金属电介质反射膜。需要指出的是,金属电介质射膜增加了某一波长(或者某一波
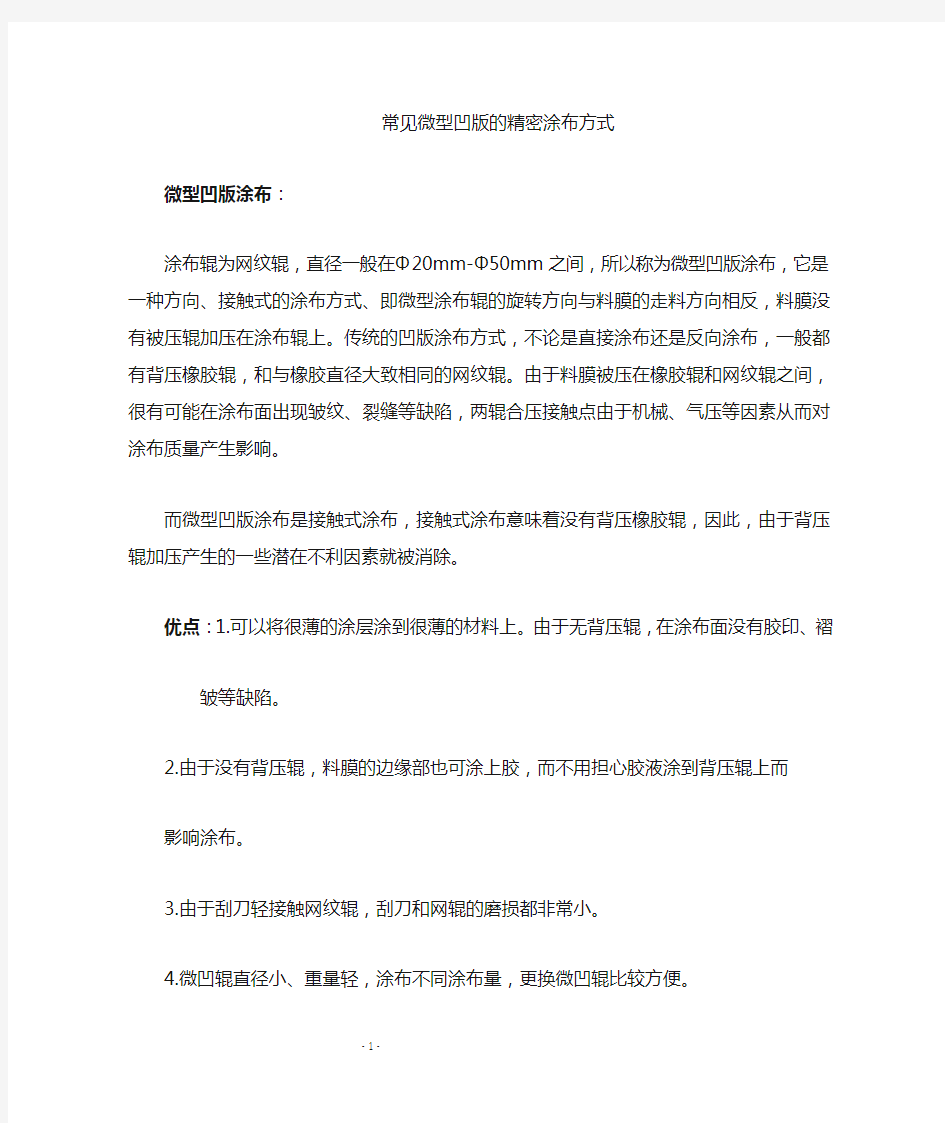
微型网线辊—涂布领域的领航者 点击:4507 日期:2011-12-5 16:21:46 目前,在涂布领域有很多种涂布方法,比如直接凹版涂布、反向凹版涂布、逆向辊涂布、模头挤出涂布、钢丝刮棒涂布、刀涂等等。但是现在很多客户反应,钢丝刮棒及逆向辊等涂布方法产生了些令人失望的涂布效果,比如由钢丝刮棒产生的条纹现象,由逆涂辊或凹涂的压辊产生的“橘皮”现象,以及其它一些比较棘手的质量问题。微型凹版涂布方式正是为克服以上涂布缺陷而开发的。微型凹版涂布可以获得平滑、均匀的稳定涂层,这种涂布方式简单可靠,具有很好的重复稳定性。 微型网纹版涂布是相对于传统的凹版涂布方式而言的。传统的凹版涂布,涂布辊为网纹辊,直径一般在Φ150mm~Φ300mm之间,胶辊作为背压辊,将料膜压在涂布辊上,涂布辊的旋转方向与料膜走料方向一致。微型凹版涂布,涂布辊也是网纹辊,直径一般在Φ20mm~Φ50mm之间,所以称为微型凹版涂布(micro gravure),它是一种反向、接触式涂布方式,即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。图1为微型凹版涂布的原理图。
微型网纹辊涂布方式传统网纹辊、凹版辊涂布方式 一. 传统凹版涂布方式与微型凹版涂布方式的比较 1.微凹涂布是接触型涂布方式(kiss) 传动的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶辊直径大致相同的网纹辊。由于料膜被压在胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素而对涂布质量产生影响。而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压
用涂布工艺实现瓦楞纸箱的特殊功能
经过涂布后的整卷原纸再按常规方式, 在瓦楞纸板流水线上与里纸、 瓦楞纸等复合成瓦楞 纸板,采用这种瓦楞纸板加工而成的瓦楞纸箱具有一定的特殊功能。目前,笔者公司成功开 发并进入市场商品化的功能性瓦楞纸箱主要有以下几种,在此与大家分享。
涂布工艺是近年来在发达国家兴起的一项瓦楞纸箱加工新技术, 需要在专用的涂布机上 进行。几年前,我公司从美国进口了一台 MRC-1000 型涂布机,幅宽为 2.8m,涂布速度为 250m/min, 采用辊式定量精密涂布技术, 配有 7 组粗细不等的涂布辊, 涂布量可在 8~24g/m2 之间任意选择。与涂布机配套的全自动涂布流水线是从日本进口的,型号为 OZONE,整机长 36m,装有多组压力滚轮,利用蒸汽快速烘干,温度可控制在 165~175℃之间。 涂布机的工作原理很简单: 先在整卷原纸的表面定量涂布所需的特种涂料, 经过几组可 调压力的滚轮挤压,将涂料压入原纸表层,同时利用高温将涂料瞬间烘干,此时,涂料中的 水分被蒸发,涂料中的有效成分被原纸吸收,在原纸的浅表层就形成了一个新的物理层(如 图 1 所示)。该物理层可有效改变原纸表面的物理性能与化学性能。 经过涂布后的整卷原纸再按常规方式, 在瓦楞纸板流水线上与里纸、 瓦楞纸等复合成瓦 楞纸板,采用这种瓦楞纸板加工而成的瓦楞纸箱具有一定的特殊功能。目前,我公司成功开 发并进入市场商品化的功能性瓦楞纸箱主要有以下几种,在此与大家分享。 防水瓦楞纸箱 在瓦楞纸箱表面进行防潮防水处理的方法有很多, 但涂布加工无疑是最为经济、 高效的 方法之一。在瓦楞纸箱表面涂布丙烯酸类涂料(食品级)后,能达到 R10 的最高防水标准,表 面吸水性仅为 2.65g/m2,可作容器盛水使用(如图 2 所示)。目前,防水瓦楞纸箱已广泛应 用于冷冻产品、医疗产品及电商冷链产品等的包装。
防锈瓦楞纸箱
【作者单位】:上海星火制浆造纸厂 【DOI】:cnki:SCN:.1993-02-007 【正文快照】: 三、组合式刮刀涂布机的操作和涂布量控制 (一)组合式刮刀涂布头的结构与软、硬刮刀的应用简况组合式刮刀涂布头的结构: 组合式刮刀涂布头的组成部分见图16。组合式刮刀涂布头的特性和功能: 刮刀涂布常规上是通过刮刀角度的调节进行控制和操作。但组合式刮刀补充了在不改变刮刀角度的情况下。仅改变刮刀加压负荷来控制涂布量的特性。这就有助于防止在改变涂布量时所产生的刮刀条痕或涂布质量问题。这在低定量涂布时尤其重要。为了改变刮刀顶端的压力负荷,装有刮刀的夹紧梁在导轨上移入或移出。但均不改变刮刀加压托架的位置。上述移动通… 56yangyifan 自动涂布机的工作原理2008-03-15 08:53用于网印制版的自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。 涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服或变频电机上,使其操作平稳,并能够精确控制涂布机构的位置。 涂布前,将清洁的,绷好网的网版从涂布机前面装入,有的机型也可从侧面装入网版。在为大幅面网框设计的机型中,侧面装版更为常见,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、再生设备、干燥装置和显影机)联机运行时,从侧面装版更为便利。 不管网版是如何装上的,一旦网版处于正确的位置,气动夹紧装置或机械式夹紧装置即闭合,将网版锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制网版。 安装完网版,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。 涂布技术及其应用 The Coating Technology and Its Application <<轻工机械 >>2004年03期季凌斌 , 彭文华
常见微型凹版的精密涂布方式 微型凹版涂布: 涂布辊为网纹辊,直径一般在Φ20mm-Φ50mm之间,所以称为微型凹版涂布,它是一种方向、接触式的涂布方式、即微型涂布辊的旋转方向与料膜的走料方向相反,料膜没有被压辊加压在涂布辊上。传统的凹版涂布方式,不论是直接涂布还是反向涂布,一般都有背压橡胶辊,和与橡胶直径大致相同的网纹辊。由于料膜被压在橡胶辊和网纹辊之间,很有可能在涂布面出现皱纹、裂缝等缺陷,两辊合压接触点由于机械、气压等因素从而对涂布质量产生影响。 而微型凹版涂布是接触式涂布,接触式涂布意味着没有背压橡胶辊,因此,由于背压辊加压产生的一些潜在不利因素就被消除。 优点:1.可以将很薄的涂层涂到很薄的材料上。由于无背压辊,在涂布面没有胶印、褶皱等缺陷。 2.由于没有背压辊,料膜的边缘部也可涂上胶,而不用担心胶液涂到背压辊上而 影响涂布。 3.由于刮刀轻接触网纹辊,刮刀和网辊的磨损都非常小。 4.微凹辊直径小、重量轻,涂布不同涂布量,更换微凹辊比较方便。 5.反向涂布可以获得比较平整的涂布,涂布量均匀分布。 缺点:1.微型凹版涂布的蓄胶槽在涂布时胶液需保持溢满的状态,微凹辊只与溢出来的液相接触,故而无法将蓄胶槽里的胶液完全充分利用,且无法回收利用,因此 造成一定量的浪费,胶液浪费量约为10KG左右。 2.微凹辊若使用完清洗不干净,则容易造成微凹辊生锈,且除锈困难。 3.由于涂布时,在蓄胶槽的胶液是暴露在空气中的,因此涂布时空气中的灰尘及 颗粒物容易掉落进蓄胶槽里,对涂布的质量造成一定的影响。 4.微型凹版涂布的供胶系统比较复杂,清洗以及拆卸比较困难,常常需要1-2个 小时的时间。 微型凹版涂布应用案例:
1、气刀涂 布工艺的 特点 气刀涂布的优点在于能得到较厚的涂布量,涂布层也比较均匀,而且涂布时不易发生断纸。缺点是由于这种涂布机的刮刀是无形的气刀,要想用它刮落多余的涂料和使涂层平滑化,就必须要求涂料比较柔软而且容易控制。另外,空气喷射形成的气刀较容易引起涂料的飞溅现象,这种涂料的飞溅又容易引起气刀缝隙的局部堵塞,造成涂布层的不均匀性。 刮刀涂布 优点:1.能使纸张获得较高的平滑度和光泽度 2.可操作性比气刀和计量棒要 高、调节精度亦要比后两者高。 缺点:1.对原纸的要求高(要有好的平整性、平滑度、施胶度等 )
2.如果是用在面涂的话,对衬涂亦有比高的要求(宏观的粗糙要低,但要 有适当的微粗糙) 3.这笔性能没有气刀和计量棒好 4.容易出刮刀痕 气刀涂布 优点:1.由于是仿形涂布能够提供比已知的任何涂布机都要好遮蔽性能 2.计量方式没有机械接触,不会造成刮刀痕 缺点1.气刀涂布的涂布配方的固含量不能做得太高最高只能到48%,固含量太高会导致涂料粘度太高会造成涂布量难以控制 2.涂料固含量低会花费大量的干燥成本 3.涂料固含量低造成保水性差,涂层在干燥阶段收缩严重,最终影响涂层 的粗糙度 3.涂料流失厉害、水耗高、环保压力大 计量棒涂布优点: 1.对原纸的要求低,能适应比较粗糙的原纸 2.能适应高固含量涂布 3.较好遮蔽性 缺点:1.涂布量可调节范围比刮刀要差,典型值在7-11克 2.如果用沟纹棒的话会在留下很多的棒 3.当需求的涂布量比较低时,计量棒容易磨损。 涂布技术 涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装。目前,国内许多印刷包装机械企业使用涂布复合设备,其涂布种类和刮胶方式比较单一,涂布技术的应用也大受限制。无论那一种涂布复合设备,其关键部分就是涂布头,而涂布头采用何种涂布刮胶方式,会直接影响涂布的质量和效果。 展开 上胶涂布类型及应用
涂布方式的探讨 近年来.在改革开放进一步深入,计划经挤向市场经挤过渡的大好形势下,国民收入不断增长,人民生活水平不断改善和提高,在文化生活和物质生活方面提出了更高的要求,各种涂布纸和纸板的需用量激增。各地纸厂无论从自己设计制造或从国外引进,增添了一些有机内撩布的造纸机或机外涂布的涂布机。有的机台具有多种接布功能。现就几种涂布功能作如下救述: 一、气刀涂布 1.作用 气刀是目前国内生产涂布加工纸用得较多的擦布设备。它的基本原理是给原纸滁上过量的涂料,然后让空气(经过摅净化)从气刀的喷嘴狭缝中喷出成一薄片气流,将多余的涂料吹去被收集在收集槽内。 2.操作 国产涂布机的气刀用手工操作。进口涂布机的气刀可气动操作,用安装在控制板上的按钮使气刀就位或退出;生产中断或进行清洁工作时,喷嘴头能用手柄E进行转动(图1)。 3.调节 1)气缝调节。用厚度为0.6ram的塞规薄片校正,要使整条隙缝开度达到0.6士0.03ram(图2)。 2)调节两唇片的高度相等。 3)吹角调节,通过花纹螺K(图1)能调节吹角,通常20—30 (图2)。 4)高度调节,气刀的高度是通过二只调节螺丝M(图1)来调节,使喷口比背辊中心低30ram(图2)。 5)气刀和背辊问的距离调节,通过横向安装的手轮N(图1)可调节3—5mm 6)节流阀的调节,调节带泷阀,控翩气流量,使有效压力显示在压力表上(0~60kPa)。 7)调节下唇片的z挡板(图3),挡板必须调节到使下唇片不会被涂料污染,挡板离背辊的距离约8mm,使大部分辩吹在前面,极少量的料吹在后面,但不要吹到外面。 图1 气刀涂布装置
图2 气刀调节 图3 挡板调节 4 涂面质量的影响因素 下列几个因素将给涂布质量带来明显的影响: 1)吹气量; 2)气1鼢涂布表面的喷射角度; 3)从纸幅上料到气刀之间的距离,这决定着涂料脱水时间的长短; 4)车速 5)涂料的含固量 实际上,控制涂布量的最有效的方法是控制气流的蓝力,迭往气刀的空气必须要清洁,其压力要稳定。 5 引进涂布机气刀涂布的特点 1)空气经过滤和冷却送往气刀,避免因温度高而影响纸面涂料的流变性及造成小的干涂料附在气刀片上而带来条影。 2)气刀片、挡板以及收集过量的涂料,也收集从气刀来的空气,从气刀来的空气混合着被吹成雾状的涂料进入收集槽,通过挡板使雾料沿着挡板和糟的内壁流下与空气分离.涂料通过回流管引回,空气通过风机排出。 由于喷淋水进入收集槽,再进入涂料回流管,改变涂料浓度,这种改变虽小,坦当生产灵敏度高的产品时,需定期检查涂料含固量。 二、刮刀涂布
在LCD背光源的材料组成中,扩散膜几乎是必不可少的材料之一。扩散膜按制作方法分类,有涂布式及非涂布式两种。其中涂布式扩散膜具有透光率较高,雾度调节范围大,外观质量好,为高端背光源产品的扩散膜首选品种。扩散膜按形态分,有卷料和片料两种。本文只介绍涂布式卷料扩散膜(简称扩散膜)的生产技术。 据调查,业内人士对扩散膜的了解分为三个层次:使用者为第一层次,裁切者为第二层次,涂布者为第三层次。鉴于业内大多数人士对前两个层次了解较多,本文将不作介绍。扩散膜涂布,具有技术含量较高,资金投入较大,生产效率极高,经济效益非常可观的特点。因而国内有一部分人总想涉足而又不敢轻易涉足。本文将特别介绍这第三层次,希望对想涉足的这一部人有一定参考价值。 第三层次也可以叫做母卷制作。目前世界上主要扩散膜生产厂家有:日本的惠和(KEIWA)、智积电(TSUJIDEN)及KIMOTO;韩国的SKC、新和 (shinwha)及世韩 (Seahan);我国台湾省的长兴化工、宣茂科技、华宏新技及岱棱等;国内目前尚处于起步阶段,暂无较大批量供货厂家。 近两年来,笔者作为国内行业的先行者,经历了从扩散膜初探到量产的全过程。如今,各项技术指标全面达到日本同类扩散膜产品水平。实现了初期确定的质优价廉目标。 扩散膜生产技术涉及膜片设计、设备选型、材料与配方、涂覆工艺、质量管控等工作。知识范畴包括:应用光学、有机化学、精密机械、净化工程及背光源技术、涂布工艺学等。接下来将分六个部分进行介绍,这五个部分是: 1. 扩散膜的设计与打样; 2. 扩散膜卷料的主要生产设备; 3. 扩散膜的涂料配方与配制工艺; 4. 扩散膜的涂布工艺与缺陷治理; 5. 扩散膜的品质要求与检验方法; 一、扩散膜的设计与打样 扩散膜的研制和生产,首先是从打样开始的。这个过程包含了选择目标产品和产品生产的初步可行性论证在内。这个过程既是整个项目的龙头,也是非常关键的阶段之一。它能决定这个项目是一路向前还是就此终止。 扩散膜的设计包括扩散膜类别选择和结构设计两大部分。市面上的扩散膜按用途可以分为底部光背光源用扩散膜;小尺寸背光源用薄型扩散膜(有上扩、下扩之分);中大尺寸背
落帘涂布技术 摘要: 落帘涂布已成功应用于感光材料制造业的多层精密涂布中。与其它涂布方式相比, 落帘涂布主要有以下几方面的优点: (1) 由于落帘冲击速度非常大, 抵消了支持上下波动的影响, 同时也减弱了空气P液体界面间因剪切的不稳定影响, 所以它可以达到的涂布速度更高; (2) 由于落帘涂布充分利用了支持体速度和液帘冲击速度的比值, 所以可以涂得更薄; (3) 由于在靠近落帘冲击区没有刚性设备元件, 所以不会产生像坡流涂布方式那样的连续性涂布弊病。另外, 由于与其它涂布方式的工艺不同, 所以落帘涂布有不同的启动方式, 并需要一些特殊的部件。 关键词: 落帘涂布; 预计量; 落帘冲击区; 动态润湿线; 落帘边导; 空气边界层挡板; 应用极限 1 落帘涂布发展概况 落帘涂布属于预计量涂布的类型。目前, 它在感光材料制造业的多层精密涂布中已得到广泛应用。然而, 从历史看, 现代落帘涂布的复杂技术,是从简单的原始技术发展起来的。此技术最早的工业应用发现于1903 年Taylor发表的一篇法国专利中, 他用溶化的巧克力从一个狭缝中流出形成一个帘, 然后均匀涂在糖果核上。直到上世纪60 年代,这种技术才应用于涂布片状物和单页材料。1960年, Cox 设计了溢流堰式和定形槽孔式2 种形成落帘的设备, 仅限于单层涂布。现代多层落帘涂布技术专利权最初属柯达公司, D1J1Hughes 和J ·F·Greiller 于1968 年6 月各自申请了关于落帘涂布工艺的专利。柯达从1979 年就开始采用此技术。由于基本专利权已经过期, 其它工厂也可以使用此技术, 实际上富士、阿克发公司也早已应用这项技术。 落帘技术在中国申请的专利有5 项, 有2 项已终止, 1 份已视撤, 1 份公开, 只有1 份关于边缘导件和处理厚边的2004 年到期。 下面就是一个早期坡流型落帘涂布咀示意图:
涂布工艺配方技术 一、涂布工艺配方 1.1涂布工艺配方是涂布工艺的核心。一种配方工艺的好坏优劣跟很多因素有关:产品的定位,客户的需求,设备的条件,原料的选择等等。因此去评价一组配方,需要从具体实践出发,作出客观的分析。 1.1 欲设计一个合适的涂料配方式,必须考虑下列几个因素: 涂布原纸的特性; 涂布纸成品的最终使用需求; 涂布厨房配制设备的能力; 涂布机的型式与涂布方式。 1.3涂料配方种类繁多,不同的纸厂有各自独特的秘方。其配方随涂布纸性质要求、原纸性质以及涂布设备之不同而各有所异,表现在原料的选择、配比、涂布量以及涂料的固含量、粘度等等方面。 二、涂料的组成 2.1涂料是由颜料、胶粘剂、辅助添加剂和水四大要素所组成的。颜料是主体,在涂布中扮演的功能是提供填充,遮盖力,并左右着涂布纸的光泽、白度及油墨吸收性;胶粘剂将颜料粒子相互粘结并将其牢固于纸面,形成平滑的涂布层;辅助胶粘剂、添加剂则促使涂料配置与涂布操作顺利,并改善涂料性能,使其具有良好的流动性,渗透性,协助涂料均匀地分布于纸面。 2.2涂布颜料,常用的有:
2.3胶粘剂:常用的胶粘剂主要有羧基丁苯胶乳,聚醋酸乙烯,丙烯酸酯等合成胶乳,根据纸张性质及用途的不同,包装及印刷用的涂布纸板均使用羧基丁苯胶乳(即SBR)作为涂布用胶粘剂。由于合成胶乳不能提供良好的保水性,所以在涂料配方中除以合成胶乳作为粘结剂的主体之外,还必须添加其它的辅助胶粘剂,如CMC,淀粉酪素与大豆蛋白,PVA等等。 2.4辅助添加剂 分散剂:聚丙烯酸钠盐、聚磷酸盐; 消泡剂:醇类或醚酯类; 润滑剂:硬脂酸钙乳液; 抗水剂:三聚氰氨甲醛树酯,尿醛树酯等; 增白剂:二氨基二磺酸衍生物等。 三、涂布配方的设计 3.1事实上,每一个涂料配方都有着其设计的独特性与均衡性,我们可以从多方面去分析,比较。 3.2涂布配方中所使用的颜料 3.2.1如前所述,我们列举了七种常用的涂布颜料,每种颜料均有其优劣性。设计配方时要从涂布颜料的功能、应用技术及经济效益三方面去考虑,另外来源供应方面也应考虑在内。 3.2.2瓷土与碳酸钙是目前使用最为普遍的涂布颜料: (1)瓷土,其矿藏是由花岗岩或凝灰岩经常年累月风化沉积而形成的,主要成分式硅酸盐化铝(Al2O3·2SiO2·2H2O)。造纸工业用的瓷土主要产自美国的乔治亚州,英国的康威尔区及巴西的北部地区;我国的茂名地区也盛产瓷土,但由于矿藏是残余矿(一次瓷土),含沙粒、云母、管状岩洛石、明矾石等杂质较多,仅适用于烧制瓷器,而用作涂布颜料,则存在着流动性差、杂质含量高、生产工艺水平低、涂布效果差等缺陷,目前还无法替代进口瓷土。 (2)涂布白板纸所使用的瓷土必须是很精细的产品,瓷土粒子的大小、形状、粒径分布、表明性能影响着涂料的流动性、保水性、分散性以及涂层的平滑度、光泽度、油墨受理性、遮盖能力等。我们在