国外矿热炉技术发展现状浅析
李静隋欣杨宝玉闫志新
中钢集团吉林电器设备有限责任公司吉林中国
摘要通过对德国西马克公司矿热炉技术开发应用情况、芬兰欧托昆普及GLPS公司技术在南非应用情况的简单介绍,了解国外矿热炉技术发展动态,为我国矿热炉技术研发提供一点参考。
关键词矿热炉埋弧炉直流等离子炉
概述
在世界铁合金生产过程中,原料供应和生产成本始终处于最重要的地位。南非因为拥有丰富的矿产资源,长期以来铁合金生产一直处于领先地位。随着时间的推移,优质矿产资源日益减少,加上环境保护意识的增强,有效利用劣质矿产资源,降低生产成本成为铁合金生产商不断追求的目标,矿热炉生产技术的发展主要就是围绕这条主线展开的。
一、原料
美国政府地质局最新调查表明[1]:世界铬铁矿资源总量超过120亿吨。世界上铬铁矿资源丰富的国家主要有南非、哈萨克斯坦、印度、巴西等国。南非和哈萨克斯坦是世界上两个铬铁矿资源最丰富的国家,其铬铁矿资源量约占世界铬铁矿资源量的95%。全世界商品级铬资源(Cr2O3 45%)大约在4.74亿吨。
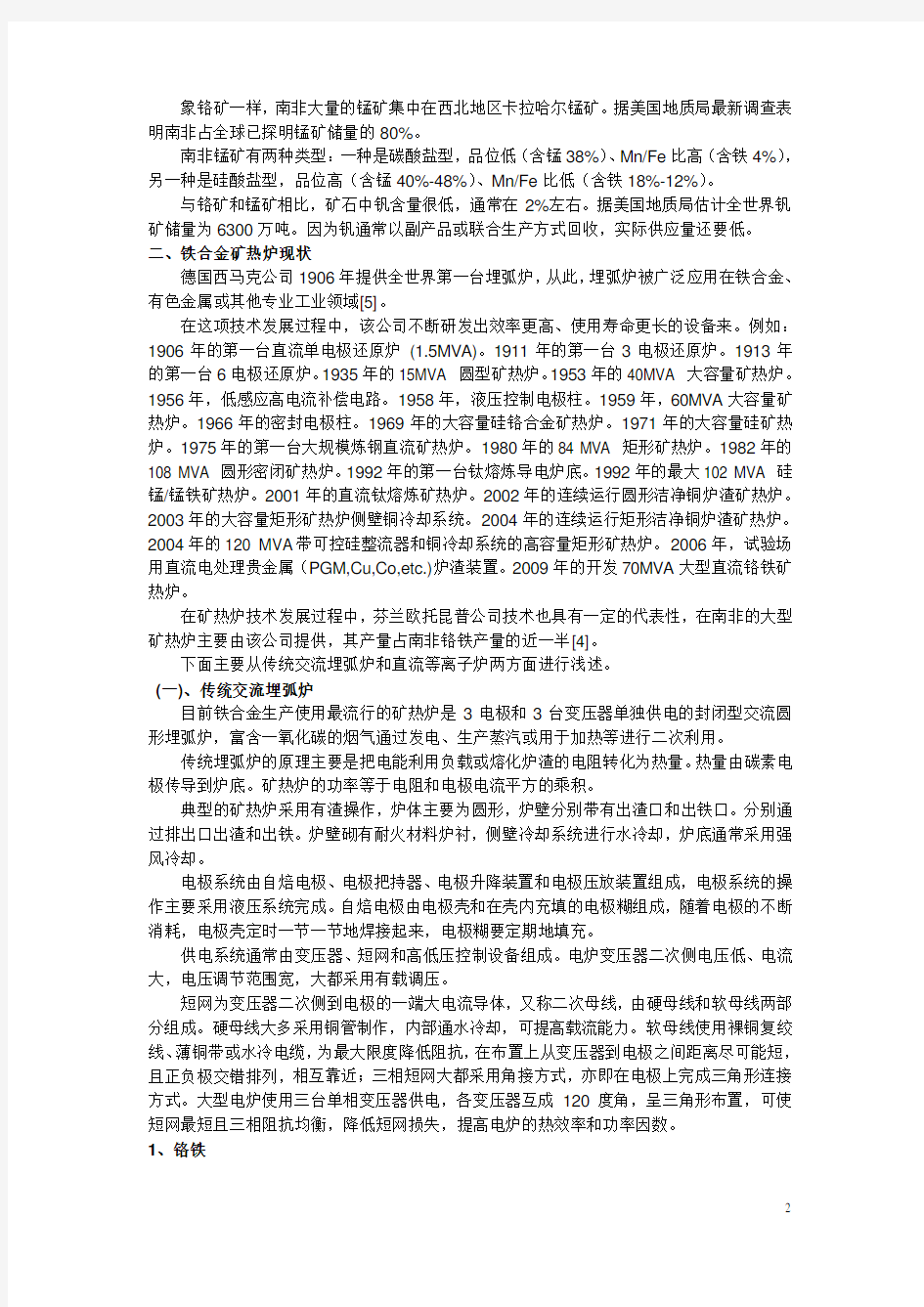
南非占全世界经济储量的75%,全部储存在布什维尔德杂岩体[1]。最大矿山体是LG3和LG4铬铁矿层,在布什维尔德杂岩体西部,Cr2O3 50%、Cr/Fe=2.0。经济分组是LG6、Cr/Fe=1.5-2.0,MG1/2、Cr/Fe=1.5-1.8和UG2(见表1)[2]。UG2、Cr/Fe =1.3-1.4是铂族金属的主要来源。
表1 UG2、MG2和LG6铬矿组分、尺寸分布和平均颗粒尺寸
象铬矿一样,南非大量的锰矿集中在西北地区卡拉哈尔锰矿。据美国地质局最新调查表明南非占全球已探明锰矿储量的80%。
南非锰矿有两种类型:一种是碳酸盐型,品位低(含锰38%)、Mn/Fe比高(含铁4%),另一种是硅酸盐型,品位高(含锰40%-48%)、Mn/Fe比低(含铁18%-12%)。
与铬矿和锰矿相比,矿石中钒含量很低,通常在2%左右。据美国地质局估计全世界钒矿储量为6300万吨。因为钒通常以副产品或联合生产方式回收,实际供应量还要低。
二、铁合金矿热炉现状
德国西马克公司1906年提供全世界第一台埋弧炉,从此,埋弧炉被广泛应用在铁合金、有色金属或其他专业工业领域[5]。
在这项技术发展过程中,该公司不断研发出效率更高、使用寿命更长的设备来。例如:1906年的第一台直流单电极还原炉(1.5MVA)。1911年的第一台3电极还原炉。1913年的第一台6电极还原炉。1935年的15MVA 圆型矿热炉。1953年的40MVA 大容量矿热炉。1956年,低感应高电流补偿电路。1958年,液压控制电极柱。1959年,60MVA大容量矿热炉。1966年的密封电极柱。1969年的大容量硅铬合金矿热炉。1971年的大容量硅矿热炉。1975年的第一台大规模炼钢直流矿热炉。1980年的84 MVA 矩形矿热炉。1982年的108 MVA 圆形密闭矿热炉。1992年的第一台钛熔炼导电炉底。1992年的最大102 MVA 硅锰/锰铁矿热炉。2001年的直流钛熔炼矿热炉。2002年的连续运行圆形洁净铜炉渣矿热炉。2003年的大容量矩形矿热炉侧壁铜冷却系统。2004年的连续运行矩形洁净铜炉渣矿热炉。2004年的120 MVA带可控硅整流器和铜冷却系统的高容量矩形矿热炉。2006年,试验场用直流电处理贵金属(PGM,Cu,Co,etc.)炉渣装置。2009年的开发70MVA大型直流铬铁矿热炉。
在矿热炉技术发展过程中,芬兰欧托昆普公司技术也具有一定的代表性,在南非的大型矿热炉主要由该公司提供,其产量占南非铬铁产量的近一半[4]。
下面主要从传统交流埋弧炉和直流等离子炉两方面进行浅述。
(一)、传统交流埋弧炉
目前铁合金生产使用最流行的矿热炉是3电极和3台变压器单独供电的封闭型交流圆形埋弧炉,富含一氧化碳的烟气通过发电、生产蒸汽或用于加热等进行二次利用。
传统埋弧炉的原理主要是把电能利用负载或熔化炉渣的电阻转化为热量。热量由碳素电极传导到炉底。矿热炉的功率等于电阻和电极电流平方的乘积。
典型的矿热炉采用有渣操作,炉体主要为圆形,炉壁分别带有出渣口和出铁口。分别通过排出口出渣和出铁。炉壁砌有耐火材料炉衬,侧壁冷却系统进行水冷却,炉底通常采用强风冷却。
电极系统由自焙电极、电极把持器、电极升降装置和电极压放装置组成,电极系统的操作主要采用液压系统完成。自焙电极由电极壳和在壳内充填的电极糊组成,随着电极的不断消耗,电极壳定时一节一节地焊接起来,电极糊要定期地填充。
供电系统通常由变压器、短网和高低压控制设备组成。电炉变压器二次侧电压低、电流大,电压调节范围宽,大都采用有载调压。
短网为变压器二次侧到电极的一端大电流导体,又称二次母线,由硬母线和软母线两部分组成。硬母线大多采用铜管制作,内部通水冷却,可提高载流能力。软母线使用裸铜复绞线、薄铜带或水冷电缆,为最大限度降低阻抗,在布置上从变压器到电极之间距离尽可能短,且正负极交错排列,相互靠近;三相短网大都采用角接方式,亦即在电极上完成三角形连接方式。大型电炉使用三台单相变压器供电,各变压器互成120度角,呈三角形布置,可使短网最短且三相阻抗均衡,降低短网损失,提高电炉的热效率和功率因数。
1、铬铁
现在,绝大多数铬铁在传统的交流矿热炉中采用炉料生产。为了降低生产成本,常常在回转窑、环形加热炉(RHF)或预加热立炉中对矿石进行预加热,预加热(特别是立炉)的使用,使交流埋弧炉电能消耗降低。这种应用主要在南非,因为南非铬矿容易碎,在进入大型封闭矿热炉前需要进行结块处理。
拥有造球、烧结和预加热专利的欧托昆普工艺在南非得到广泛应用。该工艺包括磨矿、混合、造球、烧结、预加热,预加热后的炉料依靠自身重力向埋弧炉给料。封闭式矿热炉有效地收集富含CO的烟气,用作矿热炉和烧结炉燃料使用[7]。
该生产工艺中造球/烧结占生产成本的10%,预加热占1%,熔炼占89%,比采用块矿和粉矿敞开炉或半封闭炉总生产成本低[8]。
存在的主要问题是设备利用率低,投资成本高[6]。
2、锰铁和硅锰合金:
目前高碳锰铁和硅锰合金用烧结矿石冷料、块矿、熔剂和焦炭/煤还原剂加入埋弧炉生产。使用密封炉的厂家还在厂内建发电机利用富含CO的矿热炉烟气发电,降低了每吨铁合金产生CO2数量,提高整体效率。
在法国,由西马克公司设计供应的世界上最大的锰铁-硅锰矿热炉运行很成功,该矿热炉加工从巴西进口的高含铝Carajas矿石。该矿石主要作为烧结矿装入矿热炉,矿热炉直径近20米,变压器容量为102MVA[5]。
3、金属硅和硅铁
大多数的硅铁和金属硅生产大型埋弧炉由西马克公司提供,这些矿热炉通常在12~22MVA容量下运行。由于铝、硅和其他工业需求量的增加,导致高级硅需求量不断增加。
目前西马克正在供应两台矿热炉生产金属硅,每台矿热炉配备变压器总容量达30MVA (每台单相变压器容量为10MVA)。金属硅年生产能力为2.4万吨。第一台矿热炉已经于2010年第四季度投产运行。
4、镍铁
当前,绝大多数镍铁在传统的交流电弧炉中生产。通过技术改进保证了大型镍铁矿热炉运行的安全性和效率。今天,现代化的镍铁埋弧炉以高效著称。从技术、经济和操作立场看,60~70MW负载的标准矿热炉,最好选择矩形矿热炉,低于这个容量可首选圆形矿热炉。
最近,西马克公司开发了一种操作控制更好,功率输入更高、更有效,综合维修成本更低的侧壁冷却和整流控制系统新技术,该技术已成功应用在新加多利亚埃拉梅公司(Eramet in New Caledonia)新安装的熔炼炉上,以及即将在英美资源集团和巴西淡水河谷公司在建项目中[5]应用该新技术。
5、二氧化钛
在钛铁矿熔炼过程中,预处理过的钛铁矿被熔炼成富含二氧化钛的炉渣和液体金属(生铁),绝大多数二氧化钛炉渣在交流矿热炉中生产。
6、目前存在的主要问题是[3]:
(1)、与高炉相比,目前交流矿热炉生产能力偏低,规模效益没有有效的发挥出来。为增加生产规模,按照比例放大后,电阻降低感抗增加,当感抗与电阻相等或大于电阻时,电极控制困难,并对基础电路造成污染。
(2)、三个电极都是相同电路的一部分,一个电极出现问题,电极之间的交叉影响会导致功率因数降低,制约矿热炉按比例放大。
(3)、自焙电极中存在与交流电有关的集肤效应问题,在自焙电极的碳质部分集肤深度大约在0.3mm~0.4mm。
当电极直径大于大约1.2m~1.5m时,出现电极重复破裂包括电极端部表面破损、电极
不平衡、功率因数低、炉盖热、产品不合格、单位电耗高等问题。
(4)、随着全球资源环境压力的增大,含碳燃料燃烧发电变得不受人们喜欢,广泛使用核能会出现核废料处理问题,未来的电力生产趋向再生能源,太阳能和风能将成为典型的再生能源,这种可再生能源分布式发电单元数量的增加,需要配合智能电网调控,把铁合金矿热炉等用电大户纳入需求侧管理,其负载必须具有可调整性,而交流矿热炉不具有这种能力。(5)、粉矿的大量使用,需要昂贵的造球工艺来满足不同炉料铬生产工艺要求,增加设备投资费用,而且设备利用率低[5]。
(二)、直流等离子炉(也称为直流电弧炉)[5] 现状
1、西马克直流炉
该种直流等离子炉的机械功能和电功率传递原理与传统交流电极柱相似,炉型通常为圆形,在主要生产过程中,电能依靠电极端部和炉渣熔池之间的电弧转化为热能,电极的上端部与阴极链接,导电的底部系统与阳极链接。西马克公司拥有直流底部阳极如导电炉底(Concast),触针式(DEMAG),棒式(GHH)等专利最多[5]。
典型直流等离子炉拥有带有1~3个出渣口和1~2个(低位)出铁口的敞开式熔池。在炉盖和侧壁有高级冷却系统布置。直流等离子炉通常利用开弧操作,在熔池中喷射效应把单一电弧周围变为集中加热区,炉料熔炼速度快,炉料还可以通过空心电极系统(HES)直接进入到电弧中。直流电弧输入功率与炉料组分无关由电弧长度确定。
电极消耗取决于矿热炉生产工艺。电极被周期性地用一段新电极壳接长,电极由电极把持器控制。西马克公司还为直流等离子炉专门设计了E-电极柱。
为了利用一氧化碳气体、降低空气污染,直流电炉通常被设计成封闭式。
直流等离子炉允许使用粉矿(<6mm,90%<1mm)和铂族金属熔炼(UG2)尾渣, 不需要昂贵的结块设备(造球),用煤和无烟煤替代焦炭作为还原剂。廉价的粉矿降低了总生产成本,因此这种矿热炉技术被认为是铬铁合金生产成本最低的一种技术。
西马克公司最近在哈萨克斯坦的Kazchrome安装了4 X 72 MW世界上最大的、最现代化的、直流熔炼技术的直流矿热炉。这套装置年产大约44万吨。该厂每年还生产中碳铬铁5万吨[5]。
2、GLPS直流电弧炉
GLPS公司直流电弧炉技术也具有一定竞争力。如,2009年5月,萨曼科铬业公司米德尔堡铬铁合金厂新建了一台由GLPS公司设计的、带有直流供电系统的6万KW直流电弧炉,它熔炼德兰士瓦铬铁粉矿,铬回收率高,不产生6价铬污染。净化后的烟气,主要含有CO,及较多H2,用于蒸汽发电机组发电。
该电弧炉直径12米,矿热炉最大电流90KA,电极直径600mm,电极额定电流92KA[8],拥有一套自动电极接长系统,石墨电极为负极,矿热炉的导电炉底系统为正极,炉底的导电金属内层砌有专用耐火砖。
电弧炉拥有1个出铁口,一个出渣口,出渣口高于出铁口,侧壁有耐火炉衬,侧壁内衬中用一套由120个铜板式冷却器组成的冷却系统,每个冷却板重量在380~600kg之间,每一个冷却板带有一个铜-钼合金管,出铁口用铜冷却块保护。
炉盖由两个独立的扇区组成,分别称为中心区和外部区。炉盖采用砂封与炉壁绝缘,并避免烟气外泄。
矿热炉炉盖中心区采用耐火混凝土或耐火砖砌筑作为保护层。同时确保石墨电极与炉盖其他部分绝缘。
炉盖外部区内侧拥有耐火炉衬。在开车时,耐腐蚀的耐火炉衬对炉盖外部区起到保护作用。外侧拥有密封水喷淋冷却系统作保护,水压稳定,可防止出现炉盖泄露事故,这种喷淋冷却技术广泛应用在钢铁工业。
原料按照每批原料配料比例送入矿热炉上部的6个给料仓,给料仓中的原料通过滑动闸阀进入重力布料器,再通过输送螺旋或振动管、矿热炉给料管送入直流电弧炉。
烟气处理系统采用了分解净化系统(维修成本和操作成本低于文丘里净化系统)。
供电系统为直流供电系统,该系统比交流供电系统更可靠,典型配置由MV级真空电流断路器、整流变压器、SCR整流器、无负载隔离(接地)开关和直流电抗器组成。利用GLPS 公司专利确保电弧偏流补偿。
自动控制系统采用分布式控制方式布局,PLC连接到工厂高级自动控制系统,包括工程师站、生产执行系统(MES)和操作站,降低负载比交流操作简单。
与传统埋弧炉相比,该公司提供的直流电弧炉尽管电耗偏高,但由于采用低成本粉矿,熔池温度高,铬金属还原效率高,炉渣中铬金属含量几乎为零,总生产成本比传统埋弧炉低。
鉴于块矿匮乏,采用传统埋弧炉技术,还需要增加造球厂,投资成本比直流电炉炉高。如直流电弧炉投资为100%;埋弧炉投资成本为92%,而与之配套的造球厂投资为44%,两者相加为136%[9],比采用直流电弧炉高36%。
3、存在的问题
目前该技术尚不成熟,需要投入更大精力进行技术研发。
从经济角度看,因为锰过度气化而导致锰回收率低,直流技术在锰铁冶炼领域不具有应用价值。该技术也不适合金属硅原料生产。
(三)、其他碳热工艺
交流矿热炉之后出现的各种碳热还原工艺都是围绕利用粉矿和降低消耗而开发的。除了上面提到的直流等离子炉技术外,还有固体还原工艺和直接还原工艺等,固体还原工艺有日本昭和电工公司的“SRC”法(铬矿固态还原法)和加拿大的“DRC”法[6]。
1、SRC法为链篦机-回转窑预处理法,所获球团随后热装入矿热炉中产生高碳铬铁。
2、DRC法与SRC法相似,铬铁粉成球后在旋转床还原炉上还原,预还原球团在炉床上铺三层,气流和带炉料的旋转床成反向运动,铬金属化率达80%,铁金属化率达95%。
3、直接还原工艺有炉膛旋转炉(RHF)和铬铁直接还原工艺(CDR法)等。
4、从综合能耗(标准煤)对比看:铬铁矿硬块矿工艺为2160kg/t;铬铁粉矿压块工艺为2174kg/t;芬兰欧托昆普铬铁粉球团预热工艺1915kg/t;铬铁粉矿SRC法为1366kg/t;铬铁粉矿DRC法为1366kg/t[6]。
四、结束语
1、从国外矿热炉发展趋势看,提高矿热炉的生产能力和生产效率始终是设备制造商不断追求的目标,采用低成本的粉矿是降低铁合金生产成本关键。
2、随着环保意识的逐步提高,充分利用二次能源、提高能源利用率、采用封闭生产工艺和高水平自动控制将成为未来行业发展新标准。
3、对于我国来说,传统交流埋弧炉技术尚有一定的发展空间,鉴于直流电弧炉技术仍处在发展阶段,技术上积极跟踪,应用上采取慎重态度。
参考文献
1、Basson., et al., South Africa’s Ferro alloys Industry-Present Status and Future Outlook—https://www.doczj.com/doc/8112720117.html,
2、L. A. Cramer., et al., The impact of Platinum production from UG2 ore on ferrochrome production in South Africa, The journal of The South African institute of Mining and Metallurgy, October 2004.
3、I. J. Barker, Some considerations on future developments in ferro-alloy furnaces, Southern African Pyrometallurgy 2011, Edited by R.T. Jones & P. den Hoed, Southern
African Institute of Mining and Metallurgy, Johannesburg, 6-9 March 2011-7-24.
4、Jorma Daavittila , Outokumpu technology Ferrochrome projects in South Africa—https://www.doczj.com/doc/8112720117.html,
5、R. Degel., et al., Application potential of SMS DC Smelter technology for the pyrometallurgical industry in South Africa, Southern African Institute of Mining and Metallurgy, Johannesburg, 6-9 March 2011.
6、胡亮陈加希彭建荣等编著,《铬资源与先进铬合金》,化学工业出版社出版。
7、The most profitable ferrochrome productiong concept, Outokumpu Ferroalloy technologies—www. https://www.doczj.com/doc/8112720117.html,
8、J. Daavittila., et al., The transformation of ferrochromium smelting technologies during the last decades, The journal of The South African Institute of Mining and Metallurgy, October 2004.
9、F. P. Greyling., et al., Development in the design and construction of DC smelting furnaces, The Journal of The Southem African Institute of Mining and Metallurgy, December 2010.
知识不仅是指课本的内容,还包括社会经验、文明文化、时代精神等整体要素,才有竞争力,知识是新时代的资本,五六十年代人靠勤劳可以成事;今天的香港要抢知识,要以知识取胜开题报告 题目名称 继电器开关连接件冷冲压模具设计 题目来源 B 题目类型 1 导师姓名 李艳娟 学生姓名 *** 班级学号 0805010433 专业 材料成型及控制工程 一.选题的背景 模具工业是国民经济的基础产业 据统计 金属零件粗加工的75%、精加工的50%和塑料零件的90%是用模具加工完成的 被誉为"工业之母"、"皇冠工业"的模具制造业是高技术密集型产业 模具工业一称为先进制造技术的重要组成部分 模具工业的发展水平标志着一个国家工业水平及产品开发能力 其中 冲压是模具工业中最重要的加工方法之一 冲压的应用范围十分广泛 据统计在电子产品中 冲压件(包括钣金件)的数量约占零件总数的85% 在全世界的钢材中 有60%-70%是板材 其中大部分是经过冲压制成成品 冲压加工在汽车、拖拉机、点击、仪器仪表、家用电器、自行车、办公机械等机械工业和国防工业以及日常生活用品的生产方面 占据着十分重要的地位 本课题要求对给定的零件进行冲压模设计 通过对零件进行详细的工艺分析确定零件的冲压工艺方案并制定部分零件的制造工艺 通过本课题 可以培养我们综合运用所学的基础理论、基本知识和基本技能来分析、解决实际问题的能力和初步进行科学研究的;培养我们独立工作的能力、创新能力以及理论联系实际和严谨求实的工作作风的重要途径
二.发展现状 我国冲压模具产品的质量和生产工艺水平 总体上比国际先进水平低许多 而模具生产周期却要比国际先进水平长许多 产品质量水平低主要表现在精度、表面粗糙度、寿命及模具的复杂程度上;生产工艺水平低则主要表现在加工工艺、加工装备等方面 模具寿命也只有国际先进水平的50%左右 大型、精密、技术含量高的轿车覆盖件冲压模具和精密冲裁模具 每年都要花费大量资金进口 但现在一汽模具公司、东汽模具公司、上海大众模具公司等中国冲压模具业的龙头企业可部分生产此类模具 但是在一些低档次的简单冲模 则已供过于求 市场竞争非常激烈 发展趋势 模具技术的发展是模具工业发展最关键的一个因素 其发展方向应该为适应模具产品"交货期短"、"精度高"、"质量好"和"价格低"的要求服务未来 我国模具工业和技术主要发展方向将主要集中在以下几个方面: (1)模具CAD/CAE/CAM正向集成化、三维化、智能化和网络化服务 (2)模具检测、加工设备向精密、高效和多功能方向发展 (3)快速经济制造技术的广泛引用 (4)开发优质模具材料和先进的表面处理技术 (5)模具研磨抛光将向自动化、智能化方向发展 (6)模具标准件的应用日渐广泛 (7)模具工业新工艺、新理念和新模式的发展 三. 本课题研究的主要内容 1.工艺性分析 继电器连接件是一种钣金弯曲件 1)分析零件的尺寸、形状 加工要求 表面粗糙度等 分析零件的材料以及材料的性能和制件的用途; 2)分析工艺资料及件的变形方式 成型可能性分析等; 3)分析材料是否满足强度要求 是否满足材料性能的成形性关系等 4)了解工件的生产批量(决定模具的形式、结构、材料等) 5)了解工件原材料的规格与毛坯情况; 6)分析冲压车间的设备资料或情况; 7)分析车间制造模具的技术能力和设备条件以及可采用的模具标准件情况;
等离子喷涂技术的现状与展望 程越 机电院学号:2010235 摘要:综合分析了国内外等离子喷涂技术的现状, 着重阐述了今后的发展趋势, 并希望这一技术在我国的工业生产中发挥更大的作用。关键词:等离子喷涂实时诊断智能控制 1概述 随着现代科技和工业的发展, 对材料的性能提出了愈来愈高的要求, 不同的领域对材料的性能要求也有很大的差别, 即对于同一零部件的不同部位所要求的性能亦有所不同。因此, 寻求各种功能材料,甚至是智能材料已经成为当今世界的热门研究课题之一。 等离子喷涂技术是获得材料表面功能涂层的有效手段, 具有生产效率高、涂层质量好、喷涂的材料范围广、成本低等优点。因此, 近十几年来, 该技术的进步和生产应用发展很快, 现已广泛用于核能、航天航空、石化、机械等领域。 欧美国家从事等离子喷涂技术的研究工作较早, 现已形成大规模的开发、研制、生产基地。涌现出一批大型跨国公司, 如美国的Miller公司、METCO公司、瑞士的Castolin公司, 并分别开发了自己的系列产品, 不断加以改进。如METCO公司从最初的3M系统发展到了现在的10M 系统。最近又推出了计算机控制的等离子喷涂系统, 配有AR-2000 型6关节机器人, 可对不同部件进行编程, 制订不同的喷涂工艺, 具有菜单式软件驱动,可实时监测和记录等离子喷涂工艺参数, 并加以闭环控制。 日本虽然起步较晚, 但非常注重引进世界一流的设备和技术, 并加以发展。特别是近年来, 日本在等离子喷涂技术方面的研究异常深人, 大有后来居上之势。 在1992年第十三届国际热喷涂会议上, 共提交论文250多篇。其中美国110篇, 日本40篇, 德国24篇,中国12 篇, 其它多来自欧洲国家。在编人会议论文集的161篇文章中, 我国只有2 篇人选。由此可看出在一定程度上反映了各国的发展水平。 与先进国家相比, 我国在等离子喷涂技术研究上投入的人力、物力较少, 而又分散在多家研究机构。如武汉材料保护研究所、航天部625所、清华大学、华南理工大学、沈阳工业大学、北京矿冶研究总院和广州有色金属研究所。这样, 其研究能力就显得更加势单力薄。80年代初, 武汉材保所和航天部625所, 在METCO公司7M 系统的基础上, 分别研制出可控硅整流等离子喷涂系统, 可惜未能形成生产能力和继续发展。近年来, 我国对等离子喷涂技术的研究工作多集中在涂层性能及喷涂工艺方面。国内从事等离子喷涂设备生产的仅几家小厂, 技术力量薄弱, 尚不具备开发、研制能力, 所生产的机型落后, 技术水平低。 2等离子喷涂电源及改进 目前, 等离子喷涂技术正朝着高效、大功率方向发展。但现已商品化的等离子喷涂系统多采用传统的整流式电源, 不仅能耗高, 而且体大笨重, 不便于现场使用。作为世界一流的METCO公司所生产的等离子喷涂设备中, 其电源也是晶闸管整流式, 其整机重量930kg。体积为690mm(长)╳1230mm(宽)╳1220mm(高)。目前, 使等离子喷涂设备实现节能和小型化已成为一个重要的研究课题。 瑞士的castolin、公司最近率先推出了小型的晶体管式等离子喷涂电源, 其设计紧凑,
铁合金生产一些常见知识简介 1、矿热炉和精炼炉的区别?以及各自的优缺点? 铁合金的生产方法,按照使用设备的不同,可分为电炉法、高炉法、炉外法、转炉法、及真空电阻炉法。 电炉法又分为矿热炉法和精炼炉法。 矿热炉是矿石加热还原电炉的简称。矿热炉法是以碳作还原剂还原矿石生产铁合金的一种工艺方法。其生产过程是,将炉料连续加入炉内,并将电极插埋于炉料中,依靠电弧和电流通过炉料而产生的电弧热和电阻热,进行埋弧还原冶炼操作,熔化还原产生的金属和熔渣集聚在炉底,并通过出铁口定时出铁出渣。生产过程是连续进行的。用此方法生产的品种主要有硅铁、硅钙合金、工业硅、高碳锰铁、硅锰合金、高碳铬铁、硅铬合金、镍铁等。 精炼炉法又称为电弧炉法,其原意是指将初级铁合金用电弧炉进行精炼降低杂质元素而得到精炼铁合金产品的一种工艺方法,一般是用硅(硅质合金)、铝等作还原剂生产含碳量低的铁合金产品,依靠电弧热、硅氧或铝氧反应热进行冶炼,炉料从炉顶或炉门加入炉内,整个冶炼过程分为引弧、加料、熔化、精炼和出铁等五道工序。生产过程是间歇进行的,即每炉一个循环。主要生产的品种有:中、低碳锰铁,中、低、微碳铬铁,钒铁等。我公司用精炼炉生产镍铁,严格地说不是一个精炼过程,而是一种电碳热熔分冶炼工艺,只是沿用了传统铁合金生产精炼炉法的称谓而已。 矿热炉法和精炼炉法的主要特点和差别:
A矿热炉设备较复杂,而精炼炉设备相对较简单; B生产工艺流程方面,矿热炉是连续进行的,而精炼炉法是间歇进行的; C操作控制方面,矿热炉相对较难,而精炼炉相对较为容易; D在铁合金生产领域,矿热炉法较易实现大型化规模化,而精炼炉法则受到局限; E矿热炉生产效率较高,而精炼炉生产效率相对较低; F矿热炉一般使用自焙电极,电极插入炉料较深,为埋弧操作,而精炼炉一般使用石墨电极,电极插入炉料较浅,为遮弧操作; G就我公司目前镍铁生产而言,精炼炉产品P、S杂质含量可控制得较低,且已实现矿石热装,从而电耗较低,而矿热炉使用烧结矿,没有热装,电耗较高,环境控制较难,这在广西金源公司采用的回转窑加矿热炉工艺后将会有根本的改变。 2、从统计学的角度,每种合金产品需要重点关注的指标有哪些?每个指标的意义及其影响因素? 原则上来讲,就是要关注在成本构成中所占比例较大的指标。 A产量,是所有生产指标体系中最基础的首要指标。影响产量的主要因素有:设备的正常运行率、电气制度的合理选择、原辅料的性质、配料的合理性(熔剂、还原剂用量适度,渣型合理)、操作的稳定性和管理水平等。 B质量,是其它指标的前提,产品质量不符合要求,则产量和成本也就无从谈起。影响质量的主要因素有:原辅料质量是否满足工艺
齐鲁工业大学|机械与汽车工程学院 热喷涂技术的研究综述 孙* (齐鲁工业大学机械与汽车工程学院 20130102****) 摘要: 本文介绍了热喷涂技术的由来,发展历程,工艺特点(热喷涂工艺的优缺点),基本概念,总结了热喷涂技术的应用状况,探讨了新工艺、新材料在热喷涂技术中的应用前景。 关键词:表面处理;热喷涂;热喷涂的优缺点;热喷涂的应用进展 前言: 高新技术的飞速发展对提高金属材料的性能、延长仪器设备中零部件的使用寿命提出了越来越高的要求。而这两个方面的要求又面临高性能结构材料成本逐年上升的问题。近年来,表面工程发展很快,尤其是热喷涂技术获得了巨大的进展,为解决上述问题提供了一种新的方法。热喷涂技术是一种将涂层材料 (粉末或丝材 )送入某种热源 (电弧、燃烧火焰、等离子体等 )中熔化,并利用高速气流将其喷射到基体材料表面形成涂层的工艺。由于热喷涂技术可以喷涂各种金属及合金、陶瓷、塑料及非金属等大多数固态工程材料,所以能制成具备各种性能的功能涂层,并且施工灵活,适应性强,应用面广,经济效益突出,尤其对提高产品质量、延长产品寿命、改进产品结构、节约能源、节约贵重金属材料、提高工效、降低成本等方面都有重要作用。热喷涂涂层具有耐磨损、耐腐蚀、耐高温和隔热等优良性能,并能对磨损、腐蚀或加工超差引起的零件尺寸减小进行修复,在航空航天、机械制造、石油化工等领域中得到了广泛的应用【1-3】。 热喷涂发展现状: 1、热喷涂技术的由来 热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶
瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。 热喷涂技术最早出现在 20世纪早期的瑞士,随后在前苏联、德国、日本、美国等国得到了不断的发展,各种热喷涂设备的研制、新的热喷涂材料的开发及新技术的应用,使热喷涂涂层质量不断得到提高并开拓了新的应用领域【4】。热喷涂技术在我国始于20世纪50年代,至70年代末形成气候。目前,无论在设备、材料、工艺、科研等方面都在迅速发展与提高,成为表面技术重要组成部分。 2、热喷涂技术的发展历程 在 1993年以前【5-6】介绍较多的是单一热喷涂的技术与方法,其中以火焰喷涂法最为常见。虽然该法(火焰温度可达 3000℃),可熔化大多数金属,但由于陶瓷材料熔点太高而使该法受到限制。与现有的火焰喷涂、等离子喷涂、电弧喷涂等技术相比,气体爆炸喷涂具有致密性好,孔隙率低,结合强度高等优点。但因爆炸法之粉料以直线束方式射向基体表面,对形状复杂和细小件内壁难以处理,并需专门隔音装置以对付约140分贝的爆炸声,且涂层与基体之结合强度也有待于提高。新近研制的超音速喷涂法利用喷枪(具有混合气体室,燃烧室及扩张嘴)在压力下点燃混合气体,通过扩张使燃烧继续,由此可产生超音速(1370m/s)和高温(2760℃)的气流,从而能喷涂金属陶瓷,例如WC-Co和WC-Cr-Ni等粉末材料,并无脱碳现象。与爆炸喷涂相比,由于火焰的超音速提高了粒子的速度,其所制得的涂层致密且高耐水性。加上热源温度低,限制了粉末粒子加热,从而有效地抑制了粉末中 WC的分解。实验得出,超音速法所形成的涂层较等离子及氧—乙炔火焰法形成的涂层性能优越,其耐蚀性能与硬质合金YT相当。并且涂层材料已从金属、合金、陶瓷进而扩大到塑料等非导电性材料【7】。 我国热喷涂技术是从五十年代开始的,当时由吴剑春和张关宝在上海组建了国内第一个专业化喷涂厂,研制氧乙炔焰丝喷及电喷装置,并对外开展金属喷涂业务。我国热喷涂技术起步较早,50年代就发展了丝材电弧喷涂;60年代某些军工部分开始研究等离子喷涂,等离子弧焰温度高、等离于喷涂颗粒飞行速度快,
冲压模具行业发展现状及技术趋势现状 改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。 近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。一些国内模具企业已普及了二维CAD,并陆续开始使用UG、 Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。 以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。此外,许多研究机构和大专院校开展模具技术的研究和开发。经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显着进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。 例如,吉林大学汽车覆盖件成型技术所独立研制的汽车覆盖件冲压成型分析KMAS软件,华中理工大学模具技术国家重点实验室开发的注塑模、汽车覆盖件模具和级进模CAD/CAE/CAM软件,上海交通大学模具CAD国家工程研究中心开发的冷冲模和精冲研究中心开发的冷冲模和精冲模CAD软件等在国内模具行业拥有不少的用户。 虽然中国模具工业在过去十多年中取得了令人瞩目的发展,但许多方面与工业发达国家相比仍有较大的差距。例如,精密加工设备在模具加工设备中的比重比较低;CAD/CAE/CAM技术的普及率不高;许多先进的模具技术应用不够广泛等等,致使相当一部分大型、精密、复杂和长寿命模具依赖进口。 未来冲压模具制造技术发展趋势 模具技术的发展应该为适应模具产品“交货期短”、“精度高”、“质量好”、“价格低”的要求服务。达到这一要求急需发展如下几项: (1)全面推广CAD/CAM/CAE技术< 模具CAD/CAM/CAE技术是模具设计制造的发展方向。随着微机软件的发展和进步,普及CAD/CAM/CAE技术的条件已基本成熟,各企业将加大CAD/CAM技术培训和技术服务的力度;进一步扩大CAE技术的应用范围。计算机和网络的发展正使CAD/CAM/CAE技术跨地区、跨企业、跨院所地在整个行业中推广成为可能,实现技术资源的重新整合,使虚拟制造成为可能。 (2)高速铣削加工 国外近年来发展的高速铣削加工,大幅度提高了加工效率,并可获得极高的表面光洁度。另外,还可加工高硬度模块,还具有温升低、热变形小等优点。高速铣削加工技术的发展,对汽车、家电行业中大型型腔模具制造注入了新的活力。目前它已向更高的敏捷化、智能化、集成化方向发展。 (3)模具扫描及数字化系统 高速扫描机和模具扫描系统提供了从模型或实物扫描到加工出期望的模型所需的诸多功能,大大缩短了模具的在研制制造周期。有些快速扫描系统,可快
热喷涂材料:现状与未来 北京矿冶研究总院贾永昌 热喷涂材料是热喷涂技术的重要组成部分。它与热喷涂工艺及热喷涂设备共同构成热喷涂技术的主体。整个热喷涂技术的发展,实际上受设备与材料的进展而被推动与牵引的。 一、历史的回顾 迄今,热喷涂材料的发展大体跨分三个阶段。第一阶段是以金属和合金为主要成份的粉末和线材,主要包括铝、锌、铜、镍、钻和铁等金属及它们的合金。这些材料制成粉末,是通过破碎及混合等初级制粉方法生产的,而线材则是用拉拔工艺制作出一定线径的金属丝或合金丝。这些材料主要供火焰粉喷、线喷及电弧喷涂等工艺使用,涂层功能较单一,大体是防腐和耐磨损,应用面相对较小;第二阶段始于五十年代中期。人们发现,要解决工业设备中存在的大量磨损问题,十分有必要改进工艺,制取更耐磨的涂层。经过几年的努力,自熔合金问世并发展了火焰喷焊工艺,这就是著名的“硬面技术”。自熔合金是在Ni、Co和Fe基的金属中加入B、Si、Cr这些能形成低熔点共晶合金的元素及抗氧化元素,喷涂后再加热重熔,获得硬面涂层。这项技术在某种程度上是受焊接堆焊工艺的启发。由于这些涂层具有高硬度、高冶金结合及很好的抗氧化性,从而在耐磨及抗氧化性方面迈出了一大步。自熔合金的出现,对热喷涂技术起了巨大的推动作用。 这一阶段另一项技术突破是等离子喷涂设备的问世。等离子焰高达1万度,几乎可以喷涂一切材料。于是,人们打开了思路,先后发展了一系列的陶瓷材料和金属陶瓷材料。实际上,只有进入七十年代中期,1976年迈阿密第八届国际热喷涂会议之后,在航空工业迅速发展的需求与推动下,这些材料才真正找到了用武之地,相继出现了高性能、高技术的耐磨、耐高温、抗燃气腐蚀及隔热等表面工程涂层材料,使热喷涂技术开始从简易的维修车间步入宇航和飞机等高技术产业领域,并解决了大量令冶金工程师头痛的材料问题。不仅使那些担心采用这项技术会使飞机从天上掉下来的飞机设计师放下了心,而且自那时起,一架航空发动机有成百件以上的零件纳入了技术规范,必须采用热喷涂技术才得以达到设计师们的要求。第三阶段是以七十年代中期出现了一系列的复合粉和自粘一次喷徐粉末,直至八十年代夹芯焊丝作为电弧喷涂材料进入市场为主要标志。其特征是
一、矿热炉简介 矿热炉又称电弧电炉或电阻电炉,亦称还原电炉或矿热电炉,电极一端埋入料层,在料层内形成电弧并利用料层自身的电阻发热加热物料;常用于冶炼铁合金(见铁合金电炉),熔炼冰镍、冰铜(见镍、铜),以及生产电石(碳化钙)等。它主要用于还原冶炼矿石,碳质还原剂及溶剂等原料。主要生产硅铁,锰铁,铬铁、钨铁、硅锰合金等铁合金,是冶金工业中重要工业原料及电石等化工原料。其工作特点是采用碳质或镁质耐火材料作炉衬,使用自培石墨电极。电极插入炉料进行埋弧操作,利用电弧的能量及电流通过炉料的因炉料的电阻而产生能量来熔炼金属,陆续续加料,间歇式出铁渣,连续作业的一种工业电炉。同时电石炉、黄磷炉等由于使用状况和工作状态相同,也可以归结在矿热炉内,但是由于黄磷炉的纯阻性负载情况,因此也有将黄磷炉归结到电阻炉的说法。 根据矿热炉的结构特点以及工作特点,短网的损耗占据了系统自身损耗的70%以上,而短网是一个大电流工作的系统,最大电流可以达到上万安培,因此短网的性能在很大程度上决定了矿热炉的性能,由于短网的感抗占整个系统的 70%以上,不论是高烟罩开放式炉、矮烟罩半密闭式炉还是全密闭式炉的短网系统的感抗均较大,基于这个原因,矿热炉的自然功率因数很难达到0.85以上,绝大多数的炉子的自然功率因数都在0.6~0.8 之间,较低的功率因数不仅使变压器的效率下降,消耗大量的无用功,浪费大量电能,且被电力部分加收额外的电力罚款,同时由于电极的人工控制以及堆料的工艺,导致三
相间的电力不平衡加大,最高不平衡度可以达到20%以上,这导致冶炼效率的低下,电费增高。因此提高短网的功率因数,降低电网不平衡就成了降低能耗,提高冶炼效率的有效手段。如果采取适当的手段,提高短网功率因数,改善电极不平衡度,将可以达到:A、降低生产电耗 3%~6%; B、提高产品产量 5%~15%的效果,给企业带来良好的经济效益。 为了解决矿热炉自然功率因数低的问题,减少电网的损耗,提高供电质量,使功率因数达到0.9以上;并且提高矿热炉的进线电压,使电炉的冶炼功率增大,目前国内外均采用大容量矿热炉加装无功补偿装置的方法,以提高矿热炉的功率因数,而投入的费用可以在创造的综合效益中短期内收回。 四、矿热炉无功补偿的意义 1、矿热炉耗能 电路运行时消耗大量的有功功率,这部分有功功率转化为热能用以熔炼炉料。同时,电流从电源经线路、变压器、短网等电抗时还要消耗大量的无功功率。矿热炉本体可等效为一个非线性电阻,在运行中会出现三相不平衡和谐波等电能质量问题。 2. 矿热炉对电能质量的影响 电弧炉做为非线性及无规律负荷接入电网,将会对电网和其他负载产生一系列的不良影响,其中主要是:导致电网严重三相不平衡,产生负序电流、产生高次谐波、其中普遍存在如2、4次偶次谐波与3、5、7次等奇次谐波共存的状况,使电压畸变更趋复杂化,功率因
热喷涂技术经过近一个世纪的发展,从简单的工艺技术发展成为完整的工业体系,已成为先进制造技术的重要组成部分。在成长和发展过程中,由于专业和学科间的不断渗透、交叉、融合,技术日趋系统化、集成化,即发展成为集机械学、材料科学、热动力科学、高新技术和生物工程等专业为一体的新兴交叉学科,在制造业领域成为完整的工业体系。热喷涂技术的核心是优质、高效、低消耗的表面改性,达到赋予基体材料表面特殊功能的目的。技术的发展主要是新技术的发现、材料的创新、涂层质量控制软件体系、涂层制备基础理论研究和检测技术等诸方面。 1)近年来,随热喷涂技术的发展,新的工艺技术和新的应用领域不断地涌现。涂层质量很大程度上依赖于喷射熔滴的速度,提高热喷涂射流和喷涂粒子的速度已成为当前国际热喷涂技术发展的新趋势,相继出现了爆炸喷涂、高速活性燃气火焰喷涂(HV AF)、高速电弧喷涂、活性电弧喷涂、高速等离子喷涂、三阴极内送粉等离子喷涂、溶液等离子喷涂(SPS)、冷气动力喷涂(CGDS)等新技术。这些技术的共同特点是大幅度提高了喷涂粒子的飞行速度,降低了涂层孔隙率,提高了涂层结合强度。 高速等离子喷涂技术由于热源温度高、加热熔化效率高,可喷涂高熔点的陶瓷材料和超合金材料。与普通等离子喷涂比较,高速等离子喷涂的射流速度超过5马赫,喷涂粒子速度可达500m/s,使得涂层更加致密,硬度、韧性、结合强度更高。特别是制备高质量陶瓷涂层和金属陶瓷涂层,具有其他喷涂技术不可替代的优势。 三阴极内送粉等离子喷涂由三根平行的阴极将电弧一分为三,将喷涂粉末通过喷枪轴线与电弧同轴方向送入电弧,减少喷嘴局部过热的可能性,增加电弧稳定性和喷嘴使用寿命;延长粉末加热时间,提高了沉积速率和粉末材料利用率,沉积效率可高达90%,涂层质量均匀、致密、结合强度高。 溶液等离子喷涂是采用纳米先驱溶液或悬浮有纳米粒子的溶液为喷涂材料制备涂层的方法。有效地解决了纳米粉末材料输送的技术难题,扩展了涂层材料的应用领域,为纳米涂层制备、推动纳米涂层的实际应用提供了可能。 HV AF高速活性燃气喷涂,既具有高速火焰喷涂速度高的特点,又具有控制和改变环境条件的能力。活性燃烧气体使用丙烷、乙烯或MAPP气体,可产生还原性气氛;有最好的动能和热能匹配,喷涂粒子被加热到熔点以下,而粒子飞行速度高达800m/s,生产效率高,喷涂WC Co材料可达30kg/h;制备的金属合金和碳化物涂层含氧量非常低,涂层十分致密,可得到压应力或无应力涂层,是制备厚涂层最有效的方法之一。 高速活性电弧喷涂是在普通电弧喷涂的基础上,被电弧熔化的涂层材料被丙烷 空气燃烧所产生的高速气流雾化成细小微粒,并二次加速得到高速飞行的粒子束流,可有效地控制气流成氛得到还原环境,所得到的涂层含氧量低、涂层致密、孔隙率低、结合强度高。 冷气动力喷涂是由俄罗斯科学家在风洞试验中首次发现这一现象,根据这一现象发明了冷气动力喷涂技术。它是利用高压、温度在260~760℃热气流,将喷涂材料加速沉积到基体表面形成涂层的方法。超声速气体/粒子双相流、高压气流使粒径为1μm≤d≤50μm的粒子加速到450~1000m/s,在固态下形成孔隙率低、含氧量低、残余应力低的涂层,可完全保持喷涂材料原始成分。有文献表明:双相气流速度越大,粒子的沉积效率越高。现在美国和德国已研制成功成套冷气动力喷涂设备。 多种复合工艺技术已联合使用。高速火焰喷涂制备结合底层,有效地控制结合层的含氧量,等离子喷涂制备工作面层;等离子喷涂或火焰喷涂预置涂层,激光照射重熔制备完全致密的陶瓷涂层,达到改变涂层组织性能的目的。 2)新型工艺技术的发现与应用促进了新材料的发展。新型热障涂层材料,在氧化锆涂层上使用新成分和氧化锆复合,作为双层复合涂层;纳米涂层(纳米先驱溶液、纳米团聚体粉末)材料、功能复合涂层材料、生物功能涂层材料、金属间化合物涂层材料、微晶或非晶涂层材料等的
任务分析 本任务要求了解以下内容: ● 冷冲压模具概述。 ● 冷冲压的概念。 ● 冷冲压的特点。 ● 冷冲压的发展现状及应用。 ● 冷冲压工序的分类。 ● 冲压设备及技术参数。 ● 曲柄压力机的主要结构类型。 ● 曲柄压力机的基本组成。 任务实施 冷冲压的概念 冷冲压的特点 冷冲压工序的分类 曲柄压力机的结构及组成 本章要点
冷冲压工艺与模具设计 2 1.1 冷冲压模具概述 日常生活中人们使用的很多用具是用冲压方法制造的,例如不锈钢饭缸,它就是用一块圆形金属板料在压床上利用模具对圆形板料加压而冲出来的。可以看出,冷冲压是一种在常温(冷态)下利用冲模在压床上对各种金属(或非金属)板料施加压力使其分离或者变形而得到一定形状零件的金属压力加工方法。 冷冲压是一种先进的金属加工方法。在冷冲压加工中,冷冲模就是冲压加工中所用的工艺装备。没有先进的冷冲压技术,先进的冲压工艺就无法实现。 1.1.1 冷冲压的概念 冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件加工方法。它是一种压力加工方法,是机械制造中的先进加工方法之一。 1.1.2 冷冲压的特点 冷冲压加工是一种先进的金属加工方法,与其他加工方法(切削)比较,它有以下特点: ● 采用冷冲压加工方法,在压床简单冲压下,可以得到形状复杂、用其他加工方法 难以加工的工件。如汽车的前顶盖、车门等薄壳零件。 ● 冷冲压件的尺寸精度是由模具保证的,制出的零件一般不进一步加工,可直接 用来装配,而且有一定精度,具有互换性。因此,冷冲压加工的尺寸稳定、互换 性好。 ● 在耗材不大的情况下,能得到强度高、足够刚性而重量轻、外表光滑美观的零件, 因此,工件的成本较低。 ● 操作简单,劳动强度低,材料利用率高(一般为70%~85%)。 ● 生产率高,冲床冲一次一般可得一个零件,而冲床一分钟的行程少则多次,多则 几百次。同时,生产出的毛坯和零件形状规则,便于实现机械化和自动化。最近 几年发展起来的简易冲模、组合模具、锌基合金冲模等为单件大批量生产创造了 条件,因此,产品造价成本低。 冷冲压的缺点是模具要求高、制造复杂、周期长、制造费用昂贵,因而在小批量生产中受到限制。同时,冲压件的精度决定于模具精度,若零件的精度要求过高,用冷冲压生产就难以达到要求。 1.1.3 冷冲压的发展现状及应用 由于冷冲压具有表面质量好、重量轻、成本低的优点,它还是一种经济的加工方法,
等离子喷涂技术的现状与展望 笑嘻嘻 机械11-3 学号:2011 摘要:综合分析了国内外等离子喷涂技术的现状, 着重阐述了今后的发展趋势, 并希望这一技术在我国的工业生产中发挥更大的作用。关键词:等离子喷涂实时诊断智能控制 1概述 随着现代科技和工业的发展, 对材料的性能提出了愈来愈高的要求, 不同的领域对材料的性能要求也有很大的差别, 即对于同一零部件的不同部位所要求的性能亦有所不同。因此, 寻求各种功能材料,甚至是智能材料已经成为当今世界的热门研究课题之一。 等离子喷涂技术是获得材料表面功能涂层的有效手段, 具有生产效率高、涂层质量好、喷涂的材料范围广、成本低等优点。因此, 近十几年来, 该技术的进步和生产应用发展很快, 现已广泛用于核能、航天航空、石化、机械等领域。 欧美国家从事等离子喷涂技术的研究工作较早, 现已形成大规模的开发、研制、生产基地。涌现出一批大型跨国公司, 如美国的Miller公司、METCO公司、瑞士的Castolin公司, 并分别开发了自己的系列产品, 不断加以改进。如METCO公司从最初的3M系统发展到了现在的10M 系统。最近又推出了计算机控制的等离子喷涂系统, 配有AR-2000 型6关节机器人, 可对不同部件进行编程, 制订不同的喷涂工艺, 具有菜单式软件驱动,可实时监测和记录等离子喷涂工艺参数, 并加以闭环控制。 日本虽然起步较晚, 但非常注重引进世界一流的设备和技术, 并加以发展。特别是近年来, 日本在等离子喷涂技术方面的研究异常深人, 大有后来居上之势。 在1992年第十三届国际热喷涂会议上, 共提交论文250多篇。其中美国110篇, 日本40篇, 德国24篇,中国12 篇, 其它多来自欧洲国家。在编人会议论文集的161篇文章中, 我国只有2 篇人选。由此可看出在一定程度上反映了各国的发展水平。 与先进国家相比, 我国在等离子喷涂技术研究上投入的人力、物力较少, 而又分散在多家研究机构。如武汉材料保护研究所、航天部625所、清华大学、华南理工大学、沈阳工业大学、北京矿冶研究总院和广州有色金属研究所。这样, 其研究能力就显得更加势单力薄。80年代初, 武汉材保所和航天部625所, 在METCO公司7M 系统的基础上, 分别研制出可 控硅整流等离子喷涂系统, 可惜未能形成生产能力和继续发展。近年来, 我国对等离子喷涂技术的研究工作多集中在涂层性能及喷涂工艺方面。国内从事等离子喷涂设备生产的仅几家小厂, 技术力量薄弱, 尚不具备开发、研制能力, 所生产的机型落后, 技术水平低。 2等离子喷涂电源及改进 目前, 等离子喷涂技术正朝着高效、大功率方向发展。但现已商品化的等离子喷涂系统多采用传统的整流式电源, 不仅能耗高, 而且体大笨重, 不便于现场使用。作为世界一流的METCO公司所生产的等离子喷涂设备中, 其电源也是晶闸管整流式, 其整机重量930kg。体积为690mm(长)╳1230mm(宽)╳1220mm(高)。目前, 使等离子喷涂设备实现节能和小型化已成为一个重要的研究课题。 瑞士的castolin、公司最近率先推出了小型的晶体管式等离子喷涂电源, 其设计紧凑,
矿热炉功率因数的补偿方案 一、补偿的方式 矿热炉电炉的功率因数补偿大致有三种。即高压补偿、中压补偿和低压补偿。 1、高压补偿可以解决供电局对用电功率因数的最基本要求,但解决不了电炉变压器的出力问题。随着电炉的容量越来越大,供电的电压也越来越高。这样就给高压补偿也带来了一些困难。 2、低压补偿可以解决电炉变压器的出力问题,但低压补偿的电流几万安培,设备庞大,施工也比较困难,设备运行时,大量的接触器频繁动作,设备的故障率及设备维护量都很大。 3、所谓的中压补偿,即利用变压器的中压10KV线圈做补偿。 中压补偿分两种:一种是中压并联补偿,一种是中压串联补偿。 1)中压并联补偿的作用与高压补偿差不多,中压并联补偿主要是解决电炉变压器的高压侧电压太高不好补偿的问题,即采用中压并联补偿。这种补偿同样解决不了电炉变压器低压线圈的出力问题。 2)中压串联补偿的作用与低压补偿差不多,他可以解决电炉变压器的出力问题,当然,功率因数也可以补偿到0.92以上。它也存在着补偿投入后容升电压比并联补偿要高的问题。但可以通过调低有载开关档位的办法解决。 二、中钢吉电矿热炉功率因的补偿方案 中钢吉电矿热炉一般采用中压串联补偿,实施串联补偿后功率因数达到0.9~0.92以上。同样入炉功率也达到了0.9~0.92以上。 1、中压串联补偿的主要设备: 1)10KV的电容器约为变压器额定容量的80%左右。 2)6个电感线圈。 3)3个高压柜:1个开关柜;1个PT柜;1个过压保护柜。 4)1个补偿操作控制台(包括一台电脑及PLC)。 2、电炉变压器 根据串联补偿的需要,要对电炉变压器中压线圈的容量作相应的调整。调整后的变 压器的重量大约增加10% 3、中压串联补偿的设备布置 中压串联补偿的设备可布置在压放平台上,用10KV电缆与电炉变压器连接。(比 低压补偿的连接要简单的多) 三、中压串联补偿的投入与运行 中压串联补偿的设备在开炉时,暂时不投入运行。当负荷稳定后即可把中压串联补偿的设备投入运行。投入时电流不应超过额定电流的60%。 设备投入运行后,不需要跟随电炉的负载对电容的容量进行动态调整,电炉的功率因数基本稳定,不随负载的波动而变化,只要设计时参数计算的准确即可。这是不同于低压补偿的。 四、中压串联补偿设备的费用 中压串联补偿的设备的费用应该略低于低压补偿的费用。 当电炉变压器的设计参数从新计算完成后,即可计算出补偿电容的容量。 中钢集团吉林机电设备有限公司 2009-8-10
浅谈矿热炉冶炼镍铁工艺 摘要:本文介绍了从红土镍矿提炼镍铁几种不同的冶炼工艺,并着重分析了矿热炉冶炼镍铁工艺RKEF法,此工艺成为当前我国红土镍矿处理的主要方法。采用高效、流程短、低耗能、环保等镍铁冶炼新工艺已经成为发展的趋势。 关键词:镍铁;矿热炉;RKEF法 1 前言 金属镍具有良好的机械强度、延展性和化学稳定性,耐腐蚀,能磁化等一系列特性,广泛用于不锈钢、高温合金、电镀和化工等行业,在国民经济的发展中具有极其重要的地位。全球约2/3的镍用于生产不锈钢,镍原料的成本占奥氏体不锈钢生产成本的70%左右。 2 镍铁冶炼工艺分类 镍铁冶炼工艺主要有火法理、湿法两种。对于含镍硫化矿目前主要采用火法处理,通过精矿焙烧反射炉(电炉或鼓风炉)冶炼铜镍硫吹炼镍精矿电解得金属镍。对于氧化矿主要是含镍红土矿,其品位低,适于湿法处理;主要方法有氨浸法和硫酸法两种。氧化矿的火法处理是镍铁法。 2.1 高炉法 高炉生产生铁历史悠久,但普遍使用高炉生产镍铁还是中国人发明(刘光火)和研究的结果。 高炉生产镍铁的流程主要是:矿石干燥筛分(大块破碎)——配料——烧结——烧结矿加焦炭块及熔剂入高炉熔炼——镍铁水铸锭和熔渣水淬——产出镍铁锭和水淬渣。 2.2 电炉(矿热炉)法 这里的电炉指被称作矿热炉的电弧炉的一种,矿热炉冶炼镍铁工艺流程是:原矿干燥及大块破碎——配煤及熔剂进回转窑彻底干燥及预还原——矿热炉还原熔炼——镍铁铁水铸锭及熔渣水淬——产出镍铁锭(或水淬成镍铁粒)和水淬渣。 该工艺通常是指回转窑加矿热炉工艺,在国外已有几十年的生产历史,有一套较成熟的技术和理论,国内也有少数厂家有几年的生产历史,但都是小设备生产,技术问题很多,效益也不好,近期有数家企业陆续投产和正在建设上规模的生产线。
热喷涂技术原理及其应用 摘要:对于一些超薄零件,在其表面喷涂具有高强度、硬度较高耐磨性的陶瓷涂层,增加零件的耐磨性。热喷入技术是制备涂层的主要方法,目前正迅速应用到民用工业领域。本文主要介绍了热喷涂工艺的特点、喷涂方法的种类及其技术以及热喷涂技术的应用概况,并对热喷涂技术的发展方向给予了展望。关键字:表面工程热喷涂涂层火焰喷涂 1绪论 磨蚀和磨损是造成材料和零部件失效的主要原因。据有关资料介绍,发达国家每年由腐蚀和磨损所造成的损失约占国民经济总产值的4%~5%,而全世界每年生产的钢材约有1/10变成铁锈。我国每年由腐蚀和磨损造成的经济损失已达数亿人民币。 随着现代科学技术和现代工业发展,对各种设备零件的表面性能提出了更高的要求,特别是在一些特殊条件下工作的零件表面的耐磨性、耐蚀性及高温氧化性等。因此改善材料表面性能,不仅可以有效地延长零件的使用寿命、节约资源,更有利于社会的发展[1]。 表面工程是21世纪工业发展的关键技术之一,表面技术分为表面改性技术、薄膜技术和涂层技术三大类,而热喷涂技术是表面工程领域中十分重要的技术,约占表面工程技术的1/3,是国外50年代发展起来的一项机械零件修复和预保护的新技术。它可以使各种机械设备车辆的零部件使用寿命延长。使报废的零部件“起死回生”。从学科上讲,热喷涂技术是一个涉及金属学、高分子学、表面物理、表面化学、流体力学、传热学、等离子物理及计算机等学科的交叉边缘科学[2]。 热喷涂技术有两大突出特征:一是喷涂粉末的成分不受限制,可根据特殊要求予以选择;二是热喷涂过程中工件温度可保持在100-260℃,从而减少了变形氧化和相变等,使材料本身的性能不被破坏或损失,这些特征以及热喷涂涂层所具
表面工程学(论文) 班级:材科101 学生姓名:宋俊伟 学号:201001524125 指导教师:汤峰
热喷涂技术的发展和应用 【摘要】主要介绍了热喷涂的基本方法、设备、材料和涂层特性;以及当前的发展动态和应用情况;并简要介绍了应用研究的前景。 【关键词】热喷涂加工技术、加工原理、应用现状、发展前景。 引言 热喷涂是一种迅速发展的表面强化新工艺新技术。它采用专用设备,利用各种热源将金属或非金属材料加热到熔化或半熔化状态,用高速气流将其吹成微小微粒并喷射到机件表面,形成覆盖涂层,以提高机件耐磨、耐蚀、耐热等性能。热喷涂技术最早出现在上世纪早期的瑞士,随后在苏联、德国、日本、美困等圉得到了不断的发展,各种热喷涂设备的研制,新的热喷涂材料的开发,新技术的不断应用,使热喷涂涂层质量得到了不断的提高,并不断开拓新的应用领域。目前,以火焰喷涂、超音速喷涂、电爆喷涂、电容放电喷涂、等离子喷涂为代表的热喷涂技术与设备,以及一系列喷涂喷焊粉末新材料,各种热喷涂技术趋于成熟,喷涂装置日益完善,不仅能喷金属、合金、陶瓷,还能喷涂塑料和复合材料。近几年来电子计算机在等离子喷涂系统中的应用,使热喷涂技术达到了相当完善的地步,不仅使应用范嗣大为扩展,而且使涂层质量有了质的飞跃。热喷涂技术不仅涉及到材料学、表面物理化学、流体力学、传热学、等离子物理等,还涉及到机械,计算机和新材料等学科,是一门交叉边缘学科。 1.热喷涂技术简介 热喷涂技术是通过某种热源将某些材料表面加热至熔融或半熔融状态,然后喷射到涂敷的基体表面,形成一层性能优于原来基体的涂层,从而使原工件具有更加优异的表面性能,或者是使工件获得一种或几种原来基体材料不具备的表面性能膜状组织。其喷涂温度、熔滴对基体表面的冲击速度及形成涂层的材料构成了喷涂技术的核心。温度和速度取决于不同的热源和设备。在一定的温度范围内,温度越高、速度越大,越有利于形成优异的涂层;喷涂材料的可选择性,是热喷涂技术的另一种优势,正是这三种要素,以及其他多项可控的影响因素,使热喷涂成为真正的具有叠加效果的独特技术,它可以设计出所需的多种多样的改性表面,从而在机械维修、航天和生物工程等高技术领域得到广泛应用。
我国冲压模具现状及发展趋势分析 一、现状 改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。 浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。 随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定企业的生存空间。 近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。 以汽车覆盖件模具为代表的大型冲压模具制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。此外,许多研究机构和大专院校开展模具技术的研究和开发。经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。 例如,吉林大学汽车覆盖件成型技术所独立研制的汽车覆盖件冲压成型分析KMAS软件,华中理工大学模具技术国家重点实验室开发的注塑模、汽车覆盖件模具和级进模CAD/CAE/CAM软件,上海交通大学模具CAD国家工程研究中心开发的冷冲模和精冲研究中心开发的冷冲模和精冲模CAD软件等在国内模具行业拥有不少的用户。 虽然中国模具工业在过去十多年中取得了令人瞩目的发展,但许多方面与工业发达国家相比仍有较大的差距。例如,精密加工设备在模具加工设备中的比重比较低;CAD/CAE/CAM技术的普及率不高;许多先进的模具技术应用不够广泛等等,致使相当一部分大型、精密、复杂和长寿命模具依赖进口。
热喷涂技术现状及其发展 林安川 摘要:近年来金属表面工程发展很快,尤其是热喷涂技术获得了巨大的进展。热喷涂是一种用专用设备把某种固体材料熔化并加速喷射到机件表面上,形成特制薄层,以提高机件耐蚀、耐磨、耐高温等性能的新兴材料表面科学技术。由于采用热喷涂技术,可以使基体材料在耐磨性、耐蚀性和绝缘性等方面的性能得到改善。因此热喷涂技术都得到了广泛的应用,并取得了良好的经济效益[1]。热喷涂成为金属表面科学领域中一个十分活跃的学科。本文介绍了热喷涂工艺的特点,喷涂方法的种类及其技术以及热喷涂技术的应用概况,并对热喷涂技术的发展方向给予了展望。 关键词:热喷涂涂层分类应用发展 Thermal spraying technology status and development L-in Anchuan abstract:Metal surface engineering develops very fast in recent years, Especially the thermal spraying technology was a great progress. Thermal spraying is a kind of melt a solid materials with special equipment and to accelerate the jet to the mechanism on the surface, forming special thin layer, in order to improve the parts such as corrosion resistance, abrasion resistance, high temperature resistant performance of the emerging science and technology, material surface. Due to using thermal spraying technology, can make the base material in terms of wear resistance, corrosion resistance, and insulation performance improving.Therefore the thermal spraying technology has been widely used, and achieved good economic benefits [1]. Thermal spraying metal in the field of surface science become a very active subject.Characteristics of thermal spraying technology was introduced in this paper, the types of spraying method and its general situation of the application technology and thermal spraying technology, and give the development direction of thermal spraying technology were discussed. Key word:The thermal spraying coating classification application development 1 概述 热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目。它是利用某种热源(如电弧、等离子弧或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。 这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。它可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。 喷涂粉末在整个热喷材料中占据十分重要的地位。热喷涂合金粉末包括镍基、铁基和钴基合金粉,按不同的涂层硬度,分别应用于机械零部件的修理和防护。 当前又面临高性能结构材料成本逐年上升的问题,为同时解决这两个方面的问题,近年来金属表面工程发展很快,尤其是热喷涂技术获得了巨大的进展。热喷涂是一种用专用设备把某种固体材料熔化并加速喷射到机件表面上,形成特制薄层,以提高机件耐蚀、耐磨、耐高温等性能的新兴材料表面科学技术[1,2]。由于采用热喷涂技术,可以使基体材料在耐磨