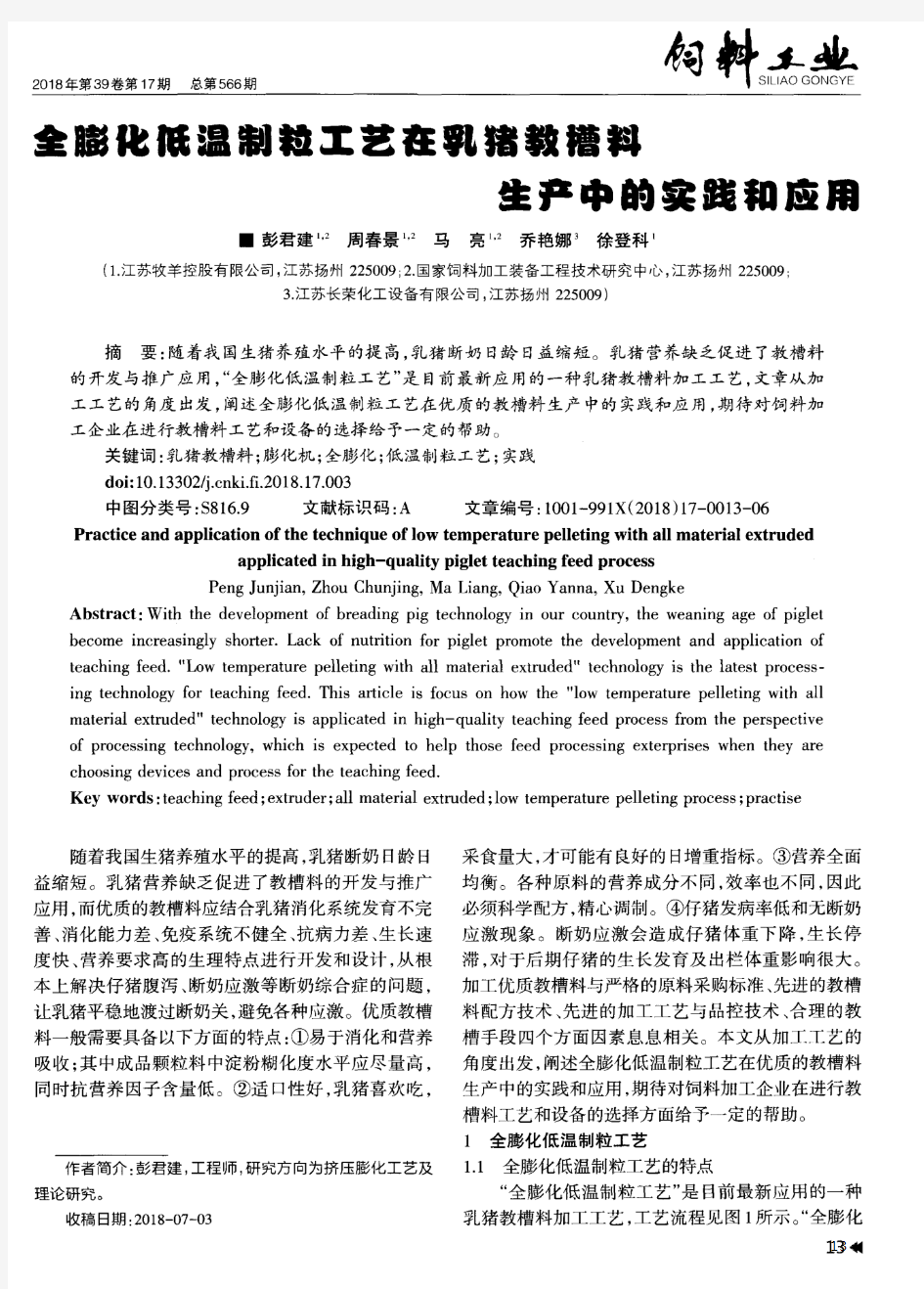
教槽料、乳猪料生产工艺(二次制粒)流程图 玉米+碎米(要经过初清筛)、发酵豆粕(或豆粕)① 第一次粉碎② 第一次蒸汽(熟化)制粒(调质温度90℃以上尽量高,环膜直径4.5~5.5mm)④ 冷却 后熟化 基础料⑤ 第二次粉碎② 混合③核心料、发酵豆粕、玉米、油 1.成品(粉料) 第二次(调质温度50-60℃左右,环膜直径2.0-2.5mm)④ 成品(粒料)⑥ 加工要求: 1、必须用东北、新疆等地的玉米,不可用河南、河北、山东、山西及其以南地区的玉米, 且玉米粉碎前必须过滚筒式清理筛(两层筛),筛掉破碎粒、不饱满粒及粉尘。 2、选用的玉米(可以掺用部分新鲜的碎米)与豆粕的第一次粉碎切勿太细,太细会导致第一 次制粒困难或无法制粒,同时按规定比例将原料粗略混合后进行第一次制粒; 3、第一次制粒蒸汽温度尽可能高(90度以上),以保证原料与蒸汽的充分混合与熟化;第二 次蒸汽制粒时,温度不可过高,不要超过60度,以避免可能造成的部分营养成分的损失;环模的压缩比:5:1。 4.、核心料必须从小投料口投料或直接进入混合机,必须在投大料的中间投,以保证核心 料能完全进入混合机,因乳猪、教槽料糖及乳糖较多,混合时间应稍长一些。生产成品前
必须用粉碎的玉米进行洗机,保证设备内不会有残留料;生产的成品色泽要均一,经质 检员认可后,按要求进行包装; 5.、成品损耗率要小于0.5%,制粒冷却后的水分含量:≤12.5%。 6、所有含油脂的原料、蛋白原料都要最新鲜,成品的丙二醛类(TBA)指标应≤2 附录一:制粒工艺主要参数控制表 调质器:其电流要严格按照设备要求控制 转速:300-400转/分(经验值:转速基本在原该设备生产常规饲料转速的1/3左右)环模孔径(第一次/第二次):3.5-5.5/2.0-2.5mm(教槽1.8-2.2mm) 第一次制粒尽可能用最大孔径的旧环模,压缩比不限但应尽可能小 第一次制粒的蒸汽尽可能含水少! 第二次制粒环模的压缩比:5:1(或4:1视成品硬度调整),压缩比太高会颗粒太硬,融水性不好。粒长:5-8mm。 第二次制粒的蒸汽尽可能含水多! 蒸汽的温度:第一次≥90℃(尽可能高,使原料尽可能的充分熟化);第二次50-60℃(视成品硬度调整); 分汽缸的蒸汽压力:4kg/cm2 (不低于3.5 kg/cm2) 冷却后温度:室温(不高于室温4℃) 调制后(未经过蒸汽制粒)的水分:15-18% ;制粒后的水分含量:≤12.5%。 附录二:基础料配比
冲压工艺流程_冲压件加工工艺过程内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具成形的,它主要有以下特点: ⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是高效的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。 冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达微米级,且精度高、规格一致,能
仔猪教槽的重要性 一、教槽料的重要性 仔猪从出生到断奶后一个阶段的培育状况会直接影响其整个生长育肥阶段的成绩。而断奶应激引起仔猪断奶后常出现食欲降低、消化不良、饲料利用率低、免疫力和抗病力下降、腹泻等现象,最终表现为生长受阻。 尽早采用优质配方的教槽料对仔猪进行教槽,在21日龄断奶时达到400g 教槽料采食量,对仔猪来说是一个安全阈值。400g教槽料的采食能够使仔猪肠道表面得到充分发育,在断奶后可以完全依赖于固体饲料,顺利度过断奶期。 表1 断奶受阻对肥猪生产性能的影响 图1:教槽开始时间对仔猪采食量及保育生长速度的影响
二、仔猪料设计及原料使用 配制仔猪饲料首先要考虑仔猪本身的消化生理因素,乳猪生长迅速、代谢旺盛、养分利用力强,但消化系统发育尚未完善、消化酶分泌量不足,对饲料的消化能力低,易发生腹泻等问题,所以仔猪料配制要求技术高,原料选择也要符合仔猪消化生理特点。 1.能量原料 仔猪日粮要求高能量浓度低粗纤维含量,消化能在3600Kcal/kg,粗纤维含量低于4%,需要向饲料中添加植物油或使用全脂膨化大豆。 7日龄内的仔猪能够很好的利用葡萄糖和乳糖;7-10日龄可利用果糖和蔗糖;。断奶仔猪以植物性饲料为基础,可适当添加乳糖等。 乳清粉:低蛋白乳清粉要比高蛋白的好,其主要作用是提供乳糖。 乳糖:适口性好,易于消化吸收,能通过发酵产生乳酸,维持仔猪的肠道健康,帮助消化和防止下痢,其流动性好于乳清粉。 油脂:早期断奶仔猪脂肪酶活力下降,对油脂的利用能力有限,脂肪链越短吸收利用率越高。仔猪对脂肪利用率最高的是椰子油,其次是玉米油和大豆油。添加5%油脂对制粒可起到润滑作用。 玉米:用于仔猪料最好进行熟化、膨化。粗蛋白不低于8.5%,粗脂肪含量3.5%。注意玉米的霉菌毒素的污染。 碎米:第一要关注新鲜度;第二要关注稻壳含量;第三是用量问题,用多了饲料会比较硬。 2.蛋白原料 仔猪教槽料蛋白不低于21.5%。仔猪蛋白质的需要量实际上就是氨基酸的需要量,仔猪对低蛋白日粮不十分敏感,若蛋白质18%,使氨基酸达到平衡,仍能取得很好的饲养效果。 血浆蛋白粉:蛋白含量70-78%,在日粮中添加量3%。免疫球蛋白能够提高断奶仔猪成活率。 优质进口鱼粉:蛋白含量高,氨基酸含量丰富且组成平衡,是仔猪饲料中极有效的动物蛋白源。 膨化大豆/膨化豆粕:不单纯用脲酶活性检测,还可用水分、粗灰分、酸价检测,用苯酚红显色反应,10-20min内出现红点,则为膨化大豆过熟,不会引起腹泻。
秸秆发酵养猪不可取 秸秆的主要成分是粗纤维,动物体本身(包括反刍动物)不能分泌降解粗纤维的酶类。但牛、羊对粗纤维的消化率达50%-90%,是靠瘤胃中的微生物增殖代谢活动实现的。猪无瘤胃,对粗纤维的消化率只有3%-25%,主要靠盲肠和结肠中微生物的活动实现。如果向猪饲料中添加大量秸秆粉,不仅其本身所含粗纤维不能被消化,而且还会降低饲料中玉米、豆粕的消化率。 许多饲养试验表明,猪饲料中粗纤维含量每增加1个百分点,则饲料中有机物消化率降低1.92-1.35个百分点,因此,对猪饲料中的粗纤维含量应进行控制。一般仔猪不宜超过4%,生长肥育猪不宜超过6%-8%,种公、母猪不宜超过10%-12%。 那么,是否可在动物体外搞一个“人工瘤胃”,模拟瘤胃的微生物区系和增殖条件,进行秸秆粉体外微生物发酵处理,实现秸秆粉代替粮食养猪呢?全世界经过近百年的研究,这项技术还没有成功,还没有人发明出能在一般发酵条件下降解秸秆粉中粗纤维的技术,因此,“秸秆发酵养猪”有误导性商业炒作的嫌疑,建议养猪户不要上当!以免造成损失。 节粮高效养猪技术 一、选择优良的杂交组合,充分利用杂种优势 俗话说:"抓猪崽,看猪娘。""优良不优良,看看爹和娘。"就是说,要选择优良品种和最佳杂交组合。如果要求肉质较好,瘦肉率中等,生长发育较快的肥育猪,要挑选"土三元"杂种猪,即以本地猪为母本,以长白猪或大约克猪为第一父本,以杜洛克为第二父本所产的"杜×长·本"或"杜×大·本"杂种猪。 如果要求生长快、瘦肉多,肉质稍差的肥育猪,应选择"洋三元","杜×长·大"或"杜×大·长"杂种猪。 大、中型猪场可考虑饲养配套系的商品猪,因为这种猪综合了好几个品种的优点,有更大的杂种优势。 总之,杂种优势越强,生活力、适应力、抗病力也越强,生长发育也快,越省饲料。 另外,壮龄公、母猪所产后代生活力强,所以没特别需要,6岁以上的猪应一律淘汰。同窝小猪,出生体重大的,生长发育快,省饲料。 二、做好饲料配合,开发饲料资源 "猪是张口货,能吃不能饿".只有供给充足的营养,才能促进正常的生长发育。一般的生长育肥猪的饲料配方是:玉米(或大麦、高粱、次粉等)60%、豆粕(熟制)18%、麸皮15%、预混料5%、其它2%.在满足营养需要的前提下,应寻找优质廉价饲料,以便大幅降低饲料成本。 粪便饲料 鸡粪喂配合饲料所产鸡粪是高蛋白补充饲料,平均含粗蛋白质27%.生长育肥猪添加30%,不限量饲喂,不降低生长速度,而大幅降低了饲料成本。 牛粪特别是吃配合饲料所产的牛粪,其营养与小米糠相近。一般牛粪可占猪饲料的10%~15%. 猪粪含有(占干物质的)粗蛋白质19.0%等。一般可添加猪饲料的10%~15%. 兔粪包括软粪和硬粪两种,软粪营养价值较大,但几乎全部被家兔本身吃掉,只有硬粪可以收集起来用作饲料。兔硬粪中的干物质中含粗蛋白质16.7%.兔粪一般占猪饲料的25%~30%左右。 青绿饲料 青绿饲料含水分多,质地柔软鲜脆,营养丰富。可弥补玉米等精料的营养不足。 青绿饲料打浆生喂或打浆青贮饲喂均可。优质青绿饲料有地瓜蔓、紫花苜蓿、沙打旺、苋菜、菊苣、苦麻菜、胡萝卜茎叶等。添加青绿饲料占猪饲料的5%~10%(折干).为了保证青绿饲料供给,应提倡种草养猪。 糟渣类饲料 如醋糟、豆腐渣、粉渣(豆类、薯类)、酒糟、甜菜渣、酱渣、蔗糖滤泥等。这类饲料蛋白质含量较丰富,价格低廉,是催肥的好原料。在日粮中加入8%的蔗糖滤泥喂猪,日增重及饲料报酬与对照组基本一致。 无毒树叶 原则上所有无毒树叶都可作为猪的饲料应用,但已喷洒化学农药的树叶坚决不能采用。常用的树叶有刺槐叶粉、紫穗槐叶粉和松针粉。刺槐叶粉和紫穗槐叶都是高蛋白的补充饲料,一般可添加2%~10%.松针制成松针粉,在生长猪中添加4%~4.5%,可提高增重15%~30%以上。 屠宰厂的废弃物 屠宰厂的废料凡人不能食用且含有一定营养成分的都可作为饲料使用,但必须经蒸煮后饲用,一般可占饲粮的40%左右。 此外,要改变稀的撑大肚的饲养方式,普遍推广干喂或稠喂,除豆类、马铃薯外,其它饲料一律生喂。生喂能保持更多的营养成分,熟制后会破坏很多营养成份。目前,仍有少量农户把配合饲料加水大锅煮,这是严重的浪费现象。 三、优化猪群的生存环境 防止噪音--由于猪的听觉十分灵敏,对噪音特别是突然的高音反应较大,会严重影响其增重。 防止不良气味--臭气、煤烟味、氨水味及其他不良气味均可影响猪的健康。 防止参观人群--一个万头猪场,如果接纳一次参观者,由于人的气味和说话导致猪进食减少,可能损失2000元左右,所以要严禁参观。 要植树造林--植树造林可调节温度,减少空气中有害气体、臭气、尘埃、细菌等。 猪是比较聪明的动物,在大群猪饲养状况下,有条件时要放轻音乐或让其看电视,猪栏上方可悬挂小球使其玩耍。 除上述技术外,还要认真落实猪源净化与免疫驱虫;建设冬暖夏凉的猪舍;适时去势等措施。 饲料增值加工的13法 实践证明,畜禽饲料在饲喂之前,进行简单的加工调制,可以大大提高其利用率,提高饲喂效果。下面介绍13种加工调制方法,供参考选用。 1、碎化 稻草、薯秧、青草、干草等,都应切碎后再饲喂家畜。喂猪的青菜切成1厘米~2厘米,才能达到“寸草切三刀,无料也上膘”的效果。 2、粉化 干草、粮谷等作饲料,必须磨细粉化再喂,以助消化。粉化的程度,应根据饲料及畜禽种类而定。猪、牛的饲料可粉碎成粗约1毫米~2毫米,鸡饲料应磨成粗粉。 3、浆化 甘薯、木薯、豆类及饼粕等作饲料,应浸泡后打浆饲喂,这有益于消化,提高饲喂效果,还可减除饲料中氢氰酸等毒素。 4、芽化 籽粒饲料发芽生长到10厘米时,其中维生素含量,特别是胡萝卜素和核黄素的含量极为丰富,是种畜和幼禽畜的良好维生素来源之一。 5、风化 青鲜饲料收割后,活细胞仍在氧化消耗饲料中的营养素,且微生物迅速繁殖以致变质。因此,青鲜饲料应及时风干,但
膨化食品生产工艺 膨化食品, 国外又称挤压食品、喷爆食品、轻便食品等, 是近些年国际上发展起来的一种新型食品。它以谷物、豆类、薯类、蔬菜等为原料, 经膨化设备的加工, 制造出品种繁多, 外形精巧, 营养丰富, 酥脆香美的食品。因此, 独具一格地形成了食品的一大类。 由于生产这种膨化食品的设备结构简单, 操作容易, 设备投资少, 收益快, 因此发展得非常迅速, 并表现出了极大的生命力。 由于用途和设备的不同, 膨化食品有以下三种类型: 一是用挤压式膨化机, 以玉米和薯类为原料生产小食品; 二是用挤压式膨化机, 以植物蛋白为原料生产组织状蛋白食品(植物肉); 三是以谷物、豆类或薯类为原料, 经膨化后制成主食。除了试制出间接加热式膨化机外, 还用精粮膨化粉试制成多种膨化食品。 种类 1.主食类: 烧饼、面包、馒头、煎饼等。 2.油茶类: 膨化面茶。 3.军用食品: 压缩饼干。 4.糕点类: 桃酥、炉果、八件、酥类糕点、月饼、印糕、蛋卷等。
5.小食品类: 米花糖、凉糕等。 6.冷食类: 冰糕、冰棍的填充料。 上述食品中, 有些品种如膨化面茶、印糕、压缩饼干等全部是用膨化粗粮制成的; 有些品种只掺入一定比例的膨化粗粮。 膨化技术虽属于物理加工技术, 但却具有本身的特点。膨化不但能够改变原料的外形、状态, 而且改变了原料中的分子结构和性质, 并形成了某些新的物质。 原理当把粮食置于膨化器以后, 随着加温、加压的进行, 粮粒中的水分呈过热状态, 粮粒本身变得柔软, 当到达一定高压而启开膨化器盖时, 高压迅速变成常压, 这时粮粒内呈过热状态的水分便一下子在瞬间汽化而发生强烈爆炸, 水分子可膨胀约2 000倍, 巨大的膨胀压力不但破坏了粮粒的外部形态, 而且也拉断了粮粒内在的分子结构, 将不溶性长链淀粉切短成水溶性短链淀粉、糊精和糖, 于是膨化食品中的不溶性物质减少了, 水溶性物质增多了。详见下表: 膨化前后食品中水浸出物变化表(%) 玉米高梁米 成分膨化前膨化后膨化前膨化后 水浸出物 6.35 36.82 2.3 27.32 淀粉 62.36 57.54 68.86 64.04 糊精 0.76 3.24 0.24 1.92
(一)、配合饲料的生产工艺流程图(略) (二)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。 2 、包装原料的接收:分为人工搬运和机械接收两种。 3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。 (三)、原料的贮存 饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。 主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。 (四)、原料的清理 饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。 饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(五)、原料的粉碎 饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。 按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。 按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。 1 、一次粉碎工艺: 是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。 2 、二次粉碎工艺 有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉碎工艺。 ( 1 )单一循环二次粉碎工艺 用一台粉碎机将物料粉碎后进行筛分,筛上物再回流到原来的粉碎机再次进行粉碎。 ( 2 )阶段二次粉碎工艺
冲压工艺流程_冲压件加工工艺过程 内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点: ⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是高效的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。 冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、
膨化食品生产工艺 膨化食品,国外又称挤压食品、喷爆食品、轻便食品等,是近些年国际上发展起来的一种新型食品。它以谷物、豆类、薯类、蔬菜等为原料,经膨化设备的加工,制造出品种繁多,外形精巧,营养丰富,酥脆香美的食品。因此,独具一格地形成了食品的一大类。 由于生产这种膨化食品的设备结构简单,操作容易,设备投资少,收益快,所以发展得非常迅速,并表现出了极大的生命力。 由于用途和设备的不同,膨化食品有以下三种类型:一是用挤压式膨化机,以玉米和薯类为原料生产小食品;二是用挤压式膨化机,以植物蛋白为原料生产组织状蛋白食品(植物肉);三是以谷物、豆类或薯类为原料,经膨化后制成主食。除了试制出间接加热式膨化机外,还用精粮膨化粉试制成多种膨化食品。 种类 1.主食类:烧饼、面包、馒头、煎饼等。 2.油茶类:膨化面茶。 3.军用食品:压缩饼干。 4.糕点类:桃酥、炉果、八件、酥类糕点、月饼、印糕、蛋卷等。 5.小食品类:米花糖、凉糕等。 6.冷食类:冰糕、冰棍的填充料。 上述食品中,有些品种如膨化面茶、印糕、压缩饼干等全部是用膨化粗粮制成的;有些品种只掺入一定比例的膨化粗粮。 膨化技术虽属于物理加工技术,但却具有本身的特点。膨化不仅可以改变原料的外形、状态,而且改变了原料中的分子结构和性质,并形成了某些新的物质。 原理当把粮食置于膨化器以后,随着加温、加压的进行,粮粒中的水分呈过热状态,粮粒本身变得柔软,当到达一定高压而启开膨化器盖时,高压迅速变成常压,这时粮粒内呈过热状态的水分便一下子在瞬间汽化而发生强烈爆炸,水分子可膨胀约2 000倍,巨大的膨胀压力不仅破坏了粮粒的外部形态,而且也拉断了粮粒内在的分子结构,将不溶性长链淀粉切短成水溶性短链淀粉、糊精和糖,于是膨化食品中的不溶性物质减少了,水溶性物质增多了。详见下表: 膨化前后食品中水浸出物变化表(%) 玉米高梁米 成分膨化前膨化后膨化前膨化后 水浸出物 6.35 36.82 2.3 27.32 淀粉 62.36 57.54 68.86 64.04 糊精 0.76 3.24 0.24 1.92 还原糖 0.76 1.18 0.63 0.93 膨化后除水溶性物质增加以外,一部分淀粉变成了糊精和糖。膨化过程改变了原料的物质状态和性质,并产生了新的物质,也就是说运用膨化这种物理手段,使制品发生了化学性质的变化,这种现象给食品加工理论研究提出了新的课题。 把食品中的淀粉分解为糊精和糖的过程,一般是在人们的消化器官中发生的,即当人们把食物吃进口腔后,借助唾液中淀粉酶的作用,才能使淀粉裂解,变成糊精、麦芽糖,最后变成葡萄糖被人体吸收。而膨化技术起到了淀粉酶的作用,即当食物还没有进入口腔前,就使淀粉发生了裂解过程,从这个意义上讲,膨化设备等于延长了人们的消化器官。这就增加了人体对食物的消化过程,提高了膨化食品的消化吸收率。因此,可以认为膨化技术是一种很科学、理想的食品加工技术。 膨化技术的另一特点是,它可以使淀粉彻底α化。以前使食品成熟的热加工技术如烘烤、蒸煮等,也可以使食品的生淀粉即β淀粉变成α淀粉,即所谓α化。但是这些制品经放置一段时间后,已经展开的α淀粉,又收缩恢复为β淀粉,也就是所谓“回生”或“老化”。这是
乳猪料的配制 珠海市昌味生物科技有限公司 哺乳仔猪提供最大的能量摄入,考虑到需要尽可能满足弱仔猪的营养需要,乳猪料的能量设计不可太高,以提高弱仔猪的采食量。 仔猪出生后,蛋白质和脂肪沉积迅速增加。在出生至21日龄断奶期间,仔猪蛋白质和脂肪含量呈线性增加,平均增速分别为25~38g/d和25~35g/d。哺乳至断奶过渡期间,由于断奶应激的影响,蛋白质增长减慢,而脂肪增长通常为负值。在这一时期,蛋白质沉积速度既与采食量有关,又与饲料中可利用蛋白的含量有关。在良好的保温条件下,体脂肪的动员速度与采食量及饲粮中可利用蛋白的含量密切相关。 依据美国相关资料,哺乳仔猪的维持代谢能需要为470kJ/kg·BW0.75·d,仔猪断奶(4周龄)后第1周的维持代谢能需要为453kJ/kg·BW0.75·d,第2周为423kJ/kg·BW0.75·d。仔猪的维持代谢能需要还与环境温度有关,环境温度低于临界温度1℃时,代谢能需提高2%~5%。 1.1初生仔猪已含有较高量的胰脂肪酶,但3周龄前胆汁分泌量少,不能激活胰脂肪酶和乳化饲料脂肪,这时仔猪消化脂肪的能力有限,直到16日龄的仔猪的胃仅能消化25%~50%的饲料脂肪。母乳中的脂肪是以乳化状态存在,所以其脂肪利用率较高,据报道,仔猪对母乳中脂肪的表观消化率约为95%。3周龄后随着胆汁分泌逐渐增加,对饲料脂肪的消化吸收才逐渐加强。在断奶仔猪中,摄入代谢能用于生长、蛋白质能量沉积和脂肪能量沉积的效率分别为0.72、0.66和0.77,与生长猪的相应值接近。 1.2 蛋白质和氨基酸需要仔猪出生后生长快速、生理变化急剧,对蛋白质和氨基酸营养需要高。但仔猪消化系统发育不完善,例如仔猪胰蛋白酶含量在5周龄前维持在相对较低的水平,到6周龄才开始增加,因此在5周龄前仔猪对饲料蛋白尤其是植物性蛋白的消化吸收能力有限。断奶后营养源从母乳转向固体饲料,饲粮中高蛋白质水平往往导致仔猪腹泻和生长抑制,因此确定仔猪饲粮适宜蛋白质水平尤为重要。综合相关研究报道,19%~21%的粗蛋白质水平可满足4~20kg仔猪的需要,建议4~10kg阶段采用21%,10~20kg阶段采用19%。 仔猪氨基酸需要是国内外研究的重点之一。生长猪的氨基酸需要分为维持需要和蛋白质沉积需要,维持和蛋白质沉积的理想氨基酸比例不同。由于仔猪维持需要的氨基酸所占比例与生长猪不同,不同阶段体组织蛋白质的氨基酸组成不同,仔猪尤其断奶仔猪免疫、抗氧化、抗应激、维持肠道功能等对某些氨基酸的特殊需要,因此,仔猪的理想氨基酸模式不同于生长肥育猪阶段。实际表明,有些氨基酸的需要量确实不同,例如谷氨酸、苏氨酸、组氨酸等,这些都有待于进一步去探索,应用上可参考理想蛋白模式来灵活掌握。 1.3 矿物质需要与维生素需要断奶仔猪对添加食盐有积极反应,因此,NRC调高了仔猪钠和氯的需要量。饲粮中的钾、钠、氯是相互作用的,应考虑电解质平衡,尤其是乳猪饲粮中往往钾含量较高。相关研究报道表明,仔猪适宜的电解质平衡值为200~300meq/kg。虽然不同研究得出的铜、铁、锌、锰需要量差异较大,而实际上的需要可能接近。分析可能原因:①品种不同,会略有差异;②动物体内微量元素吸收、利用互相影响,不同研究者设计的基础饲粮中其它微量元素水平不同,影响目标元素的需要量研究结果;③部分研究的试验动物偏少,仅以生长性能评价得出的需要量不准确;④部分试验设计梯度偏少,影响结果的精确性;⑤环境不同,猪应激状况不同,可能需要略有不同。微量元素不仅影响仔猪的生长,还涉及安全和环保问题。尤其当前仔猪饲料普遍使用高铜、高锌,其微量元素含量普遍高于仔猪营养需要,进一步深入研究仔猪对铜、铁、锌、锰的需要量及其比例仍很重要。 高剂量铜和锌促进仔猪的作用已被大量研究证实,但高铜、高锌带来的残留和污染问题
生猪屠宰加工工艺 生猪屠宰加工工艺流程示意图 1.屠宰加工工艺流程 健康猪进待宰圈→停食饮水静养12-24小时→宰前淋浴→瞬间击晕→拴腿提升→刺杀→沥血(沥血时间:5min)→毛猪屠体的清洗→烫毛→刨毛→修刮→胴体提升→燎毛→刷白清洗拍打→修耳道→封直肠(刁圈)→切去生殖器→剖腹折胸骨→取白内脏(白内脏放在白内脏检疫输送机的托盘内待检验)↓ 合格的白内脏进入白内脏加工间内处理 ↓
胃容物通过风送系统输送到车间外约50米处的废弃物暂存间 →旋毛虫检验→预摘红内脏→取红内脏(红内脏挂在红内脏检疫输送机的挂钩上待检验)↓ 合格的红内脏进入红内脏加工间内处理 →预摘头→劈半→胴体和内脏的同步检验→去尾→去头→去前蹄 ↓ 不合格的胴体、红白内脏拉出屠宰车间高温处理 →去后蹄→去板油→白条修割→白条称重→冲淋→排酸(0-4℃) ↓↓ 鲜肉销售冷却肉销售 →分三段→分割部位肉→称重包装装盘→速冻或保鲜→脱盘装箱→冷藏→分割肉销售 2.剥皮猪屠宰加工工艺流程 健康猪进待宰圈→停食饮水静养12-24小时→宰前淋浴→瞬间击晕→拴腿提升→刺杀→沥血(沥血时间:5min)→毛猪屠体的清洗→ 去头→卸猪入预剥工位→去前后蹄和尾→预剥皮→机械剥皮→ ↓↓↓ 头蹄尾进头蹄尾加工间加工处理皮张入猪皮暂存间 →胴体提升→胴体修割→封直肠(刁圈)→去生殖器→剖腹折胸骨 →取白内脏(白内脏放在白内脏检疫输送机的托盘内待检验) ↓ 合格的白内脏进入白内脏加工间内处理
↓ 胃容物通过风送系统输送到车间外约50米处的废弃物暂存间 →旋毛虫检验→预摘红内脏→取红内脏(红内脏挂在红内脏检疫输送机的挂钩上待检验)↓ 合格的红内脏进入红内脏加工间内处理 →劈半→胴体、红白内脏同步检验→去板油→白条修割→白条称重 ↓ 不合格的胴体、红白内脏拉出屠宰车间高温处理 →白条冲淋→排酸(0-4℃)→分三段→分割部位肉→称重包装装盘 ↓↓ 鲜肉销售冷却肉销售 →脱盘装箱→冷藏→分割肉销售 2 生猪屠宰加工工艺 1.待宰圈管理 (1)、活猪进屠宰厂的待宰圈在卸车前,应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。 (2)、卸车后,检疫人员必须逐头观察活猪的健康状况,按检查的结果进行分圈、编号,合格健康的生猪赶入待宰圈休息;可疑病猪赶入隔离圈,继续观察;病猪和伤残猪送急宰间处理。 (3)、对检出的可疑病猪,经过饮水和充分休息后,恢复正常的可以赶入待宰圈;症状忍不见缓解的,送往急宰间处理。 (4)、待宰的生猪送宰前应停食静养12-24小时,以便消除运输途中的疲劳,
用教槽料饲喂仔猪的几 个好处 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
用教槽料饲喂仔猪的几个好处 乳猪教槽料是指给刚生下来7天到断奶后7天左右的这段时间,为乳猪提供的一种含有高营养成分的专用饲料,是乳猪刚生下来接触的首要饲料。因此,乳猪教槽料的选用很重要。 1、适口性好 乳猪喜欢吃,增加采食量,促进其更快的生长发育,增加日增重。大北农教槽料贝贝乳采用小钛氨基酸化鱼粉、中链均质化乳糜化脂肪粉等高档原料,使之具有高营养、低抗原、适口性好,消化率高、易教槽等特点;依据乳仔猪的消化生理特点,添加了特异性的酸化剂、复合酶制剂、微生态制剂和免疫强化因子,增强乳仔猪的抵抗力,通过营养调控等手段有效预防乳仔猪营养性和病原性腹泻;添加量营养平衡的氨基酸、维生素和有机微量元素,使乳仔猪生长速度快、皮红毛亮;轻松实现断奶过渡,断奶后不限饲、不拉稀、不掉膘,断奶10天内日增重达到250-300g以上。 2、提供营养,提高乳猪日增重 科学研究表明,母猪产奶量从第15天开始已经满足不了乳猪的需要,严重影响乳猪的健康和长速。通过提供适口性好的乳猪教槽料,可以弥补母乳的不足,改善乳猪的健康状况、提高乳猪长速。
不同营养方式对乳猪生长速度的影响 1)普通养殖模式下,猪的遗传潜力并没有得到充分的体现,由上表可见,高档教槽料不间断喂养的情况下,乳猪每天可以生长576克(全天24小时不间断供应教槽料,而正常母猪每50分钟才放一次奶,奶水有限,乳猪吃不饱) 2)在普通养殖方式下,补充教槽料等产品,可有效弥补奶水的不足,提高乳猪生长速度。 3、适于消化和营养吸收教槽料可以提高饲料消化率,这是提高乳仔猪采食量的关键。饲料在经过消化吸收和重新沉积后才有良好的表现。而这一阶段的乳猪日增重对商品猪的全程生长性能都有非凡意义。 4、促进消化道发育
冲压件生产流程及注意事项 内容来源网络,由深圳机械展收集整理! 更多冲压加工工艺展示,就在深圳机械展。 冲压件生产流程: 根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
⑴冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达微米级,且精度高、规格一致,能够冲压出孔窝、凸台等。在实际生产中,常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能 冲压问题分析以及注意事项: 1.冲压时产生翻料、扭曲的原因 在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的重点。 2.抑制冲压件产生翻料、扭曲的方法
食品工厂设计与环境保护作业学院:
课程设计任务书 食品与生物工程学院10级食品科学与工程专业学生 题目年产3000吨膨化食品工艺设计并绘制车间平面图 天然薯条是利用薯加工后废弃的薯头及壳,经除杂、清洗、烘干后直接粉碎至80-100目大小颗粒,以一定的比例与大米、玉米混合后,通过挤压膨化等一系列生产过程,制成薯味浓郁的休闲小食品,其蛋白质、钙、磷等物质含量较高,与一般市售薯条相比具有风格独特、营养丰富、薯味纯正等特点,具有广阔的发展前景。 一、经济技术指标 以生产薯条为主,少部分生产薯片。 1、生产规模:年产3000吨。全年生产,没有季节性。 2、生产品种:以普通产品为主,产品应达到卫生标准。 3、原料配方及全年用量 大米150吨(50%)、玉米80吨(17%)、植物油70吨(12%)、薯粉62吨(8%)、葡萄糖60吨(7%)、食盐8吨(0.8%)、调味料40吨(6%)
调味料配方 盐15糖28味精13I+G 0.4博邦9361薯粉25薯肉精油0.7辣椒红色素0.1干贝素1.0HVP3博邦9319鸡粉5麦芽糊精9抗结剂0.4 4、定员 管理人员(厂长、财会、班长、科长、供销) 30人 原料库(保管、配料) 100人
成品库(配货、发货) 80人 生产工人 2000人左右 辅助工人 500人左右 根据实际可进行添补或裁员 二、主要设备 单螺杆挤压膨化机6台、 切割机2台 隧道式烤炉2台、 调味机4台 粉碎机4台 立式充气自动包装机6台 三、工艺流程 大米、玉米→粉碎至40目颗粒→加薯粉→混合→调湿(食盐溶于水中)→挤压膨化→切割成型→烘烤→喷油、调味→包装→成品 四、操作要点 1、原料精选:大米(粳米)、玉米无虫蛀霉变,玉米在粉碎前先除
饲料厂生产工艺流程介 绍 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
(一)、配合饲料的生产工艺流程图(略) (二)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。 2 、包装原料的接收:分为人工搬运和机械接收两种。 3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。 (三)、原料的贮存 饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。 主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。 (四)、原料的清理 饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。 饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。 (五)、原料的粉碎 饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。 按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。 按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。
1 、一次粉碎工艺: 是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。 2 、二次粉碎工艺 有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉碎工艺。 ( 1 )单一循环二次粉碎工艺 用一台粉碎机将物料粉碎后进行筛分,筛上物再回流到原来的粉碎机再次进行粉碎。 ( 2 )阶段二次粉碎工艺 该工艺的基本设置是采用两台筛片不同的粉碎机,两粉碎机上各设一道分级筛,将物料先经第一道筛筛理,符合粒度要求的筛下物直接进行混合机,筛上物进入第一台粉碎机,粉碎的物料再进入分级筛进行筛理。符合粒度要求的物料进入混合机,其余的筛上物进入第二台粉碎机粉碎,粉碎后进入混合机。 ( 3 )组合二次粉碎工艺 该工艺是在两次粉碎中采用不同类型的粉碎机,第一次采用对辊式粉碎机,经分级筛筛理后,筛下物进入混合机,筛上物进入锤片式粉碎机进行第二次粉碎。 3 、先配料后粉碎工艺 按饲料配方的设计先进行配料并进行混合,然后进入粉碎机进行粉碎。 4 、先粉碎后配料工艺 本工艺先将待粉料进行粉碎,分别进入配料仓,然后再进行配料和混合。
仔猪在生长发育到一定阶段后,母猪的泌乳量开始下降,且通过从母乳中摄入的营养不能满足仔猪快速生长发育的需求,因此就需要使用教槽料。这样不仅可补充仔猪快速生长发育的营养需要,还可补给仔猪因母乳不足而出现的营养缺口,使仔猪得到正常的生产,那喂养仔猪教槽料多大才可以换仔猪料呢? 答案是仔猪出生后7天即可开始训练仔猪吃饲料,这是因为7日龄的仔猪,有时已离开母猪单独活动,同时有啃咬硬物和拱掘地面的习性。这时训练其吃料,既符合仔猪的生物学习性,又能满足仔猪生长发育对营养的需要。仔猪喜爱吃顺粒、甜味饲料以及幼嫩的青绿饲料,因此,开始训练时。常用炒熟的大麦、玉米和切碎的山芋、胡萝卜、南瓜及幼嫩的紫首稽、青菜叶等引诱仔猪吃料,或用市场上出售的乳猪料训练其吃料。实践证明,用颗粒料和青绿饲料训练吃料比用粥料训练吃料效果好,仔猪吃上饲料的时间早些,训练吃料有个过程,一般大约
10天左右,即仔猪约到20日龄时,才能基本主动吃料;到30日龄左右时,每天能吃较多的饲料(约0.25公斤左右)。母猪在产后20~30天是产乳高峰(姜曲海猪25~30天,约克夏猪20~25天),其后就逐渐下降,这时仔猪已能从饲料中补充到营养,不会影响生长发育。实践证明,仔猪早训练吃料比晚训练吃料增重快,能获得较重的断乳体重,并能减少仔猪下痢(甚至能减少一半),获得健壮的仔猪。 同时,为了尽早使仔猪吃上饲料和防止母猪抢吃仔猪的饲料,生产中常在母猪圈内设一专门的补料间,供仔猪补料用。补料间要具备光线较亮、便于仔猪出入和清洁干燥等条件。目前养猪场采用的仔猪补料间有砖砌的固定补料间和栅栏式仔猪补料间,其中后一种仔猪补料间使用效果较好。而栅栏式仔猪补料间设在圈内靠工作走道的一边,是用直径1毫米的钢筋做成的格子栅栏,下边栅栏格子距地面高度为5厘米,宽度5厘米,栅栏的两头边框分别钩搭在两边墙上的固定铁圈内。这种形式的补料间节省材料,打扫方便,又可作为仔猪保育栏,同时
溧阳德盛食品有限公司 米果产品编号规则 一、总则 虽说米果的块形种类不是很多,但每一种块形的尺寸变化非常大,花纹种类很多,这给产品的标识带来了很大的困难。为了便于标识,特制定“米果产品编号规则”。 混合块形 如M —41,M —81,YAMATO MIX ,GEISHA MIX 。 代码、口味代码)。 二、各项说明 1、块形代码: 用大写英文字母表示产品所属块形种类。 表1块形名称及对应的代码
同一种地形的不同品种,可通过成型尺寸、花纹、颜色、修饰和口味等加工区别。 注:SZ代表柿种, SZ1代表罗源柿种, SZ2代表小柿种, SZ3……(由小大)SY代表树叶,SY1代表小树叶(M-115树叶);SY2代表大树叶;BY代表大半月形; BY 4代表断线大半月形。 2、成型的长度尺寸代码: 用阿拉伯数字代表米果成型的长度尺寸: 如长元禄的成型长度尺寸为58mm,则标示为YL-58。 3、成型宽度尺寸代码: 用小写英文字母代表米果成型的宽度尺寸(用刀数表示): a表示1刀;b表示2刀;c表示3刀…… 如长元禄成型的宽度尺寸为22.5mm;则90/22.5=4,即成型刀数为4-1=3则成型的宽度尺寸用小写c表示。 4、花纹代码: 在小写英文字母的右下角处用小号的阿拉伯数字表示不同的花纹。 表2花纹及对应代码: 5、颜色代码:用一个或二个大写英文字母加阿拉伯字母表示米果的不同代码。 例如:W(白色),B2(浅褐色),B3(中褐色),B4(褐色),R5代表红色5号,C代表深褐色(加特红焦糖)。 表3颜色代码:
色素配方及编号(1)
色素配方及编号(2) 色素配方及编号(3)