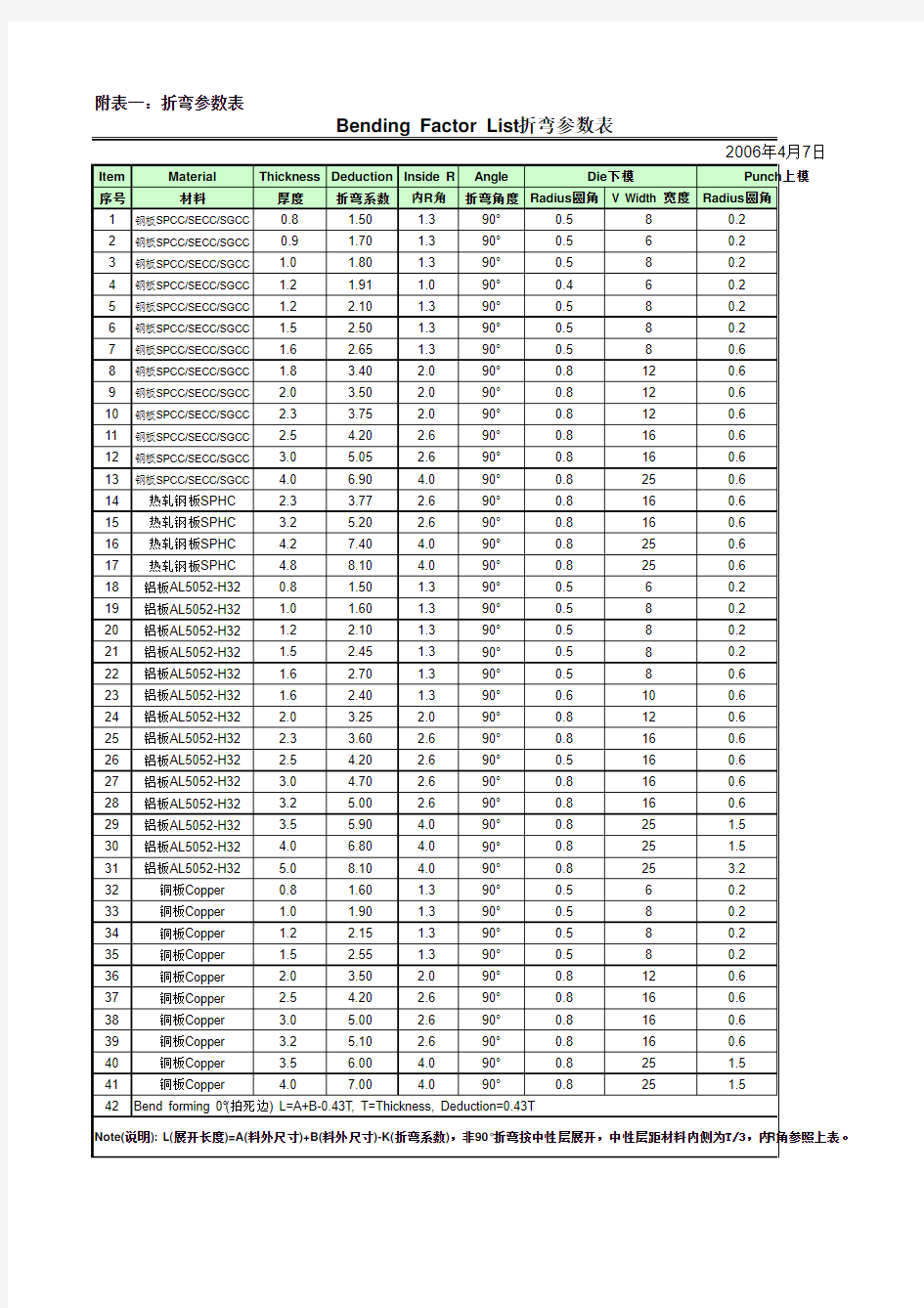
附表一:折弯参数表
月7日
上模
V槽为板厚的6-8倍,非90度展开=180度-角度/90度*折弯系数
折弯系数为板厚的1.8倍(铁板),铝板为(1.6倍)
在2mm以下的板材中,K因子为0.432,R=板厚时,展开尺寸能精确到0.05以内
Solidworks 如何设计钣金折弯的K因子(原创)2010-02-04 12:49
一般设计钣金最小内半径r=厚度/2,如果小于这个数,工艺上要开槽解决。但客户指定的r情况下:用比如客户非要用r4或者r20对应的K因子就不同了。不管r=多少,对普通Q235钢的K因子可以这样设置
请打开EXCEL用这个公式 K=POWER(内半径/板厚,1/7)*0.41 其他POWER表示某数的乘幂
比如在A1输入板厚"2",A2输入内半径"1",A3输入"=power(a2/a1,1/7)*0.41"
最后会在A3上显示0.371347,这个就是K因子了。
大家注意到0。41了吗?对不同材料可以用下面的数据。
软黄铜或软铜材料:0.35
半硬铜或黄铜、软钢和铝等材料:0.41
青铜、硬铜、冷轧钢和弹簧钢等材料: 0.45
最后说明:
不同机器折弯的尺寸可能不一样,要更精确的数据要自己根据这个数据的基础上,折几个实物去修正。
内侧为T/3,内
6
内
如客户非要用r4或者r20对应数的乘幂
实物去修正。