
文件类别
Document
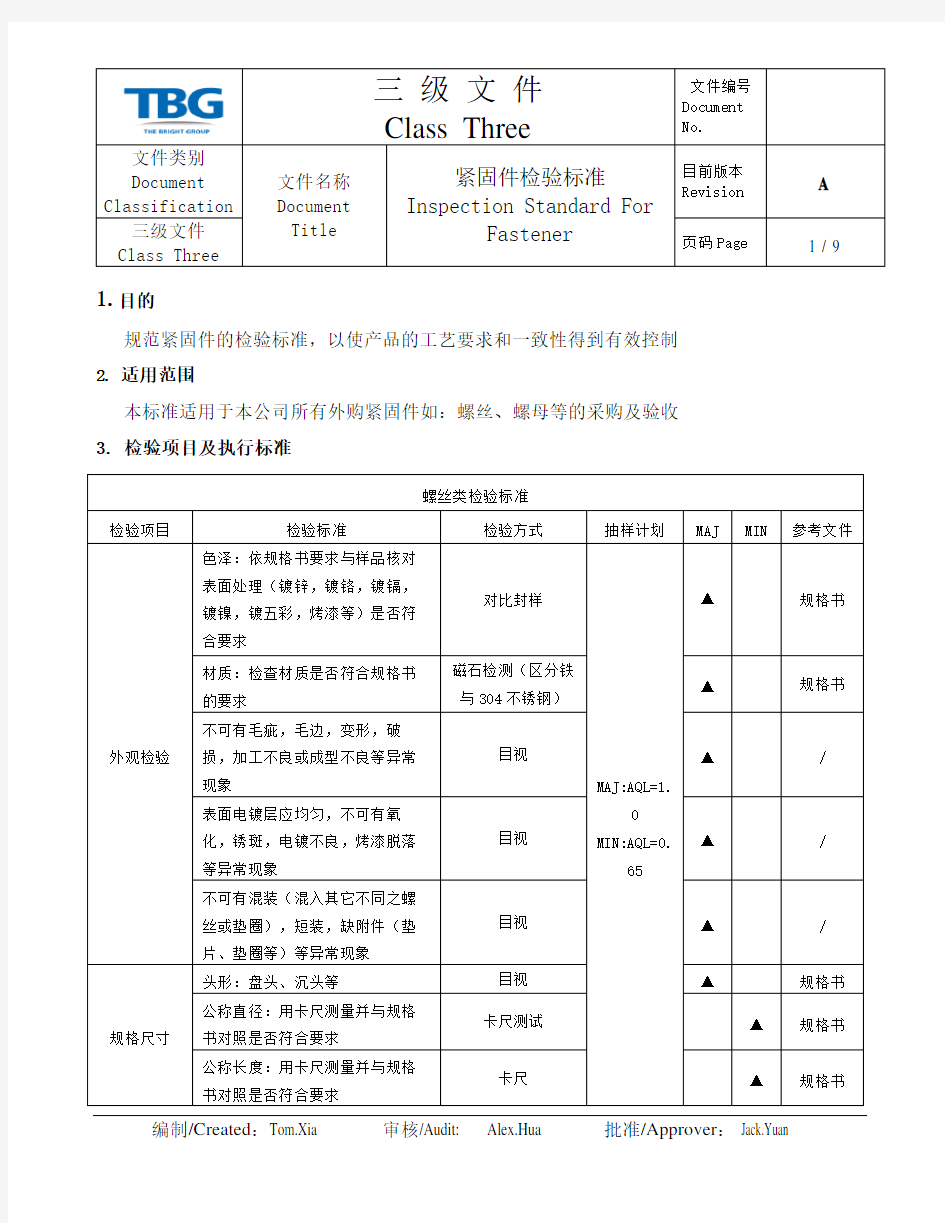
1.目的
规范紧固件的检验标准,以使产品的工艺要求和一致性得到有效控制
2. 适用范围
本标准适用于本公司所有外购紧固件如:螺丝、螺母等的采购及验收
3.检验项目及执行标准
编制/Created:Tom.Xia 审核/Audit: Alex.Hua 批准/Approver: Jack.Yuan
文件类别
Document
注释:
○1中性盐水喷雾试验法:依据IEC 68-2-11之规范施行.
测试条件: (Tested condition)
a)盐雾浓度(Consistency of salt spray): 5±1%
b)氯化钠(NaCl): 99.8%以上
c)试验温度(Test temperature): 35±2℃
d)喷雾量(Spray amount): 1-2 ml/hr/80cm^2
e)酸碱值: 35±2℃时,PH值6.5-7.2
f)试验时间: 24小时.
g)实验湿度(Test Humidity): 85%以上;
h)压缩空气压力(Compress air pressure): 1.25 kgf/cm^2
○2扭力测试:
螺钉试件的杆部(镀层或无镀层的)应夹紧在与螺钉螺纹相匹配的、开合的、螺纹模具或其他装置内;螺钉夹紧部分不应损伤,且至少有两扣完整螺纹伸出夹紧装置并除螺钉末端外至少有两扣完整螺纹夹紧在夹具内。夹紧
文件类别
Document
装置应有带内螺纹的盲孔夹具(下图1),孔的深度应保证断裂发生在螺钉末端之外。
文件类别
Document
表1:最小破坏扭矩表
注:若无其他说明,TBG所使用的螺丝需要达到8.8级;
文件类别Document
文件类别
Document
○3氢脆化测试:
通常将紧固件放在试验夹具上,紧固件承受的应力应在屈服点以内,或者处在破坏扭矩的范围内,通常80%破坏扭矩(表1)。扭矩既可通过匹配螺母(或螺栓)施加,也可通过转动攻有螺纹的钢板施加,见图2一图4可保证相应紧固件所需应力能处于其屈服点内,或破坏扭矩范围内的其他加载方法和夹具,也允许采用。
该应力或扭矩应至少保持48h以上每隔24h应将紧固件再拧紧到初始应力或扭矩,同时检查紧固件是否因氢脆已发生破坏。
1试验夹具
根据紧固件的不同类型,应使用不同的试验夹具。
1.1 螺栓、螺钉和螺柱
对于螺栓、螺钉和螺柱,应使用两面平行的淬硬钢板,钢板上制有垂直于板面的一个或多个孔的夹具,见图2
螺栓、螺钉和螺柱的试验夹具包括一块上压板和一块下压板,见图2。上、下压板的最低硬度应为
45HRC。支承面应经磨削,其粗糙度Ra值应不超过8um。每块钢板的厚度应≥1d(d 螺纹公称直径)。通孔直径d b按GB/T 5277精装配的规定,且不能倒圆。各通孔间的距离(L)应≥3d。
试验时,应保证至少有1d长度的未旋合螺纹承受应力,且不能有5扣以上的完整螺纹伸出螺母为达到这些要求,可将一块或多块带平行平面且经表面磨削的钢板用作垫板。该垫板可以用其他钢制造,也可与上、下压板的硬度不同。
将匹配的螺母拧紧,对螺栓、螺钉和螺柱进行预载荷试验对螺柱或螺杆,应在压板两边都使用螺母当螺柱两端螺距不同时,细牙螺纹端的螺母应视为“头部”。用手将当“头部”用的螺母拧紧到螺纹末端。
对于L< 2.5d 的短螺钉,只用一块带有预制螺纹孔的钢板,螺钉可直接拧人钢板,不需要使用螺母,而用螺钉头拧紧。钢板的性能应与上压板的相同。
文件类别 Document
1) 通孔按GB/T 5277精装配。
图2 螺栓、螺钉和螺柱用的试验夹具
对于没有平支承面的螺栓和螺钉〔如沉头螺钉和吊环螺钉),应在其头下放适当的上压板或垫圈见图3。
1一带沉孔的上压板;2一下压板
图 3 没有平支承面的螺栓和螺钉用的试验夹具
文件类别
Document
1.2自攻螺钉
自攻螺钉用的试验夹具是一块钢板。该钢板的机械性能应分别符合GB/T 3098.5中对拧入试验的有关规定.但应预制螺纹孔,见图4。
1-垫板〔长螺钉用):2 带预制螺纹孔的垫板
1) d 图4 自挤螺钉、自攻螺钉和自钻自攻螺钉用的试验夹具 螺钉头下可用一个硬度等级为300HV的垫圈,以保护钢板。钢板的最小厚度为1d。其他的所有要求均与对螺栓、螺钉和螺柱的要求相同,见1.1条。 注 : 如果螺钉螺纹很长,并足以攻出匹配的螺纹,则预制螺纹孔时可不用丝锥而直接用试验螺钉在直径符合相应标准的光孔上攻丝。攻出螺纹后,在继续拧入的过程中所需扭矩会明显下降,而不增加,因此不必重新夹紧。 对于长螺钉的试验,可将一块或多块具有平行平面月经表面磨削的钢板作为垫板使用。钢板上通孔的直径应不大于1.1d。 1.3 螺钉和垫圈组合件 试验螺钉和垫圈组合件时,应使用1.1条或1.2 条规定的夹具 1.4 螺母 应该知道,某些加大支承面的螺母可承受拉应力。这适用于带法兰面的螺母或其他特殊形状的螺母,也适用于普通螺母。这种螺母的试验应由供需双方协议。 螺母的试验夹具与5.1条规定的相同。 1.5 弹簧垫圈和弹性垫圈 将若干个弹簧垫圈试件装到螺纹公称直径与弹簧垫圈公称直径相同的螺栓上用平垫圈将各弹簧垫圈试件 文件类别 Document 相互隔开。平垫圈的硬度应大于弹簧垫圈试件的硬度,且其最低硬度为40HRC。 试验锥形弹性垫圈时,应成对试验,见图5。 将组装件拧紧,直至将弹簧(性)垫圈试件完全压平。 普通螺纹标准规格表 螺纹基本知识 一、螺纹的名词术语 螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。 圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。 右旋螺纹:顺时针旋转时选入的螺纹。 左旋螺纹:逆时针旋转时选入的螺纹。 完整螺纹:牙顶和牙底具有完整形状的螺纹。 不完整螺纹:牙底完整而牙顶不完整的螺纹。 螺尾:向光滑表面过渡的牙底不完整的螺纹。 有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。 公称直径:代表螺纹尺寸的直径。 大径:外螺纹的顶径、内螺纹的底径。 小径:外螺纹的底径、内螺纹的顶径。 中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。 单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。 作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。 牙型角:在螺纹牙型上,两相邻牙侧间的夹角。 螺距:相邻两牙在中径线上对应两点间的轴向距离。 螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。 二、.螺纹概述 一般将螺纹分为圆柱螺纹和圆锥螺纹。 (一)圆柱螺纹 1. 普通螺纹(又称米制或公制螺纹) 螺纹代号M,牙形角60°,基本牙形为平顶。 精度等级:内螺纹4~8级,外螺纹3~9级。 2. 美标统一螺纹(又称60°英制螺纹) 螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。 精度等级:内螺纹1B~3B,外螺纹1A~3A。 3. 非螺纹密封的管螺纹(又称圆柱管螺纹) 螺纹代号G,牙形角55°,基本牙形为圆顶圆底。 精度等级:内螺纹标准级和D级,外螺纹A、B级。 4. 梯形螺纹 螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。 精度等级:7~9级,(美标为2G~6G)。 5. 其他螺纹 锯齿螺纹 美标圆柱管螺纹 气瓶专用螺纹 。。。。。。 (二)圆锥螺纹 1. 用螺纹密封的管螺纹 螺纹代号R、Rc、Rp,牙形角55°,基本牙形为圆顶圆底,锥度1:16。 2. 60°圆锥管螺纹 2000版紧固件国家标准 标准号标准内容备注 GB/T3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱 ISO898-1:1999 GB/T3098.2-2000 紧固件机械性能螺母粗牙螺纹 ISO898-2:1992 GB/T3098.3-2000 紧固件机械性能紧定螺钉 ISO898-5:1998 GB/T3098.4-2000 紧固件机械性能螺母细牙螺纹 ISO898-6:1994 GB/T3098.5-2000 紧固件机械性能自攻螺钉 ISO2702:1992 GB/T3098.6-2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱 ISO3506-1:1997 GB/T3098.7-2000 紧固件机械性能自挤螺钉 ISO7085:1999 GB/T3098.14-2000 紧固件机械性能螺母扩孔试验 ISO10484:1997 GB/T3098.15-2000 紧固件机械性能不锈钢螺母 ISO3506-2:1998 GB/T3098.16-2000 紧固件机械性能不锈钢紧定螺钉 ISO3506-3:1997 GB/T1237-2000 紧固件标记方法 ISO8991:1986 字串9 GB/T 41-2000 六角螺母 C级 ISO4034:1999 GB/T 65-2000 开槽圆柱头螺钉 ISO1207:1992 GB/T 67-2000 开槽盘头螺钉 ISO1580:1994 GB/T 68-2000 开槽沉头螺钉 ISO2009:1994 GB/T 69-2000 开槽半沉头螺钉 ISO2010:1994 GB/T 70.1-2000 内六角圆柱头螺钉 ISO4762:1997 GB/T 70.2-2000 内六角平圆头螺钉 ISO7380:1997 GB/T 70.3-2000 内六角沉头螺钉 ISO10642:1997 GB/T 77-2000 内六角平端紧定螺钉 ISO4026:1993 GB/T 78-2000 内六角锥端紧定螺钉 ISO4027:1993 GB/T 79-2000 内六角圆柱端紧定螺钉 ISO4028:1993 GB/T 80-2000 内六角凹端紧定螺钉 ISO4029:1993 GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求 ISO6157-1:1988 GB/T 5779.2-2000 紧固件表面缺陷螺母 ISO6157-2:1995 GB/T 5779.3-2000 紧固件表面缺陷螺栓、螺钉和螺柱特殊要求 ISO6157-3:1988 字串3 GB/T 5780-2000 六角头螺栓 C级 ISO4016:1999 GB/T 5781-2000 六角头螺栓全螺纹 C级 ISO4018:1999 GB/T 5782-2000 六角头螺栓 ISO4014:1999 GB/T 5783-2000 六角头螺栓全螺纹 ISO4017:1999 GB/T 5785-2000 六角头螺栓细牙 ISO8765:1999 GB/T 5786-2000 六角头螺栓细牙全螺纹 ISO8676:1999 GB/T 6170-2000 1 型六角螺母 ISO4032:1999 常用螺栓的标准及规格表 国家标准规定了螺纹规格为M3~M64,A和B级的六角头螺栓.A级用于D<=24和L<=10D或 L<=150mm(按较小值)的螺栓;B级用于D>24或L>10D或L>150(按较小值)的螺栓 外六角螺栓尺寸规格(如图) 钢结构连接用螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达400×=240MPa级 性能等级级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为; 3、螺栓材质的公称屈服强度达1000×=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 常用螺丝规格表 强度等级所谓级和级,是指螺栓的抗剪切应力等级为和,公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用""表示强度的,,X*100=此螺栓的抗拉强度,,X*100*(Y/10)=此螺栓的屈服强度(因为按标识规定:屈服强度/抗拉强度=Y/10)。如级则此螺栓的抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释 度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸= mm 3/8¢¢× = 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。 等级数目越大公差越小。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 常用螺栓的标准及规格表[新版] 常用螺栓的标准及规格表 国家标准规定了螺纹规格为M3~M64,A和B级的六角头螺栓.A级用于D<=24和L<=10D或L<=150mm(按较小值)的螺栓;B级用于D>24或L>10D或L>150(按较小值)的螺栓 外六角螺栓尺寸规格(如图) 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。 例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度 螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 常用螺丝规格表 牙数成品外径线径成品外径线径类类(每规格牙距规格别别英最大 最小 ?0.02mm 最大最小 ?0.02mm 寸) M1.4 0.30 1.38 1.34 1.16 1/8 40 3.145 3.03 2.70 M1.7 0.35 1.68 1.61 1.42 5/32 32 3.945 3.795 3.38 M2.0 0.40 1.98 1.89 1.68 3/16 24 4.732 4.592 4.00 英 M2.3 0.40 2.28 2.19 1.98 1/4 20 6.32 6.165 5.45 制 M2.5 0.45 2.48 2.38 2.15 5/16 18 7.905 7.737 6.94 粗 M3.0 0.50 2.98 2.88 2.60 3/8 16 9.49 9.312 8.40 牙 M3.5 0.60 3.47 3.36 3.02 7/16 14 11.07 10.88 9.84 55? M4.0 0.70 3.98 3.83 3.40 1/2 12 12.66 12.46 11.22 国 M4.5 0.75 4.47 4.36 3.88 9/16 12 14.25 14.04 12.81 标 M5.0 0.80 4.98 4.83 4.30 5/8 11 15.83 15.61 14.27 粗 M6.0 1.00 5.97 5.82 5.18 4# 40 2.824 2.695 2.37 牙 M7.0 1.00 6.97 6.82 6.18 5# 40 3.154 3.026 2.69 M8.0 1.25 7.96 7.79 7.02 6# 32 3.484 3.333 2.91 60? M9.0 1.25 8.96 8.79 8.01 8# 32 4.142 3.991 3.57 下面有13种方法取断螺丝方法总结 ,应根据自己的实际情况来选择,也可以几种方法一起用。要讲究灵活性,希望可以帮助大家。 1、可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径。 2、在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。) 3、用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。) 4、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对 太小的断入物无用;d、耗时、费事。) 5、直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 6、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。) 7、现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出。 8、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取出器反向拧出即可。 9、如果买不到断丝取出器,就用大一点的钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下的丝牙,然后用丝锥重新修整就行。 10、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来。 11、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长T型杆,这样就能从焊接的杆轻易拧出。 12、如果螺丝生锈非常严重,用上面的方法不好处理的,建议用火烤红后加进一点润滑油,再用以上相应的方式处理。 13、经过N多努力后,螺丝虽然是取出来了,但这时孔也废了,索性就钻个更大的孔攻丝, 电批的使用和打螺丝的技巧培训 、培训对象 : 装配部负责打螺丝的员工及相关组长 三、培训内容 :1 、公司的使用的风批、电批的种类及外部结构 工具的种类和外 一、工具的种类 : 1. 风批: 风批转动是由一个五个风翼的风动转子带动 ,经一组行星齿牙带动批嘴转动 ,以达 到扭动螺丝的目的 . 2. 电批: 电批转动是由电机转动 ,带动批嘴转动以达到扭动螺丝的目的 . 二、电批的结构 : 一、公司常用螺丝和电批头 : 1、螺丝 : (如三管风车) ①PA1.5*8帽2.8,锁转头上下盖 ②PA1.5*6帽2.8,锁马达上下盖 ③PA1.4*4帽2.8,锁刷片 ④PB2.3*6帽3.6,锁电池箱 2、用的电批头为:十字槽头,直径为①4mm,①1.5,①2.5,长度有40mm,60mm 电批的使用方法 一、 电批的使用前准备工作 : 1. 将电批接入配套的电源电箱中 , 再插上电源打开电源箱开关 . 2. 将电批悬挂于弹簧上或平衡器。 3. 安装合适的批头 . 4. 安装批头方法 :推上电批头端的套筒 ,将批头顺着导沟插入主轴内 .然后松开套筒 , 将批 头牢牢套住 . 5. 拆卸方法 : 推上电批头端的套筒 , 将电批头顺着导致沟拔出 , 松开套筒 , 这样可以取出批 头. 6. 准备好螺丝 , 螺丝盒和相应的打螺丝固定治具。 7. 切换方向控制开关 , 将电批调至正确的方向上 . 8. 方向控制开关 :FOR 为顺时针转 , 正方向拧紧螺丝 . (打螺丝) 9. REV 为逆时针旋转,反方向拧紧螺丝.(退螺丝) 10. 试打螺丝 , 并将扭力调节至适合当力矩处 . (扭力调节是从小往大调) 11. 扭力的调节方法 : 将扭力微调环向上旋 ,则刻度值越大 ,扭力弈越大 .反之, 将扭力微调坏 向下旋 , 则刻度值越小力弈越小 . 12. 注意 : 用电批打螺丝时 , 必须要按开关制 , 其正确的姿势为用食指勾压开关制 , 不可用多 指按压 . 二、 电批的保养和维护 : 1. 电批上有吊坏扣的必须将平衡器或吊钩悬挂于正确位置 . 2. 严禁摔打电批 (谨防碰撞或掉落现象 , 否则会产生马达噪音及起子晃动现象 ). 3. 拔电批与配套电箱的连接插头 , 应以插头基部为力点 , 不应有用力拉扯电线 , 以免损坏接 2、电批的使用方法和维护 3 、打螺丝的不良状况与改善对策。 第二章 和维 英制螺纹标准对照表 英制螺纹标准JIS B 0203,JIS B 2301 (mm) #0 1.52 #1 1.85 #2 2.18 #3 2.51 #4 2.84 #5 3.18 #6 3.51 #7 3.84 #8 4.17 #10 4.83 #12 5.48 1/4 6.35 UNS 是英制普通粗牙螺纹; UNF 是英制航空 标示皆将分母为8, 再直接称分子之番号. Ex: 1/8 x 0.50 –PPB: 1 分牙螺丝x 0.50”长, PPB Ex: 5/16 x 0.50 –PPB = 2.5/8 x 0.50-PPB : 2 分半牙螺丝x 0.50”长, PPB Ex: 5/32 x 0.50 –PPB =1.25/8 x 0.50-PPB: 1 分2 厘半螺丝x 0.50”长, PPB Ex: 1/4 x 0.50-PPB= 2/8 x 0.50-PPB: 2 分牙螺丝x 0.50”长, PPB 注: 有时会标示粗牙或细牙. UNF: 细牙 :电子业较常用. UNC:粗牙: 重机械结构较常用. Ex: 3/8 x 0.50 ,UNF –PPB: 3 分细牙螺丝x 0.50”长, PPB. C-2: Length Code: 为英寸标示, 须乘以25.40 换算为mm. 用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。 也可以用卡尺量螺纹的外径,和螺距。 公制螺纹外径是以毫米为单位,如6,8,10,12,18,20毫米等等螺距也是以毫米为单位,如 0.5,0.75,1,1.5,2,3,等等 英制螺纹外径是以英寸为单位,(每英寸即是25.4 毫米)如3/16,5/8,1/4,1/2,等等所以用公制卡尺量外径读数常带不规则的小数。 英制螺距是用每英寸含多少个牙表示。把卡尺定在25.4毫米,把一个尺尖对齐螺纹牙尖,另一个尺尖如对齐螺纹牙尖就是英制螺纹,如对不齐螺纹牙尖应该是公制螺纹。 丈量螺距时最好把螺纹的牙尖倒印在白粉笔上,粉笔上的印比较清楚,便于丈量。测公制螺距应该丈量一 段长度,如10,15,20,毫米等等,数一下含多少牙,算出螺距 用英寸为单位规定螺纹规格的为英制螺纹,如:G1"。用公制单位毫米规定螺纹规格的为公制螺纹。如: xxxx音响科技有限公司 打螺丝的技巧和不良状况 一、螺丝的技巧 1.使用正确的起子头作业 (1)“十”字型螺丝则选择符合螺丝规格的“十”字型起子头作业. (2)操作时将起子拿直,起子头紧贴螺丝头缺口操作. 2.操作时姿势要使用风(电)批从轴与螺丝从轴在一条直线上,并且垂直于锁螺丝面,螺丝锁下去是垂直的,不能有歪斜,晃动,否则螺丝会锁不紧、滑丝、打爆、螺丝头花等不良现象. 3.锁螺丝的力矩调合适,一般为 1.0~ 9.5kgf(千克力).cm2 4.电批锁紧时间不宜过长,应小于10秒. 5.注意: 不能使用已损坏的批头,这样批头易造成螺丝头部磨花. 二、不良状况其改善对策: 1.螺丝歪斜: 螺丝未水平产生原因: a.电批落下时不垂直 b.批头晃动,造成螺丝歪斜 c.被锁紧面不水平 改善方法: a.风批,螺丝人轴垂直于被锁紧物体面 b.被锁紧面放水平(增加水平固定工具) c.批头晃动,修理风批 2.螺丝头花或螺丝头缺头: 螺丝头部特有的十字槽口被损坏 产生原因: a.力矩过小,风批时间xx b.批头晃动 改善对策: a.加大力矩,锁紧后检开风, b.晃动风批送去修理 3.打暴物体: 被锁件的螺丝槽处产生暴裂 产生原因: a.力矩过大 b.螺丝的外径过大 c.物体太薄 似制: xxxxxx音响科技有限公司 改善对策: a.调小力矩 b.改用合适直径的螺丝 c.建议加厚对象臂厚 4.打滑丝: 螺丝锁到位,但会随批头旋转,未紧密咬合对象. 产生原因: a.力矩太大,锁到位后被强拧滑丝 b.锁位后未及时松手,时间过长 c.螺丝外径太小、太粗、咬牙太浅 改善对策: a调小力矩b.锁到位后及时松手c.改用合适直径的螺丝 5.锁不到位: 风批锁下后自动停不动或转速缓慢,但螺丝未完全锁下,留有间隙产生原因: a.力矩过小 b.未锁到时已停手,时间太短 改善原因: a.加大力矩 b.确定螺丝锁到位后,方可松手. 6.顶白、起泡: 螺丝锁下后,被锁件附近有损伤,造成塑料起泡. 产生原因: a.力矩过大 b.螺丝与被锁件之间配合不好 c.螺丝过长或过粗 改善原因: a调小力矩 b.改短或改细螺丝 7.螺丝头脱漆: 涂有黑漆的螺丝.表面的漆被磨损掉,露出金属银白色. 产生原因: 电批的使用和打螺丝的技巧培训 二、培训对象: 装配部负责打螺丝的员工及相关组长. 三、培训内容: 1、公司的使用的风批、电批的种类及外部结构. 2、电批的使用方法和维护 3、打螺丝的不良状况与改善对策。 第一章工具的种类和外结构 一、工具的种类: 1.风批: 风批转动是由一个五个风翼的风动转子带动,经一组行星齿牙带动批嘴转动,以达到扭动螺丝的目的. 2.电批: 电批转动是由电机转动,带动批嘴转动以达到扭动螺丝的目的. 二、电批的结构: 一、公司常用螺丝和电批头: 1、螺丝: (如三管风车) ①P A1.5*8帽 2.8,锁转头上下盖②P A1.5*6帽 2.8,锁xx上下盖 ③P A1.4*4帽 2.8,锁刷片④P B2.3*6帽 3.6,锁电池箱 2、用的电批头为: 十字槽头,直径为Φ4mm,Φ 1.5,Φ 2.5,xx有40mm,60mm 第二章电批的使用方法和维护 一、电批的使用前准备工作: 1.将电批接入配套的电源电箱中,再插上电源打开电源箱开关. 2.将电批悬挂于弹簧上或平衡器。 3.安装合适的批头. 4.安装批头方法: 推上电批头端的套筒,将批头顺着导沟插入主轴内.然后松开套筒,将批头牢牢套住. 5.拆卸方法: 推上电批头端的套筒,将电批头顺着导致沟拔出,松开套筒,这样可以取出批 头. 6.准备好螺丝,螺丝盒和相应的打螺丝固定治具。 7.切换方向控制开关,将电批调至正确的方向上. 8.方向控制开关: FOR为顺时针转,正方向拧紧螺丝.(打螺丝) 9.REV为逆时针旋转,反方向拧紧螺丝.(退螺丝) 10.试打螺丝,并将扭力调节至适合当力矩处.(扭力调节是从小往大调) 11.扭力的调节方法: 将扭力微调环向上旋,则刻度值越大,扭力弈越大.反之,将扭力微调坏向下旋,则刻度值越小力弈越小. 12.注意: 用电批打螺丝时,必须要按开关制,其正确的姿势为用食指勾压开关制,不可用多 指按压. 二、电批的保养和维护: 1.电批上有吊坏扣的必须将平衡器或吊钩悬挂于正确位置. 2.严禁摔打电批(谨防碰撞或掉落现象,否则会产生马达噪音及起子晃动现象). 3.拔电批与配套电箱的连接插头,应以插头基部为力点,不应有用力拉扯电线,以免损坏接 触插头. 螺纹代号对照表 国外螺纹的代号和标注识别 1.英制螺纹(螺纹牙型角55度) BSW----英国标准惠氏螺纹(粗牙) BSF----英国标准惠氏螺纹(细牙) R----锥管外螺纹(旧代号ZG、KG) RC----锥管内螺纹(旧代号ZG、KG) G----直管螺纹(外螺纹分A、B两面级,丝锥分G、G-D) 2.美制螺纹(螺纹牙型60度) UNC---统一制粗牙螺纹(代替NC)UNF---统一制细牙螺纹(代替NF)UNEF---统一制超细牙螺纹UN---统一制不变螺距螺纹 UNS---统一制特殊螺纹NPT---美国标准锥管螺纹 NPSC---美国标准管接头用直管螺纹NGT---气瓶用锥螺纹 NPTF---干密封锥管螺纹NPSF---干密封燃油直管螺纹 NPSM---美国标准机械连接用直管螺纹NPTR---美国标准导杆采用锥管螺纹NPSL---美国标准管锁紧螺母用直管螺纹NPSH---美国标准软管连接用直管螺纹3.其它螺纹 SM----缝纫机螺纹PZ----气瓶用锥螺纹 51-201-气门芯螺纹 标注示例 55°圆柱管螺纹是非螺纹密封管螺纹,属惠氏螺纹家族。米制和英寸制国家均广泛采用。用于输送液体、气体、和安装电线的管接头和管子的连接。国家标准可查阅GB/T7307-2001。完整的标记由螺纹特征代号(G)、螺纹尺寸代号、中径公差等级代号(内螺纹省略不标注,外螺纹代号为A和B)和旋向代号组成: 尺寸代号为3/4的A级、右旋、非密封圆柱外螺纹标注为:G3/4A 螺纹中的3/8、1/2、3/4标记是指螺纹尺寸的直径,单位是英寸。行内人通常用“分”来称呼螺纹尺寸,一寸等于8分,1/2寸就是4分,以此类推 55°圆锥管螺纹是螺纹密封管螺纹,属惠氏螺纹家族。该系列螺纹在世界上应用广泛,常用于水及煤气管行业。锥度规定为1:16.国家标准可查阅GB/T7306-2000。完整的标记由螺纹特征代号、螺纹尺寸代号和旋向代号组成: 英制密封圆柱内螺纹的特征代号为R P;英制密封圆锥内螺纹的特征代号为R C; 英制密封圆锥外螺纹的特征代号为R1(与英制密封圆柱内螺纹配合使用) R2(与英制密封圆锥内螺纹配合使用) 尺寸代号为3/4的左旋、英制密封圆柱内螺纹:R P3/4-LH NPT是属于美国标准的60度锥管螺纹,锥度规定为1:16。用于北美地区,在我国机床行业和前苏联也有应用。国家标准可查阅GB/T12716-1991。完整标记由螺纹特征代号、螺纹尺寸代号和旋向代号组成: 美制一般密封圆锥管螺纹的特征代号为NPT; 美制一般密封圆柱内螺纹的特征代号为NPSC; 美制螺纹的标准系列包括粗牙(UNC)、细牙(UNF)和超细牙(UNEF)三个系列,外加一个定螺距系列(UN)。完整的标记由公称直径、每英寸牙数、系列代号、精度等级和检验体系代号组成:2-12UN-2A(23) 3/4-18UNS 2:公称直径为2英寸;12:每英寸12牙;UN:螺纹系列代号;2A:公差带代号;(23)检验体系代号。计算方法:1英寸=25.4毫米。转换为米制单位如3/4×25.4=19.05即公称直径为19.05毫米。 英制,公制螺纹对照表. 尺寸代号每英寸牙数螺距螺纹直径 (in) n p 大径D、d 小径D1、d1 1/16 28 0.907 7.723 6.561 1/8 28 0.907 9.728 8.566 1/4 19 1.337 13.157 11.445 3/8 19 1.337 16.662 14.95 1/2 14 1.814 20.955 18.631 5/8 14 1.814 22.911 20.587 3/4 14 1.814 26.441 24.117 7/8 14 1.814 30.201 27.877 1 11 2.309 33.249 30.291 1-1/8 11 2.309 37.897 34.939 1-1/4 11 2.309 41.91 38.952 1-1/2 11 2.309 47.803 44.845 1-3/4 11 2.309 53.746 50.788 2 11 2.309 59.614 56.656 2-1/4 11 2.309 65.71 62.752 2-1/2 11 2.309 75.184 72.226 2-3/4 11 2.309 81.534 78.578 3 11 2.309 87.88 4 84.926 3-1/2 11 2.309 100.33 97.372 4 11 2.309 113.03 110.072 5 11 2.309 138.43 135.472 6 11 2.309 163.83 160.872 注:1in=25.4mm 1、用螺纹密封的管螺纹其标记及各种螺纹的特征代号规定如下: Rc—圆锥内螺纹55度 Rp—与圆锥外螺纹配合的圆柱内螺纹 普通公制螺纹规格一览表 规格螺距 小径大径 max min max min M10.250.7850.72910.933 M1.10.250.8850.829 1.1 1.033 M1.20.250.9850.929 1.2 1.133 M1.40.3 1.142 1.075 1.4 1.325 M1.60.35 1.321 1.221 1.581 1.496 M1.80.35 1.521 1.421 1.781 1.696 M2.00.4 1.679 1.567 1.981 1.886 M2.20.45 1.838 1.713 2.18 2.08 M2.50.45 2.138 2.013 2.48 2.38 M2.60.45 2.238 2.113 2.58 2.48 M3.00.5 2.599 2.459 2.98 2.874 M3.50.6 3.01 2.85 3.479 3.354 M4.00.7 3.422 3.242 3.978 3.838 M4.50.75 3.878 3.688 4.478 4.388 M50.8 4.334 4.134 4.976 4.826 M61 5.153 4.917 5.974 5.794 M71 6.153 5.917 6.974 6.794 M8 1.25 6.912 6.6477.9727.76 M9 1.257.9127.6478.9728.76 M10 1.58.6768.3769.9689.732 M11 1.59.6769.37610.96810.732 M12 1.7510.44110.10611.96611.701 M14212.2111.83513.96213.682 M16214.2113.83515.96215.682 M18 2.515.74415.29417.95817.623 M20 2.517.74417.29419.95819.623 M22 2.519.74419.29421.95821.623 M24321.25220.75223.95223.577 M27324.25223.75226.95226.577 M30 3.526.77126.21129.94729.522 M33 3.529.77129.21132.94732.522 M36432.2731.6735.9435.465 M39435.2734.6738.9438.465 M42 4.537.79937.12941.93741.437 M45 4.540.79940.12944.93744.437 M48543.29742.58747.92947.399 M52547.29746.58751.92951.399 M56 5.550.79650.04655.92555.365 M60 5.554.76954.04659.92559.365 M64658.30557.50563.9263.32 M68662.30561.50567.9267.32 攻丝的方法及技巧 用丝锥加工内螺纹的方法叫攻丝(又叫攻螺纹),如下图所示。 1.丝锥丝锥是攻丝的专用刀具。它由工作部分和柄部构成,如图所示。柄部装入铰杠传递扭矩,便于攻丝。工作部分由切削,校准两部分组成。对于M6~M24的手用丝锥通常制成两支一套,称为头锥和二锥。它们的主要区别在于切削部分的锥度不同。对于M6或大于M24的一般制成三支一套,分别称为头锥、二锥和三锥。主要是小直径丝锥强度小,容易折断;大直径丝锥切削余量大,需要分多次切削。丝锥校准部分的作用主要用于引导丝锥和校准螺纹牙形。 2.攻丝操作攻丝前需要钻底孔。由于攻丝时丝锥的切削刃除对金属有切削作用外,对工件材料还产生挤压作用。挤压结果,可能造成丝锥被挤住,发生崩刃、折断及工件乱扣现象,所以要根据不同材料首先确定螺纹底孔的直径(即钻底孔所用钻头的直径)和深度,对此可查有关手册或按下列经验公式计算: 脆性材料(如铸铁、青铜等):底孔直径Do =螺纹大径D-(~)×螺距P 韧性材料(如钢、紫铜等):底孔直径Do=螺纹大径D-螺距P 攻盲孔(即不通孔)螺纹时,因丝锥不能攻到底,所以钻孔底深度要大于螺纹长度,即:底孔深度L=螺纹的有效长度L+×螺纹大径D 其次,钻削底孔,并对孔口进行倒角,其倒角尺寸一般为(1~螺距P×45o。若是通孔两端均要倒角。倒角有利于丝锥开始切削时切入,且可避免孔口螺纹牙齿崩裂。 再次,用头锥攻螺纹。开始时,将丝锥垂直插入孔内,然后用铰杠轻压旋入1~2圈,目测或用直角尺在两个方向上检查丝锥与孔端面的垂直情况。丝锥切入3~4圈后,只转动,不加压,每转1~2圈后再反转1/4~1/2圈,以便断屑。如图中第二圈虚线,表示要反转。攻钢件螺纹时应加机油润滑,攻铸铁件可加煤油。 最后,用二锥攻螺丝。先将丝锥用手旋入孔内,当旋不动时再用铰杠转动,此时不要加压力。 高强螺栓螺丝标准规范 高强螺栓螺丝标准规范 标准就是规范,每个国家和部门都有自己的标准。目前,我们在平时的业务中最常用到的标准有以下几种: GB-中国国家标准(国标)ANSI-美国国家标准(美标) DIN-德国国家标准(德标)ASME-美国机械工程师协会标准 JIS-日本国家标准(日标)BSW-英国国家标准 GB-国家标准是我国众多标准中的一种,另外还有行业标准,专业标准和部门标准等。国家标准又分:GB(强制性标准)和GB/T(推荐性标准)以及GBn(国家内部标准)等。我们平常看到的像GB30,GB5783等等都是强制性的标准。 以上几种标准除了一些基本尺寸如头部对边、头部厚度等的不同以外,最主要的是螺纹部分的不同。GB、DIN、JIS等的螺纹都有是以MM(毫米)为单位,统称为公制螺纹。另像ANSI、ASME等的螺纹是以英寸为单位的称为美标螺纹。除了公制螺纹和美制螺纹外还有一种BSW-英制标准,其螺纹也是以英寸为单位,俗称惠氏螺纹。 公制螺纹是以MM(毫米)为单位,它的牙尖角为60度。美制螺纹和英制螺纹都是以英寸为单位的。美制螺纹的牙尖角也是60度,而英制螺纹的牙尖角为55度。由于计量单位的不同,导致了各种螺纹的表示方法也不尽相同。例如像M16-2X60表示的就是公制的螺纹。他的具体意思是表示该螺丝的公称直径为16MM,牙距为2MM,长度为60MM,又如:1/4-20X3/4表示的就是英制的螺纹,他的具体意思是该螺丝的公称直径为1/4英寸(一英寸=25.4MM),在一英寸上有20个牙,长度为3/4英寸。另外要表示美制螺丝的话一般会在表示英制螺丝的后面加上UNC以及UNF,以此来区别是美制粗牙或是美 制细牙。 在平时的内销业务中,我们最常遇到的标准是GB(国标)和DIN(德标)。 在非芳生产品方面,主要会接触到以下几种标准: GB30;GB5783;GB5782;GB52;GB6170;GB818;GB819;GB845;GB846;GB70;DIN912;DIN933;DIN931等。目前GB30(老国标)在标准书中已被GB5783(新国标)所代替。GB52(老国标)在标准书中已被GB6170(新国标)所代替。 在1986年,我们国家对标准件制定了新标准,在业务中一般俗称为新标,使用最多的主要有GB5780、GB5781、GB5782、GB5783、GB5784.GB5780为六角头粗杆半牙螺丝,其精度等级为C级产品,可用GB5782来代替(GB5782为六角头粗杆全牙螺丝,其精度等到级为A级和B级。)GB5781为六角头全牙螺丝,精度等级为C 级产品。可用GB5783来代替(GB5783为六角头全牙螺丝,其精度等级为A 级和B 级)。GB5784为细杆半牙的六角螺丝。 新标与老标的区别在于:M8、M10、M12、M14、M22系列的产品,在对边宽度上有所区别。除M22系列的新产品外,新标产品M8、M10、M12、M14的头部对边比老标的对边要小1MM.分别为13、16、18、21MM ,而M22系列的新产品,新标比老标的对边反而要大2MM,应特别注意。对于头部厚度,新标和老标之间略有差别,在要求不是非常严格的情况下可以通用。 新标与德标的区别在于:M10、M12、M14、M22的产品规格,在对边宽度上有所差别。M10、M12、M14的头部对边新标比德标要小1MM.而M22的新产品的,其头部对边比德标的对边宽度要大2MM ,其它的均可通用。 对于六角螺帽,常用的标准有:GB52、GB6170、GB6172和DIN934,对于它们之间的主要区别有:GB6170的厚度要比GB52、GB6172和DIN934来的厚,俗称为厚螺帽。另外就是对边上的区别,M8的螺帽系列中DIN934、GB6170、GB6172的对边都是13MM比GB52的对边14MM要小1MM,M10的螺帽,DIN934 与GB52的对边为17MM,比GB6170和GB6172的的对边要大1MM,M12的螺帽,DIN934、GB52的对边为19MM 比GB6170和GB6172的对边18MM要大1MM.对于M14的螺帽,DIN934、GB52的对边为22MM比GB6170和 GB6172的对边21MM要大1MM.另外就是M22的螺帽,DIN934、GB52的对边为32MM,比GB6170、GB6172的对边34MM要小2MM.(GB6170和GB6172除了其厚度不一样外,对边宽度完全一样)其余规格在不考虑厚度的情况下,可以通用。 在内六角方面,国标中有两个版本,一个为GB70-76,76年版本,一个为GB70-8585年版本,我公司现执行DIN912的标准,所以在实际业务操作中应注意区别:其中GB70-85与DIN912完全重合,故对于使用新标的情况,不存在着差别,主要是GB70-76与DIN912之间有所区别:M8系列的内六角产品, 螺纹车削的方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一、螺纹车削的概念工 螺纹车削是指螺纹加工过程,具体是指工件旋转一转,车刀沿工件轴线移动一个导程,刀刃的运动轨迹就形成了工件的螺纹表面的螺纹加工过程。 二、螺纹分类 螺纹的种类很多,按用途可分为连接螺纹和传动螺纹;按牙形可分为三角螺纹、方形螺纹、锯形螺纹、圆形螺纹;按螺旋方向可分为右旋螺纹和左旋螺纹;按螺旋线数分为单线螺纹和多线螺纹。按母体形状可分为圆柱螺纹和圆锥螺纹。 三、螺纹车削原理 螺纹的加工方法很多,其中用车削的方法加工螺纹是常用的加工方法。无论车削哪一种螺纹,车床主轴与刀具之间必须保持严格的运动关系:主轴每转一圈(即工件转一圈),刀具应均匀地移动一个导程的距离。工件的转动和车刀的移动都是通过主轴的带动来实现的,从而保证了工件和刀具之间严格的运动关系。 四、螺纹车削的主要方法 1、径向进刀法 如图2-42a所示,车削螺纹时,车刀左右两侧刀刃都参加切削,由中滑板横向进给,通过多次行程,直到把螺纹车好。径向进刀法适用螺距P<3mm的三角螺纹车削,也适用于P≥3mm三角螺纹的精车。 2、轴向进刀法(左右进刀法) 车削较大螺距的螺纹时,为减小车刀两个刀刃同时切削所产生的扎刀现象,可使车刀只用一侧刀刃进行切削。车削过程中,除了做横向进给外,同时还利用小滑板把车刀向左或向右做微量进给,使车刀只有一侧刀刃进行切削,通过多次行程,直至把螺纹车好。这种加工方法适用于P≥3mm螺纹的精车等。 3、斜向进刀法 如图2-42c所示,车削螺纹时,除中滑板横向进给外,只把小滑板向一个方向做微量进给。这种方法只适用于粗车。 4、改进型斜向进刀法 如图2-42d所示,这种车削方法是两侧刀刃都有切削任务,其中一个刀刃承担主要 切削任务,这样可以避免斜向进刀不切削一侧刀刃磨损大和工件表面粗糙度大的问题。此方法适用于数控加工。 打螺丝的技巧和不良状况 一、螺丝的技巧 1.使用正确的起子头作业 (1)“十”字型螺丝则选择符合螺丝规格的“十”字型起子头作业. (2)操作时将起子拿直,起子头紧贴螺丝头缺口操作. 2.操作时姿势要使用风(电)批从轴与螺丝从轴在一条直线上,并且垂直于锁螺丝面,螺丝锁下去是垂直的,不能有歪斜,晃动,否则螺丝会锁不紧、滑丝、打爆、螺丝头花等不良现象. 3.锁螺丝的力矩调合适,一般为1.0~9.5kgf(千克力).cm2 4.电批锁紧时间不宜过长,应小于10秒. 5.注意:不能使用已损坏的批头,这样批头易造成螺丝头部磨花. 二、不良状况其改善对策: 1.螺丝歪斜:螺丝未水平产生原因: a.电批落下时不垂直 b.批头晃动,造成螺丝歪斜 c.被锁紧面不水平 改善方法: a.风批,螺丝人轴垂直于被锁紧物体面 b.被锁紧面放水平(增加水平固定工具) c.批头晃动,修理风批 2.螺丝头花或螺丝头缺头:螺丝头部特有的十字槽口被损坏 产生原因:a.力矩过小,风批时间长 b.批头晃动 改善对策:a.加大力矩,锁紧后检开风, b.晃动风批送去修理 3.打暴物体:被锁件的螺丝槽处产生暴裂 产生原因: a.力矩过大 b.螺丝的外径过大 c.物体太薄 改善对策:a.调小力矩 b.改用合适直径的螺丝 c.建议加厚对象臂厚 4.打滑丝:螺丝锁到位,但会随批头旋转,未紧密咬合对象. 产生原因:a.力矩太大,锁到位后被强拧滑丝 b.锁位后未及时松手,时间过长 c.螺丝外径太小、太粗、咬牙太浅 改善对策: a调小力矩 b.锁到位后及时松手 c.改用合适直径的螺丝 5.锁不到位:风批锁下后自动停不动或转速缓慢,但螺丝未完全锁下,留有间隙 产生原因: a.力矩过小 b.未锁到时已停手,时间太短 改善原因: a.加大力矩 b.确定螺丝锁到位后,方可松手. 6.顶白、起泡:螺丝锁下后,被锁件附近有损伤,造成塑料起泡. 产生原因: a.力矩过大 b.螺丝与被锁件之间配合不好 c.螺丝过长或过粗 改善原因: a调小力矩 b.改短或改细螺丝 7.螺丝头脱漆:涂有黑漆的螺丝.表面的漆被磨损掉,露出金属银白色. 产生原因: a.力矩小,锁的时间过长 b.批头与螺丝不垂直,磨花金属漆面 c.批头损坏 三、不良批头易造成的不良 1.崩牙:批头的十字槽头缺牙.(易造成螺丝锁不紧,锁不到位,螺丝打滑,缺口) 2.缺口,磨损:批头的十字槽头牙上有缺口.磨损现象(易造成螺丝锁不紧,螺丝打滑缺口) 普通螺纹基本尺寸(mm)普通螺纹基本尺寸(mm) 公称直径螺距 p 中径小径 公称 直径 螺距 p 中径小径 2 0.4 1.740 1.567 24 3 22.051 20.752 2.5 0.45 2.208 2.013 (27) 2 25.701 24.835 3 0.5 2.675 2.459 (27) 3 25.051 23.752 4 0.7 3.54 5 3.242 30 2 28.701 27.835 5 0.8 4.480 4.134 30 3.5 27.727 26.211 6 1 5.350 4.91 7 (33) 2 31.701 30.835 8 1 7.350 6.917 (33) 3.5 30.727 29.211 8 1.25 7.188 6.647 36 3 34.051 32.752 10 1 9.350 8.917 36 4 33.042 31.670 10 1.25 9.188 8.647 (39) 3 37.051 35.752 10 1.5 9.026 8.376 (39) 4 36.042 34.670 12 1.25 11.188 10.647 42 3 40.051 38.752 12 1.5 11.026 10.376 42 4.5 39.077 37.129 12 1.75 10.863 10.106 (45) 3 43.051 41.752 (14) 1.5 13.026 12.376 (45) 4.5 42.077 40.129 (14) 2 12.701 11.835 48 3 46.051 44.752 16 1.5 15.026 14.376 48 5 44.752 42.587 16 2 14.701 13.835 (52) 4 49.402 47.670 (18) 2.5 16.376 15.294 (52) 5 48.752 46.587 20 1.5 19.026 18.376 56 4 53.402 51.670 20 2 18.701 17.835 56 4.5 52.428 50.046 20 2.5 18.376 17.294 (60) 4 57.402 55.670 22 1.5 21.026 20.376 (60) 5.5 56.428 54.046 (22) 2.5 20.376 19.294 64 4 61.402 59.670 24 2 22.701 21.835 64 6 60.103 57.505 括号内为第二系列,有底纹的为粗牙螺纹。最新GB公制螺纹标准资料
螺丝的规格及国家标准
常用螺栓的标准及规格表
常用螺栓的标准及规格表[新版]
13种方法取断螺丝方法总结
打螺丝技巧培训
英制螺纹标准对照表
打螺丝的技巧和不良状况
打螺丝技巧培训
螺纹符号对照表[1]
英制螺纹标准对照表
普通公制螺纹规格一览表
攻丝的方法
高强螺栓螺丝标准规范高强螺栓螺丝标准规范
螺纹车削的方法及技巧【详解】
打螺丝的技巧和不良状况
公制螺纹标准全解
相关主题
文本预览