完全焊透的对接焊缝和T 形连接焊缝设计计算书
I .设计依据:
《钢结构设计手册上册》(第三版)《钢结构设计规范》GB 50017-2003
II.计算公式和相关参数的选取方法
一、焊缝质量等级的确定方法:焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质星等级:
1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:
1)作用力垂直于焊缝长度方向的横向对接焊缝或T 形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;
2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q >50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T 形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝.其质量等级不应低于二级。
4 不要求焊透的T 形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:
1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50 t的中级
工作制吊一车梁,焊缝的外观质量标准应符合二级;
2)对其他结构,焊缝的外观质量标准可为三级。
——(GB50017—2003 7.1.1)
二、焊缝连接计算公式
1、完全焊透的对接接头和T 形接头焊缝计算公式
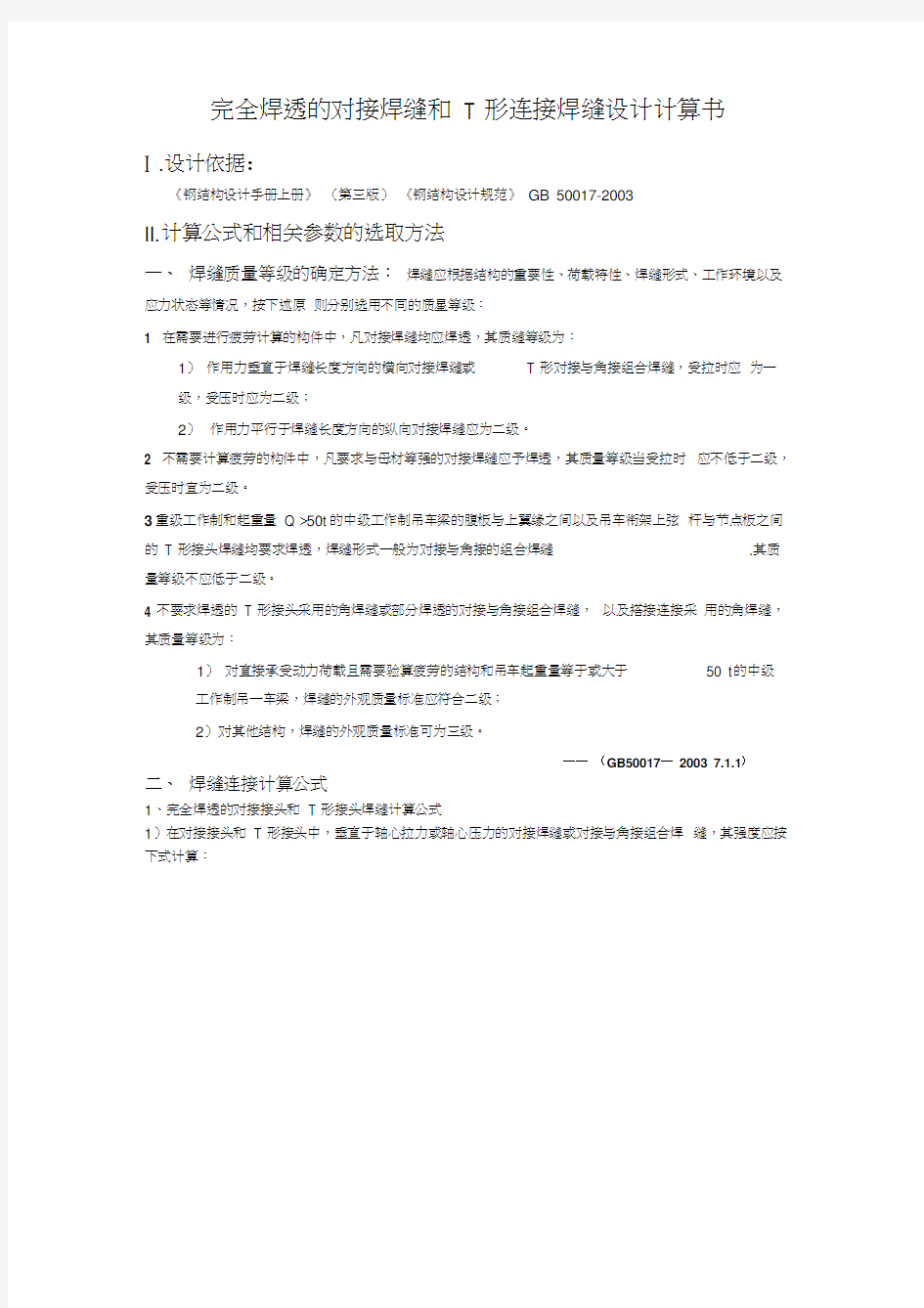
1)在对接接头和T 形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:
参数:N 轴心拉力和轴心压力(N );
2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝, 其正应力和剪应
力应分别进行计算。但在同时受有较大正应力和剪应力处 (例如梁腹板横向
对接焊缝的端部),应按下式计算折算应力:
注:1当承受轴心力的板件用斜焊缝对接, 焊缝与作用力间的夹角9符合,当tg 9 < 1.5时焊缝的强度可不计 算.
2当对接焊缝和T 形对接焊缝与角接组合焊缝无法采用引弧板和引岀板施焊时每条焊缝的长度计算时应 减去2t
附表1-1焊缝的强度设计值
焊接方法和 焊条型号
构件钢材 对接焊缝
角焊缝
牌号
厚度或者直径
/mm
抗压强度 r w f c
/(N/ mm 2
)
焊缝质量为下列等级 时,
抗拉强度
f t w (N /mm 2)
抗剪强 度f v w /(N/
2
mm )
4■亠■亠
4>亠
抗拉、抗 压和抗剪
r w f f
/
一级、二级
三级 自动焊、半自 动焊和E43型焊 条的手
工焊 Q235 钢 < 16 215 215 185 125 160
>16?40 205 205 175 120 >40~60 200 200 170 115 >60~100 190 190 160 110 自动焊、半自 动焊和E50型焊 条的手
工焊
Q345 钢 < 16 310 310 265 180 200
>16~35 295 295 250 170 >35~50
265
265
225
155
拉应力或压应力:
tl
(GB 50017-2003 7.1.2 -1)
l w ——焊缝计算长度,为设计长度减
t ――对接接头中连接件的较小厚度;
2t (有引弧板时可不减)(mm ); T 形接头中为腹板的厚度(mm );
对接焊缝的抗拉、抗压强度设计值(查表
2
2-5 可得)(N/mm );
二 1
3 2
「.1f t
w
(GB55017—2003 7.1.1.2-2)
<
和焊剂》GB/T 5293 —1999和《低合金钢埋弧焊用焊剂》 GB/T 12470 — 2003中相关规定。 2. 焊缝质量等级符合《钢结构工程施工质量验收规范》 GB 50205 — 2001的规定。其中厚度小于 8mm
钢材的对接焊缝,不应采用超声波探伤确定焊缝质量等级。 3. 对接焊缝在受压区的抗弯强度设计值取
f c W ,在受拉区的抗弯设计值取 f t W 。
4. 表中厚度系指计算点的钢材厚度,对轴心受拉和轴心受压构件系指截面中较厚板件的厚度。
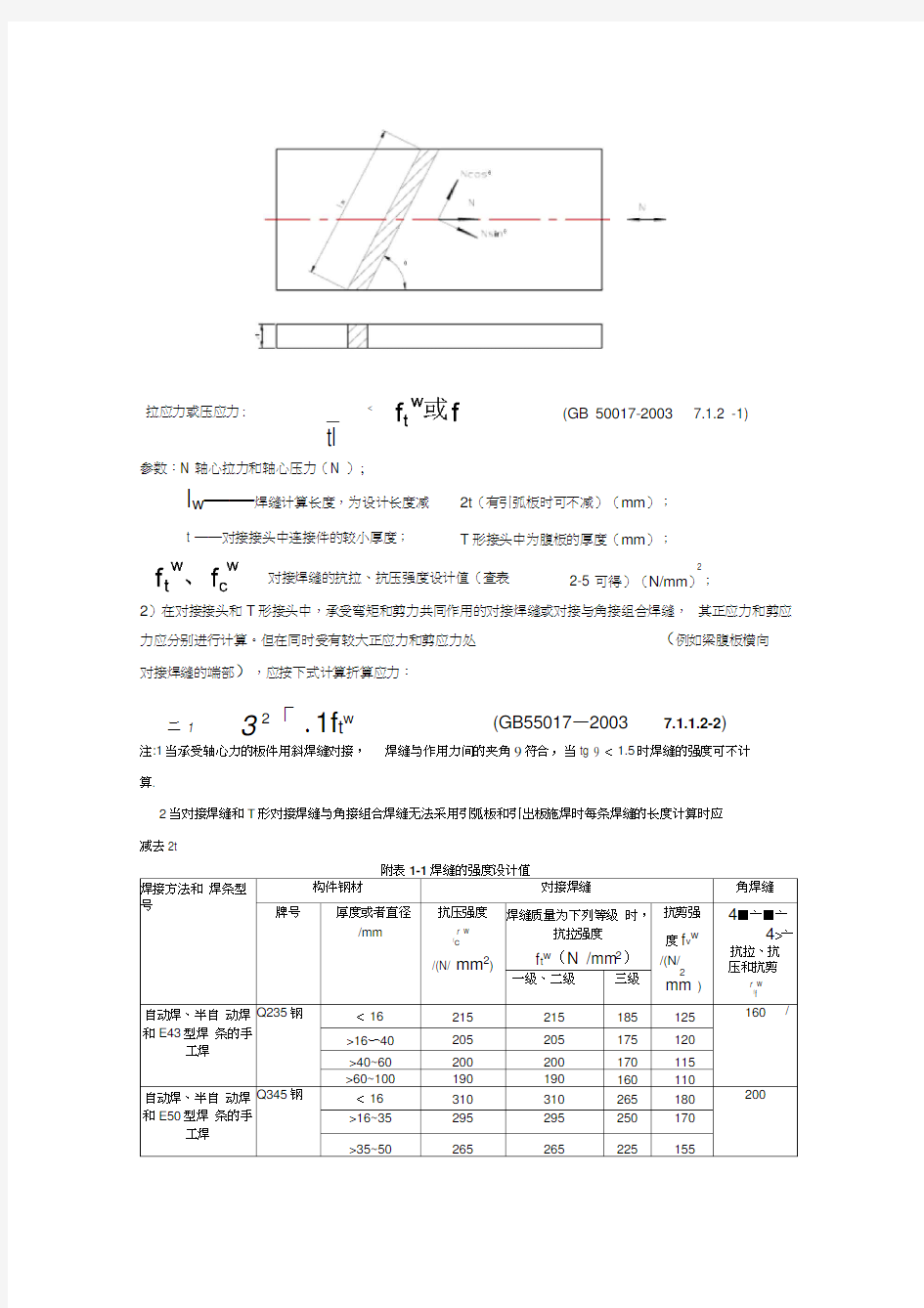
皿.完全焊透的对接焊缝和T 形接头焊缝计算:
一、计算参数:
N---
轴心拉力:3.000 KN
0 ---焊缝与轴线的夹角(0° < B < 90°) : 60.000 °
I
w
---焊缝计算长度,为设计长度减
2t(有引弧板时可不减):3000.000 mm t--- 在对接接头中连接件的较小厚度;
T 形接头中为腹板的厚度:
30.000 mm
完全焊透的焊逢及其受力示意图
、焊缝强度校核
钢材牌号:Q235钢 焊缝质量等级:
一级
W t -i
.
W
c
--
'
.
W
v
--
-焊缝抗拉强度设计值:205.000 N/mm 2 -焊缝抗压强度设计值:205.000 N/mm 2
-焊缝抗剪强度设计值:120.000 N/mm 2 焊接方法和焊条型号:自动焊、半自动焊和 E43型焊条手工焊
受力方式 正应力:
:轴向拉力 d =N*sin 0 /t/l w =0.029 N/mm 2 d w f W =205.000 N/mm 2
剪应力:T =N*cos 0 /t/l w=0.017 N/mm2 T w f $120,000 N/mm
焊缝强度设计值满足要求】