
XX铸造有限公司
金相检验报告
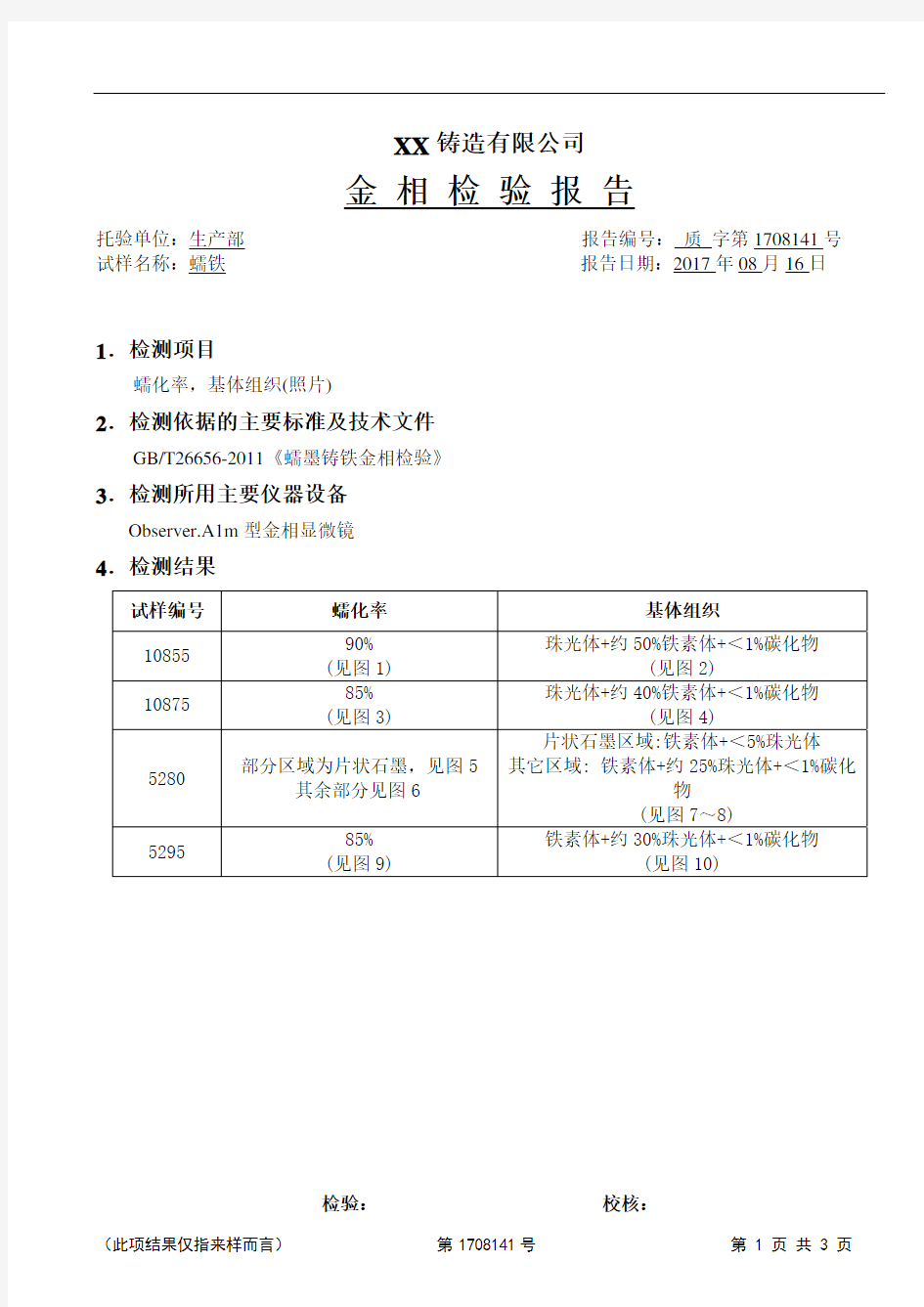
托验单位:生产部报告编号:质字第1708141号试样名称:蠕铁报告日期:2017年08月16日
1.检测项目
蠕化率,基体组织(照片)
2.检测依据的主要标准及技术文件
GB/T26656-2011《蠕墨铸铁金相检验》
3.检测所用主要仪器设备
Observer.A1m型金相显微镜
4.检测结果
试样编号 蠕化率 基体组织
10855
90%
(见图1)
珠光体+约50%铁素体+<1%碳化物
(见图2)
10875
85%
(见图3)
珠光体+约40%铁素体+<1%碳化物
(见图4)
5280 部分区域为片状石墨,见图5
其余部分见图6
片状石墨区域:铁素体+<5%珠光体
其它区域: 铁素体+约25%珠光体+<1%碳化
物
(见图7~8)
5295
85%
(见图9)
铁素体+约30%珠光体+<1%碳化物
(见图10)
检验:校核:
图1 100× 试样编号:10855 图2 100× 试样编号:10855
图3 100× 试样编号:10875 图4 100× 试样编号:10875
图5 100× 试样编号:5280 图6 100× 试样编号:5280
图7 100× 试样编号:5280 图8 100× 试样编号:5280
图9 100× 试样编号:5295 图10 100× 试样编号:5295
金相技术 φ10 螺母 金相检验报告 姓名: 班级: KT833 学号: 实验日期: 2011年11月06日
φ10螺母的金相检验报告 一、材料的原始条件: 螺母 二、实验设备及材料: 金相显微镜、抛光机、预磨机、吹风机、各号金相砂纸、抛光布、抛光剂、脱脂棉、滤纸、3%硝酸酒精腐蚀液、待检测试样 三、实验内容: 试样的制备 1、取样 试样的选取应根据被检验零件的特点,选取有代表性的部位。 对于内径为10mm的球墨铸铁螺母试样,选取其一个光滑的棱面作为实验面。 2、打磨 分为粗磨和细磨。 首先进行手工磨光,在一个平整的桌面上放置一块干净的玻璃板,在玻璃板上铺上砂纸,并用左手压住砂纸,右手握住试样,使磨面朝下并水平与砂纸接触,然后轻轻向前推行进行磨制,提起试样进行返回,重复上述步骤直至打磨掉试样表面的锈迹污渍并使其光整。 再利用预磨机进行打磨,从粗砂纸向细砂纸依次打磨,每换一号砂纸,应将试样转90度再磨制,使磨削方向与之前的磨痕方向垂直,以便观察前一道磨痕是否完全消除,在打磨过程中需要不断用水冷却试样,避免其受热引起组织变化。 3、抛光 本实验采用抛光机进行抛光。 抛光前需要仔细的清洗试样,避免打磨时把砂纸上的沙粒附着试样表面,在
抛光时对试样表面造成影响。 抛光时先将一定量的抛光剂倒在抛光布上,然后拿稳试样使其磨面平稳的压在旋转的抛光布上,压力不宜过大。每隔一段时间需拿起试样进行观察,当试样表面干燥时,应添加抛光剂。待试样表面的磨痕全部消除干净并呈现光亮的镜面时,即停止包抛光。抛光结束后应用水进行清洗,并用脱脂棉擦洗,将试样上的抛光剂彻底洗净。 4、浸蚀 本试样采用3%的硝酸酒精进行腐蚀,浸蚀前需要把试样上所带的水甩掉避免稀释腐蚀剂。 将试样的抛光面浸入腐蚀剂中,浸蚀时间要适当,当抛光面由光亮的镜面变成暗灰色不能成像时即停止腐蚀,并迅速用清水冲洗干净。 最后,用滤纸吸干试样上的水,并用吹风机进行烘干,即可进行金相观察。 四、结果的分析 1、金相组织
金相试样的制备 一、实验目的 (1)了解金相显微试样制备原理,熟悉金相显微试样的制备过程。 (2)初步掌握金相显微试样的制备方法。 二、实验原理 金相试样制备 金相试样制备过程一般包括:取样、粗磨、细磨、抛光和浸蚀五个步骤。 1.取样 从需要检测的金属材料和零件上截取试样称为"取样"。取样的部位和磨面的选择必须根据分析要求而定。截取方法有多种,对于软材料可以用锯、车、刨等方法;对于硬材料可以用砂轮切片机或线切割机等切割的方法,对于硬而脆的材料可以用锤击的方法。无论用哪种方法都应注意,尽量避免和减轻因塑性变形或受热引起的组织失真现象。试样的尺寸并无统一规定,从便于握持和磨制角度考虑,一般直径或边长为15~20mm,高为12~18mm比较适宜。对那些尺寸过小、形状不规则和需要保护边缘的试样,可以采取镶嵌或机械夹持的办法。 金相试样的镶嵌,是利用热塑性塑料(如聚氯乙烯),热凝性塑料(如胶木粉)以及冷凝性塑料(如环氧树脂+固化剂)作为填料进行的。前两种属于热镶填料,热镶必须在专用设备一镶嵌机上进行。第三种属于冷镶填料,冷镶方法不需要专用设备,只将适宜尺寸(约φl5~20mm)
的钢管、塑料管或纸壳管放在平滑的塑料(或玻璃)板上,试样置于管内待磨面朝下倒入填料,放置一段时间凝固硬化即可。 2.粗磨 粗磨的目的主要有以下三点: 1)修整有些试样,例如用锤击法敲下来的试样,形状很不规则,必须经过粗磨,修整为规则形状的试样; 2)磨平无论用什么方法取样,切口往往不十分平滑,为了将观察面磨平,同时去掉切割时产生的变形层,必须进行粗磨; 3)倒角在不影响观察目的的前提下,需将试样上的棱角磨掉,以免划破砂纸和抛光织物。 黑色金属材料的粗磨在砂轮机上进行,具体操作方法是将试样牢牢地捏住,用砂轮的侧面磨制。在试样与砂轮接触的一瞬间,尽量使磨面与砂轮面平行,用力不可过大。由于磨削力的作用往往出现试样磨面的上半部分磨削量偏大,故需人为地进行调整,尽量加大试样下半部分的压力,以求整个磨面均匀受力。另外在磨制过程中,试样必须沿砂轮的径向往复缓慢移动,防止砂轮表面形成凹沟。必须指出的是,磨削过程会使试样表面温度骤然升高,只有不断地将试样浸水冷却,才能防止组织发生变化。 砂轮机转速比较快,一般2850r/min,工作者不应站在砂轮的正前方,以防被飞出物击伤。操作时严禁戴手套,以免手被卷入砂轮机。 3.细磨 粗磨后的试样,磨面上仍有较粗较深的磨痕,为了消除这些磨痕必须进行细磨。细磨,可分为手工磨和机械磨两种。 (1)手工磨 手工磨是将砂纸铺在玻璃板上,左手按住砂纸,右手握住试样在砂纸上作单向推磨。金相砂纸由粗到细分许多种,其规格可参考表2-1。 表2-1 常用金相砂纸的规格
钢铁金相图谱 第一章钢铁典型金相组织 材料:纯铁 工艺情况:退火状态 浸蚀方法:苦味酸酒精溶液浸蚀————————————————————1 材料:10钢 工艺情况:退火状态 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————2 材料:16Mn 工艺情况:热轧状态 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————3 材料:1Cr18Ni9Ti 工艺情况:固溶处理 浸蚀方法:盐酸、硝酸、甘油混合溶液浸蚀———————————————4 材料:T8 工艺情况:退火 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————5 材料:50钢 工艺情况:正火处理 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————6 材料:GCr15 工艺情况:球化退火 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————7 材料:T10 工艺情况:加热至860℃保温后炉冷 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————8 材料:20CrMnMo 工艺情况:1000℃过热渗碳后空冷 浸蚀方法:4%硝酸酒精溶液浸蚀————————————————————9
工艺情况:铸态 浸蚀方法:三氯化铁盐酸水溶液浸蚀——————————————————10 材料:T10 工艺情况:高温淬火后 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————11 材料:W18Cr4V 工艺情况:1270℃淬火,560℃三次回火 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————12 材料:GCr15 工艺情况:850℃淬火后回火处理 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————13 材料:40Cr 工艺情况:淬火,回火 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————14 材料:15MnB 工艺情况:920℃渗碳淬火 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————15 材料:20Cr 工艺情况:渗碳后淬火和回火处理 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————16 材料:20CrMnMo 工艺情况:1000℃渗碳后空冷 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————17 材料:70Si3MnA(弹簧钢) 工艺情况:加热保温,在400℃盐浴中等温冷却后空冷 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————18 材料:70Si3Mn 工艺情况:加热至1200℃保温,在400℃盐浴中等温3min后空冷 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————19 材料:35钢 工艺情况:加热至870℃,保温30min,淬火 浸蚀方法:4%硝酸酒精溶液浸蚀———————————————————20
灰铸铁金相检验 灰铸铁中的石墨是以两种不同形式形成,一是由渗碳体的分解而形成,Fe3C→3Fe2+C石墨。二是从液体或奥氏体中直接析出,当液体或奥氏体在比较接近于平衡的冷却条件下,则液体(或固溶体)就可比通常结晶温度(或相变点)略高的情况下(如在1130~1135℃和723~738℃)直接形成石墨。 一、金相试样的选取及制备 1. 试样的选取 一般是取自试块或挠曲棒上或取自铸件的本身或在铸件毛胚加工面上端30mm处切取或筒浇制活塞环可在每筒下端不大于铸件壁厚二倍的位置上切取。 2. 试样的制备 将试样观察面在细砂轮上磨平,然后分几道砂纸磨制至抛光,消除试样磨面的划痕。铸铁石墨不使其污染或拖曳。 3. 试样的抛光 选用短毛纤维柔软的平绒、呢或丝绸。抛光粉最好是具有细致尖利性。经过细化加工处理的氧化铝,或常用的氧化铬、氧化铁。在开始抛光时对抛光粉的浓度可以高些,这对防止石墨拖曳有好处。抛光时用力要适中均衡,随时转动变换试样方向,将至完成时把抛光粉减薄,并用力减轻。最后清水冲洗试样,再轻微抛光用干净丝绒擦干就可观察石墨,以观察试样无划痕,石墨呈灰暗为标准。每个试样一般抛光5~6分钟即可。 4. 试样的侵蚀 一般采用2~5%硝酸酒精溶液或4%苦味酸酒精溶液。 二、灰铸铁金相检验及评定方法 石墨的类型,石墨的长度和数量、共晶石墨的控制,基体组织中的珠光体的分散度,铁素体含量,磷共晶的类型及分布特征和面积大小程度,渗碳体数量等。可按GB/T 7216-1987,ASTM A247-06,ISO 945-75等标准检验。 三、灰铸铁的组织和性能 1. 石墨的形态及识别
以两种不同形式形成:由渗碳体的分解而形成,Fe3C→3Fe2+C石墨;由从液体或奥氏体中直接析出。 A型片状石墨无方向性均匀散布;B菊花状石墨中心以小片状与点状石墨向外伸展形呈菊花形分布;D型石墨(共晶石墨)又称树枝状石墨或称过冷石墨以点状与小片状石墨呈方向性枝晶分布;E型石墨以小片状石墨呈方向性枝晶分布;F型石墨呈星射状。 2. 珠光体分散度的评定 珠光体分散度与奥氏体过冷度有关,过冷度越大珠光体愈为细密。基体珠光体的硬度大约为HB180~265,在金相检验评定中主要观察珠光体分散度,即片间距离,分散度情况与硬度的关系大致如下: 索氏体型珠光体片间距在500×下难以区分,它的硬度在HB245左右。 细片状珠光体片间距在0.5μ~0.8μ时HB215左右。 中等片状珠光体片间距在1.2μ~1.5μ时HB200左右。 粗片状珠光体片间距在2.0μ以上时HB<180。 3. 铸铁中的铁素体 由于铸铁中含有较多的碳、硅或其它促进石墨化的元素,促使了Fe3C分解。过冷度大和缓慢冷却也可以导致铁素体的产生,它大多附着于石墨的周围或处于共晶型巢状石墨中间。 4. 磷共晶的形态分类及识别 形成过程二种: 1)以Fe-Fe3C平衡图为基础,由液体结晶的都是三元磷共晶,在冷却过程中的一定条件下三元磷共晶分解为二元磷共晶。 2)以Fe-Fe3C- Fe3P平衡图为基础,二元和三元磷共晶都是由液体直接结晶的,不过其结晶的方式不相同。 金相检验对几种磷共晶形态的鉴别,也是很重要的。
金相实验 螺栓材料检测 专业:材料成型级控制工程 班级: k1233-1 姓名: 龙旭岑金星学号:20129330135 20129330103
一实验前准备: 样品名称:六角螺栓零件 2.材质: 强度( 500 N/mm2 以下或 60000 psi 以下 )的螺栓使用一般软钢材,一般使用 SAE 1008 或是 JIS SWRM 8( 或 SWRCH 8 ). 较低强度( 600 N/mm2 或74000 psi )的螺栓使用一般软钢材, 但限定含 碳量等级, 一般使用 SAE 1010 - 1015或是JIS SWRM 10 - 15( 或 SWRCH 10 –15 ). 较高强度( 800 N/mm2 或125000 psi )的螺栓中碳钢, 低碳硼钢加淬火及 回火, 一般使用 SAE 1035 - 1040或是SWRCH 35K – 40K. 高强度( 900 N/mm2以上或150000 psi以上)的螺栓使用中碳合金钢或是低碳硼钢, 在应用上, 公制Class 10.9 级使用低碳硼钢者, 其印记需在级数印 记下加上底线成为 10.9 , 英制8.2级其印记也和一般Grade 8螺栓使用印记不同, 以便于识别, 使用低碳硼钢制作之高强度螺栓不可用于高温状态下使用. 设计强度超过Class 12.9 或是ASTM A574 超高强度螺栓限用中碳合金钢加淬 火及回火. 根据上述,猜测我们所选择的螺栓主材是Q235 3.样品宏观照片:
4.加工工艺流程: 退火--酸洗--成型--辗牙--热处理--表面处理 5.热处理 (一)退火(珠光体型钢) 1、预热处理:正火 高温回火(马氏体型钢) (1)、正火目的是细化晶粒,减少组织中的带状程度,并调整好硬度,便于机械加工,正火后,钢材具有等轴状细晶粒。 2、淬火:将钢体加热到850℃左右进行淬火,淬火介质可根据钢件尺寸大小和该钢的淬透性加以选择,一般可选择水或油甚至空气淬火。处于淬火状态的钢,塑性低,内应力大。 3、回火: (1)、为使钢材具有高塑性、韧性和适当的强度,钢材在400-500℃左右进行高温回火,对回火脆性敏感性较大的钢,回火后必须迅速冷却,抑制回火脆性 的发生。
1目的: 规范公司对铸铁件的检查验收。 2适用范围: 适用于铸铁件。 ※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。 3 验收标准: 3.1铸铁件材质检验标准: 3.1.1球墨铸铁件材质检验标准: 球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。 3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表: 3.1.1.2 球墨铸铁常规金相组织
3.1.1.3球墨铸铁化学成份 3.1.2灰铸铁件材质检验标准: 灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。 3.1.2.1灰铸铁牌号及机械性能(单铸试块)见下表: HT250 250-350 190-240
3. 1.2.2 灰铸铁常规金相组织 3.1.2.3灰铸铁化学成份 3.1.3 材质检验取样规范 3.1.3.1机械性能检查:机械性能测试的试棒,每班次每种牌号至少浇一组,有新产品时增加一组,每组浇三根,若铸件进行退火处理,必须连同试棒(试块)一同进行热处理(若是渗碳体超标需热处理的件,按热处理后铸件本体的金相组织来验收)。机械性能试验:二根用于生产厂测试性能(第一根合格则该批次合格,余下试棒留存(留有生产日期、包次标识),在工厂存放,存放期三年;若第一根试棒不合格,测试剩余二根,若第二根不合格则该批次产品全部报废;若第二根合格,应加试第三根,合格则判定该炉产品合格,若第三根不合格则该批次产品全部报废)。材质检测报告存根(原始记录)保留11年。 常规灰铸铁试棒见下图:
实验一金属材料硬度的测定实验 一、实验目的 1、了解布氏硬度和洛氏硬度的测定方法。 2、掌握布氏、洛氏硬度试验计的基本构造和操作方法。 二、实验内容及步骤 1、布氏硬度的测定 布氏硬度的测定在HB-3000型布氏硬度机上进行。 (1)实验原理 布氏硬度数值通过布氏硬度试验测定。布氏硬度试验是指用一定直径的球体(钢球或硬质合金球)以相应的试验力压入被测材料或零件表面,经规定保持时间后卸除试验力,通过测量表面压痕直径来计算硬度的一种压痕硬度试验方法。 布氏硬度值是试验力除以压痕球形表面积所得的商。使用淬火钢球压头时用符号HBS,使用硬质合金球压头时用符号HBW,计算公式如下: HBS(HBW)=0.102 式中:F—试验力(N); D—球体直径(mm); d—压痕平均直径(mm)。 由上式可以看出,当F、D一定时,布氏硬度值仅与压痕直径d的大小有关。所以在测定布氏硬度时,只要先测得压痕直径d,即可根据d值查有关表格得出HB值,并不需要进行上述计算。 国家标准GB231-1984规定,在进行布氏硬度试验时,首先应选择压头材料,布氏硬度值在450以下(如灰铸铁、有色金属及经退火、正火和调质处理的钢材等)时,应选用钢球作压头;当材料的布氏硬度值在450~650时,则应选用硬质合金球作压头。其次是根据被测材料种类和试样厚度,按照表1—1所示的布氏硬度试验规范正确地选择压头直径D、试验力F和保持时间t。 布氏硬度习惯上只写出硬度值而不必注明单位,其标注方法是,符号HBS或HBW之前为硬度值,符号后面按以下顺序用数值表示试验条件:球体直径、试验力,试验力保持时间(10~15s不标注)例如: 120HBS10/1000/30,表示直径10mm钢球在9.80KN(1000kgf)的试验力作用下,保持30s测得的布氏硬度值为120。 500HBW5/750,表示用直径5mm的硬质合金球在7.35KN(750kgf)试验力作用下,保持10~15s测得的布氏硬度值为500。 布氏硬度值的测量误差小,数据稳定,重复性强,常用于测量退火、正火、调质处理后的零件以及灰铸铁、结构钢、非铁金属及非金属材料等毛坯或半成品 (2)操作前的准备工作 a. 选定压头擦拭干净,装入主轴衬套中; b. 选定载荷,加上相应的砝码; c. 确定持续时间,把圆盘上的时间定位器(红色指示点)转到与持续时间相符的位置上。
唐山钢铁股份有限公司 北区1#高炉技术改造工程高炉铸铁冷却壁技术协议需方:唐山钢铁股份 有限公司设计院:唐山钢铁设计研究院有限公司供方:年月日 1 方:**钢铁股份有限公司设计院: **钢铁设计研究院设计院、供方经过友好协商,达成以下技术协议,并以此作为冷却壁的制造及检验依据。1 、设备名称及型号:**钢铁股份有限公司炼铁厂北区1#高炉技术改造工程,高炉第1-3段灰铸铁(RTCr)冷却壁,多进多**钢铁股份有限公司北区1#高炉技术改造工程炉缸耐热铸铁冷却壁技术协议 需有限公司供方: 根据需方高炉体冷却设备制造技术要求,需方、出冷却水管(φ70×6.5),11块光面冷却壁。2、设备供货范围及数量 序号名称材料数量(件)重量(吨)备注1第1、2段冷却壁RTCr 9块17.46 2第3段冷却壁RTCr 2块3.8按图纸3配套附件及U型弯管按图纸要求合计77套含3%余量按图纸3、技术要求 3.1炉体冷却壁按图纸高炉炉体冷却设备(图号:0909LT1-2)、3、4 要求制作。3.2炉体冷却壁本体材质为灰铸铁(RTCrRTCr铸铁的化学成份参),考GB9437-88。3.3水管规格φ70×6.5mm无缝钢管,材质10#钢。采用机械冷弯成型,保证水管弯曲部位光滑,无皱折、裂纹,壁厚减薄率≤15%。3.4冷却水管(包括护套管、吊环)必须先进行喷沙除锈后,再进行2 防渗碳处理,铸造成型后钢管表面金相组织不得出现过共析钢层。从钢管外表面起向内1mm范围内对母体平均增碳量≤0.11%,从渗碳较重部位制成的试样作拉伸试验,要求其延伸率δ大于等于22%,钢管与铸体间无
5熔接,间隙小于等于0.3mm,钢管较容易的从两半试块上敲落。3.5冷却壁的冷却钢管弯制,防渗碳涂层(包括吊环、嵌入螺母)的要求: 3.5.1冷却水管在浇注过程中采取有效的防氧化措施,以避免冷却水管氧化,影响传热。 3.5.2每根冷却钢管应用整根钢管由弯管机械冷弯而成,不允许有中间接头,对于腐蚀严重有坑的钢管不能作为铸入管使用。3.5.3冷却钢管应按有关图纸弯曲成形,弯曲半径与有关图纸中所示名义尺寸的偏差允许为±2mm,弯曲处不允许有皱纹,凹扁,起皮和伤痕,由于弯管引起的管壁变薄量应小于原壁厚的20%,水管进出口中心线偏差允许±2mm。3.5.4冷却钢管弯制成形后进行通球试验,通球不合格的钢管不许铸入冷却壁内,不同直径的钢管应通过的球直径规定如下:φ70×6.5mm钢管,球径φ46mmφ63.5×6.5mm钢管,球径 φ40mmφ50×6.5mm钢管,球径φ30mm3.5.5水管弯制型后,先进行通球试验,通球直径φ46mm,木球正反方向顺利通过为合格。然后以 1.5Mpa的水压试验,并用0.75kg木锤轻轻敲打,保压10min不允许出现冒汗渗漏现象,压降≤3%为合格。3.5.6冷却钢管及套管(包括吊环)必须采取有效的防渗碳措施,钢管外表面的涂层不允许有脱落和空缺,涂层厚度应在0.2至0.3mm之间,喷涂前应仔细清理钢管表面到99%以上显露金属光泽。 3 3.6冷却壁制作完成后,用φ46mm木球正反方向顺利通过,试验压力 1.5Mpa,保压20分钟,并用0.75kg钢锤敲击冷却壁各部位,不允许出现冒汗渗漏现象,压降≤3%为合格。 3.7冷却壁允许偏差范围:3.7.1冷却壁各部分厚度差±5mm。3.7.2冷却壁的总高度偏差:±5mm,内外弦长偏差:±5mm。 3.7.3冷却水管与保护套管同轴度偏差:Φ2.5mm,水管中心线位置偏差 ±8mm。
金相综合实验报告 实验名称: 碳钢成分-工艺-组织-性能综合分析实验专业: 材料科学与工程 班级: 材料11(1) 指导老师:席生岐高圆 小组组长: 仇程希 小组成员:齐慧媛李敏朱婧王艳姿闫士琪陈长龙黄忠鹤郭晓波丁江蒋经国庞小通林乐 二〇一四年四月三日
一、实验目的 1.了解碳钢热处理工艺操作; 2.学会使用洛氏硬度计测量材料的硬度性能值; 3.利用数码显微镜获取金相组织图像,掌握热处理后钢的金相组织分析方法; 4.探讨淬火温度、淬火冷却速度、回火温度对45和T12钢的组织和性能(硬度)的影响; 5.巩固课堂教学所学相关专业知识,体会材料的成分—工艺—组织—性能之间关系。 二、实验内容 1.进行45和T12钢试样退火、正火、淬火、回火热处理,工艺规范参考相关资料; 2.用洛氏硬度计测定试样热处理试样前后的硬度; 3.制备所给表中样品的金相试样,观察并获取其显微组织图像; 4.对照金相图谱,分析探讨本次实验可能得到的典型组织:片状珠光体、片状马氏体、板条状马氏体、回火马氏体、回火托氏体、回火索氏体等的金相特征。三、实验原理 热处理是一种很重要的金属加工工艺方法。热处理的主要目的是改变钢的性能,热处理工艺的特点是将钢加热到一定温度,经一定时间保温,然后以某种速度冷却下来,从而达到改变钢的性能的目的。研究非平衡热处理组织,主要是根据过冷奥氏体等温转变曲线来确定。 热处理之所以能使钢的性能发生显著变化,主要是由于钢的内部组织结构发生了的一系列的变化。采用不同的热处理工艺,将会使钢得到不同的组织结构,从而获得所需要的性能。 钢的热处理基本工艺方法可分为退火、正火、淬火和回火等。 (一)碳钢热处理工艺 1.加热温度 亚共析钢加热温度一般为Ac3+30-50℃,过共析钢加热温度一般为Ac 1+30-50℃(淬火)或Acm+50-100℃(正火)。 淬火后回火温度有三种,即:低温回火(150-250℃)、中温回火(350-500℃)、
实验室实验范围说明 我司实验室的测量仪器有三坐标测量仪,影像仪,SJ-201P型粗糙度仪、TLD-200型弹簧拉压试验机、DTP-2000型高频弹簧试验机、清洁度检测装置、金相分析仪、偏摆检查仪、HB-3000型布氏硬度计、HR-150A洛氏硬度计和HV-1000型显微硬度计。下面介绍我司实验室的试验范围说明。 三坐标测量仪 三坐标测量仪的规格500×600×400mm3。 三坐标测量仪的应用领域:主要用于机械、汽车、工具原型、机器等中小型配件、模具等行业中的箱体、机架、齿轮、凸轮、叶片等机加工产品、压制成型产品及金属膜等的测量,还可以用于电子、五金、塑胶等行业中,可以对工件的尺寸、形状和形位公差进行精密检测,从而完成零件的检测、外形测量、过程控制等任务。可进行基本几何元素的测量,元素的构造、转换、再现、投影、储存/调用与转换,尺寸公差及形位公差测量、评定;测量结果文件的保存与导入;测量结果的可视化及图形化报告的输出;智能化的自学习测量;word格式和excel格式的测量结果报告模板。 影像仪 影像仪规格400×300mm2。影像仪用于对形状复杂的冲压件、齿轮、凸轮、螺纹及样板进行轮廓比较测量或坐标测量,适用方便,效率高,是一种常用的计量光学仪器。 影像仪是将被测工件放置在工作台上,在透射或反射光照下,工件影像被摄取并传送到计算机,此时可使用软件的影像、测量等功能,配合对工作台的坐标采集,对工件进行点、线、面全方位测量。 可做多点采样,坐标旋转,点、线、面、圆、距离、角度测量,有数据输出、构建、组合计算、和形位公差处理功能。 硬度试验 HB-3000型布氏硬度计适用于测定未经淬火钢、铸铁、有色金属及质地较软的轴承合金等的布氏硬度值。布氏硬度是对不同材料需更换钢球和试验力,试样表面需光滑才能保证压痕直径测量的精确性,压痕直径的测量也比较费时间,因而用于自动测量受到限制,不宜在成品上进行试验。 HR-150A型洛氏硬度计试验的原理与布氏方法不同,它不是测定压痕的面积,而是测定压痕的深度,以深度的大小来表示材料的硬度值。洛氏硬度试验,在机械性能试验中是最迅速、最简便、最经济的试验方法,它不仅效率高,操作简单而迅速,而且硬度计的压头上方装有百分表,因而硬度值可直接读出,适用于成批生产检验。 洛氏硬度计测定不同软硬金属材料的硬度,可采用不同的压头与总载荷,组合成几种不同的洛氏硬度标尺。每一种标尺用一个字母在洛氏硬度符号HR后注明。常用的是HRA、HRB
铸铁材料的显微组织及分析 铸铁为含碳量在2%以上的铁碳合金,俗称生铁。工业用铸铁一般含碳量为2%~4%。由于碳在铁中固溶量有限,且渗碳体不稳定,适当条件下即会分解为铁和碳单质即石墨,因此在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。铸铁材料没有严格的分类,可按铸铁的使用性能、断口特征或成份特征进行分类。较为方便和常用的则是将铸铁分为七大类(见下表)。 铸铁的组织视化学成分和冷却速度而异,当铸铁凝固的冷却速度足够大时,得到白口铸铁组织,随冷却速度减小,铸铁组织依次改变为麻口铸铁、珠光体灰口铸铁、珠光体铁素体灰口铸铁和铁素体灰口铸铁;球墨铸铁是在浇铸前向灰口铸铁加入少量球化剂获得球状石墨的铸铁。球墨铸铁具备优于灰铁的强度、范性和韧性;可锻铸铁又叫可锻铸铁,由白口铸铁经过石墨化退火后制成,是一种强度韧性都较高的铸铁。
以下对生产中应用较多的铸铁成分、显微组织及其性能进行分析。 1、灰口铸铁 灰口铸铁应用最广泛,占铸铁总产量的80%以上。其中碳全部或部分以自由碳-片状石墨形式存在,因此断口呈现灰色。其显微组织根据石墨化程度的不同分为铁素体、珠光体、铁素体+珠光体灰口铸铁。而所有灰口铸铁组织的共同特征是,在这些铸铁的组织总有一个相当于钢的组织的金属基体,在这基体上分布着片状石墨。 由于石墨片对钢基体产生割裂作用,破坏了钢基体的连续性、完整性,减少了钢基体的有效面积,使其抗拉强度低于钢、而塑性和韧性近于零,属于脆性材料。灰口铸铁不能承受加工变形,但是却具有优良的铸造性能,同时切削加工性能也很好。 灰铸铁的化学成分范围一般为:w(C)=2.7%~3.6%,w(Si)=1.0%~2.5%,w(Mn)=0.5%~1.3%,w(P)≤0.3%,w(S)≤0.15%。 (1)未经浸蚀的灰口铸铁 为了研究石墨的形状和分布,一般均先观察未经腐蚀的样品。由于片状石墨无反光能力,故试样未经腐蚀即可看出灰黑色。石墨性脆,在磨制时容易脱落,在显微镜下表现为空洞。 未经腐蚀的基体在显微镜下呈现白亮色,黑色条状物即为石墨。
灰铸铁金相检验 王元瑞(上海材料研究所检测中心,200437) 灰铸铁中的石墨是以两种不同形式形成,一是由渗碳体的分解而形成,Fe3C→3Fe2+C石墨。二是从液体或奥氏体中直接析出,当液体或奥氏体在比较接近于平衡的冷却条件下,则液体(或固溶体)就可比通常结晶温度(或相变点)略高的情况下(如在1130~1135℃和723~738℃)直接形成石墨。 一、金相试样的选取及制备 1.试样的选取 一般是取自试块或挠曲棒上或取自铸件的本身或在铸件毛坯加工面上端30mm处切取或筒浇制活塞环可在每筒下端不大于铸件壁厚二倍的位置上切取。 2.试样的制备 将试样观察面在细砂轮上磨平,然后经360#、600#、1000#、03#砂纸磨制至抛光,消除试样磨面的划痕。铸铁石墨不使其污染或拖曳。 3.试样的抛光 选用短毛纤维柔软的平绒、呢或丝绸。抛光粉最好是具有细致尖利性。可用氧化铬、氧化铁。在开始抛光时对抛光粉的浓度可以高些,这对防止石墨拖曳有好处。抛光时用力要适中均衡,随时转动变换试样方向,将至完成时把抛光粉减薄,并用力减轻。最后清水冲洗试样,再轻微抛光用干净丝绒擦干就可观察石墨,以观察试样无划痕,石墨呈灰暗为标准。 粗抛:1)氧化铬(Cr2O3)粉+0.2%铬酐,转速可用1300r/min左右。 2)3.5~5μ金刚石研磨膏或金刚石喷雾剂。 细抛:1)氧化铁(Fe3O3)。 2)0.5~2.5μ金刚石研磨膏或金刚石喷雾剂。 4.试样的侵蚀 一般采用2~5%硝酸酒精溶液或4%苦味酸酒精溶液。 二、灰铸铁金相检验及评定方法 石墨的类型,石墨的长度和数量、共晶石墨的控制,基体组织中的珠光体的分散度,铁素体含量,磷共晶的类型及分布特征和面积大小程度,渗碳体数量等。可按GB/T7216-1987,ASTM A247-06,ISO 945-75等标准检验。 三、灰铸铁的组织和性能 1.石墨的形态及识别 以两种不同形式形成:由渗碳体的分解而形成,Fe3C→3Fe2+C石墨;由从液体或奥氏体中直接析出。 A型(片状)片状石墨无方向性均匀分布;B型(菊花状)菊花状石墨中心以小片状与点状石墨向外伸展形呈菊花形分布;C型(片块状石墨)粗大初生片状石墨,部分带尖角块状及小片状石墨;D型(枝晶点状)又称树枝状石墨或称过冷石墨以点状与小片状石墨呈无方向性枝晶分布;E型(枝晶片状)石墨以小片状石墨呈有方向性枝晶分布;F型(星状)石墨呈星射状。
4XC金相显微镜 4XC金相显微镜特点及用途: 金相显微镜用于鉴别和分析各种金属、合金材料和非金属材料的组织结构,广泛应用于工厂或实验室进行原材料检验;铸件质量鉴定或材料处理后的金相组织分析;以及对表面裂纹和喷涂等一些表面现象进行研究工作,是钢铁、有色金属材料、铸件、镀层的金相分析;地质学的岩相分析;以及工业领域对化合物与陶瓷等进行微观研究的有效手段,是金属学和材料学研究材料组织结构的必备仪器,也是科研教学领域得力助手。 越来越多的研究已不满足常规的金相显微及照相方式,将显微成像输入微机,由微处理器对图像作各种后期处理,是同步于当今世界在显微领域的新技术。 4XC-D数码摄影金相显微镜配置了高像素的数码摄影系统,具有多倍光学变焦,可以连续选择各种放大倍率,并由计算机对图像进行各种处理、编辑、保存和输出(如打印等) 或进入多媒体系统及电子信箱。 系统可以选配"专业定量金相图像分析计算机操作系统"(软件),对金相图谱进行进行实时研究分析,如晶粒度测量评级;非金属夹杂物测量评级;珠光体、铁素体含量的测量评级;球墨铸铁石墨球化率测量评级;脱碳层、渗碳层测量,表面涂层厚度测量等的分析、统计及输出图文报告。 技术参数: 1.结构:倒置式三目镜筒倾角30 °瞳距和屈光度可调4物镜转换器 2.总放大倍率:显微镜100 -1000×图像200 - 2000× 3.分划目镜:10×平场可变焦格值0.1 mm 4.测微尺:格值0.01 mm / 1 mm 5.双层机械载物台:200 × 152 mm 移动范围15 × 15 mm 6.调焦机构:同轴粗微动限位保护升降范围30 mm 微调0.002 mm 7.照明系统:亮度可调卤素灯20W / 6V带滤色片 8.放大倍率和视场(可以选配其他倍率) 仪器成套性 ⑴仪器主体 ⑵光源组 ⑶目镜筒 ⑷三目接口
硬度试验作业指导书 1目的 为了能充分了解操作设备的各项主要性能,并且能安全有效地对设备进行操作。 2适用范围 凡本公司需做洛氏硬度试验的检测作业均适用。 3相关文件 3.1 GB/T 230.1-2004《金属洛氏硬度试验第一部分试验方法》 3.2 GB/T 230.2-2002《金属洛氏硬度试验第二部分硬度计》 3.3《HRS-150型数显洛氏硬度计使用说明书》 3.4《310HBS-3000型数显布氏硬度计使用说明书》 4作业内容 4.1确认试验指令是否合法 试验人员接收生产部门开具的生产通知单,并有经办人及相关部门领导签字确认后才能进行试验后续操作。 4.2数显洛氏硬度计 4.2.1主要用途 本数显硬度计主要用于金属材料或零件的硬度测量。 4.2.2 主要规格及技术参数 初试验力:98.07N 允差±2.0% 总试验力:588.4N、980.7N、1471N 允差±1.0% 压头规格:金刚石洛氏压头、φ1.5875mm球压头 电源电压:AC220V±5.0%,50~60HZ 延时控制:2~60秒可调 被测试件允许最大高度:175mm 压头中心到机身距离:165mm 硬度计外形尺寸(长×宽×高)520×215×700(mm) 硬度计重量约:78Kg 洛氏硬度试验标尺、压头、试验力及应用范围见表1. 表1 洛氏硬度试验标尺、压头、试验力及应用范围
4.2.3.1检测硬度试验设备是否完好。 4.2.3.2使用前准备工作 1)被测试样的表面应平整光洁干燥。 2)试样的最小厚度应大于压痕深度的10倍。 3)被测试样应可以稳定地放在试台上,保证加试验力的过程不得移动试样。 4.2.3.3操作 1)按表1选择试验力和压头,安装压头,转动变荷手轮,确定总试验力。 2)接通电源,打开电源开关,电源指示灯亮。 3)在机器没卸主荷时会自动卸除主荷。卸除预荷后,按(CLEAR)键,硬度数值区显100.0 4)标尺显示不是选择相应的标尺,进入菜单选定标尺。力值选择也应符合标尺选定,否则旋转变荷手柄变换力值。加荷方式应设为AUTO 5)将丝杠顶面及工作台的上下断面擦干净,将工作台置于丝杠安装孔中,应根据
实验一 金属材料显微分析的基本方法 一、实验目的: 了解金相显微镜的构造、原理及使用规则; 掌握金相显微试样制备的基本操作方法。 通过观察,熟悉铁碳合金在平衡状态下的显微组织; 了解并掌握铁碳合金中的相及组织组成物的本质、形态及分布特征; 分析并掌握平衡状态下铁碳合金的组织和性能之间的关系。 二、实验概述: 金相分析是研究工程材料内部组织结构的主要方法金相显微分析法:利用金相显微镜在专门制备的试样上观察 材料的组织和缺陷的方法。 1.金相显微镜的构造、原理及使用; 2.金相显微试样的制备方法。 为了能够在金相显微镜下真实地、清楚地观察到 金属内部的显微组织,需要精心地制备金相显微试样。 金相试样的制备过程主要步骤有: 本实验金相试样制备过程的步骤如下: 3.观察碳钢和白口铸铁的平衡组织 分析各种相组分和组织组成物的特征 碳钢:亚共析钢、共析钢、过共析钢 白口铸铁:亚共晶白口铸铁、共晶白口铸铁、过共晶白口铸铁 相或组织:铁素体、渗碳体、珠光体、莱氏体 区分:铁素体与渗碳体、各种渗碳体
磨制方法 ●砂纸平铺在玻璃板上,一手按住砂纸,另一手握住试样,使 试样磨面朝下并与砂纸接触,在轻微压力作用下向前推行磨制。 方式重复进行。
显微组织。 右图为单相组织和 双 相组织的显微组织图 实验概述: 三、实验设备及材料 ?金相分析实验使用的主要仪器设备有: 光学金相显微镜、抛光机、电吹风机等。 ?实验材料有: 低碳钢试样,工业纯铁、20钢、T8钢、亚共晶白口铸铁等显微组织样品,金相砂纸,抛光粉,硝酸酒精溶液(含4%HNO3),酒精,脱脂棉等。 实验一金属的显微分析法 实验内容及步骤 ?实验前必须仔细阅读实验讲义的有关内容; ?听取实验指导教师讲解金相显微镜的构造、使用方法等内容,熟悉金相显微镜的构造及其操作规程; ?由实验指导教师讲解金相试样制备的基本操作过程,学生每人一块试样,进行试样制备全过程的操作,直至制成合格的金相试样; ?在金相显微镜下观察所制备试样的显微组织特征,并用摄像机拍照存盘。
名称:可锻铸铁状态:退火 960tl5h. 740t 21h 浸蚀:3箔 硝酸酒将组织:铁索体+团絮 状石墨 名称:可锻儒铁 状态:退火9501 6h 浸蚀:3 %硝酸酒稱组织:珠 光体+诜¥;休 +絮状石蟄 灰铸铁 铸造 未浸蚀 星片状 石墨 一、精辭欣叢 L1诗铁
灰口诃佚 11T 20—40 90010淬油 4%硝酸酒精擁茨 淬火码氏体十残余 奥氏体卜片状石墨 fF > °左' {耳亍状态:
灰口铸抿 铸态 珠光体+ 石墨 筑化词1克,報此罠4克,盘醸 纯升*衲相血倉升 冀詁团華鼻氏挥和?T 鼻的我晶 話抵,犖就囲駅哲含粪?811? 数冃轴峯*町吗决的轨弯和抗 拉强吋梨刁.因总#诵曰品別 7 2 - 1 j^(J B2264—7B) 牌号s 亚共Mfl 铁 状态:卄造 没蚀;3唸笳被酒辂 组织:玮丸体+菜氏休 材料 状态 组织
曲号 QTI2D —I 船中兽盘1咖It 澄饨 硝酸家韬涪液 设EJ1 *1■状下刃底11 +淬反U 底攸 +堤炉热天未+肚状右吩 牌号:QTG0-2 状态:铸i£ 浸蚀:末浸蚀 纽织:开花状石廉 qT42-l{) 铸杏 球蛍百龍 +珠光眾 +鉄釐休 ntlU X
牌号QT60—2 伏感铸淮 浸蚀J%硝酸酒結溶液 说吗珠尢体+骨骼栈潭碳休+璘 共捅于球 別号QT60 2 挂态幣吗■十煌齐、 尺啊4幷讪曜话将溶補 迪明相大計狀号氏作+球农冷抑* 吐京奧Lt I轧试样取口堆痒班弹今Q rt>u-a TOPE 壷血火怡洋火 占豁硝議葯科讲裱 煤朗酣4集氏怦*粧大炸欖马民律+鏗咎奧氏体?Attft 底火嶽亦岡论虔过高门至召蜃整伽楼其廉圖隔氏体気■增■*變立站低,快得时任石?吗国形威环册整医建展品* H 中黑鱼祁司證是球事的堆代区帝与用苗扇石E抛尤性備竹瓷井引瓦的. :!(
金属试样成分分析及金相分析实验报告 1.实验目的 ●电火花直读光谱仪,分析材料各组成元素及含量含量; ●激光共聚焦显微镜观察材料金相组织,分析相组成; ●超景深显微镜观察断口形貌,分析断裂类型。 2.实验设备 ●QSN-750型电火花直读光谱仪; ●VK-9710型激光共聚焦显微镜; ●VHX-1000超景深显微镜 3.实验步骤 ●电火花直读光谱仪成分分析 对需要检测成分的金属试样(最小尺寸需大于15mm,本实验实验为7A04ZrSc)进行表面处理,将表面的氧化层打磨干净,用150#的砂纸粗磨即可;然后对试样进行成分分析。 ●激光共聚焦显微镜金相分析 a.镶样:为方便样品的打磨和观察,将7A04ZrSc试样镶嵌在环氧树脂镶样件上; b.打磨:分布使用400#、600#、800#金相砂纸逐级打磨,然后再抛光机上利用金刚石抛光剂抛光 直至表面呈镜面无划痕; c.腐蚀:采用混合酸腐蚀试样至无大量气泡产生,再用蒸馏水、无水乙醇清洗干净后吹干。 d.观样:使用激光共聚焦显微镜观察7A04ZrSc试样金相组织。 4.实验结果及分析 ●成分分析 QSN-750型电火花直读光谱仪成分分析得出的数据,经整理如表1所示。 表1 7A04ZrSc试样组成各元素含量(质量分数,%) 合金Si Fe Cu Mn Mg Cr Zn Ti Zr Sc 7A04ZrSc 0.199 0.863571 1.559 0.232 1.977 0.179143 6.351 0 0.146914 0.2 7A04ZrSc属Al-Zn-Mg-Cu系超高强度铝合金,亦称超硬铝,是超硬铝中相当成熟.使用较久和较广的一个合金。强度高,热处理强化效果好,退火和新淬火状态下塑性中等;与硬铝不同,人工时效状态下的耐蚀性比自然时效状态的耐蚀性好,且自然时效进程慢,需经过3个月后才能达到时效硬化峰值,故7A04在淬火人工时效状态下使用。其缺点是组织稳定性不高,低频疲劳强度低,有应力腐蚀破裂倾向。合金点焊焊接性良好,气焊不良,热处理后可切削性良好,但退火后的可切削性不佳。其内外加的Sc、Zr元素作用如下: a.Sc元素 一般来说,过渡族元素被加入到纯铝中时,由于它们在铝中溶解度低,易于沉淀或结晶,形成金属间化合物。因而合金的强度、再结晶温度及微观组织被显著提高。少量的Sc元素加入到硬质铝合金内,合金的强度、再结晶温度及微观组织被显著提高,其主要原因是由于产生了与基体共格的、稳定的、弥散的Al3Sc粒子,对位错有强烈钉扎作用,并能阻止晶界的迁移,在高温下仍能保持与基体共格的关系。
“铸造合金及其熔炼” 实验指导书 赵忠兴王连琪张学萍 材料科学与工程学院 2006、8
实验一: 灰铸铁、球墨铸铁、蠕墨铸铁、可锻 铸铁金相组织观察及分析 一、实验目的 1.观察灰铸铁、球墨铸铁、蠕墨铸铁、可锻铸铁的金相组织。 2.观察不同牌号灰铸铁的金相组织,分析石墨大小、数量对灰铸铁力学性能的影响。 3.观察不同形状石墨铸铁的金相组织,分析石墨形状对灰铸铁力学性能的影响。 4.观察不同基体铸铁的金相组织,分析基体组织对灰铸铁力学性能的影响。 5.了解石墨和基体组织的生成条件。 二、实验内容 1.画出HT100、HT150、HT200的金相组织示意图,并指出各相的名称。 2.画出球墨铸铁、蠕墨铸铁、可锻铸铁的金相组织示意图,并指出各相的名称。 三、实验原理及方法 1.实验原理 铸铁的力学性能来源于基体,取决于石墨的大小、数量、形状。石墨以片状形态存在,对基体割裂作用较大,降低基体的有
效承载面积;同时在石墨的尖端产生较大的应力集中,从而使铸铁的力学性能降低。石墨以球状形态存在,对基体割裂作用最小,对于灰铸铁,片状石墨数量越多、越大,铸铁的力学性能相对较低。 2.实验方法 ①选择不同的铸铁试样。 ②将试样腐蚀吹干。 ③调整焦距,在清晰视野内将试样在光学显微镜下进行观察。 ④画出所观察铸铁试样的金相组织示意图。 四、填写实验报告 1.实验目的。 2.实验内容 3.实验仪器、设备、原理、步骤。 4.实验结果分析。 五、讨论题 1、分析灰铸铁中石墨数量、大小对其力学性能的影响。 2、试分析灰铸铁、球墨铸铁、蠕墨铸铁、可锻铸铁中石墨形状的变化对铸铁力学性能的影响。
文件编号QT/BHHS-QD-03-QC 版本A/0 页次1/10 标题制定单位品质保证部发行日期 1.目的:为使实验室日常金相检测有据可依,规范实验室金相检测对普通球铁、蠕铁、SiMo球铁、灰铁材质 等金相评定。 2.范围:适用于公司生产的所有普通球铁、SiMo球铁、蠕铁件、灰铁件产品。 3.依据:依据”国际标准DIN EN ISO945-1:2009-03”,引用美标“ASTM 247-67”、国标“GB9441-200 9”、“GB/T7216-2009”及机械协会“JB/T3829-1999”根据厂内实际情况制定以下普通球铁、SiMo 球铁、灰铁、蠕铁金相检测标准。 4.具体标准要求如下:ISO945-1中石墨形状分布 修订日期版本REV 修订记录 会签:
文件编号QT/BHHS-QD-03-QC 版本A/0 页次2/10 标题制定单位品质保证部发行日期 ASTM247-67中石墨分布
文件编号QT/BHHS-QD-03-QC 版本A/0 页次3/10 标题制定单位品质保证部发行日期 4.1.1普通球铁、硅钼球铁主要以“ISO 945 ”中的V形和VI形石墨存在,以“ASTM 247-67”中的I形 和II形存在,球化率评定以视场直径70mm,被视场切割的石墨不计数,放大100倍,少量小于20um 的石墨和杂物不计数,用金相评级软件或者金相评级图片进行评定(若石墨大多数小于20u m或大于120um时,则可适当放大和缩小倍数)在视场内检测时石墨数量不能少于20颗。 “ISO945-1、GB9441-2009”球化率评级图片: ≥95% 90%至小于95% 80%至小于90% 70%至小于80% 60%至小于70% ≤60%