
File (main menu)
管理bonder的操作系統和打線程式的指令。
New…
建立新的打線程式,所有的參數均為預設值。在建立新的程式前需將原先的程式儲存起來否則所作的程式將會遺失。在開新的程式後會有一對話方塊來作確認。
按"Enter" (Okay): 建立新的打線程式。
(或按"Escape" (Cancel):取消此程序。)
複製打線的參數
假如要將Mode 11內所有的參數複製到新的打線程式,可依下列的步驟完成。
在Mode 1的module number鍵入"1"後按"Enter"。
Chip number鍵入"0"後按"Enter"。
按"Escape" (Cancel):離開Mode 1。
此時Mode 1的Chip 0所有的參數均與Mode 11相同。Load…
載入存在的打線程式。
在載入程式前需將原先的程式儲存起來否則所作的程式將會遺失。在載入程式後會有一對話方塊來作確認。
按"Enter" (Okay): 載入存在的打線程式。(或按"Escape" (Cancel):取消此程序。)
Load bond program
使用游標選擇要載入的程式。
按"Enter" (Okay): 載入所選擇的打線程式。 按"Escape" (Cancel):離開此表單。
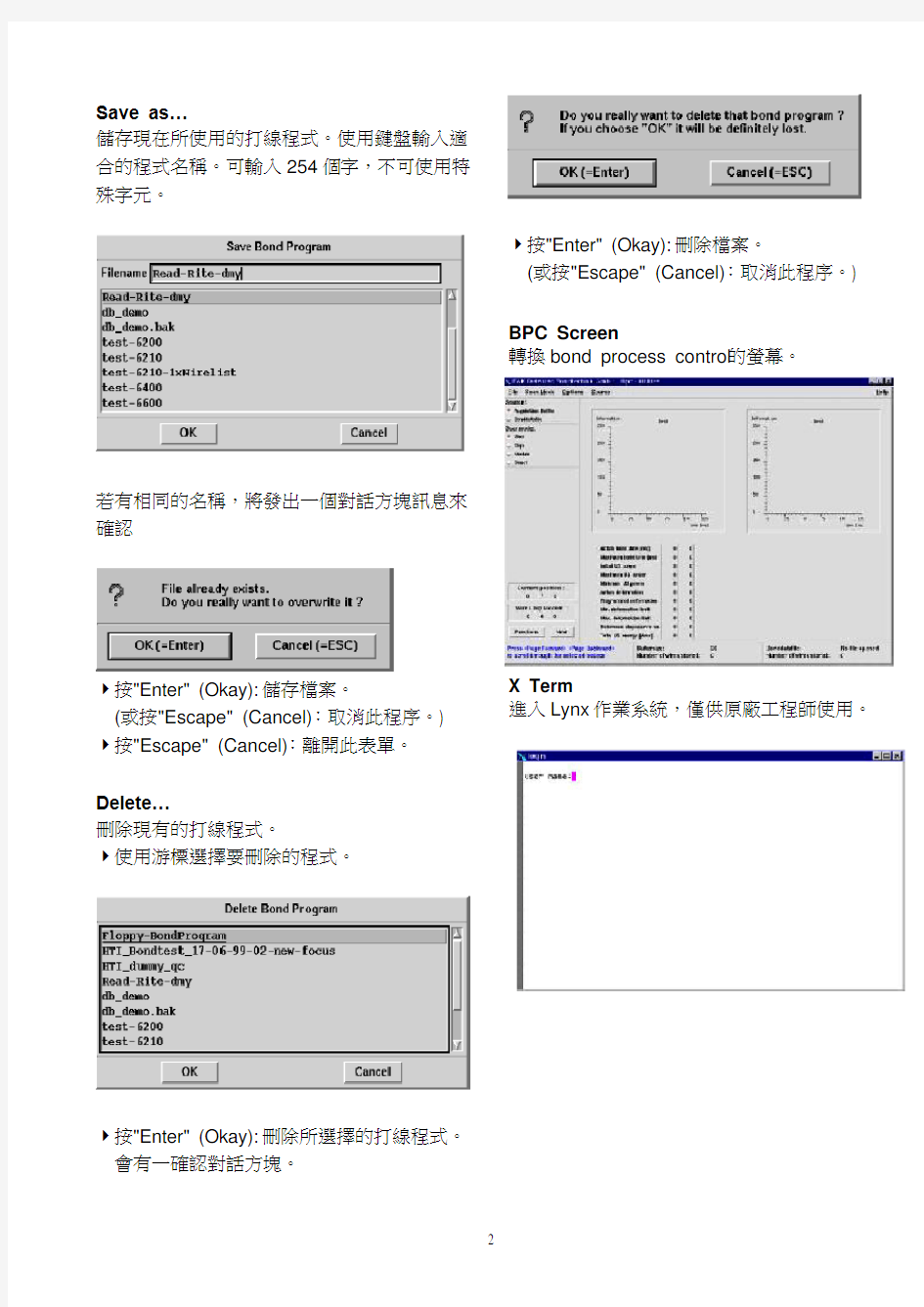
Save as…
儲存現在所使用的打線程式。使用鍵盤輸入適合的程式名稱。可輸入254個字,不可使用特殊字元。
若有相同的名稱,將發出一個對話方塊訊息來確認
按"Enter" (Okay): 儲存檔案。
(或按"Escape" (Cancel):取消此程序。) 按"Escape" (Cancel):離開此表單。
Delete…
刪除現有的打線程式。
使用游標選擇要刪除的程式。
按"Enter" (Okay): 刪除所選擇的打線程式。
會有一確認對話方塊。 按"Enter" (Okay): 刪除檔案。
(或按"Escape" (Cancel):取消此程序。)
BPC Screen
轉換bond process control的螢幕。
X Term
進入Lynx作業系統,僅供原廠工程師使用。
SW Update
將所要更新軟體的磁片插入磁碟機後按"Enter"。
更新結束後,按"Ctrl-C"完成此程序,回到標準的螢幕畫面。
離開作業系統。選擇"File>Exit"。
按"Enter"重新開機讓更新的程式作用。
SW Version
系統作業程式的版本。Backup to DAT
將磁帶放入磁帶機內。
按"Enter"後將硬碟內所有程式備份到磁帶或按"Ctrl-C"取消。
備份結束後,按"Ctrl-C"完成此程序。
Restore from DAT
將磁帶放入磁帶機內。
按"Enter"後將磁帶內所有程式回復到硬碟或按"Ctrl-C"取消。
回復結束後,按"Ctrl-C"完成此程序。
Write Program to Floppy
將磁碟片插入磁碟機。
按"Enter"後開始儲存程式到磁片或按"Ctrl-C"取消。
儲存程式到磁片後,按"Ctrl-C"完成此程序。
Read Program from Floppy
將磁碟片插入磁碟機。
按"Enter"後開始載入程式或按"Ctrl-C"取消載入。
程式載入後,按"Ctrl-C"完成此程序。
Set Password
進入service function 的密碼。
Exit
離開作業系統。
Mode :所有MODE 之功能皆為打線程式。
Learn Chip (Mode 1):
Learn Chip 是在設定chip 的辨識圖像及有關此chip 打線的所有參數。
Module Number 所指定要做程式的
module
號
碼。從
1開始指定,不要指
定0為module 號碼。 Chip Number 所要做程式的chip 號碼。指
定0的chip 無法被複製到其它的module 。
指定module的號碼後按Enter確認所輸入。
指定chip的號碼後按Enter確認所輸入。
?若從chip 1開始,則Mode 1內所有的參數值全部預設為0。設定後按"page forward"但下一個chip的參數值也都為0,無法複製。?若從chip 0開始,則Mode 1內所有參數值會以Mode 11(Single Bond)所設定的值當做預設值,再按"page forward",所有的參數值會複製到下一個chip。
Chip No. 所指定要做程式的chip號
碼。
Adj. X
Adj. Y
第一個辨識點的X/Y的座標
值。使用軌跡球移到所指定
的位置後,按"store trace"儲
存座標值。
μm
Ref. Pict. 1 相對辨識點的號碼(不須輸
入)。
Us Time 超音波提供的時間。可以在
mode 11定義後再轉到此,
也可以輸入經驗值。
Bond force 打線的力量。
Clamp Flag 設定Clamp的參數。
0:Clamp在loop height關
閉。
1:Clamp在ramp位置關
閉。
2:Clamp在bond height關
閉。
3 : Clamp在loop height關
閉。此參數是設定在絕對線
長時使用,所以loop height
高度會不相同。
Focus 調整camera的焦距。將游
標移到此後,可使用軌跡球
調整焦距,圖像清晰即可
2ndAdj. X
2ndAdj. Y
第二個辨識點的X/Y的座標
值。使用軌跡球移到所指定
的位置後,按"store trace"儲
存座標值。
μm
Ref. Pict.2 相對辨識點的號碼(不須輸
入)。
US Power 超音波的能量。視線的線徑
及產品特性決定。
參數(Learn Chip) 說明 /
範圍值,單位
TD Force 設定在touch down的bond
weight。
Abs.Loop height 線弧的高度。
0:自動計算出來的值(線長
的百分比,由loopheight參
數決定) 0…300%。
輸入值:μm。
Diag. Tolerance 實際圖像之位置與所設定圖
像之位置之容許差異值。
μm (0 = no check)
MCP.Device 此功能適用於連線機使用PRU Parameters (Learn Chip)
Img. Size X
Img. Size Y
辨識圖像X/Y方向的大
小。
10…150 pixels
Img. Angle 辨識圖像的角度。
S. Area X
S. Area Y
搜尋範圍X/Y方向的大小
10…250 pixels
Q. Limit 所找到的圖像與辨識圖像
之差異若超過設定值則發
出錯誤訊息。
0...400* (1000)
Function 搜尋的方式。
0,1:沒有角度差異標準搜
尋方式,使用內部的最佳
搜尋範圍。
2:有角度差異的搜尋方
式,不使用內部的最佳搜
尋範圍。
3:搜尋方式如用0,1,若
不易搜尋到則使用2的方
式。
Graphic Color 十字游標的顏色。
0:黑色十字游標。
1:白色十字游標。
Light 燈光的來源和強度
Light 1 :白光/斜光
Light 2 :同軸LED
Light 3 :環形LED
Light 4 :無功能
燈光強度由0~255
Camara mode 圖像辨識參數的模式
0 :全部chip都使用相同的
圖像辨識參數,假如要更改,
則須到page 8進行修改
1 :針對單一chip進行圖像
辨識參數修改
Local PRU Gain 局部圖像辨識對比值參數
,要修改此參數須在page 8
內將camara mode改為1
Local PRU Offset 局部圖像辨識明亮度參數
,要修改此參數須在page 8
內將camara mode改為1
設定辨識圖像(reference image)的大小可以輸入數字或是使用"display trace"按鈕。使用"display trace"的步驟如下:
將游標移到適當的區域。
按"display trace"。
使用游標設定大小。
按"Enter"儲存所設定。
按"Escape"跳離表單。
同樣設定搜尋範圍(Search area)也可用此方法。切記搜尋範圍(Search area)一定要大於參考圖像(reference image),因為在找辨識圖像的方式是在搜尋範圍內尋找辨識圖像。PRU Parameter (right button)
按PRU Parameter右邊的鈕設定第二辨識點的參數,步驟與設定第一辨識點相同。
Bond Parameters (Learn Chip)
在這裡可以設定單一chip所有的打線參數,如
Bond Height 打線的高度,在做完Mode
4 search height後自動轉換
到此。也可自行輸入。
μm (for liner motor)
Bond Delay US power提供前的延遲時
間。
TD Flag Touchdown的參數。
0:沒有touchdown的作
用,bond head在固定的高
度打線。
1:正常touchdown模式。
3:Piezo touchdown模
式。
TD Ramp
bond head到此高度時,速
度變為較慢touchdown速
度。
TD Threshold Touchdown sensor的靈敏
度。
TD Overdrive 在到達bond height的高度
時,而未得到touchdown訊
號時,所允許在向下搜尋TD
之距離。
TD Steps 只用於TD Flag 1或2。
為了達到較大的變形量,
到達bond height後再向
下移的steps的距離。
Start-BondForce 在ultrasonic產生後到
start-time結束之前所持
續的bond-force。
Start-Time 在ultrasonic產生後的
start-bond force所持續
的時間。
End-BondForce 在ramp-time之後所剩餘
時間內的bond force。
Ramp-Time 在start bond force之後
增加force到end bond
force間的時間。
WireCtrlMode Wire control的參數。
0:No wire check。
1:With wire check〈僅
指出變形量,沒有US
power的控制〉。
2:With bond process
control。
US Turned Flag 超音波產生器的參數。Def. ScaleFactor 變形量比例參數。
BPC Deform.Slope 變形量曲線的斜率。
Min. Bond Time 最短的打線時間。USPower Max. Diff 在BPC中若變形量未達
到program deformation
時,所提供超音波能量為
US Power 與 USPower
Max Diff兩者之和。
USPower Min. Diff 在BPC中若變形量已達
到program deformation
時,所提供超音波能量為
US Power 與 USPower
Min Diff兩者之差。
Pgm. Deform. 在BPC中變形量達到
programmed
deformation時,US
power會降到所設定的最
小值。
Max. Deform. 在wire control超過最大
變形量時,發出錯誤訊
息。
Min. Deform. 在wire control低於最小
變形量時,發出錯誤訊
息。
設定Programmed deformation
步驟如下:
解除控制:設定WireCtrlMode為0
檢查曲線是否在50到100之間,假如不是則改變DefScaleFactor的值直到斜率在其範圍內。
設定programmed deformation大約是最大變形量的70%。
開始控制:設定WireCtrlMode為2。
Tear Parameters (Learn Chip)
Learn Wire (Mode 2):
設定打線的位置。一條線的形成由第一點打向第二點。在指定所要打線的位置和chip後,其它的參數會根據所指定的chip號碼由Mode 1轉換過來,如US Power Time Bond Force 等。當然也可單獨選擇一條線的參數值來做修改,如需不需要有touch down的功能,設定較大的ramp height,或較大的overdrive的範圍等。
假如所做的程式,有超過1個module時,確定chip 0不要被指定。
左邊按鈕為第一打線點,右邊按鈕為第二打線點。
Bond Parameters (source / destination bond / Learn Wire)
每一條線所有的打線參數均在此設定。
Start-BondForce 在ultrasonic產生後到
start-time結束之前所持續
的bond-force。
Start-Time 在ultrasonic產生後的
start-bond force所持續的
時間。
End-BondForce 在ramp-time之後所剩餘
時間內的bond force。
Ramp-Time 在start bond force之後增
加force到end bond force
間的時間。
Seq. Wire 在stitch bonding時第一個
打線點的”seq.wire”設為0, Stitch Flag
而”stitch flag”設為”1”
Corr Offset (Mode 3)
Mode 3是用來計算視覺辨識系統(十字游標)與機構軸向(bond head , wedge)間的偏移差異。打四條線(十字形)後,移動十字游標對準每條線的第二bond 點,計算出兩者的偏移量後,自動將相關參數值更新於page4內。
Bond Height (Mode 4)
定義bond height。Mode 4可以自動測出所有晶片bond height,首先要定出開始的chip。要測量bond height的先決條件是chip內的wire已經事先做好程式。
輸入要開始測高的module和chip。若從chip 1開始測高,其它的chip也都會被測量。若"All Module"的核對有選取,所有的module都會被測量。
按"Store trace"開始測高,所測出的值將會自動儲入Mode 1內的參數值。Repeat Module (Mode 5)
手動複製module之相關對應位置
使用軌跡球將十字游標移到所要複製的點(第一辨識點),然後按"store trace"儲存座標。 建立其它的module,按"page forward",移到要複製點再按"store trace"儲存座標。
按"Escape"離開表單。
使用Mode 17的複製功能更有效率。
第1章绪论 1.1 选题意义 选煤作业作为煤炭加工的第一步作业,能在很大程度上排除原煤中存在的大部分矸石、硫分等成分,减少煤炭运输负担,提高利用率,可以直接满足钢铁厂等一些用煤单位的需要。但从我国选煤规模方面与国外相比,国外已达到90%以上的原煤进行入洗,而在我国仅有48%左右的原煤入洗。煤炭作为我国的主要能源,占一次能源的75%。煤炭的合理、高效开发与利用是关系中国经济能否持续、快速发展的一个重要课题[1]。 鸡西矿务局是黑龙江省四大矿区之一,针对鸡西杏花矿有限的煤炭资源,结合可持续发展的宏伟战略,提高煤炭资源的利用价值,减少资源浪费以及对环境的污染,在该地区新建一个0.5Mt/a的矿区型选煤厂,入洗附近矿区的原煤。来解决煤炭在利用中存在运输量大、利用率低、经济效益差等问题。 1.2 厂区概况 1.2.1 生产能力及工作制度 设计选煤厂年处理量为0.5Mt,属矿区型选煤厂,年工作日为330天,每天16小时,二班生产,一班检修。 1.2.2 厂区地理位置及自然情况 1.地理位置: 鸡西杏花矿选煤厂位于鸡东县哈达河乡与鸡西市长青乡交界处(东经131°8ˊ,北纬45°20ˊ),杏花选煤厂距鸡西市18公里。选煤厂南约300米是城密国防公路,铁路专用线18公里,通过西鸡西车站与国铁牡密线接轨,交通方便。选煤厂南约2公里为穆棱河,河水一般流量为78.1米/秒,最大流量为3120米/秒,属季节性河流。 2.该地区气候情况: 该区属大陆性气候,最高温度36oC,最低温度零下35oC。结冻期由十一月至次年四月末。冻结深度一般为2米。风向多西北风,最大风速25米/秒,年降雨量540毫米左右。 1.2.3 产品及用户 主要产品:精煤、中煤 副产品:煤泥、矸石 精煤灰分为:9.59% ;产率:56.29%;水分:12.30% 中煤灰分为:22.05%;产率:22.32%;水分:15.00% 煤泥灰分为:63.22%;产率:4.93% ;水分:22.00% 矸石灰分为:77.78%;产率:16.46%;水分:15.00% 用户:精煤主要供鞍钢、本钢等大型钢铁集团使用 中煤供市发电厂及本厂锅炉房使用 煤泥主要供民用
仪表常见故障检查及分析处理 一、磁翻板液位计: 1、故障现象:a、中控远传液位和现场液位对不上或者进液排液时液位无变化;b、现场液位计和中控远传均没有问题的情况下,中控和现场液位对不上; 2、故障分析:a、在确定远传液位准确的情况下,一般怀疑为液位计液相堵塞造成磁浮子卡住,b、现场液位变送器不是线性; 3、处理办法:a、关闭气相和液相一次阀,打开排液阀把内部液体和气体全部排干净,然后再慢慢打开液相一次阀和气相一次阀,如果液位还是对不上,就进行多次重复的冲洗,直到液位恢复正常为止;b、对液位计变送器进行线性校验。 二、3051压力变送器:压力变送器的常见故障及排除 1)3051压力变送器输出信号不稳 出现这种情况应考虑A.压力源本身是一个不稳定的压力B.仪表或压力传感器抗干扰能力不强C.传感器接线不牢D.传感器本身振动很厉害E.传感器故障 2)加压变送器输出不变化,再加压变送器输出突然变化,泄压变送器零位回不去,检查传感器器密封圈,一般是因为密封圈规格原因(太软或太厚),传感器拧紧时,密封圈被压缩到传感器引压口里面堵塞传感器,加压时压力介质进不去,但是压力很大时突然冲开密封圈,压力传感器受到压力而变化,而压力再次降低时,密封圈又回位堵住引压口,残存的压力释放不出,因此传感器零位又下不来。排除此原
因方法是将传感器卸下看零位是否正常,如果正常更换密封圈再试。 3)3051压力变送器接电无输出 a)接错线(仪表和传感器都要检查) b)导线本身的断路或短路 c)电源无输出或电源不匹配 d)仪表损坏或仪表不匹配 e)传感器损坏 总体来说对3051压力变送器在使用过程中出现的一些故障分析和处理主要由以下几种方法。 a)替换法:准备一块正常使用的3051压力变送器直接替换怀疑有故障的这样可以简单快捷的判定是3051压力变送器本身的故障还是管路或其他设备的故障。 b)断路法:将怀疑有故障的部分与其它部分分开来,查看故障是否消失,如果消失,则确定故障所在,否则可进行下一步查找,如:智能差压变送器不能正常Hart远程通讯,可将电源从仪表本体上断开,用现场另加电源的方法为变送器通电进行通讯,以查看是否电缆是否叠加约2kHz的电磁信号而干扰通讯。 c)短路检测:在保证安全的情况下,将相关部分回路直接短接,如:差变送器输出值偏小,可将导压管断开,从一次取压阀外直接将差压信号直接引到差压变送器双侧,观察变送器输出,以判断导压管路的堵、漏的连通性 三、雷达液位计:
编号:CZ-GC-07939 ( 操作规程) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 浅槽重介质分选机安全技术操 作规程 Safety technical operation procedures for shallow trough heavy medium separator
浅槽重介质分选机安全技术操作规 程 操作备注:安全操作规程是要求员工在日常工作中必须遵照执行的一种保证安全的规定程序。忽视操作规程在生产工作中的重要作用,就有可能导致出现各类安全事故,给公司和员工带来经济损失和人身伤害,严重的会危及生命安全,造成终身无法弥补遗憾。 一、一般规定 1、经过安全和本工种专业技术培训,通过考试取得合格证后,持证上岗。 2、严格执行《选煤厂安全规程》、岗位责任制、交接班制度和其他有关规定。 3、熟悉选煤工艺流程及各种技术指标要求。 4、熟悉所属机电设备的结构、工作原理和技术参数。 5、掌握设备开、停车顺序及检查和排除—般故障的方法。 6、上岗前必须按规定穿戴好劳动保护用品,女工发辫要盘入帽内,禁止戴围巾,禁止穿高跟鞋和拖鞋或赤脚进入工作现场。 7、工作现场应保持整齐清洁,地面做到“四无”(无积煤、无
积水、无积尘、无杂物),设备做到“五不漏”(不漏煤、不漏水、不漏油、不漏电、不漏气)。 二、操作程序 (一)开车前的检查 1、确认检修工作已经完成、检修人员已经撤离设备。 2、检查刮板是否缠绕杂物,底部上升流孔板是否堵塞。 3、检查刮板是否松动、弯曲,严禁在刮板弯曲的情况下运转浅槽。 4、检查刮板连接板固定螺栓、刮板链轴销是否松动、断裂或脱落;刮板链下导轨、耐磨板固定螺栓是否脱落或松动;刮板链的松紧程度是否合适,有无跳链现象。 5、检查减速机油位和头轮、尾轮、托轮的轴承润滑情况是否正常。 6、检查传动链的松紧程度是否合适,有无磨损、跳槽、断裂现象,否则应及时调整或更换。 7、刮板欠速保护和闭锁装置必须保证齐全完好,动作灵敏可靠,
五金产品加工知识培训(针对我司常用)1.五金产品常用材料: 纯铜、青铜/黄铜、硬铝、防锈铝、纯铝、奥氏体不锈钢、马氏体不锈钢、覆铝锌板、电镀锌板、热度锌板、冷轧钢板、热轧钢板。 压铸材料的价格从高至低的排列顺序为:镁合金、铝合金、锌合金。 材料种类图纸标注 牌号 实际可 使用的 材料牌 号 材料状 态 生 产 厂 商 抗拉 强度 Mpa 屈服 强度 Mpa 延伸 率% 硬度HV 拉 延 性 ( 杯 突 mm) 可 焊 性 材 料 耐 蚀 性 与涂 结合 冷轧钢 板Fe,08 Fe,20 CRS SPCC 退火+平 整,麻面 表面 不 限 300-37 200-2 70 39-50 88-106(HRB=45 -60) ≥9 .3 A C 热轧钢 板SPHC 08 SPHC 酸洗表 面 不 限 275-41 ≥25 HB≤108 ≥1 1.0 A C 耐指纹 电镀锌钢板Fe,DX2 SECC-N2 MSE-CC- U 耐指纹 表面 宝 钢、 日 本 300-37 200-2 70 39-50 88-106 (HRB=45-60) ≥9 .3 A B 电镀锌 钢板批 料替代材料SECC-P 不 限 替代材料,价格便宜,但抗腐蚀能力差,只适用于小面积喷涂保护零件, 工程师选材时慎用. 热浸锌 板SGCC St01Z SGCC 小锌花 或无锌 花表面 不 限 360 240 37 104(HRB=58) A B ? 镀锡钢 板(马口铁)SPTE SPTE2.8 2.8T-2. 5 光亮表 面 日 本 300-37 200-2 70 39-50 90-106 (HR30T=48-56) ≥8 .5 A B C
重介质分选工技师鉴定培训 第一部分技师理论知识鉴定内容 一、基本知识: 1。选煤基本知识(1)主要选煤方法及基本理论 (2)绘制识别可选性曲线 (3)了解煤泥水处理的相关知识 2。煤质检验知识(1)煤的化学组成和工业分析 (2)煤的常规化验内容 (3)选煤厂各项技术检查及相关知识 3。全面质量管理知识(1)质量管理常用的方法与手段 (2)一般的生产情况分析 二、专业知识 1。重介质选煤理论(1)重介质选煤的理论与理论 (2)影响重介质分选的相关因素 (3)重介质选煤工艺效果评定 (4)重介质选煤的工艺流程及设备联系图 (5)主要指标的考核 (6)绘制分配曲线、计算考核指标 2。相关设备(1)各类设备的构造、工作原理和常见故障 (2)选煤自动化控制知识 (3)较高的电工、钳工水平 3。安全知识(1)相关的法律、法规知识 (2)《选煤厂安全规程》内容 第二部分技师技能鉴定内容 一、操作技能 1一般操作技能(1)熟练操作各种重介质选煤设备 (2)牢记岗位责任和任务目标 (3)针对各项技术检查结果对各工艺环节做出相应调整,以满足指标要求 (4)熟练整个自动控制系统 (5)判断识别处理各类故障 2生产过程中调控能力(1)全面指挥整个生产过程并能处理生产中出现的各种问题 (2)能进行原煤产品快浮等一般的技术检查以指导生产 (3)熟知介质损耗的根本原因,掌握一定的降耗知识 (4)熟知整个系统的设备联系 二、设备维护与保养 1系统设备维护与保养(1)整个系统相关设备的维护与保养知识 (2)较高的电工和钳工知识 2故障排除与处理(1)能指挥处理各类系统、设备故障 (2)对重大系统故障设备事故有相应的处理 三、其他 1人身与设备安全---选煤厂相关安全知识 2帮带、辅导下级职工---辅导高级以下级别职
1、制浆工艺流程 (1)植物纤维原料制浆(木浆、非木浆)工艺流程 说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺 是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过程。 (2)废纸原料制浆工艺流程 2、造纸工艺流程
说明:①造纸机的干部和湿部都要有损纸回抄过程;②以上工序可以根据制浆造纸企业制造方法、产品品种和档次的不同有所增加或删减。 木浆的制造 木浆可以按照下面的几个步骤制造:
1.首先,取出木材的树皮。脱去树皮的过程可以有水的参与,也可以没有。树皮通常会被回收用作纸浆和造纸的燃料。 2.分离木材中的纤维素纤维,这可以通过下面几种方法完成:
使用硫酸盐制浆法,来自制浆过程的大量副产品的稀黑液。这一液体包含纸浆化学物质和来自树木的木质素。木质素具有高的热含量,因此稀黑液(固形物约占15%)将通过多效蒸发被浓缩为浓黑液(固形物占68%到75%)。浓黑液被放入回收锅炉中进行燃烧,化学物质落入锅炉底部的半液态的熔融物。熔融物流出锅炉并被溶解于水或稀洗涤剂中形成绿液。接下来绿液要进行澄清。将在绿液中加入生石灰(CaO),生石灰将大多数碳酸钠(Na2CO3)转变为氢氧化钠(NaOH),使绿液澄
清为白液(苛化)。白液因含有氢氧化钠,可以用作制浆化学品,因此又回到起点。沉淀物白泥包含失去效能的石灰(CaCO3),经过清洗并在约1800华氏度(1000摄氏度)煅烧来生产生石灰,可以再一次用于绿液的澄清剂。 机械造纸工序 国际纸业的造纸厂 造纸的木材锯成合适的呎吋后即进行去皮的工序,将原木放入大型滚筒内,滚筒转动时原木互相磨擦而去除树皮,脱落的树皮会用作锅炉的燃料,去皮后的原木会被切割成1.5到2吋,厚度0.25吋的方形木片,软木
普通机加工培训方案 一,初级钳工培训计划 初级钳工培训计划 1. 培训目标 1.1 总体目标培养具备以下条件的人员:具有机械制图基本知识,具有简单加工工艺编写能 力,掌握钳工基础知识和机修钳工常用设备的操作技能,能运用机修钳工基本技能独立完成常用设备机械部分的安装、调试、维护保养和检验工作。 1.2 理论知识培训目标依据《机修钳工国家职业标准》中对初级机修钳工的理论知识要求, 通过培训,使培训对象掌握职业道德基本知识,机械制图基本知识,公差与配合、常用金属材料与热处理知识;掌握机修钳工基础知识和机修钳工常用设备的操作;掌握常用机械设备的搬迁、安装、调试、维护保养和检验的方法。 1.3 操作技能培训目标依据《机修钳工国家职业标准》对初级机修钳工的操作技能要求,通过 培训,使培训对象掌握钳工的基本操作技能,能够正确使用钳工常用工具、量具和夹具,进行一般的钳加工,能够运用机修钳工基本技能独立完成常用设备的搬迁、安装、调试、维护保养和检验工作,熟悉部分典型机械装置的修理。 二,普通车工培训计划 (一)、培训要求: 通过培训,使学员基本掌握初级车工应具备的应知内容,包括: 1、车床的基本结构、基本操作与保养、安全 2、切削基本知识 3、外圆、台阶、断面的车削 4、切断与车槽 5、孔加工
6车锥度 7、螺蚊加工 8、滚花 9、典型工件的加工 (二)、培训进度与内容和学时 三,初级冷作钣金工培训计划 冷作钣金工 ?职业定义:对金属板材进行冷、热态成形和铆接加工的人员。 初级冷作钣金工培训计划 1?培训目标 1.1总体目标 培养具备以下条件的人员:能够正确掌握冷作钣金基础知识和基本操作技能,能运用冷作钣金工的基本技能独立完成简单构件制作。 1.2 理论知识培训目标 依据《冷作钣金工国家职业标准》中对初级冷作钣金工的理论知识要求,通过培训,使培训 对象掌握职业道德及相关法律法规知识,掌握机械制图基本知识、公差与配合、常用金属材料及热处理知识。掌握冷作钣金工基础知识,能读懂一般零件图和简单装配图,熟悉冷作钣金工常用
O K U M A常见报警信息及解决 办法 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
OKUMA常见报警及解决办法 1、Y、Z轴润滑报警 报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。 2、MCS总线电压异常 报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。 3、2168或2169 MCS光栅尺异常 出现该报警时注意是哪根轴报警。将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。 4、2173MCS电机过热 出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。 5、机床无法调出程序 在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。 6、1071存储版电池紧急更换 换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。。。。。然后关机将电池取下并装上,启动选择选项。。。。。关机,将MODE选项拨到0重启即可。 7、2462主轴分度异常 出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。。步,若为0则是头已拉紧,若为7则是头未拉紧。需要手动进行分度,将参数7改为6,第13步第1项0改为61,此时头会向下,切换到手轮调到4轴对主轴头进行旋转在到达正中间0点时按拉刀键(最下面一个键)头即会拉紧,观察15-2的参数若为还是为7则需要重复以上步骤,调节4轴位置再拉紧直到参数变为0
重介质选煤技术工艺与管理 发表时间:2017-10-24T13:14:20.823Z 来源:《基层建设》2017年第17期作者:虎俊旺 [导读] 摘要:高效良好的选煤工艺对环境保护、资源节约等有着极其重要的作用,重介质选煤技术自身优势性较强,有着适应性高、选取效率高等优点。 新疆焦煤集团动力分厂洗煤作业区新疆乌鲁木齐市 830025 摘要:高效良好的选煤工艺对环境保护、资源节约等有着极其重要的作用,重介质选煤技术自身优势性较强,有着适应性高、选取效率高等优点。所以对介质选煤技术的研究意义深远。本文通过对重介质选煤技术工艺以及管理方面进行论述,意在加强重介质选煤技术的应用,优化选煤技术手段,提升选煤技术水平,在一定程度上提高选煤厂的经济效益。 关键词:重介质选煤;工艺流程;管理 引言 煤选技术是节约资源、改善能源利用状况的重要措施,对煤质优良的资源和矿料进行筛选,使得生产出的煤炭适合经济发展和生产改善的进程。在改善生产设备的使用、减少损耗的基础上改善管理状况,为精细化筛选做出条件准备。提高重介质选煤技术工艺与管理对提高社会的经济效益具有重要的意义。 1重介质选煤技术的工艺流程 1.1块煤重介质分选 块煤重介质分选是将块煤与末煤分离的过程,将混合煤料置于重介质旋流器中,通过重介质旋流器的筛选功能大批量、高精度地完成对块煤和末煤的选择,将适宜生产的煤料与其他杂质相互分离,但在这一工艺流程中存在回收难度大的问题,因此对生产效率的提高会产生一定的影响。 1.2跳汰粗选 跳汰粗选工艺对原煤的筛选情况较好,通常筛选材料中矸的含量较高,而跳汰粗选机制的实现对降低原料中矸含量十分有效,可以减少原料中矸含量过高对筛选机器造成的影响,延长旋流器的使用期限,降低矸含量对旋流器造成的额外磨损,对提高生产效益具有重要的意义。 1.3块煤跳汰 块煤跳汰机制具有精细度高、效率高、成本低的特点,因此,在重介质选煤工艺流程中是重要的环节。块煤跳汰对于块煤的可选度较大和末煤的精细度较高的煤料筛选具有重要的作用,但应用此种方法对各种煤料具有不同的适应度,可能造成原料的浪费和生产效率的下降。 1.4重介质旋流器二次分选 重介质旋流器二次分选工艺是将经过大致筛选后的两种煤原料的混合物进行筛选的工艺流程,但该工艺需要进行二重筛选,对筛选层的建造要求较高,并且对筛选材料的要求也较高,因此会消耗较大的成本,并可能影响生产的效益。 1.5两产品重介质旋流器分选 两产品重介质旋流器分选工艺是用低密度旋流器分选出精煤与重产物,并将重产物进行再次分选,产生煤和矸石的过程。这一工艺流程适用于原煤筛选度较高的原料,因此对原材料的要求较高,在实际生产中具有较大的操作难度,在实际生产中具有较低的可操作性。 1.6三产品重介质旋流器分选 三产品重介质旋流器分选利用高密度液体一次性对精煤、中煤和矸石进行筛选,将三种煤料分别进行处理的流程。这一工艺流程节省了煤料输送和运送的成本,无须工厂建设过多的管道输送设备,节省了建设多重工艺流程设备的成本,对工厂生产具有积极的意义。三重产品重介质旋流器筛选工艺分为有压给料和无压给料两种输送方式,而无压给料无须建设抗压设备来维护产品内部的压强稳定,因此能够节省一定的生产成本,在实际应用中得到更多的使用。这一工艺也成为工厂中的主要重介质选煤工艺,但对于高密度液体的密度进行把控是进行这一流程筛选的核心层面,对液体密度进行精确的测量和把控是保证筛选高效和合理的主要层面。 1.7三产品重介质旋流器分级分选 三产品重介质旋流器分级分选是将原煤进行粗选,将大径粒的煤料和泥沙与小径粒的煤料分离,然后进行进一步细分的过程,将大径粒煤料置于大直径重介质旋流器中进一步筛选,而小径粒煤料置于小直径重介质旋流器中,通过机器的筛选分流,将煤料的分类进一步精细化,并达到生产应用水平。这一工艺采用原料的回收利用技术,能够实现煤料的充分利用,节约资源同时降低参产成本,此外,生产设备流程化建设也能够降低生产的耗时,提高生产效率。生产设备相对较少也能够简化生产流程,提高工人对生产过程的了解度,对于设备的操作具有更高的熟练度,能够进行及时的维修和问题分析。三重产品介质旋流器分级技术因其独特的优点成为工厂生产的一个主要方式。 2重介质选煤工艺与生产管理办法 2.1加大对人才的引进与培养 选煤厂一旦投入使用就需要引进专业的应用人才,来对选煤厂进行日常维护以及资源的优化。选煤厂的相关管理部门要加大对原有员工的培养与审核力度,提升员工的劳动生产力以及整体的专业技术水平。选煤厂要对工厂员工进行统一管理,合理对资金进行配置,定期对选煤厂进行技术革新,有效地推动选煤厂长远发展。 2.2提高选煤设备的自动化水平 选煤厂要对选煤设备进行不断地优化革新,加大高新技术设备的引进力度。选煤厂需要通过对器械进行遥测监控,检测设备的运行参数,煤炭产品仓位变化等措施来实现自动化水平的提升。当遇到设备进行故障报警时,工作人员应该准确及时的对故障设备进行故障诊断,降低故障对正常生产的影响。 2.3优化选煤工艺机械设备状态 选煤厂主洗机械设备的使用可提高选煤厂的经济与技术指标。重介质选煤厂主洗机械设备为重介质旋流器,它的使用状态直接影响着全厂的技术经济指标。它的使用寿命取决于旋流器的材质和结构、入洗原煤矸石含量和生产管理。旋流器的材质和结构、矸石含量难以由
东莞海龙纸业有限公司 华南理工培训班培训讲义 (涂布白纸板工艺技术和印刷过程常识) 2006年06月03日 内容目录 1.涂布白纸板的种类,用途,常见规格尺寸;包装方式; 2.涂布白纸板的生产工艺过程简述 3.涂布白纸板的质量指标 4.涂布白纸板生产销售过程印刷常见一些质量问题 5.纸张的正确保管 6.涂布白纸板印刷方面的一些知识; 7.国家标准、行业标准、地方标准、企业标准代号 8.合格商品及其包装应有哪些标志 1涂布白纸板的种类,用途,常见规格尺寸;包装方式; 书籍装订中,用于简精装书的里封和精装书籍中的径纸(脊条)等装订用料。 有特级和普通、单面和双面之分。按底层分类有灰底与白底两种。 1.1 涂布白纸板的种类 白版纸按纸面分有粉面白版与普通白版两大类。 按底层分类有灰底与白底两种。 1.1.1单面涂布白底白纸板,简称单面涂布白纸板:香港称 单粉咭白色面(用漂白化学浆制)、白色底(用漂白化 学浆制)、灰色纸芯(用废纸浆制),单面经涂布.。 1.2. 1.1.2单面涂布灰底白纸板,简称单面涂布白纸板:香港称粉灰咭 白色面(用漂白化学浆制)、白色底(用漂白化学浆制)、 灰色纸芯(用废纸浆制), 单面经涂布。 1.2用途: 酒类包装盒、食品类(月饼)包装盒、茶叶包装盒、药材包装盒、首饰盒、保健品包 装盒、香烟包装盒、各类精品、礼品包装盒、家用电器包装、服装包装盒、鞋盒、牙 膏盒、等。 1.3涂布白纸板常见规格: 1.3.1 定量:200,230,250,270,300,350,400,450 (g/m2) 1.3.2平板纸: 787×1092mm (英寸31”×43”) (正度) 889×1194mm (英寸35”×47”) (大度) 787×1194mm (英寸31”×47”) (特度) 或按用户订单要求分切。 1.3.3卷筒纸: 常见卷筒纸纸芯规格为6”及12” 纸卷直径一般为Φ1500mm,Φ1200mm,Φ1100mm 纸卷宽度一般为:一般每隔一英寸为一个规格 或787mm, 889mm, 1600mm, 380mm, 550mm, 620mm, 711mm, 750mm,800mm, 820mm, 860mm, 880mm, 940mm, 1100mm, 1300mm 1400mm等;
常见报警主机故障及处理Post By:2010-4-14 17:02:04 Q1: 主机加电后6160(6139)键盘无反应 A: (1)可能是新主机未编入适当地址码,首先同时按下[1][3],输入地址码为01,按※退出。 一般就可以正常使用。 (2)看主机的1、2端子是否有交流16.5伏电压?6、7端子是否有12伏直流电压?如果检 查16.5伏电压不正常可能是220伏交流电源或变压器损坏,检查更换使其供电正常。如果 主机上没有直流12伏电压输出或电压不正常送修处理 (3)检查主机到键盘的接线是否正确?如果错误请将接线按接线图正确连接 如果还没有显示请找到直接供货商送修处理。 Q2: 6160(6139)键盘显示CHECK 97 A: 一般用万用表测量电压正常为10-11伏,如果只有几伏电压或没有电压,则判断总线有短路故障或负载太大,检查总线各节点和分支使其恢复正常。; Q3: 6160(6139)键盘显示CHECK XXX A: (1)检查防区内是否有人在活动?如果有人,请他退出或默认该防区为正常。 (2)如果无人则检查该防区探测器工作是否正常?如果不正常请首先检查探测器电源。其次 检查探测器信号线是否断路。 (3)检查该防区地址码模块是否正常?如果不正常首先检查地址码模块与总线连接的接线是 否正确(正、负是否接错)?其次检查地址码模块是否损坏?必要时更换一个试试。 Q4: 6160(6139)键盘显示SYSTEM LOBAT A: (1).是否未接后备电池?如果未接则需要连接电池或默认该情况为正常。 (2)如果已连接要检查后备电池是否电压不足?(从主机上拔下来用万用表测量),电压不 足的原因首先可能充电时间不足,请继续充电。其次电池老化,需要更换Q5: 6160(6139)键盘显示SYSTEM LOBAT,不能布防。 A: 主机菜单编程05项出厂值为“0”,低电压不能布防。如果确实需要请改为“1”,低电压也可以布防。但此项改动需要慎重。 Q6: 6160(6139)键盘显示OPEN CKT,按任何键不起作用,断电重新启动无效。 A: (1)键盘接线错误,对照手册检查接线,更正错误。 (2)检查主机板是否有短路情况,如有请排除。 第二部分:2300系列主机 Q1: 236、238、2316键盘无任何显示按键无反应 A: (1). 误将[安装员密码] [*] [69] [#]做为主机复位,主机被锁定。请再用安装员密码(出厂设置012345)[*] [69] [#]操作一遍看结果?如果仍不正常显示需找到直接供货商送修处理。
机械加工工艺规范 1.1总则 1.1.1机械加工人员必须是经过专业培训,具有一定机械基础知识和机床操作能力,且能够满足现行产品零件对机械加工提出的各项要求。 1.1.2机械加工设备和工艺装备应能满足现行产品的各项要求。 1.1.3机械加工所使用的计量器具必须是经计量部门检验合格并在规定检定周期内。 1.2加工前的准备 1.2.操作者接到加工任务后,首先要检查加工所需的产品图样、工艺规程和有关技术资料是否齐全。 1.2.2机械加工人员事先必须熟读生产图样和工艺文件,了解零件加工的关键部位,并根据加工的需要准备各种加工工具以及测量器具。 1.2.3机械加工人员加工前应复核毛坯或半成品是否符合图样要求,发现下列情况时不得进行加工: a、被加工件存在明显缺陷; b、被加工件与图样尺寸或形状不相符。 1.2.4按工艺规程要求准备好加工所需的全部工艺装备,发现问题及时处理。对新夹具、模具等,要先熟悉其使用要求和操作方法。 1.3刀具与工件的装夹
1.3.1刀具的装夹 1.3.1.1在装夹各种刀具前,一定要把刀柄、刀杆、导套等擦试干净。 1.3.1.2刀具装后,应用对刀具装置或试切等检查其正确性。 1.3.2工件的装夹 1.3. 2.1在机床工作台上安装夹具时,首先要擦净其定位基面,并要找正其与刀具的相对位置。 1.3. 2.2工件装夹前应将其定位面、装紧面、垫铁和夹具的定位、平紧面擦试干净,并不得有毛刺。 1.3. 2.3按工艺规程中规定的定位基准装夹,若工艺规程中未规定装夹方式,操作者可自行选择定位基准和装夹方法,选择定位基准应按以下原则: a、尽可能使定位基准与设计基准重合; b、尽可能使各加工面采用同一定位基准; 粗加工定位基准应尽量选择不加工或加工余量比较小的平整表面,而且只能使用一次; c、精加工定位基准应是已加工表面; d、选择的定位基准必须使工件定位夹方便,加工时稳定可靠。
一、培训目的 为贯彻执行生产部对各车间的工艺纪律监督与考核,提高各操作岗位员工的技术业务水平,加强员工的岗位责任心,从而全面提升公司生产的工艺控制水平,依据相关规定,技术部将组织对生产车间的工艺技术和操作规程进行培训。二、培训内容 工艺技术和操作规程培训内容主要包括以下三点: 1,技术部定期定员对车间的培训。 技术部将定期通知车间相关人员进行集中培训,培训时间、地点和参与人员将由技术部规定并通知车间。主要内容包括: (1)工艺管理制度的培训。 (2)技术改造的说明培训。 (3)重要装置、工艺操作法的培训。 (4)工艺技术员的业务水平培训。 (5)产品生产的操作规程培训。 (6)临时用工或外来人员的上岗资格培训。 2,车间实际需求的工艺技术培训。 根据相关规定,车间有义务根据生产中的实际需要,要求技术部组织对生产中的具体问题进行培训,用以提高车间工艺技术水平和承担工艺责任的风险。主要内容包括: (1)生产中遇到的难点控制问题的培训。 (2)新上项目或设备的运行操作规程培训。 (3)工艺条件控制中的理论支持培训。 (4)其他工艺技术培训。 3,车间负责对车间员工进行的基础培训。 车间必须制定每月的详细培训计划,并报技术部,由技术部进行评估并监督执行,对于讲课的内容,水平以及效果列入年度考评(职称、工资系数)。培训内容包括: (1)车间生产的工艺流程及工艺参数。 (2)生产岗位操作规程。
(3)车间生产主要设备性能及设备维护。 (4)车间生产设备的开停车顺序。 (5)生产过程中各工艺条件的具体控制方案。 三、培训方式 工艺技术培训提倡能切实提高员工工艺技术的水平各种方式,但集中授课将作为主要培训手段,培训方式如下 (1)下发各种生产工艺和操作规程技术资料,并在一段时间后对接收资料的在岗员工组织相关考评。 (2)由公司内部各领域工程师和专业技术人才组织授课。 (3)组织培训人员集中交流,互相探讨与学习生产过程中的操作经验及操作技术。 (4)技术部或车间对生产员工进行现场教育与指导操作。 四培训纪律 (1)所有被通知到培训授课的员工不得无故缺席、迟到或早退。 (2)收到培训考试试卷的员工不得敷衍了事,必须认真答卷。对组织的培训考试应认真对待。 (3)培训资料必须归口管理。 (4)车间技术员要定期对培训进行总结,对培训受训人员要进行操作实践考察。五培训考核 相关培训考核成绩将严格按照试卷理论考试和实际操作成绩综合评论。 六培训时间 每次科目培训前,培训时间由各部门协商决定。 七培训科目 示例《化学品安全培训》《化工单元操作》《化工设备基础》《产品安全操作规程》《产品生产工艺》……
旺磐加工中心的常见报警解决方法 序号报警内容含义解决方法 <一> plc报警问题 1.1 LUB LOW (油量过少) 1.11 检查润滑油泵的油位 1.12 检查油位传感器是否正常 1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW) 1.2 COOLANT OVERLOAD (切削液马达过载) 1.21 检查动力线是否有缺 , 1.22 检查电源电压是否为额定电压 1.23 过载保护器的过载系数是否设定过小,正常为 2.5 1.24 马达是否为反转或者有烧毁 1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V 电源输入(号码管为COOLANT OVERLOAD) 1.3 AXIS NOT HOME (3轴未归零) 1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零 1.32 ATC NOT READY 刀库未准备好 1.33 刀库记数信号未到位,检查COUNTER信号 1.34 刀杯原位信号错误,检查TOOL CUP UP 信号 1.35 刀臂持刀点位置不正确,检查121点信号 1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误) 1.41 检查夹刀到位信号线是否有异常 1.42 检查打刀缸夹刀开关是否正常 1.43 检查I/F诊断中X4的信号是否为1 1.5 AIR PRESSURE LOW (空气压力低) 1.51 检查空气压力是否5MP以上 1.52 检查空气压力输入信号的线路是否有DC24VV电压 1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)
C R R T常见报警及处理 内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
一.常见的静脉压过高的原因有哪些如何处理静脉压是指血液充透析器内流出返回至患者静脉血管内的压力。 1.原因 1)静脉穿刺处血肿;静脉穿刺针有血块或脂肪滴堵塞,针尖口贴血管壁。 2)静脉管路受阻,静脉滤网一下管路扭曲、折叠、受压;在滤过开始时,静脉穿刺针及静脉管路夹子未打开。 3)静脉狭窄、硬化;患者侧卧时静脉受压。 4)患者血流量为250—300ML/MIN,而静脉血管过细,血管弹性欠佳。 5) 患者处于高凝状态、动脉流量欠佳、无抗凝滤过或者抗凝剂用量不足,引起静 脉滤网内血凝块或纤维蛋白堵塞。 6)使用人造血管时,动脉、静脉管路接错,导致静脉压升高报警。 2.处理。 1)在穿刺前应仔细选择血管,避免在瘢痕、血肿、血管狭窄处穿刺。 2)检查静脉穿刺处有无渗血或血肿;调整静脉针的位置或斜面,必要时重新穿刺。 3)检查静脉管道有无扭曲、折叠或受压,静脉穿刺针及静脉管路上的夹子是否打开。 4)若怀疑患者静脉狭窄,可行血管造影或彩色多普勒超声波检查。 5)避免将静脉管路接在动脉穿刺针上。 6)叮嘱患者翻身时避免压到管路。
7)用生理盐水冲洗管路,判断凝血阻塞部位。观察静脉滤网内血液颜色有无明显改变、有无血凝块,可用针筒抽少量生理盐水,检查穿刺针有无读书。如滤网内有大块血凝块,同事跨磨牙正常,透析器颜色正常,应立即更换静脉管路。二.常见的静脉压过低的原因有哪些如何处理 1.原因 1)静脉管路穿刺针连接不紧密或穿刺针脱出。 2)动脉管路折叠、扭曲、受压。 3)患者血管条件差或由于医护人员穿刺技术不熟练导致动脉流量不佳。 4)血泵后血路管破裂。 5)透析器严重凝血。 6)过多超滤水分导致血压下降,幼小循环血量不足。 7)静脉压压力传感器故障,静脉压测定口夹子未打开,静脉压保护罩破裂、潮湿、或阻塞,不能正确传感压力 2.处理。 1)检查静脉管路与穿刺针衔接是否紧密,穿刺自有无滑出。 2)检查静脉测定口夹子是否打开,动脉血路管有无扭曲受压。 3)如动脉流量不佳可调整穿刺针的位置。 4)如遇管路受损,应立即更换; 5)如透析器凝血应立即更换。 6)观察患者有无不适,如出冷汗、脉搏细速、动脉流量差及血压下降等超滤过多的症状。一点出现上述症状,应立即减少超滤量并按血液滤过低血压并发症处理。
选煤厂200万吨重介选煤工艺流程介绍 1原煤经分级筛分级,除铁器除铁后按50mm进行分级,大于50mm 的原煤经手选选出矸石和杂物破碎与分级筛下物—同进入到1400/1000的旋流器中进行分选。 2分选,脱水,脱介作业 50mm-0mm粒级入选原煤不脱泥;不分级,无压给入三产品的重介旋流器以单一低密度悬浮液进行分类,一次性分选出精煤,中煤,矸石。(1)精煤产品经脱水脱介后,按13mm 分级,筛下—13mm的末精煤进入精煤离心机二次脱水后和块精煤一起作为最终精煤产品,由精煤转载胶带机送至精煤仓。 (2)中煤产品脱水脱介后,按10mm分级,筛下—10mm的末中煤进入中煤离心机经二次脱水后和块中煤一起作为最终中煤产品,由中煤转载胶带机送至中煤仓。 (3)矸石经过脱介,脱水后,由胶带机送至矸石仓。 3煤泥重介分选 精煤脱介弧形筛下的合格介质,部分分流和精煤脱介筛下合格部分合格介质用煤泥合格介质桶收集后,用泵打至煤泥重介旋流器进行分选,选出轻产物和重产物,轻产物进入精煤稀介质系统,重产物进入中煤稀介质系统。 4介质回收 合格介质用泵打至无压给料三产品重介旋流器作为分选介
质,精煤,中煤,矸石稀介系统彼此独立。三部分稀介质分别进入各自的磁选机,选出的磁选精矿返回 合介桶。厂内跑,冒,滴,漏的介质收集后, 由扫地泵打入中煤稀介系统进行回收。 5介质补加 补加的介质采用合格磁铁粉,不设分级和磨矿作业,补加的磁铁粉直接进入到回介桶。 6粗煤泥回收 (1)精煤磁选尾矿由精煤泥桶收集后,用泵打至精煤泥击打翻转弧形筛进行一次脱水分级,击打翻转弧形筛筛 上物与浮选精煤一起进入精煤卧脱进行二次脱水,其 产品作为最终精煤产品。这样充分发挥了重介分选下 限低,分选精度高的优势,有效减少了浮选入料量, 同时保证了精煤产品的水分,简化了工艺流程,降低 了生产成本。 (2)矸石和中煤磁选后的尾矿,由尾煤泥桶收集后用泵打至击打翻转弧形筛进行一次脱水分级,筛上物进入中 煤脱介筛进一步脱水后掺入中煤,筛下物自流到一段 浓缩机。 7 煤泥水处理 精煤泥击打翻转弧形筛下水自流到一次浮选入料池,用泵打至一次浮选机进行煤泥分选,分选出精煤和尾煤。浮选精煤
附录三常见报警及处理办法 1、Light barrier 机械手到位报警,当机械手在取放刀区域上位时,系统将忽略这一信号,以使取放刀正常。当机械手不在取放刀区域时,只要机械手离开下限位,就产生Light barrier报警,并停止机器。 处理办法:检查机械手是否在上限位,在上限位放下机械手即可。若仍然报警,查看机械手下限位传感器灯是否亮,检查传感器螺丝是否松动,传感器是否故障,检查线路是否断开。 2、Position stop 人身安全保护对射灯,当有人或物体进入机器内并当住对射光线时,机器停止,清除障碍物或人离开后,机器才能正常工作,有两种选择:一是清除障碍物或人离开后机器立即接着工作,二是清除障碍物或人离开后按空格键才能继续工作。 3、Table stop 当主轴有转动和PIN夹打开时机器就产生Table Stop报警,并停止机器。检查PIN夹是否打开,关闭PIN夹并按空格键即可。 4、EMERGENCY STOP 机器的紧急停止信号,当急停按钮按下时即产生此报警信号,能有效中断X、Y、Z轴的伺服电机供给,所有的轴开始变得不能动作,主轴也不能运转。在检查作业时进入机器前,确认本功能有效才可进入机器作业。X、Y、Z轴驱动器及变频器亦能产生EMG此报警信号,所以在释放急停按钮,按下电脑键盘ESC后仍产生EMG报警,则检查是否有其它故障导致驱动器报警。 5、SPINPLE AIR 总气阀报警,当主气压不足时,机器停止,主轴停止,主气压满足要求,按ESC键清除报警信号,机器才能工作。 6、QIC limit alarm 压脚切换报警,指定的压脚切换到系统指定位置(大孔或者小孔),如果切换不到位即产生报警。或是如果压脚在钻板过程中离开指定位置,系统亦会报警,并停止机器。 找到故障轴后排除压脚切换故障时,检查压脚切换单元电磁阀是否动作,压脚切换装置是否有异物卡住,是否有外力撞击而导致装置无法定位。检查切换汽缸位置传感器是否有亮,传感器是否故障,传感器固定螺丝是否有松动,传感器电源线是否断路。 7、SPIN THERMAL 主轴过载报警,当任一主轴电流过大时,电机保护继电器将脱扣,这时将产生过载报警。检查主轴是否异常,排除异常之后,打开机器后背门,按下电机保护继电器黑色RESET按钮可使跳脱的开关复位。 8、Cooling Unit 冷却机异常,检查冷水机是否打开,冷水机故障依照冷水机手册进行排除。 9、Circumstance temperature 环境温度报警,当机器工作的环境温度超过28℃时即产生环境温度报警,请检测环境温度是否已超过28℃。 10、COLLET_AIR 主轴夹头报警,在主轴有转动时,若主轴夹头总气压大于0.3kg时产生此报警。检查夹头张开总气阀是否关闭或者检查线路。 11、Machine stop 当电源异常、主轴、电机、驱动器发生故障时均产生此报警,如温度过高等,检查电源线路,各驱动器、主轴、电机温度是否异常,温度线是否断开。平台或者横梁使用直线电机时增加第二级位置保护,一旦电机超过限位触发,将中断整机供电,显示此报警。 12、NO CONTACT T 接触钻断刀报警,报警后机器会自动量刀,若断刀则更换刀具,若量刀判断刀未断则为断刀误报警,检查压脚是否接地,钻板时压脚是否与板接触良好,仍有此现象发生则更换断刀检测板。 13、GRIPPER NOT UP
造纸工艺流程图 调整上浆量 调整浆压 回流浆 粗浆 良浆 合格浆 成品浆 成品纸 调整辅料加入量 回制浆车间碎解 检测点 生产过程质量控制点的检测办法和检测频次 检① 检测成浆叩解度(指标32±2O SR )由半成品化验员检验,在磨浆机出口处取样,磨浆机开机时必检一次,每班检验不少于四次。 检② 检测施胶后浆料的PH 值(指标PH=6.5-7),由辅料工自检,在纸机抄前池取样检验,每班检验不少于四次。 检③ 检测纸页横幅定量差(指标105g/m 2 6g ),由成品化验员检验,纸捆下机后,复卷前取样,每班检测一次。 检④ 检测纸页水份(指标8%±2%),由纸机看汽工、卷取工配合成品化验员抽检,每班不少于三次,看汽工根据纸页水份的变化随时调整进烘缸蒸汽量。 检⑤ 检测纸页施胶度(指标105g/m 2 10-60S 、150g/m 2 20-75S ),由辅料工自检,在纸机卷取缸前取样,每捆纸检测两次。 检⑥ 检测纸页定量(指标105g/m 2 ±5g/m 2 、150g/m 2 ±7g/m 2 ),由纸机放料自检,每捆纸下机后必检一次,断头处抽检一次。 检⑦ 检测纸页的外观质量及定量、水份,由复卷工自检,配合成品化验员抽检,复卷过程随时撕去不合格的纸页。 检⑧ 产品的最终检验,由品管部化验员检验,检验的项目及频次如下: 1 定量(105g/m 2 ±5g/m 2 、150g/m 2 ±7g/m 2 ),每捆产品抽查二次,样品中若发现不符合标准,且无法在复卷中弃除的,此捆产品按付品计。 2 水份(8%±2%),每班抽查三次以上,抽查结果不合格,此捆产品按付品计。 3 施胶度(105g/m 2 10-60S 、150g/m 2 20-75S ),每捆产品抽查一次,达不到标准要求按付品计。 4 横向环压指数(105g/m 2 2.8nm/g 、150g/m 2 4.5nm/g ),纵向裂断长(105g/m 2 ≥3.2km 150g/m 2 ≥3.75km ),紧度(大于0.45g/cm 3 ),此三项指标每班抽查一次,结果按GB13023-91规定执行。 5 断头(少于4个/捆),每捆断头超过4个为付品,每捆断头超过7个为废品。 6 产品的外观质量要求按GB13023-91《瓦楞原纸》标准执行。 碎浆 上浆 计量泵 检① 磨浆 浓缩筛选 国内废 纸 进口废纸 加辅料 贮浆 池 纸机抄前浆池 纸浆上网 湿纸页压榨 检② 湿纸页烘干 检④ 检⑤ 检⑥ 检③ 纸页卷取 纸页复卷 打 包标识 过磅 检⑧ 检⑦ 不合格品 不合格纸页 蒸汽 流量控制阀门 排渣 排渣 调 整蒸汽流量 成品库