第33卷 第8期 稀有金属材料与工程 V ol.33, No.8 2004年 8月 RARE METAL MA TERIALS AND ENGINEERING August 2004
收到初稿日期:2003-01-07;收到修改稿日期:2003-04-07 基金项目:国家重点基础项目(G1999064908-04)
作者简介:周 建,男,1973年生,硕士,西北有色金属研究院难熔金属研究所,陕西 西安 710016,E-mail :naivem@https://www.doczj.com/doc/876778255.html,
锻造方式对7075铝合金锻件动态再结晶的影响
周 建1, 2,张廷杰2,张小明2,马光来2,田 锋2,周 廉2
(1. 东北大学 辽宁 沈阳 110004) (2. 西北有色金属研究院,陕西 西安 710016)
摘 要:利用金相(OM )、透射电镜(TEM )对7075铝合金热变形显微组织进行了观察。实验表明:在热锻条件下,7075铝合金完全可以发生动态再结晶并通过动态再结晶产生细小的再结晶晶粒。动态再结晶的方式为不连续动态再结晶,形核机制为亚晶转动、聚合形核;其临界应变值和加工道次有关,道次越多,临界值越低。在相同Z 值下,再结晶晶粒尺寸随着应变的增加而减小。弥散的第二相粒子在动态再结晶过程中起了重要作用。 关键词:7075铝合金;动态再结晶;临界应变;第二相粒子
中图法分类号:TG146.2+1 文献标识码:A 文章编号:1002-185X(2004)08-0827-04
1 前 言
金属材料热变形过程中会同时发生形变硬化和形变软化。形变软化取决于形变过程中的动态复原行为:动态回复和动态再结晶。铝和铝合金由于具有较高的层错能,在热加工过程中容易发生动态回复,而变形时位错增殖与位错相互抵消和重组达到动态平衡,因而不容易出现动态再结晶[1,2]。但是大量研究表明,在一定的加工条件下,铝和铝合金在热加工过程中也会发生动态再结晶[2~7]。在热加工过程中,通常采用Z
参数值(Zenner-Hollomon 系数 Z =)/exp(RT Q ε
&,ε&为应变速率,Q 为激活能,T 为绝对温度,R 为气体常数)来表示热加工参数。一些实验表明,Z 参数越小(变形温度高,应变率小),越有利于发生动态再结晶。由于动态再结晶使晶粒细化,可以提高强度和韧
性,同时不损害金属的延性。因此,将动态再结晶机理应用于工业生产以改善产品的综合性能一直是材料研究方向之一。本文研究了7075铝合金在不同的锻造条件下的动态再结晶,并试图探明其热变形组织的演变规律。
2 实验过程
用7075铝合金挤压棒作为实验材料,化学成分为Zn: 5.67,Mg: 2.24,Cu: 1.47,Cr: 0.14,Fe: 0.22,Al 余量(质量分数),以应变速率为102s -1左右,加热温度440℃和不同的加工道次分别进行单向、双向和三向锻造,锻后水淬以冻结高温变形组织。在本实验中采用真应变。其表示方法为ε=ln H /h (H 为工件锻造前的高度,h 为锻造后的高度),锻造工艺列于表1。
表1 7075铝合金在440℃自由锻造工艺参数
Table 1 Processing parameters of free forge for 7075 Aluminum alloy at 440℃
Specimens number
Methods of forge Total strain Average strain of per-pass
Pass 1 Single direction 1.45 1.45 1 2 Single direction 1.6 1.6 1 3 Single direction 0.8 0.4 2 4 Single direction 1.15 0.575 2 5 Single direction 1.25 0.625 2 6 Single direction 0.9 0.18 5 7 Double directions 2.2 1.1 2 8
Three directions
4.2
0.35
12
Olympas PMG3金相显微镜观察了金相组织。透射电镜薄膜样品用双喷射电解方法制取,电解液为
95%乙醇和5%高氯酸溶液,JEM 200CX 电镜观察了薄膜样品中晶粒尺寸和第二相粒子的形态和分布。工
?828? 稀有金属材料与工程 33卷
作电压160 kV 。 3 实验结果和讨论
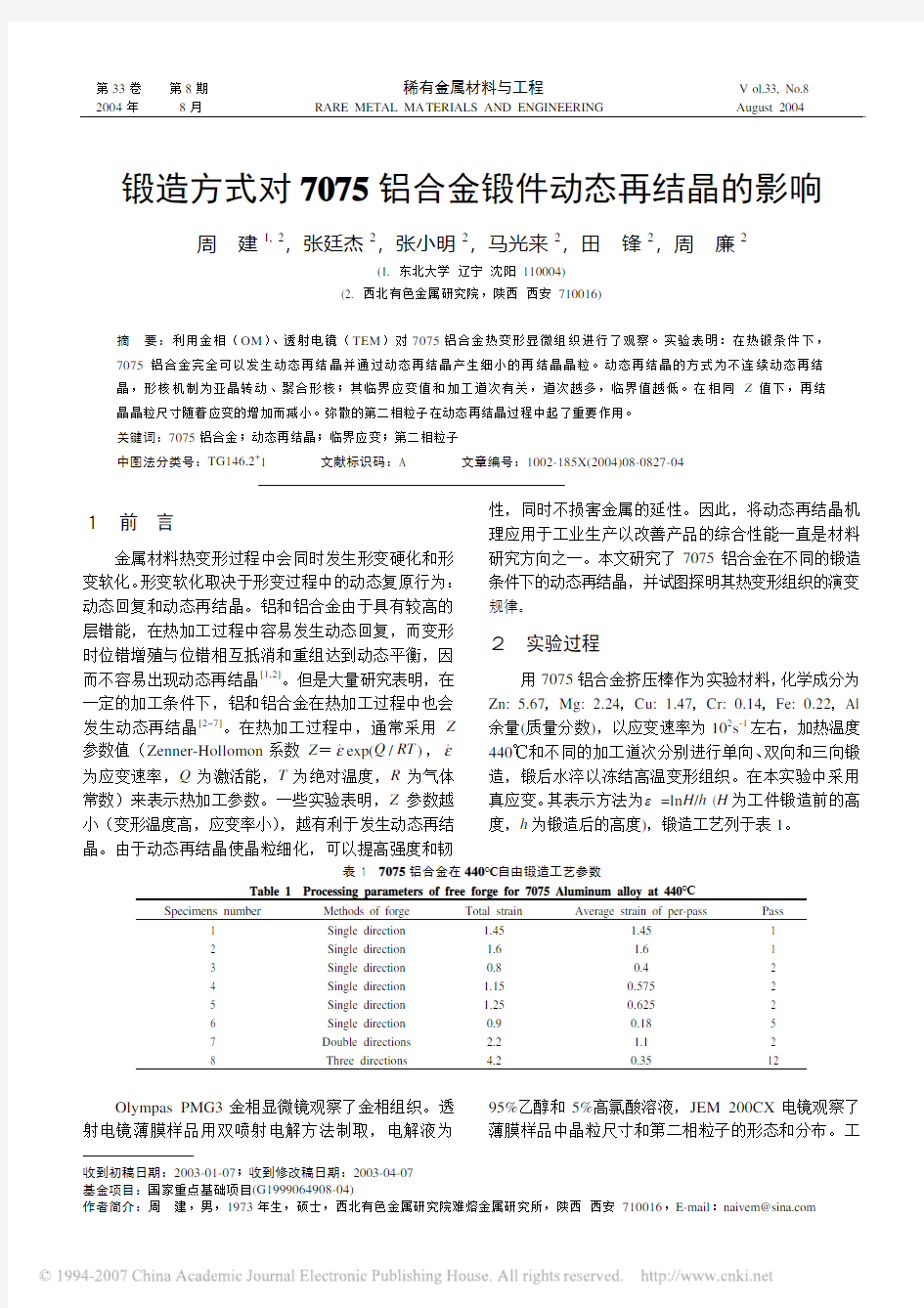
图1显示了7075铝合金在不同应变下单道次锻造的金相组织。从图中可以看出,当应变达到1.45时(见图1a ),已经基本上形成了再结晶组织,但是晶粒大小还不大均匀和等轴。当应变达到1.6(见图1b )时,已经完全形成了动态再结晶组织,晶粒比较细小,呈等轴状,分布也比较均匀。
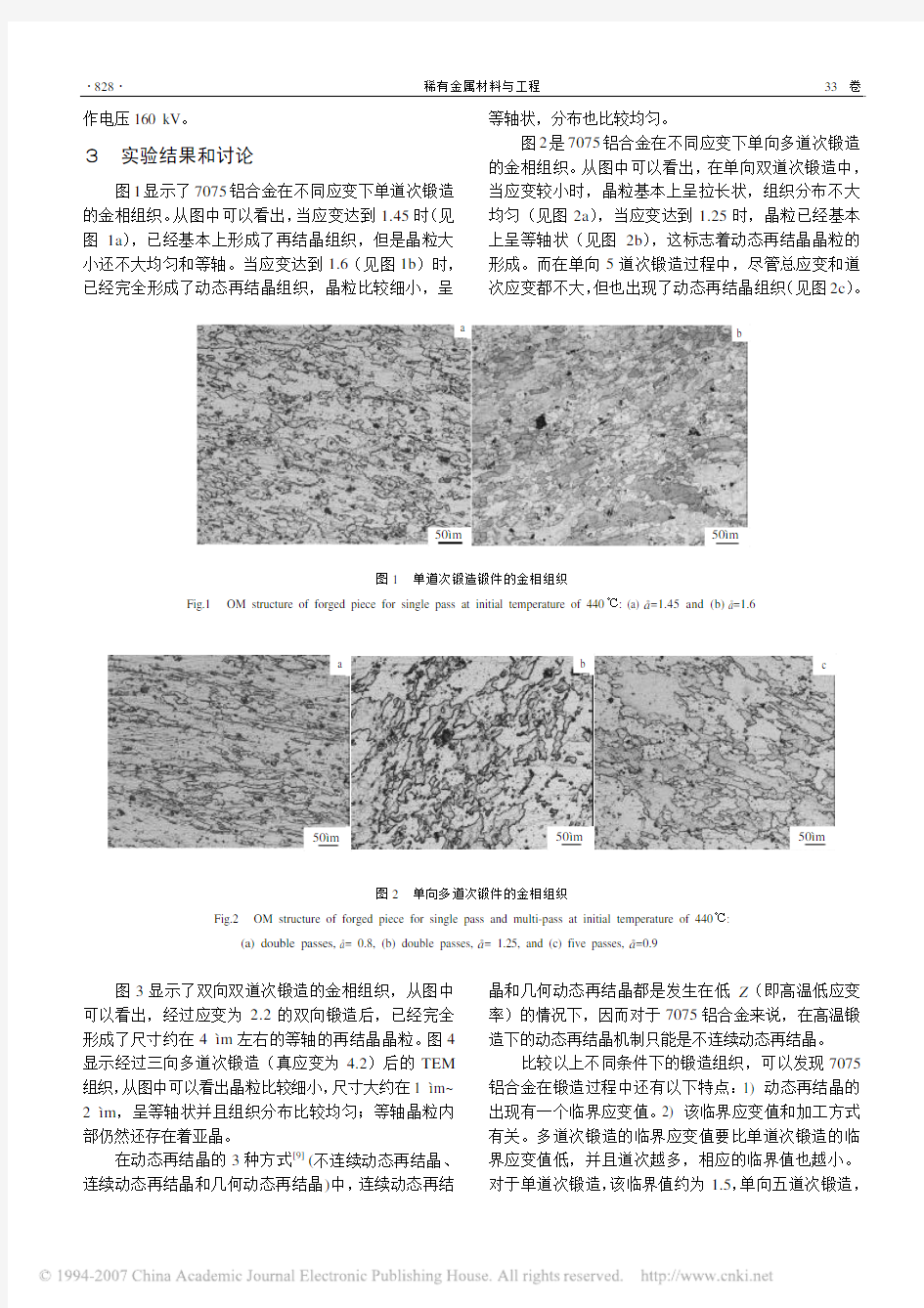
图2是7075铝合金在不同应变下单向多道次锻造的金相组织。从图中可以看出,在单向双道次锻造中,当应变较小时,晶粒基本上呈拉长状,组织分布不大均匀(见图2a ),当应变达到1.25时,晶粒已经基本上呈等轴状(见图2b ),这标志着动态再结晶晶粒的形成。而在单向5道次锻造过程中,尽管总应变和道次应变都不大,但也出现了动态再结晶组织(见图2c )。
图1 单道次锻造锻件的金相组织
Fig.1 OM structure of forged piece for single pass at initial temperature of 440℃: (a) ?=1.45 and (b) ?=1.6
图2 单向多道次锻件的金相组织
Fig.2 OM structure of forged piece for single pass and multi-pass at initial temperature of 440℃:
(a) double passes, ?= 0.8, (b) double passes, ?= 1.25, and (c) five passes, ?=0.9
图3显示了双向双道次锻造的金相组织,从图中可以看出,经过应变为2.2的双向锻造后,已经完全形成了尺寸约在4 ìm 左右的等轴的再结晶晶粒。图4显示经过三向多道次锻造(真应变为4.2)后的TEM 组织,从图中可以看出晶粒比较细小,尺寸大约在1 ìm~ 2 ìm ,呈等轴状并且组织分布比较均匀;等轴晶粒内部仍然还存在着亚晶。
在动态再结晶的3种方式[9] (不连续动态再结晶、连续动态再结晶和几何动态再结晶)中,连续动态再结
晶和几何动态再结晶都是发生在低Z (即高温低应变率)的情况下,因而对于7075铝合金来说,在高温锻造下的动态再结晶机制只能是不连续动态再结晶。
比较以上不同条件下的锻造组织,可以发现7075铝合金在锻造过程中还有以下特点:1) 动态再结晶的出现有一个临界应变值。2) 该临界应变值和加工方式有关。多道次锻造的临界应变值要比单道次锻造的临界应变值低,并且道次越多,相应的临界值也越小。对于单道次锻造,该临界值约为1.5,单向五道次锻造,
50ìm
a
50ìm
a
b
50ìm
8期 周 建等:锻造方式对7075铝合金锻件动态再结晶的影响 ?829?
当应变达到0.9的时候就可以出现动态再结晶。
图3 双向两道次锻造的金相组织
Fig.3 OM structure of forged piece for double direction and double passes at initial temperature of 440℃, ?=2.2
图4 三向多道次锻件的TEM 组织(始锻温度440 , ?=4.2)
Fig.4 TEM structure of forged piece for three direction and multi-passes at initial temperature of 440℃
出现上述情形的原因可能是:动态再结晶的驱动力来自于塑性变形过程中的应变能,由于单道次锻造过程中,应变速率较高而形变时间很短,当应变小于临界值的时候,应变能不足以提供使所有晶粒产生动态再结晶所需要的能量,因此只能出现不完全的动态再结晶,而在多道次锻造过程中,由于在道次间隙时间内的亚动态再结晶和静态再结晶所需要的应变能要小于产生动态再结晶所需要的应变能,使得较小的应变值就可以出现动态再结晶晶粒。
一般认为,在不连续动态再结晶条件下,再结晶晶粒尺寸取决于Z 值,即当温度和应变速率一定时,再结晶晶粒尺寸保持不变。但从试验结果中可以看出,在相同的Z 值下,7075铝合金锻件的再结晶晶粒尺寸随着应变的增加而减小。在单道次锻造中,当应变为1.6时,再结晶晶粒尺寸大约为10 ìm~15 ìm 。在双向双道次锻造中,当应变为2.2时,再结晶晶粒尺寸迅速下降为5 ìm 左右;在三向多道次锻造中,当应变为
4.2时,再结晶晶粒尺寸仅仅为1 ìm~2 ìm 。可见,应变对7075铝合金动态再结晶晶粒尺寸有着重要的影响。
不连续动态再结晶是大角界面的迁移过程,包括晶粒的形核和长大。其形核机制与静态再结晶基本相同,主要有3种[2]:晶界弓出形核、亚晶界迁移、亚晶长大形核和亚晶转动、聚合形核。由于晶界弓出形核、亚晶界迁移、亚晶长大形核分别发生在小变形量和低层错能的情形下,而7075铝合金具有较高的层错能且在锻造过程中的变形比较大,因此其形核机制是第2种,即亚晶转动、聚合形核。
对于7075铝合金,除了晶界形核外,它的第二相粒子也为动态再结晶提供形核点。其中:1) 初生的金属间化合物,这些化合物在合金结晶时直接从液相生成,在压力加工过程中被打碎,热处理不能使他们变化。这些粒子在热加工过程中可能成为形核点。2) 含铬的弥散质点Al 12Mg 2Cr ,他们是在合金均匀化时,压力加工前的加热时以及固溶处理加热时,在高温下从固溶体中析出的。图5显示了第二相粒子的形貌。在图中可以看出,第二相粒子从尺寸上可以分为两种:呈条状的大粒子和弥散分布的小粒子,在热变形过程中,弥散的大粒子往往可以通过增加再结晶晶粒形核
部位的密度而加快再结晶速度。
图5 7075铝合金在TEM 下第二相粒子形貌 Fig.5 Morphology of secondary phase particles of
7075 aluminum alloy under TEM
弥散粒子还能有效地钉扎晶界而限制晶粒的长大,对细化再结晶晶粒尺寸起了很重要的作用。在强应变加工过程中,在大质点周围形成的强烈形变区是再结晶时新晶粒优先形核的部位,弥散的小质点和高密度位错之间相互作用,通过对晶界或亚晶界的迁移施加阻力而减慢晶粒长大的速度,因此得到较为细小的再结晶晶粒。
4 结 论
1) 7075
铝合金在高温锻造条件下完全可以发生
?830?稀有金属材料与工程 33卷
动态再结晶。
2) 7075铝合金的再结晶方式为不连续动态再结晶。
3) 发生动态再结晶的临界应变值和加工道次有关,加工道次越多,临界值越低。
4) 在相同的Z值下,再结晶晶粒尺寸随着应变的增加而减小。
参考文献References
[1] Cui Zhongqi(崔忠圻). Metallurgy and Heat-Treat(金属学与热
处理)[M]. Beijing: China Machine Press, 1991: 10
[2] Pan Jinsheng(潘金生), Tong Jianmin(仝健民), Tian Minbo(田
民波). The Foundation of Materials Science(材料科学基础)[M]. Beijing: Tsinghua University Press, 1998
[3] Zhang Tingjie(张廷杰), Zhang Xiaoming(张小明), Tian
Feng(田锋) et al.Rare Metal Materials and Engineering(稀有金属材料与工程)[J], 2001, 30(5): 335
[4] Zhang Tingjie(张廷杰), Zhang Xiaoming(张小明), Tian
Feng(田锋) et al.Rare Metal Materials and Engineering(稀
有金属材料与工程)[J], 2002, 31(4): 257
[5] Zhang Yonghong(张永红), Yin Zhimin(尹志民), ZhangJie(张
杰) et al.Rare Metal Materials and Engineering(稀有金属材料与工程)[J], 2002, 31(3): 167
[6] Li Huizhong(李慧中), Zhang Yonghong(张永红) et al.Rare
Metal Materials and Engineering(稀有金属材料与工程)[J], 1999, 28(2): 110
[7] Shen Jian(沈健) et al.Rare Metal Materials and Engineering
(稀有金属材料与工程)[J], 1997, 26(5): 26
[8] Taku Sakai. Journal of Materials Processing Technology[J],
1995, 53: 349~361
[9] Gourdet S, Montheillet F. Materials Science Engineering[J],
2000, A283: 274~288
[10] Taku Sakai, Xuyue Yang, Hiromi Miura. Materials Science
and Engineering[J], 1997, 234~236: 857~860
[11] Gholinia F, Humphreys J, Prangnell P B. Materials Science
and Technology[J], 2000, 16: 1 251~1 255
The Influence of Forge Mode on Dynamic Recrystallization
for 7075 Aluminum Alloy during Forging
Zhou Jian1,2, Zhang Tingjie2, Zhang Xiaoming2, Ma Guanglai2, Tian Feng2, Zhou Lian2
(1. Northeast University, Shenyang 110004,China)
(2. Northwest Institute for Nonferrous Metal Research, Xi’an 710016,China)
Abstract: The 7075 aluminum alloy is forged at different strain in different ways. OM(optical microscope) and TEM(transmission electric microscope) were employed to observe the microstructure of 7075 aluminum alloy after hot deformation. Experiment results indicated that 7075 aluminum can occur dynamic recrystallization under hot forging and fine grain can be obtained at the same time, whose recrystallization mechanism and nucleation mechanism are discontinuous dynamic recrystallization and subgrain rotation and polymerization respectively. Its critical strain value is related to deformation pass, the more passes are, the smaller critical strain value will become. Recrystallized grain size decreases with increase of strain, and dispersed second-phase particles play a very important role during dynamic recrystallization.
Key words: 7075 aluminum alloy; critical strain; dynamic recrystallization; second-phase particles
Biography: Zhou Jian, Male, Master, Northwest Institute for Nonferrous Metal Research, Xi’an 710016, P.R. China, E-mail: naivem@https://www.doczj.com/doc/876778255.html,
奥氏体不锈钢的变形与再结晶 一、引言 奥氏体不锈钢在不锈钢中一直扮演着最重要的角色,是不锈钢家族中最为重要的类型,钢号特别的多。之所以称其为奥氏体不锈钢是因为它在常温下是稳定的奥氏体组织。奥氏体组织具有面心立方(FCC)的晶体结构,具有众多的滑移系,因此冷加工能力特别的好。当前我国常用奥氏体不锈钢的牌号有40多个,奥氏体不锈钢具有高塑性韧性、抗腐蚀性、冷加工能力以及无磁性,但是强度偏低。 奥氏体不锈钢主要有200、300和超级不锈钢三大系列, 300系列不锈钢是国内最常用的奥氏体系列不锈钢,是以18-8(304奥氏体不锈钢,又称18-8)为基础发展起来的,在304奥氏体不锈钢的基础上增加Ni的含量就能够生成305不锈钢,为了提高不锈钢的抗点蚀能力常在305不锈钢的基础上加入MO制造出316、317不锈钢,321不锈钢是在305的基础上加入了Ti,目的就是提高抗晶界腐蚀性及高温强度。 对于奥氏体不锈钢这种应用广泛的材料,它不仅具有高的耐蚀性、塑性和良好的可焊性,而且经过锻造、挤压后强度可以成倍提高。正因为如此,许多研究者研究了奥氏体不锈钢的变形行为,其中尤以冷变形和温变形研究得较多,本文中,将通过举例对常见的3种奥氏体不锈钢(304奥氏体不锈钢、316LN不锈钢和321奥氏体不锈钢)的高温变形进行系统的分析。主要通过热模拟试验机研究不锈钢单道次高温时的动态再结晶,得到热变形条件下的真应力-真应变曲线,结合显微组织分析,得出动态再结晶规律和流变应力。 2、金属材料的热变形行为 热变形是指在钢的再结晶温度以上进行的加工过程。不同变形温度及应变速率下的流变曲线是研究热变形条件下金属材料力学行为的主要内容之一。在热变形过程中,加工硬化与软化过程同时进行,并且决定了此时材料的变形抗力。通常,变形过程的软化取决于钢的动态回复和动态再结晶过程。 2.1 基本概念 动态回复: 动态回复是在热加工过程中伴随发生的回复过程。对于层错能较高的材料,在热加工过程中,位错易发生交滑移和攀移,在热变形时容易发生动态回复。而对于层能较低的材料,如奥氏体不锈钢则不易发生动态回复。 第Ⅰ阶段—微应变阶段:应力增加很快,但应变量不大(小于1%),加工硬化开始出现。 第Ⅱ阶段—均匀变形阶段:曲线的斜率逐渐下降,金属材料开始均匀塑性变形,即开始流变,并发生加工硬化,且随加工硬化作用的加强,开始出现动态回复并逐渐加强,其造成的软化逐渐抵消加工硬化作用,使曲线的斜率下降并趋于水平,加工硬化率为零,进入第三阶段。 第Ⅲ阶段—稳态流变阶段:在达到第三阶段后,即可实现持续形变。表现为由变形产生的加工硬化与动态回复产生的软化达到动态平衡,流变应力不再随应变的增加而增大,曲线保持水平状态。达到稳态流变时应力值与变形温度和应变速率有关,增高变形温度或降低应变速率,都将使稳态流变应力降低。
近 生产厂提高竞争能力的关键。据有关数据介绍,专用汽车重量每减少50kg,每升燃油行驶的距离可增加2km;汽车重量每减轻1%,燃油消耗下降0.6%~1%。铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料。 轮毂用铝合金 专用车铝轮毂因为质轻、散热性好,并具有良好的外观,而逐渐取代了钢轮毂。在过去的10年,全球铝合金汽车轮毂以7.6%的年增长率增长,根据分析,到2010年时,汽车轮毂铝化率可达72%~78%[4]。A365是一种铸造铝合金,它具有良好的铸造性能又具有高的综合力学性能,世界各国的铸造铝合金轮毂都是此类合金生产的。我国西南铝加工厂与日本轻金属株式会合作开发了A6061铝合金轮毂。 变形铝合金的应用 变形铝合金在汽车上主要用于制造专用车车门、行李箱等车身面板、保险杠、发动机罩、车轮的轮辐、轮毂罩、轮外饰罩、制动器总成的保护罩、消声罩、防抱死制动系统、热交换器、车身构架、座位、车箱底板等结构件以及仪表板等装饰件。 专用车车身板件用铝合金 板材在轿车上的应用比重不断上升,如经热处理(如:T4、T6、T8)的6000系(AI-Mg-Si 系)铝合金板材,能够很好的满足汽车对壳体的要求,可用做车身框架材料。Audi A8的车身钣金件,即采用了本系合金铝材。另外,2000系(AI-Cu-Mg系)、5000系(AI-Mg系)和7000系(AI-Mg-Zn-Cu系)铝合金也可应用于车身材料。近几年,采用6000系和7000系高强度铝合金开发了“口”、“日”、“目”、“田”字形状的薄板和中空型材,不仅质量轻、强度高、抗裂性能好,而且成型性能好,在汽车上得到了广泛的应用。 其它铝合金结构件
大型锻件、锻件、锻造件 大型锻件属于锻件的规格体积较大的一种,是金属被施加压力,这种力量典型的通过使用铁锤或压力来实现。经过锻造的工件质量好、密度高、使用寿命增长、生产安全大大提高了保证。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。优质锻件可以保证磁粉、UT超声波、机械性能、原材料化学成分合格。山西永鑫生锻造有限公司提供。 中文名外文名生产商 锻件forging 山西永鑫生锻造 简介 按规格分为:轴类、齿轮、车轮、筒类、模块、环形、异形件。山西永鑫生锻造可按图纸尺寸、化学成分、技术要求锻造、机加工、热处理、同步完成。出口锻件材质可咨询定制。 锻件需要每片都是一致的,没有任何多孔性、多余空间、内含物或其他的瑕疵。这种方法生产的元件,强度与重量比有一个高的比率。这些元件通常被用在飞机结构中。锻件的优点有可伸展的长度、可收缩的横截面;可收缩的长度、可伸展的横截面;可改变的长度、可改变的横截面。锻件的种类有:自由锻造/手锻、热模锻/精密锻造、顶锻、滚锻和模锻。
飞机锻件 按重量计算,飞机上有85%左右的的构件是锻件。飞机发动机的涡轮盘、后轴颈(空锻件 心轴)、叶片、机翼的翼梁, 机身的肋筋板、轮支架、起落架的内外筒体等都是涉及飞机安全的重要锻件。飞机锻件多用高强度耐磨、耐蚀的铝合金、钛合金、镍基合金等贵重材料制造。为了节约材料和节约能源,飞机用锻件大都采用模锻或多向模锻压力机来生产。汽车锻按重量计算,汽车上有71.9%的锻件。一般的汽车由车身、车箱、发动机、前桥、后桥、车架、变速箱、传动轴、转向系统等15个部件构成汽车锻件的特点是外形复杂、重量轻、工况条件差、安全度要求高。如汽车发动机所使用的曲轴、连杆、凸轮轴、前桥所需的前梁、转向节、后桥使用的半轴、半轴套管、桥箱内的传动齿轮等等,无一不是有关汽车安全运行的保安关键锻件。
一.名词解释 1.什么是锻造、自由锻造? 锻造是一种借助工具或模具在冲击或压力作用下加工金属机械零件或零件毛坯的方法。 自由锻造一般是指借助简单工具,如锤、型砧、摔子、冲子、垫铁等对铸锭或棒材进行镦粗、拔长、弯曲、冲孔、扩孔等方式生产零件毛坯。 2.什么是开式模锻、闭式模锻? 开式模锻是变形金属的流动不完全受模腔限制的一种锻造方式。 闭式模锻也称无毛边模锻。在变形过程中,金属始终被封闭在型腔内不能排出,迫使金属充满型槽而不形成毛边。 3.什么是镦粗、拔长? 镦粗是使坯料高度减小而横截面增大的成形工步。 拔长是使坯料横截面减小而长度增加的成形工步。 4.什么是偏析、过热、过烧、氧化? 偏析是指钢锭内部各处成分与杂质分布不均匀的现象,包括枝晶偏析和区域偏析等。 过热是金属由于加热温度过高、加热时间过长而引起晶粒过分长大的现象。 过烧是指当金属加热到接近其融化温度,并在此温度下停留时间过长时,将出现过烧现象。氧化是指金属原子失去电子与氧结合形成氧化物的化学反应。 二.判断 1.毛边槽仓部的容积应按上下模打靠后,尚未完全被多余金属充满的原则来设计。(对) 2.闭式模锻比开式模锻的金属利用率高。(对) 3.闭式模锻件没有毛边。(对) 4.闭式模锻时,当金属充满型槽各处,锻造结束。(错) 5.模锻工艺和模锻方法与锻件的外形密切相关。(对) 6.拔长时,送进量越大、越长,效率越高。(错) 7.被镦粗的锻坯端面应平整,并与轴线垂直,否则会镦歪。(对) 8.锻件坯料加热时,应尽量提高始锻温度。(错) 9.模锻件力学性能要比自由锻的好。(对) 10.锻造的目的就是为获得形状和尺寸符合要求的锻件。(错) 11.锤上模锻件上直径小于30mm的小孔,一般不宜冲出。(对) 12.坯料在垫环上或两垫环间进行的镦粗,称为局部镦粗。(错) 13.蒸汽一空气锤的规格是用落下部分质量来表示的。(对) 14.钢锭内空洞类缺陷的内表面已经被氧化,不能通过锻造将这些空洞类缺陷锻合。(对) 15.为使锻件获得较高的力学性能,锻造应达到一定的锻造比。(对) 16.在保证锻件顺利取出的前提下,模锻斜度尽可能取小值。(对) 17.模锻斜度的大小与分模线位置无关。(错) 18.为了便于选择标准刀具,模锻斜度和模锻圆角半径应从标准系列数值中选择。(对) 19.锻件的内圆角半径对应模具型槽的外圆角半径,如果选的过小可导致锻模在热处理和模 锻过程中因应力集中使其开裂。(错)
?试验研究? 高强度钢的动态再结晶行为研究 关奎英1,唐荻1,武会宾1,谢勇1,孙全社2 (1北京科技大学高效轧制国家工程研究中心,北京100083;2宝山钢铁股份有限公司技术中心,上海201900)摘 要:采用Gleeble1500热模拟实验机研究了高强度钢在不同条件下热变形时的动态再结晶行为以及晶粒尺寸的变化规 律,确定了该钢的动态再结晶激活能为294096J/mol,建立了动态再结晶行为的数学模型,分析了变形工艺参数对再结晶行为以及晶粒尺寸的影响。变形温度和变形速率是影响动态再结晶的主要因素,一般在高的变形温度和小的变形速率下,动态再结晶才能发生。 关键词:高强度钢;动态再结晶;变形温度;变形速率;热模拟实验机中图分类号:TG111.7 文献标识码: A文章编号: 1004-4620(2007)02-0042-03收稿日期:2006-12-12 作者简介:关奎英(1981–),男,陕西西安人,北京科技大学高效轧制国家工程研究中心2004级材料加工专业硕士研究生。研究方向:金属加工工艺。 1前言 高强度钢在工程机械大型钢结构等领域有着广 泛的应用,因此在国民经济中发挥着重要的作用。近几年,上海宝山钢铁股份有限公司(简称宝钢)开发了一系列高强度和超高强度钢,供应市场,满足机械和航空航天等行业的需求。本研究主要探讨高强度钢热变形后冷却过程中奥氏体的转变规律。 一般金属在热变形过程中,位错增殖产生的加工硬化逐渐被动态回复或动态再结晶软化所平衡,最终达到稳态流变。应变速率越大,再结晶的驱动力也越大,然而,加工硬化作用也随着应变速率的增大而增大,因此,再结晶软化与加工硬化二者的作用相 互平衡时的峰值应力及峰值应变均增大[1, 2] 。微合金钢热变形过程中的动态再结晶以及变形后的静态再结晶行为是影响变形抗力的主要因素,同时也对随后的奥氏体相变行为产生影响。因此,通过建立奥氏体再结晶行为的预测模型,由钢材的化学成分及工艺参数可预测并控制钢材最终的机械性能,完成钢材的化学成分及轧制工艺参数的设计优化[3]。利用单道次压缩的实验方法, 研究了实验钢热变形过程中的动态再结晶行为。同时,利用双道次压缩的实验方法,研究了实验钢变形间隔时间内奥氏体的静态再结晶行为,为研究相变行为和制定轧制工艺提供理论依据。 2实验材料和方法 实验用材料为宝钢生产的热轧高强度钢,从锻 造坯料上截取并加工成直径为8mm,长度为15mm的试样。通过单道次压缩实验研究其动态再结晶规律,建立动态再结晶模型并比较模型计算和实验测 得的结果,热压缩变形实验工艺如图1所示,采用5个变形温度,分别为850、900、950、1000和1050℃,3个不同的变形量,真应变ε分别为0.2、0.4、0.8,变形速率为1.0s-1。 图1单道次压缩变形工艺 3实验结果及分析 图2为不同变形速率下的应力-应变曲线。可 以看出,当变形速率为5.0s-1时,应力一应变曲线没有出现峰值,随着应变的增加,变形抗力(即应力)同步增加,所以并没有发生动态再结晶。分析可知,因变形速率较快,且高强度钢中含有Nb、V、Ti合金比较多,对动态再结晶的形核和晶粒长大有明显阻碍作用,推迟动态再结晶的效果十分明显,不易发生和完成动态再结晶。 图2 不同变形速率下的应力-应变曲线 即使在1050℃温度、变形速率为1s-1时,也没有出现动态再结晶。当变形速率为1.0、0.5s-1时,变形抗力在到达峰值后基本保持稳定,此时动态软化基本和加工硬化程度相等。当变形速率为0.1、0.05s-1时变形抗力出现峰值,并随之下降,表明此两种变形条件下其动态软化超过了加工硬化,发生了明显的动态再结晶。 第29卷第2期2007年4月 山东冶金 ShandongMetallurgy Vol.29,No.2 Apri l 2007 42
铝合金在汽车上的应用 近20年来,世界性能源问题变得越来越严重,这使得减轻汽车自重、降低油耗成了各大汽车生产厂提高竞争能力的关键。据有关数据介绍,汽车重量每减少50kg,每升燃油行驶的距离可增加2km;汽车重量每减轻1%,燃油消耗下降0.6%~1%。铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料。目前,美国、日本、德国是汽车采用铝合金最多的国家,如德国大众AudiA8、A2,日本的NXS等车身用铝合金量达80%。我国汽车除上海桑塔纳、一汽奥迪和捷达(均为引进生产线)用铝合金外,国产以红旗较多,约80~100kg。有资料表明,用铝合金结构代替传统钢结构,可使汽车质量减轻30%~40%,制造发动机可减轻30%,制造车轮可减轻50%。采用铝合金是汽车轻量化及环保、节能、提速和运输高效的重要途径之一。因此,研究开发铝合金汽车目前显得十分必要。 1 铝合金在汽车工业中的应用背景 最早把铝材运用到汽车上的是印度人,据记载,1896年印度人率先用铝制做了汽车曲轴箱。进入20世纪早期,铝在制造豪华汽车和赛车上有一定的应用,铝制车身的汽车开始出现,如亨利·福特的Model T型汽车和二、三十年代欧洲赛车场上法拉利360赛车都是铝制车身。 铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料,铝合金作为典型的轻质金属广泛应用于国外汽车上,国外汽车铝合金制部件主要有活塞、气缸盖、离合器壳、油底壳、保险杠、热交换器、支架、车轮、车身板及装饰部件等。。目前,美国、日本、德国是汽车采用铝合金最多的国家,如德国大众AudiA8、A2,日本的NXS等车身用铝合金量达80%。我国汽车除上海桑塔纳、一汽奥迪和捷达(均为引进生产线)用铝合金外,国产以红旗较多,约80~100kg。有资料表明,用铝合金结构代替传统钢结构,可使汽车质量减轻30%~40%,制造发动机可减轻30%,制造车轮可减轻50%。采用铝合金是汽车轻量化及环保、节能、提速和运输高效的重要途径之一。因此,研究开发铝合金汽车目前显得十分必要。 铝合金的主要优点是重量轻,散热性好。随着发动技术的发展,四气阀结构成为发动机的主流设计趋势。与两气阀发动机相比,每缸四气阀的气缸盖比每缸两气阀的气缸盖在工作时要产生更多的热量,采用全铝合金缸盖是最好的解决办法。 目前,轿车发动机部件中不仅活塞、散热器、油底壳缸体采用铝合金材料,而且缸盖、曲轴箱也采用这种材料。在目前的形式下,在发动机上采用铝合金替代铸铁已经成为主流趋势。法国汽车的铝汽缸套已达100%,铝汽缸体达45%。在未来几年里,随着高强度优质铝合金材料的开发成功和制造工艺的不断改进,铝合金材料将愈来愈多的用来制造这一类零部件。 汽车用铝合金可分为铸造铝合金和变形铝合金。铸造铝合金在汽车上的使用量最多,占80%以上,其中又分为重力铸造件,低压铸造件和其它特种铸造零件。变形铝合金包括板材、箔材、挤压材、锻件等。世界各国工业用铝合金材料的品种构成虽然有一定的差异,但大体是相同的。其品种构成:铸件占80%左右,锻件占1%~3%,其余为加工材。美国汽车工业中变形铝合金占较大比例,
21世纪铸造技术论坛特种铸造及有色合金 1998年第4期 铸造铝合金现状及未来发展 北京航空材料研究院Ξ 熊艳才ΞΞ 刘伯操 摘 要 综述了传统铸造铝合金,A l2Si系,A l2Cu系等的研究现状和发展,介绍了先进铸造铝基复合材料的研究和应用前景。提出面对21世纪的挑战,铸造铝合金的研究和应用必须与先进的制造技术、工 艺技术结合起来,使铸造铝合金这种传统的金属材料在新世纪焕发新的光彩。与此同时,随着现代工业 的飞速发展,尚需不断地开发研究新合金。 关键词:铸造铝合金 研究 开发 Rev iew and Prospect of Ca st A lu m i nu m A lloy X iong Yanca i L iu Bochao (Be ij i ng I n stitute of Aeronautica lM a ter i a ls) ABSTRACT T he p resen t research and developm en t of classic cast alum inum alloys,A l2Si,A l2Cu et al,have been review ed in th is p ap er.T he alum inum2m atrix com po sites has also been review ed.How2 ever,faced the challege of21st cen tu ry,the classic m aterial m u st be connected w ith the developm en t of advanced m anufactu re techno logy and casting p rocess techno logy.Fu rtherm o re,w ith the developm en t of m odern indu stry,new cast alum inum alloys need to be develop ed and researched. Key W ords:Ca st A lu m i nu m,Research,D evelp m en t 0 前 言 铸造铝合金为传统的金属材料,由于其密度小、比强度高等特点,广泛地应用于航空、航天、汽车、机械等各行业。随着现代工业及铸造新技术的发展,对铸造铝合金需求量越来越大。例如,80年代末到90年代初,在铸件总量停滞甚至下降的时候,日本的铝铸件产量一直保持着年递增10%左右的高增长率[1]。又以汽车工业为例,由于要降低能耗,汽车需减重,各国广泛地采用铝等有色铸件代替钢铁铸件。到2001年,小汽车总重将降低为800kg,其中钢铁零部件为200kg,铝合金零部件为275kg,镁合金将增为40kg[2]。而汽车零部件70%为铸件,由此可以看出,铸造铝合金的研究及应用将继续得到发展。 铸造铝合金的研究一直备受关注,由于铝合金的熔点相对较低,故许多学者以其为对象研究铸造过程的机理。同时,为全面发挥铝合金潜力,在铝合金熔炼工艺及铸造工艺上的研究较多,如:铝合金净化、变质、细化、合金化、纯化等,这些先进的工艺技术研究旨在改善铸造合金的工艺性,进一步提高合金的性能,生产出优质铸件,以满足人们对铸件的越来越高的要求。此外,许多特种铸造铝合金也相继研制出,如高强度铸造铝合金Z L205A,Ρb可达500M Pa;耐热铸造铝合金Z L208,使用温度为250~350℃[3]。 近年来,铸造铝合金的研究也得到相应的发展,其中发展较为迅速的是铸造铝基复合材料。铸造A l2Si基Si C颗粒增强复合材料的研究和应用相对成熟。随着Si C颗粒的加入,提高了合金的性能,尤其是刚性和耐磨性,并已应用到航空、航天、汽车等领域[4],具有广阔的应用前景。此外,一些新型特种功能的铸造铝合金材料也处于研究应用阶段。 尽管铸造铝合金具有广阔的应用前景,但其研究与应用也面临着严峻的挑战。首先,随着现代工业的飞速发展,人们对铸件的可靠性等要求越来越高,同时对合金综合性能和特种性能的要求不断提高。如何使传统的铸造铝合金在新世纪继续保持发展势头,如何开发研制新合金满足各种需要,使得铸造铝合金这种传统的合金材料焕发新的光彩,是摆在我们面前的重要课题。 1 Ξ ΞΞ熊艳才 男,1966年11月生,湖北武昌人。1989年毕业于哈尔滨工业大学,1996在华中理工大学取得博士学位,现任北京航空材料研究院高级工程师。研究方向为铸造合金及工艺。在读期间曾研究了耐水砂磨损新型高铬白口铸铁,并研制出大型引黄用泵叶轮铸件;研究了铝合金液态质量控制技术等课题。工作期间以铸造铝合金及工艺的研究为主,从事铝锂合金、高强铝合金及工艺、大型复杂航空铝合金铸件的研究与开发工作,还开展了大型复杂航空铝合金铸件铸造过程的模拟与测试的研究工作,并应用快速成型技术进行了铸件的研制。已取得大型复杂航空铝合金铸件封闭型腔、细长孔铸造专利二项。在国内外学术刊物上发表论文10余篇。 北京航空材料研究院,北京(100095) 收稿日期:1998-03-20
铝合金的再结晶82-9 10 作者顾景诚 一前言 铝及铝合金与其他金属材料一样,经塑性变形后,位错密度显著升高,同时发生加工硬化,强度和硬度大大提高。另外,由于滑移转动,晶体取向发生变化,晶粒也沿加工方向拉长,产生变形织构或加工织构。将这种材料加热到某一温度以上,随等温加热时间延长,强度和硬度渐渐下降,这就是软化过程,称之为回复。当变形程度超过某一临界值之后,加热保温时,在变形组织中产生新的晶粒,大量的晶核长大,吞食变形组织,使变形组织所占的比例越来越小,最后变成晶粒组织。强度和硬度下降到最低值。这就是大家所熟知的再结晶过程。使材料发生这一过程的处理称为再结晶处理[1]。 再结晶处理在工业生产上是意义重大的。变形铝合金半成品的生产过程就是形变和热处理交替进行的过程。半成品的最终组织和性能主要由这一过程决定的[2]。 因此,为了保证铝合金材料的工艺性能和最终性能,必须控制再结晶过程。例如:为使下道加工顺利进行,要进行中间退火,实现完全再结晶,消除位错,达到完全软化状态,以保证有足够的变形条件。但是,为使最终产品具有足够的强度,必须保存变形组织和挤压效应,则在最终热处理时,应尽量使材料不发生再结晶。硬铝LY12合金的挤压棒材和型材,有时因断面外围部位发生一次和二次再结晶,形成粗晶组织,使性能不合格而报废[5·6]。 要控制再结晶,必须清楚再结晶晶粒成核和长大过程,机理以及对再结晶过程的影响因素。 多年来,铝及铝合金的工作者们,在这方面进行了大量的研究工作。对再结
晶的发生,发展过程认识比较充分。本文对铝及铝合金再结晶过程的基本知识作梗概介绍。 二再结晶过程 铝及铝合金的再结晶过程就是在变形基体上生成新的晶核长大的过程。 变形组织为什么在一定温度下要变成再结晶组织呢?这应从铝合金材料在变形前后和再结晶前后的金属内能变化来加以说明。因为金属在变形过程中,外力对金属作功,使位错迅速而大量地增殖,位错密度显著增加,位错沿滑移面滑移带和剪切带,又使原晶粒破碎形成亚结构和位错胞,增加大量的亚晶界和胞壁,把变形能变成金属内能储存起来,使自由能升高。从热力学第二定律[9]可知:这是一种不稳定的状态,它向稳定的平衡状态过渡,使自由能降低,熵值增加,这是不可逆反应。因此:铝及铝合金的变形组织在一定条件下变成再结晶组织,这是热力学第二定律所决定的。再结晶动力就是位错消毁,晶界减少所带来的金属内能的降低。 下面介绍铝及铝合金从变形状态到再结晶组织的变化过程。 1.变形组织[1] 压力工使铝及铝合金发生变形,增殖大量位错,位错沿滑移面滑移,使多晶体中的各个晶粒都被分割成若干块,这就是亚结构。部分晶体取向发生改变,趋于一致,它们之间的位向差只有几度,而与它们相邻的另一部分基体的晶体取向相差30以上。取向差急剧改变是在狭窄区间内发生的,这一区间叫做滑移带。 由于位错密度的增大,位错互相堆积,形成三维的网络组织,它叫位错胞状组织,简称位错胞。在冷轧铝板的情况下,胞的大小是:厚为0.2~1.0微米,直径为0.5~1.0微米。当变形量达20%以上时,它的大小与变形量无关,只是相邻位错胞间的取向差随变形程度而增大。变形量为70%时,位错胞间的取向差达2~
研究生课程教学大纲 课程所属类别:硕士 课程编号:2080503007 课程名称:大型锻件及其制造工艺概论 开课院系:机械学院塑性成形系任课教师:聂绍珉 先修课程:适用学科范围: 学时:24 学分:1.5 开课学期: 2 开课形式:讲授 课程目的和基本要求:(200字左右) 讲述大型锻件在国民经济、国防建设、特别是在装备制造中的作用和意义,国内外主要大锻件的生产水平。使学生了解大型锻件的力学基础和制造工艺过程、大型锻件在制造过程各环节中存在的主要问题、大型锻件的特殊锻造方法及其力学机理、典型大锻件的锻造工艺。 要求学生对大锻件的特殊质量要求、特殊制造工艺及其存在的主要问题有基本的了解。 课程主要内容及学时分配:(1000~1500字) 第一章绪论介绍大型锻件的特点及基本概念、国内外大型锻件及主要工艺装备的发展水平、主要研究方向及课程内容。(2学时) 第二章金属塑性加工的经典理论及现代方法应力分析;应变分析;基本方程:平衡方程、几何方程、物理方程;屈服条件及其几何表达;全量理论及增量理论; 变形力学简图;金属的塑性及其影响因素、提高塑性的工艺因素;变形抗力及其影响因素;研究金属塑性变形的现代方法。(3学时) 第三章现代炼钢技术电弧炉炼钢的发展概况及电弧炉的结构。碱性电炉炼钢工艺过程:炉料及其准备,熔化期,氧化期,还原期,出钢。大锻件用钢的炉外精炼:钢包吹氩法,钢液的真空处理,炉外精炼的基本手段(LD法、LL法、TD 法、RH法、DH法)。大锻件用钢钢包精炼的主要工艺:ASEA-SKF法及Finkl—Mohr法,LF和LFV法,VOD法,V AD法,AOD法。钢包喷射冶金法:TN法,SL法,CAB法。电渣重熔法—ESR。(4学时) 第四章大型锻件用钢锭及铸锭技术大型钢锭的类型:普通钢锭,短粗型钢锭,短冒口钢锭,细长型钢锭,空心钢锭,多锥度钢锭,电渣重熔钢锭。铸锭工艺:
汽车铸造技术的现状与发展趋势 1. 中国铸造业现状 中国是当今世界上最大的铸件生产国家,据资料介绍,我国铸造产品的产值在国民经济中约占1%左右。最近几年,铸件进出口贸易增长较快,铸件的产量已达到9%左右。我国铸造厂点多达2万多个,铸造行业从业人员达120万之多。“长三角”地区的铸件产量占全国的1/3,该地区主要以民营企业为主,汽车和汽车零部件行业的发展有力地拉动了铸造行业的发展。万丰奥特是亚洲最大的铝合金车轮企业,年产值超过10亿元,出口额达6 000美元。昆山富士和机械有限公司生产汽车发动机和制动系统的铸件,年产量达4万t,销售收入5.5亿元。华东泰克西是一个先进的现代化气缸体铸件生产企业,具有年产1 00万件 轿车气缸体铸件能力。山西是铸造资源大省,有丰富的生铁、煤炭、铝镁、电力、劳力资源、使山西的铸造产业有得天独厚的优势,具有500个铸造企业,80%为民营企业。山西国际、河津山联、山西华翔年产量分别达4万t、2万t、12万t。“东三省”有一汽集团、哈飞集团等骨干汽车企业带动了汽车铸件产量的增长。一汽集团铸造公司,已经形成40万t铸件的生产能力。辽宁北方曲轴有限公司,到“十一五”末将形成年产15万台发动机、100万件曲轴、产值20亿的曲轴生产基地。“珠江三角洲”压铸行业发达,有700多个压铸企业,年产量达20万t。东风日产、广州本田、广州丰田和零部件企业有力带动了压铸业的发展,轿车气缸体、气缸盖的压铸件产量逐年增长。 2. 国外铸造业现状 近几年来,全球铸造业持续增长,2004年铸件产量比上一年度增长8.4%,中国生产铸件2242万t,全球排名第一,比上一年增长23.6%。全球十大铸件生产国的产量与增长率见表1。从表1可见,2004年中国的铸件产量约占全球铸件产量的1/4。巴西铸件产量增长最快,达到25.8%。增长率超过2位数的国家有巴西、中国、墨西哥、印度,都是发展中国家。而发达国家的铸件增长率普遍较低。美国铸件产量自2000年以来,已经退居到第2位。2004年美国铸件总产量为1231万t,其中灰铁件占35%、球铁件占33%、铸钢件占8.4%、铝合金件占16%。从需求上看,球铁铸件和铝铸件的需求在增长。2003年进口铸件占总需求的1 5%,进口铸件的价格比美国国内低20%~50%。近年来因铸造环保要求高、能源消耗大、劳动力昂贵等原因,美国大型汽车公司生产普通汽车铸件的铸造厂纷纷关闭,逐步将铸件的生产转向中国、印度、墨西哥、巴西等发展中国家。日本的铸造业不景气,其从业人员在减少。2004年日本铸件总产量为639万t,其中灰铁件占42%、球铁件占30%、铸钢件占4%、铝合金件占21%。从需求上看,球铁铸件和铝铸件的需求在增长。日本铸造界在技术创新方面作了大量工作,开发了球型低膨胀铸造砂、高减振铸铁材料、中硅耐热球铁等材料。其真空压铸的铸件能焊接和热处理,半固态铸造生产用于汽车铝轮毂,提高了强度和伸长率。镁合金压铸进一步发展,并取代重力铸造,其性能提高,成本降低。 3. 汽车铸造技术的发展方向 汽车技术正向轻量化、数值化、环保化方面发展。据有关资料报道,汽车自重每减少10%,油耗可减少5.5%,燃料经济性可提高3%-5%,同时降低排放10%左右。铸件轻量化主要有两个途径。一是采用铝、镁等非铁合金铸件,美国2003年统计有2/3的铝铸件用于汽车上,每车达到107
大型锻件中常见的缺陷与对策 大型锻件中的缺陷,从性质上分为化学成分、组织性能不合格,第二相析出,类孔隙性缺陷和裂纹五大类。从缺陷的产生方面可分为,在冶炼、出钢、注锭、脱模冷却或热送过程中产生的原材料缺陷及在加热、锻压、锻后冷却和热处理过程中产生的锻件缺陷两大类。 大型锻造中,由于锻件截面尺寸大,加热、冷却时,温度的变化和分布不均匀性大,锻压变形时,金属塑性流动差别大,加上钢锭大冶金缺陷多,因而容易形成一些不同于中小型锻造的缺陷。如严重偏析和疏松,密集性夹杂物,发达的柱状晶及粗大不均匀结晶,敏感开裂与白点倾向,晶粒遗传性与回火脆性,组织性能的严重不均匀性,形状尺寸超差等等。 大型锻件中常见的主要缺陷有; 1.偏析 钢中化学成分与杂质分布的不均匀现象,称为偏析。一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。 大锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。合金元素、杂质含量、钢中气体均加剧偏析的发展。钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。 (1)区域偏析 它属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。如钢中气体在上浮过程中带动富集杂质的钢液上升的条状轨迹,形成须状∧形偏析。顶部先结晶的晶体和高熔点的杂质下沉,仿佛结晶雨下落形成的轴心∨形偏析。沉淀于锭底形成负偏析沉积锥。最后凝固上部区域,碳、硫、磷等偏析元素富集,成为缺陷较多的正偏析区。 图片6-1为我国解剖的55t34CrMolA钢锭纵剖面硫印低倍图片及区域偏析示意图。 图片6-1 钢锭区域偏析硫印示意图 ①“∧”型偏析带②“∨”型偏析带③负偏析区 防止区域偏析的对策是: 1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。 2)采用多炉合浇、冒口补浇、振动浇注及发热绝热冒口,增强冒口补缩能力等措施。 3)严格控制注温与注速,采用短粗锭型,改善结晶条件。 在锻件横向低倍试片上,呈现与锭型轮廓相对应的框形特征,亦称框形偏析。图片6-2是30CrMnSiNiA钢制模锻件低倍试片上显示的锭型偏析。因锭中偏析带在变形时,沿分模面扩展而呈现为框形。偏析带由小孔隙及富集元素构成,对锻件组织性能的均匀性有不良的影响。 电渣重熔以其纯净度高、结晶结构合理,成为生产重要大锻件钢坯的方法,但是如果在重熔过程中电流、电压不稳定,则会形成波纹状偏析。当电流、电压增高时,钢液过热,结晶速度减缓,钢液中的溶质元素在结晶前沿偏聚形成富集带;当电流、电压减小时,熔质元素偏聚程度减小,这种周期性的变化,便形成了波纹状的偏析条带,如图片6-3所示。
汽车用铸件工艺用材料的发展 在科学技术迅猛发展的今天,由于铸造成形工艺的特殊优势,有些复杂结构件目前尚无其他制造工艺可替代。铸造工艺仍是最经济且便捷的金属成形工艺。随着全球经济一体化,在国际间的合作日益密切、竞争日趋激烈之时,中国汽车铸造业应更充分地发挥铸造资源优势,发展自己的铸造工业。·2008年中国 医疗器械行业分析及投资咨询报告 1.中国铸造业现状 中国是当今世界上最大的铸件生产国家,据资料介绍,我国铸造产品的产值在国民经济中约占1%左右。最近几年,铸件进出口贸易增长较快,铸件的产量已达到9%左右。我国铸造厂点多达2万多个,铸造行业从业人员达120万之多。“长三角”地区的铸件产量占全国的1/3,该地区主要以民营企业为主,汽车和汽车零部件行业的发展有力地拉动了铸造行业的发展。万丰奥特是亚洲最大的铝合金车轮企业,年产值超过10亿元,出口额达6000美元。昆山富士和机械有限公司生产汽车发动机和制动系统的铸件,年产量达4万t,销售收入5.5亿元。华东泰克西是一个先进的现代化气缸体铸件生产企业,具有年产 1 00万件 轿车气缸体铸件能力。山西是铸造资源大省,有丰富的生铁、煤炭、铝镁、电力、劳力资源、使山西的铸造产业有得天独厚的优势,具有500个铸造企业,80%为民营企业。山西国际、河津山联、山西华翔年产量分别达4万t、2万 t、12万t。“东三省”有一汽集团、哈飞集团等骨干汽车企业带动了汽车铸件 产量的增长。一汽集团铸造公司,已经形成40万t铸件的生产能力。辽宁北方 曲轴有限公司,到“十一五”末将形成年产15万台发动机、100万件曲轴、产值20亿的曲轴生产基地。“珠江三角洲”压铸行业发达,有700多个压铸企业,年产量达20万t。东风日产、广州本田、广州丰田和零部件企业有力带动了压铸业的发展,轿车气缸体、气缸盖的压铸件产量逐年增长。 2.国外铸造业现状 近几年来,全球铸造业持续增长,2004年铸件产量比上一年度增长8.4%,中国生产铸件2242万t,全球排名第一,比上一年增长23.6%。全球十大铸件生产国的产量与增长率见表1。从表1可见,2004年中国的铸件产量约占全球铸件产量的1/4。巴西铸件产量增长最快,达到25.8%。增长率超过2位数的国家有巴西、中国、墨西哥、印度,都是发展中国家。而发达国家的铸件增长率普遍较低。美国铸件产量自2000年以来,已经退居到第2位。2004年美国铸件总产量为1231万t,其中灰铁件占35%、球铁件占33%、铸钢件占8.4%、铝合金件占16%。从需求上看,球铁铸件和铝铸件的需求在增长。2003年进口铸件占总需求的15%,进口铸件的价格比美国国内低20%~50%。近年来因铸造环保要求高、能源消耗大、劳动力昂贵等原因,美国大型汽车公司生产普通汽车
大锻件锻造方法简介 1.钢锭的结构特点 1.1钢的冶炼和浇注 大型钢锭用钢的冶炼一般在碱性电炉中进行。通过电炉冶炼,获得所需要的化学成分, 控制好S、P等杂质含量。 对于重要的锻件,钢水还要经过精炼。精炼多在精炼炉中进行,精炼的主要任务是微调 化学成分和真空除气,还可以调整钢水的温度。 钢锭的浇注有上注法和下注法两种,大型钢锭以上注法为多。对于重要的锻件,在钢锭 浇注时往往有特殊的要求,如真空浇注、真空碳脱氧等等。 在精炼炉中真空,和在浇注时真空,都需要有专门的,巨大的真空系统。真空的目的是 尽可能排除钢中所含的氢、氧等有害气体。提高钢的纯净度,并为缩短锻件第一热处理周期 创造条件。 1.2大型钢锭的宏观组织: 钢锭内部的组织结构,主要取决于钢锭浇注时 钢水过冷与传热条件。 锭身表面层冷却速度快,为细小的等轴晶; 锭身中间带为柱状晶,距中心愈近晶粒愈粗 大; 锭心区为粗大等轴晶,晶间夹杂较多,组织 较疏松。 钢锭底部:冷却速度快晶粒细,但该区在钢 锭凝固过程中形成一锥形沉积堆,含有大量夹杂 物。 冒口:钢水因有保温帽保温,冷却速度最慢。 该区组织结构极松,存在有收缩孔、收缩疏松等 大量缺陷。 因此在大锻件的订货技术条件中往往规定水 冒口的最小切除量。在锻造工艺中也要确定水冒 口的实际切除量。 1.3大型钢锭内部的主要缺陷: 大型钢锭的主要缺陷是偏析、气体、夹杂和 疏松。它们是冶金过程中固有的缺陷,只能减少, 不能消除。 偏析:指的是结晶过程造成钢锭的不同部位的 化学成分不一样。 气体:在熔炼过程中钢水大量地吸收氢(还有氮)。当钢中的氢含量超过一定值时,锻造后冷却时就可能产生白点而使锻件报废。比如国外某公司在核岛锻件订购技术条件中规定钢包分析氢含量不得超过0.8ppm(1ppm=百万分之一)。含氢量高的钢锭在锻成锻件后,要在锻后热处理中花费大量的时间来扩散氢气以避免白点。 夹杂:夹杂的来源有来自熔炼过程和脱氧产物的,也有来自出钢槽、盛钢桶等外来夹杂。 缩孔和疏松:液态钢和固态钢,都随温度降低而发生体积收缩;从液态变为固态时,也 有体积收缩。钢液在锭模(或砂型)中凝固时,先凝固成与注入钢液差不多高的外壳,中 间随着凝固收缩就会向下凹下去。于是在头部形成大的空洞,即开放缩孔。如果上部比下
一、选择题(每题1分,共20分) 二、填空题(每空1分,共25分) 三、判断并改错题(判断对错,并改正错误之处,每题1分,共10分) 四、简答题(每题5分,共25分) 五、综合题(每题10分,共20分) 1.锻造工艺定义,分类(分类方法)。 2.锻造材料的准备(选材,下料)材料可能存在的缺陷下料方法,特点,优点。 3.锻前加热的目的是什么?钢料锻前的加热方法有哪几种?在加热过程中钢料可能产生哪些缺陷? 加热方法:⑴火焰加热(燃油加热、燃煤加热、燃气加热) ⑵电加热(电阻加热<电阻炉加热、接触电加热、盐熔炉加热>、感应电加热)钢料在加热过程中可能产生的缺陷: 氧化、脱碳、过热、过烧及在坯料内部产生裂纹等。 4.何为锻造温度范围?锻造温度范围制定有哪些基本原则?始锻温度和终锻温度应如何确定? 锻造温度范围是钢料开始锻造的温度(即始锻温度)和结束锻造的温度(即终锻温度) 区间。 基本原则:⑴钢料在锻造温度范围内应具有良好的塑性和较低的变形抗力; ⑵能锻出优质锻件; ⑶为减少加热火次,提高锻造生产率,锻造温度范围应尽可能宽。 始锻温度的确定:⑴必须保证钢无过烧现象; ⑵对于碳钢:始锻温度应比铁-碳平衡图的固相线低150~250℃。 终锻温度的确定:⑴保证钢料在终锻前具有足够的塑性; ⑵使锻件获得良好的组织性能。 5.何为加热规范?钢料的加热规范包括哪些内容?加热规范是按哪些原则制定的? 加热规范是坯料从装炉到加热结束,整个过程中,炉温随时间的变化关系。 钢料的加热规范包括:①钢料的装炉温度; ②加热升温速度;
③最终加热温度; ④各阶段加热和保温时间及总的加热时间等。 加热规范制定的原则:⑴加热时间短、生产效率高; ⑵不引起过热和过烧、氧化脱碳少、加热均匀,不产生裂纹; ⑶热能消耗少。总之应保证高效、优质、节能。 6.各种自由锻工序的含义?锻造过程可能产生的缺陷和预防措施?圆柱坯料镦粗时产生不均匀变形有哪些原因?采用哪些措施可预防其不均匀变形和裂纹的产生? 镦粗:使坯料高度减小,横截面增大的成形工序称为镦粗。 拔长:使坯料横截面积减小而长度增加的成形工序叫拔长。 冲孔:在坯料上锻制出透孔或不透孔的工序叫冲孔。 扩孔:减小空心坯料壁厚,使内、外径增加的锻造工序称为扩孔。 弯曲:将坯料弯成所规定外形的锻造工序称为弯曲。 镦粗时产生的缺陷:⑴侧表面产生裂纹; ⑵锭料镦粗后上、下端常保留铸态组织; ⑶高坯料失稳而弯曲。 圆柱坯料镦粗时产生不均匀变形原因:①工具与坯料端面间摩擦力影响 ②温度不均匀影响。 预防措施:⑴使用润滑剂和预热工具⑵采用凹形毛坯 ⑶采用软金属垫⑷采用铆镦、叠镦和套环内镦粗 ⑸采用反复镦粗拔长的锻造工艺。 7.常用的冲孔方法有哪几种?冲孔时有可能出现哪些缺陷? 冲孔方法有:实心冲子冲孔(双面冲孔) ,垫环上冲孔(漏孔),空心冲子冲孔可能出现的缺陷:“走样”、裂纹和孔冲偏等。 8..饼块类锻件和空心类锻件应选用哪些基本的锻造工序? 饼块类锻件:镦粗(局部镦粗)、冲孔; 空心类锻件:镦粗、冲孔、芯轴扩孔、芯轴拔长等。 9.自由锻工艺过程的主要内容有哪些?锻件公称尺寸、加工余量和公差的含义是什么? 主要内容:⑴根据零件图绘制锻件图; ⑵确定坯料重量和尺寸;
FGH4096合金的动态再结晶与晶粒细化研究 摘要:使用Gleeble-1500D热模拟试验机对热等静压态FGH4096合金进行变形温度 1080~1140℃,应变速率0.02~1s–1,变形量15%,35%和50%的等温压缩实验。通过观察微观组织,分析了粉末高温合金动态再结晶的组织演化规律,并通过透射电镜研究了再结晶的形核位置。当变形量在35%及以下时,得到不完全再结晶组织,即“项链“组织;当变形量大于50%时,得到完全的动态再结晶组织。动态再结晶晶粒尺寸随变形温度的升高和应变速率的降低而增大。再结晶形核主要在以下三个位置,即原始颗粒边界,再结晶晶粒边界以及孪晶源。最后利用多方向热变形对晶粒的破碎和细化,得到平均晶粒尺寸为4μm的细晶坯料。 关键词:FGH4096粉末高温合金;动态再结晶;形核;细晶化锻造 粉末高温合金由于具有组织均匀、无宏观偏析、合金化程度高等优点,成为制造先进航空发动机涡轮盘的首选材料[1]。30多年中,粉末高温合金发展已经历了三代。FGH4096粉末高温合金属于我国第二代粉末高温合金材料,以其优秀的高温强度和抗裂纹扩展能力受到航空发动机研究人员的极大重视[3]。但由粉末冶金工艺所带来的原始颗粒边界(PPB)、热诱导孔洞(TIP)等组织缺陷极大的损害了高温合金的力学性能和热加工性能。美国普惠公司使用以大挤压比的热挤压来粉碎PPB、焊合TIP,并诱导高温合金发生充分的动态再结晶以得到组织均匀细小、热加工性能优秀的高温合金坯料的制坯工艺[3]。国内受多方面条件限制,尚无法实施该类工艺,但可通过塑性变形诱发动态再结晶得到细晶、无缺陷坯料[3]。本文研究了FGH4096高温合金热变形中的动态再结晶的形核、发展规律和组织演化过程,并研究了合金的细晶化锻造工艺。 1 实验材料与方法 FGH4096合金名义化学成分(Wt%)为:Cr 15.5, Co 12.5, Mo 3.8, W 3.8, Nb 0.6, Ti 3.9, Al 2.0, B 0.006, Zr 0.025, Ni Bal。本实验采用的原材料由北京钢铁研究总院提供,母合金采用真空感应熔炼,等离子旋转电极(PREP)方法制粉,粉末尺寸为50μm~100μm ,粉末经真空脱气后装入包套,封焊后进行热等静压成型(HIP)。实验用试样用线切割法取自HIP态FGH4096合金,尺寸为Φ8×12(mm)和Φ40×70(mm)的圆柱形料,试样变形前先进行1150℃/2h+AC的均匀化处理。 用Gleeble–1500D模拟器对Φ8×12(mm)圆柱试样进行1080、1110和1140℃下,应变速率分别为:0.02、0.2、1 s–1,变形量分别为:15%、35%和50%的恒温、恒应变速率压缩实验。变形后迅速将试样喷液冷却至室温,沿压缩轴线方向将压缩试样对半切开制成金相样品,研究动态再结晶组织的演化规律。并用HITACHI–H800透射电镜观察、分析动态再结晶的形核与发展规律,晶粒尺寸统计采用截线法完成。最后,用THP–6300A型液压机对Φ40×70(mm)试样进行多方向累计变形量为150%的热模锻造(模具温度930℃),以研究合金的细晶化锻造工艺。