质量保证措施及承诺 (一)、质量承诺 1、一次验收合格交付使用,产品为质量符合国家及行业标准的合格产品。 2、若所供安全标识牌制作安装涉及以次充好等情况时,我公司承担赔偿责任,我公司根据所造成的实际损失向甲方支付3倍损失金额的赔偿金。 3、我公司保证所有产品符合《中华人民共和国行业标准》,保证其合格率达到100%。保证各项指标达到合同及招标文件要求。 4、为确保所制作物为符合国家标准的合格产品,我公司保证按照技术规范和国家标准进行生产、检验和生产质量管理。 5、甲方在安全标识牌制作安装等使用过程中发生质量问题或在对比检验中被确定为不合格时,我公司提供及时派出现场代表在甲方要求的时限内赶到现场;与现场技术、质检员一道分析原因,对于产品质量问题,及时查清危害程度并尽快组织发货跟换现场所有标识、标牌【包括已安装产品】,确保采购质量。 6、除发生发生不可抗力外,我公司所交安全标识牌制作安装与合同标准不相符的,甲方有权拒收安全标识牌制作安装,我公司无权请求返还履约保证金。 (二)、质量保证措施 1、建立质量体系 (1)、统一思想,领导决策
我们将结合本项目实际情况,编制质量计划,领导要高度重视,建立和实施质量体系。从思想上把质量作为本项目的长期战略,正确决策,在行动上,亲自参与,一抓到底。这是能够建立和实施质量体系的基本保证。 (2)、建立质量管理的专职机构 根据质量总目标和质量体系,在项目经理部设专职质安科,负责质量计划执行情况和综合统计考核工作。在总负责人的领导下,结合具体情况,制定和阐明质量方针,规定质量目标和质量计划,普及质量管理教育,培训质量工作人员,协调各有关部门的质量活动,建立质量决策和反馈系统,保证质量体系有效地工作。 (3)、制定工作计划 为了使建立质量体系的工作有条不紊,当签订项目合同后,项目经理部编制质量计划,按项目质量目标,明确项目经理部组织机械,职责及体系职能分配表,项目必备的控制手段,项目的质量管理相关程序的活动及控制等等。 (4)、实行全面质量管理,成立TQC领导小组 2、质量体系的实施 (1)、加强宣传教育 质量教育是质量管理的基础工作,教育全体职工树立质量第一,本着为用户服务,对用户负责的思想,努力提高职工的质量意识,努力提高工作质量。 (2)、质量控制措施
设备标示、标签粘贴标准 1、网路系统 1)前端网络面板正上方贴标示房间号(例:T201或T201-1、T201-2)按楼层标记,一层:T101,二层:T201,三层:T301 2)前端网络面板内线上贴标示房间号(例:T201或T201-1、T201-2…)按楼层标记,一层:T101,二层:T201,三层:T301 3)后端机柜内网线上贴标示房间号(例:T201或T201-1、T201-2…)按楼层标记,一层:T101,二层:T201,三层:T301 4)后端机柜内配线架上贴标示房间号(例:T201或T201-1、T201-2…用标签打印机制作)按楼层标记,一层:T101,二 层:T201,三层:T301 5)后端机柜内跳线两端上贴标示房间号(例:T201或T201-1、T201-2…)按楼层标记,一层:T101,二层:T201,三层:T301 6)后端机柜贴标识网络机柜1或网络机柜2,服务器机柜、监控机柜、电话机柜等。(要求用金属黄底红字,宽度50mm* 长度150mm) 7)后端机柜正面挂强电系统图、弱电系统图、网络系统图及用户名密码、IP地址表等。(要求A3纸塑封)8)后端机柜内光端盒上每个光纤口跳线两头粘贴去哪标识 9)平面图点位标识要与配线架、交换机对应 10)交换机上贴功能描述名称(例:一层网络交换机,监控交换机、门禁交换机等)
11)交换机上配有模块处,光纤跳线上贴标 12)要求:前端面板----前端面板内网线----网络机柜内网线----配线架----网络跳线两端标示必须统一。设备和机柜必须 有标示,设备电源插头上必须有标示(标示写当前设备 名称) 2、监控系统 13)前端摄像机上面贴IP号、条形码 14)前端摄像机线上贴标示(例:信号线、电源线JK1、JK2…)15)后端机柜内线上贴标示(例:信号线、电源线JK1、JK2……)16)后端机柜内配线架上贴标示(例:信号线JK1、JK2……)17)后端机柜内跳线两端上贴标示(例:信号线JK1、JK2……)18)后端机柜内光端盒上每个光纤口跳线两头粘贴点位实际位置…. 19)每台摄像机电源上粘贴所控制的所有摄像机编号(例:JK1-JK5…) 3、(模拟)电话系统 20)前端电话面板正上方贴标示房间号(例:D201或D201-1、D201-2) 21)前端电话面板内线上贴标示房间号(例:D201或D201-1、D201-2…) 22)后端机柜内电话线上贴标示房间号(例:D201或D201-1、D201-2…)
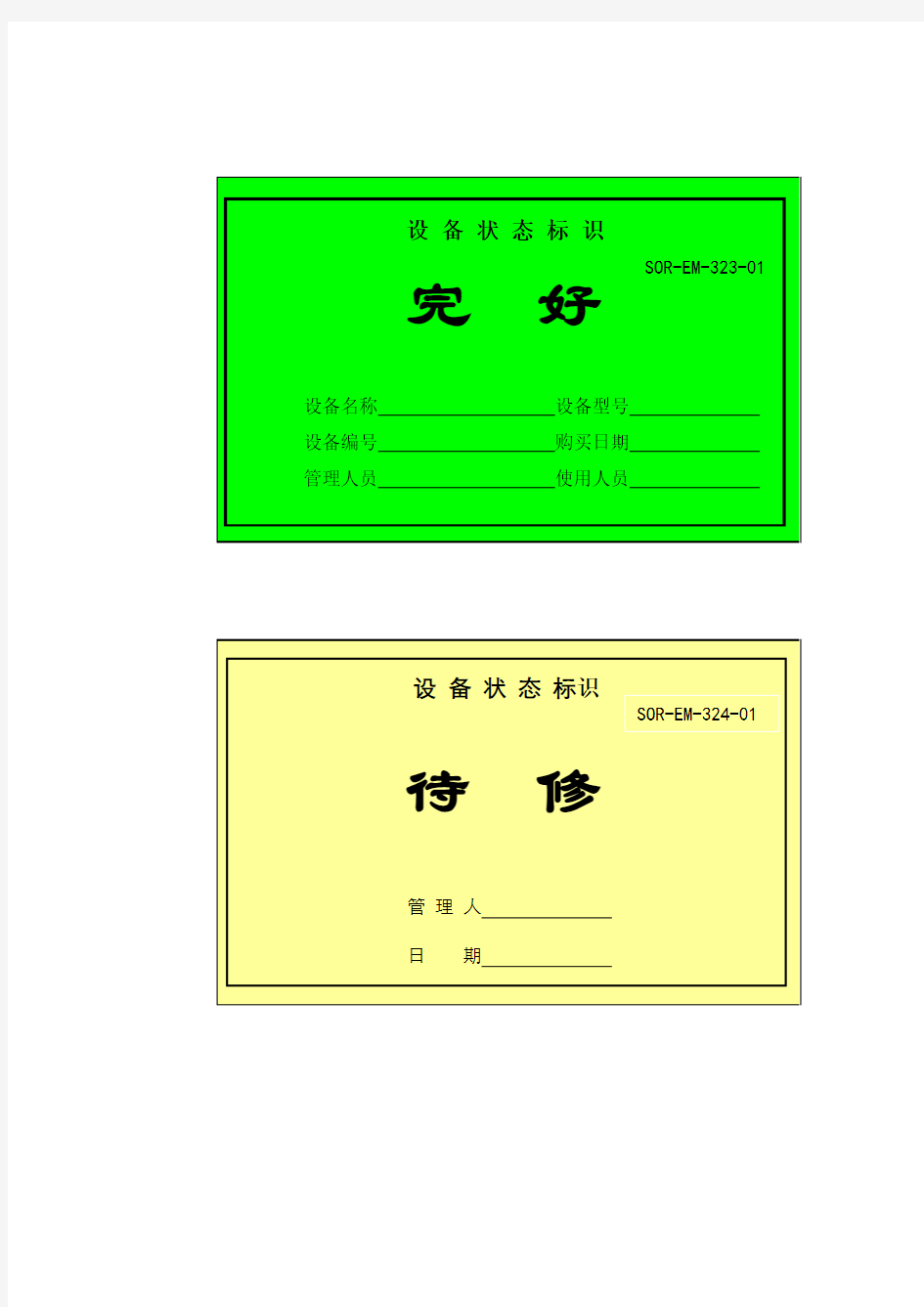
目的:加强对设备、管道使用状态的管理,避免使用错误的发生。 范围:公司生产用设备、管道。 职责:1.设备管理部指定技术人员修订此文件,设备管理部部长、质量保证部 部长审核此文件,生产管理负责人、质量管理负责人批准此文件。 2.使用部门设备负责人、设备员负责管理和日常监督;设备操作人员严格按规 程规范执行。 内容: 生产过程中绝不允许不明状态的情况存在,以防止由于无状态标志或标志不明 造成药物混淆,每一生产操作间,每一台生产设备,每一物品容器均应有明显的 状态标志。 1.所有使用设备都应有统一编号,要将编号标在设备主体上,每台设备都应设 专人管理,责任到人。 1.1 设备按使用车间(部门)、使用岗位不同进行编号, 同一车间或同一岗位有 多台设备时,以流水号 001,002,003,004……加以区分。 1.2 每个使用车间(部门)都以流水号 001,002……进行编号。 1.3 设备编号形式: □ □□ □□□ (部门)代号 2.明确生产过程中的设备运行状态,每台设备都应挂状态标志牌,通常有以下 几种情况。 2.1 运行中:正在使用的设备,应正确标明设备编号和内容物(名称、规格、 批号)。 2.2 待维修:设备出现故障尚未排入维修计划。 第 1 页 共 3 页
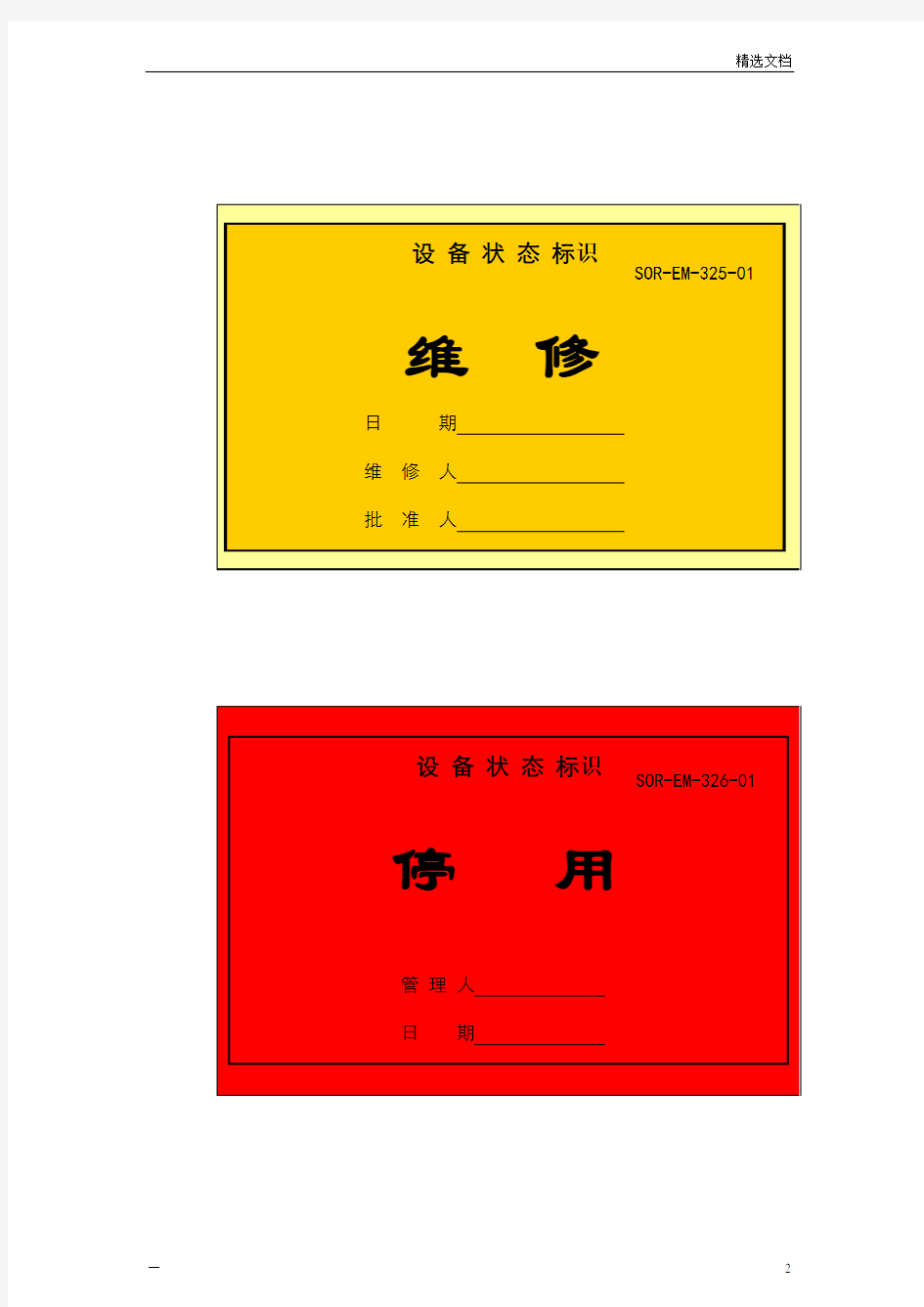
2.3维修中:正在修理中的设备,应标明维修的起始时间,维修负责人。 2.4备用:根据生产需要,作为待用的完好设备。 2.5待清洁:尚未进行清洁的设备。 2.6已清洁:已清洁干净的设备,随时可用,应标明清洁的日期及QA确认。 3.状态标志分类与应用: 3.1计量器具状态标志:生产加工过程使用的所有计量器具都必须贴有计量器具合格证,注明计量器具有效日期。 3.2生产状态标志:生产操作间应挂牌标明本操作间正在生产、待清洁、已清洁标志。 3.3清场状态标志:清场合格由质监员发放清场合格证。 3.4生产容器状态标志:标明容器已清洁、待清洁标志。 3.5物料状态标志卡:标明物料名称、数量、批号、称量人、生产日期等。 3.6生产过程中流转物料(原辅料、中间产品)、中间站物料必须有明显的检验状态标志牌。 3.7设备状态标志:设备应挂牌标明本设备正在运行、待维修、维修中标志。待验:黄色,印有“待验”字样。 合格:绿色,印有“合格”字样。 不合格:红色,印有”不合格“字样。 4.状态标志印制与使用: 4.1各种状态标志应统一印制,使用材质应易清洁、无臭无味,不得对药品生产环境和产品产生污染。 4.2各种状态标志悬挂、放置方式与位置应考虑安全、易清洗,由具体使用部门视情况自行决定。 4.3物料状态标志牌由质监员根据检验结果限额发放。 4.4生产加工过程中使用的其它状态标志由车间管理人员发放,岗位操作人员使用、更换、回收后统一交回车间管理人员。 4.5生产加工过程中,操作人员必须按要求正确使用状态标志,不允许有不明状态情况存在,车间负责人、质监员负责监督检查状态标志使用情况。 5.各种管道管线应按规定涂色: 5.1管线涂色及识别色规定 饮用水、冷却水绿色蒸汽银灰色 消防水大红色物料铁锈红色 纯化水浅黄色氢气黄褐色 第2页共3页
产品和产品状态的标识 管理规定 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
产品和产品状态的标识管理办法 1、目的 通过对生产和服务提供全过程中产品和产品状态的标识,达到防止混淆和误用。 2、范围 适用于对采购产品、半成品和成品的产品标识及产品的状态标识。 3职责 3.1生产科负责标识的制作,并对标识的实施有效性进行监控。 3.2生产车间和库房负责所属区域内的产品的标识,负责不同的产品状态的区域划分及标识的维护。 4、工作程序 4.1产品标识 4.1.1产品标识可以用产品代号、标牌或其它适用的方法实现。 4.1.2产品标识是区别产品特性的标志,包括产品实现中的采购产品、半成品和成品。 4.2产品状态标识 4.2.1公司在产品实现的全过程中,应针对监视和测量要求,识别产品的状态。 4.2.2产品状态标识分为 a)待检品 b)合格品
c)不合格品 d)待判定品 4.2.3状态标识标签一般采用标签的形式。 4.3采购品的标识。 4.3.1待检状态:采购品进行库管员应在其上放置待检标牌。 4.3.2合格状态:入库的产品均为合格品,可不做状态标识,但要做产品标识,标识的内容:包括品名、规定型号。 4.3.3不合格状态:当复检不合格时,应放置不合格品标牌。 4.3.4生产提供过程中的标识 4.4.1对生产提供过程中的半成品,生产车间可用工序卡,标识其名称、代号。其各个工序的测量状态放置标识牌。 4.4.2对于待检品,应放置在待检区,经检验员检查后,分别放置合格品、不合格品或待判定标识牌。 4.5标识的保护 4.5.1产品标识应清晰 4.5.2产品标识和产品状态标识应进行保护,严禁涂抹、撕毁,保证标识整洁、完好。 编制:审批:
设备保养标识牌 设备代称:混合后刮板 责任人:刘必三 监督人: 保养内容: 外部清洁无明显积尘无油污; 上盖板、轴承座处密封良好无漏料无跑灰; 检查减速机油位及机头机尾轴承润滑; 临桂漓源粮油饲料有限公司 要求: 1、写真,版面布局与此相似; 2、尺寸:15cm*22cm 3、“责任人”名字的字号比其他大1~2个号,用其他字体,突出,明显, 4、制作材料 2mm的塑料板,张贴时用玻璃胶或其他粘胶
分类图片数量设备代称责任人监督人保养内容 1刮板类91~8#刮板机,混 合后刮板外部清洁无明显积尘无油污; 上盖板、轴承座处密封良好无漏料无跑灰;检查减速机油位及机头机尾轴承润滑; 2提升机 类141~14#提升机外部干净无明显积尘无油污; 密封良好无漏料无跑灰; 检查减速电机油位是否缺油、漏油; 3除尘器91~4、7、#除尘 器 (对应第1张 图) 5~6、8~10#除尘 器(对应第2张 图)外部干净无明显积尘无油污;密封良好无漏料无跑灰; 敲壁检查箱体内积尘是否太多;
4打包秤41~3线打包秤, 精料打包秤外部干净无明显积尘无油污;缝包机内部构件无积尘有油光,输送机无杂绳缠绕; 5分级筛31~3线分级筛外部干净无明显积尘无油污; 布袋密封完好无明显漏料、跑灰; 5冷却塔31~3线冷却塔冷却塔及刹克龙外部尤其塔顶干净无明显积尘; 检查减速电机油位是否缺油、漏油; 更换品种时内部清仓,; 6粉碎机 另做员工名单两份大小为标识牌中相应位置,用来今后粘贴更换责任人颜色尽可能一样。
设备保养标识牌 设备代称:1#初清筛 责任人: 监督人: 保养内容: 外部干净无明显积尘无油污; 密封良好无漏料无跑灰; 检查减速电机油位是否缺油、漏油; 临桂漓源粮油饲料有限公司 设备保养标识牌 设备代称: #初清筛 责任人:梁少兰 监督人: 保养内容: 外部干净无明显积尘无油污; 密封良好无漏料无跑灰; 检查减速电机油位是否缺油、漏油; 临桂漓源粮油饲料有限公司 设备保养标识牌 设备代称:3#初清筛 责任人: 监督人: 保养内容: 外部干净无明显积尘无油污; 密封良好无漏料无跑灰; 检查减速电机油位是否缺油、漏油; 临桂漓源粮油饲料有限公司 设备保养标识牌 设备代称:2#初清筛 责任人: 监督人: 保养内容: 外部干净无明显积尘无油污; 密封良好无漏料无跑灰; 检查减速电机油位是否缺油、漏油; 临桂漓源粮油饲料有限公司
生产车间标识管理办法 1、目的: 建立状态标识管理规定,以防止产品在生产过程中发生混淆、差错、污染等质量事故的发生,并保证对设备、仪器进行正确的操作,以防止不安全事故发生。 2、范围: 本标准适用于全厂所有生产过程状态标志管理,包括:物料标志、生产状态、设备、管线标志、清洁标志、计量标志五大类。 3、责任者: 3.1设备科负责物料的合格、不合格、待验和设备的设备卡、运行、完好、维修、封存和管线涂色以及清洁标志的清洁、待清洁状态牌制作、验收、发放管理,并监督设备状态标志的日常使用管理; 3.2计量中心负责计量标识的制作与验收、计量器具的校验和张贴合格或禁用等标志,并监督计量器具的日常使用管理; 3.3质量科负责物料的物料签、货位卡、生产状态卡、清场合格证的制作与验收管理,并监督该规程中所有的规定执行情况; 3.4各部门、各车间物料管理员、岗位操作人员、设备维修人员涉及到该规程中的规定,负责执行状态标识的正确使用与监督管理; 3.5车间质量员负责按本规程规定,执行日常监督管理。 4、内容:
4.1状态标识的分类及定义: 4.1.1生产过程中的所用状态标识分为五大类,分别为物料标志、生产状态、设备/管线标志、清洁标志、计量标志。 4.1.2物料标志: 4.1.2.1包括物料信息标志和物料质量情况状态标识二类。其中,物料的质量情况状态标识并采用醒目的色标管理。 4.1.2.2物料的信息状态标识是物料标签和货位卡二种。其目的是避免物料在储存、发放、使用过程中发生混淆和差错,并通过货位卡的作用,使物料具有可追溯性。 货位卡是用于标志一个货位一单批物料的产品名称、规格、批号、数量和来源去向的卡片,识别货垛的依据,并能记载和追溯该货位的来源和去向。 物料签是用于标志每一件物料或中间产品的产品名称、批号和数量的卡片,用于识别单独一件物料或中间产品的依据和标识。 4.1.2.3物料的质量情况状态标识分为三类,分别为待验、合格、不合格,并采用黄、红、绿三种不同色标来进行醒目区分。 待验:黄色色标,其中印有“待验”字样。其含义是:物料在允许投料或出厂前所处的搁置、等待检验结果的状态。 合格:绿色色标,其中印有“合格”字样。其含义是:物料、中间产品或成品可允许使用或批准放行的状态。 不合格:红色色标,其中印有“不合格”字样。其含义是:物料、中间产品或成品不能使用或不准放行的状态。
(本文档仅供参考用途,所载资料皆来自整理,欢迎大家分享交流) 设备安全警示标识 1、范围:使用于新时代输送设备有限公司所生产的机械产品设备上的安全警告标志。 2、参考标准: GB/T2893.1-2008 图形符号安全色和安全标志 GB/T2894-2008 安全标志及其使用导则 IS017398 安全色和安全标志的分类、性能和耐久性 3、标志的技术要求: 3.1、标志的安装: 标志的安装方式为直接粘贴。 其设置位置在设备与安全有关的醒目处,使用者在看见后应有足够的时间来注意它所表示的内容。 3.2、标志的外形尺寸规格: 警告标志分为横向和纵向两种基本形式,根据标志观察距离选择警告标志型号并确定L 值(见表1),警告标志详细尺寸见图1、图 2。 表1 设备安全警告标志型号表 单位为毫米 型号 观察距离 标志 L 值
圆角 R 值 0~2.5 88 0.08L 2.5~4 142 0.08L 4~6.3 220 0.08L 注:允许有3%的误差。 3.3、标志使用的颜色 符合 GB/T2893.2-2008 规定的“注意安全”标志的颜色,衬底色采用黄色,对比色采用黑色。3.4、标志包含的信息: 通用警告标志;警示语。 3.4.1、通用警告标志 符合 GB/T2894-2008 中 4.2 规定的警告标志,我公司主要选用其中的七种标志(见表2)。编号
名称 设置的范围地点 2-7 当心触电 Warningelectricshack 有可能发生触电危险的电器设备和线路 2-8 当心电缆 Warningcable 在暴露的电缆或地面下有电缆处施工的地点 2-9 当心自动启动 Warningautomaticstart-up 配有自动启动装置的设备 2-10 当心机械伤人 Warningmechanicalinjury 易发生机械卷入、轧压、碾压、剪切等机械伤害作业的地点
产品标识控制程序 1 范围 对原料、辅料、过程及最终产品进行标识,防止产品混淆、误用、并实现产品的可追溯。 适用于产品及产品检验状态的标识。 2 职责 2.1 各单位/部门分别负责所属范围内产品的标识和可追溯管理。 2.2 品质技术部/技术科负责规定产品批号、品种; 2.3 各作业部门负责区域内产品的具体标识。 3 工作流程 3.1 将产品检验状态为待检、合格、不合格三种;部分产品的合格、不合格状态以等级标识。 3.2 原料、辅料、机配件 3.2.1 原料、辅料、机配件进厂后,仓储部门在原料、辅料、机配件存放点,以“标识牌”注明该产品名称、产地、规格、型号、批号、单位、数量、进厂时间和待检状态。 3.2.2 检验部门按《检验程序》实施进货检验,并对抽取的样品进行标识。3.2.3 各作业部门,包括生产单位/车间和仓库,对作业区域内的原料、辅料、机配件名称、产地、规格、使用生产线进行标识,并做好领/使用记录。 3.2.4 检验和使用中发现的不合格原料、辅料、机配件,应注明“不合格”字样。 3.3 产品的标识 3.3.1 对过程和最终产品,由技术部门按原料、品种和工艺确定产品批号、品种;调度部门按产品批号、品种确定所用纱管、纸管颜色、机型、纬纱,并以“工艺变换通知单/生产调度通知单”通知各相关部门。 3.3.2 各单位将“工艺变换通知单”/“生产调度通知单”的变更内容,在执行之前通知下属各部门/班组或相关单位。 3.3.3 同时生产同品种,不同批号产品,不允许使用相同颜色的纱管、纸管,除非这些批号的产品间有明显的感观区别。 3.3.4 特殊情况不得不使用同一颜色纱管、纸管时,必须做好现场特殊标识,并指定专人负责,安排尽快替换现场使用的特殊标识的纱管、纸管,当其中一批号了批、包装入库完毕后,方可撤消现场特殊标识、并作好记录,便利于追
设备标示牌管理规定 目次 目次.............................................................................. I 前言............................................................................. II 设备标示牌管理规定.. (1) 1范围 (1) 2规范性引用文件 (1) 3缩略语 (1) 4职责 (1) 5术语和定义 (1) 6程序 (1) 7标识原则 (8) 8检查与考核 (8)
前言 本标准是根据XXXXXXXXX公司标准体系工作的需要编制,是企业标准体系建立和实施的个性管理标准。目的是为了进一步明确设备标示牌管理的职责、管理活动的内容与方法、检查与考核,从而规范并加快企业标准体系的完善,适应国家标准和国际先进标准的需要。 本标准由XXXXXXXXX公司安全生产技术部提出并归口。 本标准起草单位: 本标准主要起草人: 本标准主要审查人: 本标准批准人: 本标准2013年首次发布。
设备标示牌管理规定 1范围 本标准规定XXXXXXXXX公司设备标示牌管理的职责、管理活动的内容与方法、检查与考核。 本标准适用于XXXXXXXXXXXX公司从事运行管理工作的相关工作部门。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB13495-1992 消防安全标志 GB2894-1996 安全标志 3缩略语 XXXXXXXXXXX公司——公司 XXXXXXXXXXXX电站——电站 4职责 4.1安全生产技术部 4.1.1负责组织公司电站对设备命名、编号及安全警示标识工作进行规范、统一管理,并对电站的现场标识管理进行监督检查和考核。 4.1.2有权对管理工作质量做出评价和考核,有建议奖罚权。 4.2发电运行部 4.2.1生产技术部是设备命名、编号及安全警示标识管理的归口部门。 4.3维护部 4.3.1负责对全厂设备标示牌和安全警示牌的设置、维护工作。 5术语和定义 5.1设备命名及编号:是将电站所有系统设备的主、辅机按照统一规范要求进行命名、编号,以便于运行操作和设备管理。 5.2安全环境警示标识:对于在存在危险源或环境因素的生产经营场所从事相关生产、服务活动,需在有关区域、设施、设备上设置标识,以提醒现场人员注意潜在的安全风险或可能带来的环境影响,防止事故的发生。 6程序 6.1设备标识牌的制作 6.1.1电站生产及附属设备名称标识应齐全、美观、规范。设备名称标识采用双重命名,名称标牌参照下表制作,如设备尺寸特殊不便于按下表安装标牌时,可参照下表1中其他尺寸进行制作。
1. 目的 对产品及其生产过程各阶段检验的产品按规定的方法标识,确保在需要时对产品质量的形成过程实现追溯,确保只有合格品才能转入下序或出厂。 2. 适用范围 适用于从原料入厂到成品出厂全过程中检验、实验状态的控制及产品生产和出厂过程中对产品的标识。 3. 引用文件 ISO 9001:2000 7.5生产和服务提供 《质量手册》7.5章 4. 定义 无 5. 职责 5.1 质检科负责产品标识的制定并对与标识有关问题进行分析与追溯,负责各种检验、试验状态的判定及标识形式的制定与审批。 5.2 各生产班组负责制造过程中检验状态的标识及产品标识的使用和保管。 5.3 质检科负责进货及最终检验、试验状态的标识及标识的管理。 5.4 仓库管理员负责库存物品检验状态的标识及标识的管理,并正确使用和保管好各种物品标识。 6. 程序内容 6.1 质检科制定产品及其状态标识,相关部门使用产品及其状态标识。 6.2 各种标识要求不易脱落或丢失、破碎,字迹要清楚。产品标识可以用标签、标牌。标识的主要内容反映产品的名称、型号、规格、数量或地点、方位等。产品状态标识可用如下方式表示:标签(如合格证)、印章(如合格率、不合格品率)、区域、标牌、各种记录(如工艺流程单)等。 6.3 当产品无标识或标识不清时,由质检科会同相关部门查明原因后补加相应识。 6.4 对供方提供的原料或本厂生产的最终产品均由质检科质检员执行《监视和测量控制程 序》,并进行相应标识。其质量记录中应对标识作相应记录。对不合格品执行《不合格控制程序》。 6.5 生产车间在制造过程完成时,应在产品包装箱内及外包装箱上按有关规定放置产品标 识。
1.目的 建立状态标识管理规定,以防止产品在生产过程中发生混淆、差错、污染等质量事故的发生,并保证对设备、仪器进行正确的操作,以防止不安全事故发生。 2.范围 适用于全厂所有生产过程状态标志管理,包括:物料标志、生产状态、设备/管线标志、清洁标志、计量标志五大类。 3.职责 质量部负责人、质检员、QA人员、仓库管理员、生产部人员、工程设备部人员。 4.内容 4.1状态标识的分类及定义: 4.1.1生产过程中的所用状态标识分为五大类,分别为物料标志、生产状态、设备/管线标志、清洁标志、计量标志。 4.1.2物料标识: 4.1.2.1包括物料信息标志和物料质量情况状态标识二类。 4.1.2.2物料的信息状态标识是物料标签和货位卡二种。其目的是避免物料在储存、发放、使用过程中发生混淆和差错,并通过货位卡的作用,使物料具有可追溯性。货位卡是用于标志一个货位一单批物料的产品名称、规格、批号、数量和来源去向的卡片,识别货垛的依据,并能记载和追溯该货位的来源和去向。物料签是用于标志每一件物料或中间产品的产品名称、批号和数量的卡片,用于识别单独一件物料或中间产品的依据和标识。 4.1.2.3物料的质量情况状态标识分为三类,分别为待验、合格、不合格。待验:印有“待验”字样。其含义是:物料在允许投料或出厂前所处的搁置、等待检验结果的状态。合格:印有“合格”字样。其含义是:物料、中间产品或成品可允许使用或批准放行的状态。不合格:其中印有“不合格”字样。其含义是:物料、中间产品或成品不能使用或不准放行的状态。 4.1.3生产状态标志:每一生产操作间或岗位应有正在生产的产品信息,以明确标识生
行业资料:________ 产品状态标识的方法 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共8 页
产品状态标识的方法 1、目的与适用范围 本方法适用于工作使用的原辅材料、半成品、零部件、外协件、紧固件、外购件、组件、成品的标识,以确保产品质量的稳定性和可追溯性。 2、工作内容 2.1各类圆钢、钢材、方管、扁管、角钢、铝型材、不锈钢管材,分类定置堆放,较轻材料上架,较重材料地面堆放。在同一规格材料处贴放标识,标识注明材料名称、规格型号,标识牌件见图1。 2.2半成品、零部件、外协件、紧固件、外购件、组件、成品的标识 2.2.1仓库人员按材料消耗定额落料后的各类材料,视物件大小集中整齐堆放,挂或贴标签标识,注明材料名称、规格型号、材质、落料尺寸,标识牌件见图2。 2.2.2车间按生产安排的加工件,填写领料单,根据材料定额的规格型号,到仓库对照标签标识领用,加工完成后,工件、图纸随工转序质量跟踪单一起送半成品检验,检验员根据图纸进行检验,有待检标识(图3)、正检品(图4)、合格品(图5)、待处理(图6),现时检验员在随工转序质量跟踪单上填写检验情况。仓库保管员按定置整齐推放,挂贴标签标识,标明产品名称、零件名称、零件图号(见图7)。 2.2.3紧固件、外购件,按定置位置,集中上架,按规格型号,整齐推放,挂贴标签标识,标明产品名称和规格型号。 2.3成品标识 第 2 页共 8 页
2.3.1装配完毕,经检验和试验合格,检验员填写检验单,钉贴铭牌,表明其产品型号、规格、性能参数、出厂日期。 2.3.2入库后按定置标明产品名称、规格、型号、标识见图8 2.4标识的填写 所有标识用钢笔或圆珠笔填写,要求字迹清楚,对无标识或标识不清楚的,需立即整改填写。 产品运输车辆卫生安全管理规定 1.范围 本规定对运输产品车辆卫生安全及其控制的管理要求作出明确规定,适用于承担本公司产品装运、交付车辆的卫生安全监督管理。 2.职责 本规定由质检部归口管理,相关部门配合执行。 3.产品运输车辆卫生安全管理 3.1卫生安全组织管理 3.1.1公司成立车辆卫生安全管理小组。设组长一名,副组长两名和相关成员,其中明确一人为专职车辆卫生安全监督员,对车辆卫生安全实施专项管理; 3.1.2公司成品交付运输车辆以冷藏车为主,条件许可时,经车辆卫生安全管理小组组长批准方可用厢式货车; 3.1.3成品交付运输车辆原则上由各营销区域经理联系,区域经理 第 3 页共 8 页
产品状态标识的方法(2021新 版) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0201
产品状态标识的方法(2021新版) 1、目的与适用范围 本方法适用于工作使用的原辅材料、半成品、零部件、外协件、紧固件、外购件、组件、成品的标识,以确保产品质量的稳定性和可追溯性。 2、工作内容 2.1各类圆钢、钢材、方管、扁管、角钢、铝型材、不锈钢管材,分类定置堆放,较轻材料上架,较重材料地面堆放。在同一规格材料处贴放标识,标识注明材料名称、规格型号,标识牌件见图1。 2.2半成品、零部件、外协件、紧固件、外购件、组件、成品的标识 2.2.1仓库人员按材料消耗定额落料后的各类材料,视物件大小
集中整齐堆放,挂或贴标签标识,注明材料名称、规格型号、材质、落料尺寸,标识牌件见图2。 2.2.2车间按生产安排的加工件,填写领料单,根据材料定额的规格型号,到仓库对照标签标识领用,加工完成后,工件、图纸随工转序质量跟踪单一起送半成品检验,检验员根据图纸进行检验,有待检标识(图3)、正检品(图4)、合格品(图5)、待处理(图6),现时检验员在随工转序质量跟踪单上填写检验情况。仓库保管员按定置整齐推放,挂贴标签标识,标明产品名称、零件名称、零件图号(见图7)。 2.2.3紧固件、外购件,按定置位置,集中上架,按规格型号,整齐推放,挂贴标签标识,标明产品名称和规格型号。 2.3成品标识 2.3.1装配完毕,经检验和试验合格,检验员填写检验单,钉贴铭牌,表明其产品型号、规格、性能参数、出厂日期。 2.3.2入库后按定置标明产品名称、规格、型号、标识见图8 2.4标识的填写
设备管道标识管理制度 (WHNYLM/ZD-082-2015) 第一条总则 为加强现场设备精细化、规范化管理,便于设备使用、维护、检修和管理,对公司所属设备、管道等设备的表面色和标志进行统一规范,特制订本制度。 本制度所称的公司管道标识是指根据管道不同的作用进行有区别的标识,标志。标志(又称标识)指在设备、管道外表面局部范围所刷或采用挂牌形式的关于设备位号、管号、介质名称或代号、流向箭头等信息的标识。 本制度适用于公司各厂(矿)所有设备、管道等设施的表面色和标识。本规定不包括安全标志和安全色,适用于各厂(矿)设备管道标识的管理。 第二条组织与职责 机电动力部负责制订和修订本制度,并指导、监督各厂(矿)执行本制度。 各厂(矿)严格执行本制度,相关管理人员和相关作业人员接受规定的培训,并提出改进意见。 各厂(矿)负责本单位设备、管道标识的制作、维护和日常管理工作。 第三条设备表面色和标志的规定 (一)设备的表面色和标志色应符合附件1规定。 (二)设备出厂色与本规范不相符合时,在设备订货时应向制造商提出表面色要求。 (三)电气、仪表设备的表面色和标志色应符合附件2规定。 (四)附件1和附件2中未包括的设备除起重运输机械等特种设备的表面色彩用桔黄色或保持出厂色外,其他设备的表面色宜为银色或保持出厂色,标志色为大红。 第四条设备标识的设置要求 (一)标志以设备名称和位号进行标识(有技术保密等特殊要求的只
标明设备位号)。 (二)标志字体应为印刷体,尺寸、位置适宜,排列规整。 (三)设备标识方法有两种(同一单位及装置应一致): (四)直接在设备或其基础上进行涂刷,按照标志色进行标识。标志应刷在设备主视方向一侧的醒目部位,只有当涂在基础上更便于观察时才可涂刷在基础上。 (五)电机转向以红色标识在其尾部端盖上标出。 (六)管道 1.地上管道的表面色和标志应符合附件3规定。 2.管道标志的设置应符合下列要求: (1)在附件3中列出标志色的管道,其阀门、分支和设备进出口处(1m范围内)以及跨越装置边界处应刷管道标识。 (2)字样标识应采用介质的中文名称,同一装置内的字样表示应一致。 (3)需标识管道起止点(根据现场位置确定) (4)需标识管道的公称直径(以毫米为单位的具体数字,下同)(5)当介质为双向流动时,应采用双向箭头表示。 (6)字样和箭头的尺寸、位置应适宜,排列规整。 3.管道标志有以下三种标识方法,同一单位内所有装置标识方法应一致。 (1)按要求,在管道表面色上直接涂刷管道标志字样和箭头,采用“管道表面色+标志色”进行标识。 (2)按要求,在管道表面粘贴或涂刷管道标志色带,采“色带标识颜色”进行标识。 (3)在管廊上制作管架标识牌(包括管道编号、介质中文名称、公称直径),采用“色带标识颜色”进行标识,同时在管架上对应管道上标识管道编号和流向。 4.管路上的阀门、小型设备的表面色应符合附件4规定。 5.管路上阀门的编号和状态标志色为蓝底白字,并统一规格制作。 6.对于各种物料介质管道,有特殊要求的按行业规范执行,没有特殊要求的,请按本规范中“一般物料”要求执行。
对产品及其生产过程各阶段检验的产品按规定的方法标识,确保在需要时对 产品质量的形成过程实现追溯,确保只有合格品才能转入下序或出厂。 2.适用范围 适用于从原料入厂到成品出厂全过程中检验、实验状态的控制及产品生产和 出厂过程中对产品的标识。 3.引用文件 ISO 9001:2000 7.5生产和服务提供 《质量手册》7.5章 4.定义 无 5.职责 5.1质检科负责产品标识的制定并对与标识有关问题进行分析与追溯,负责各种 检验、试验状态的判定及标识形式的制定与审批。 5.2各生产班组负责制造过程中检验状态的标识及产品标识的使用和保管。 5.3质检科负责进货及最终检验、试验状态的标识及标识的管理。 5.4仓库管理员负责库存物品检验状态的标识及标识的管理,并正确使用和保管 好各种物品标识。 6.程序内容 6.1质检科制定产品及其状态标识,相关部门使用产品及其状态标识。 6.2各种标识要求不易脱落或丢失、破碎,字迹要清楚。产品标识可以用标签、 标牌。标识的主要内容反映产品的名称、型号、规格、数量或地点、方位 等。产品状态标识可用如下方式表示:标签(如合格证)、印章(如合格 率、不合格品率)、区域、标牌、各种记录(如工艺流程单)等。 6.3当产品无标识或标识不清时,由质检科会同相关部门查明原因后补加相应 识。 6.4对供方提供的原料或本厂生产的最终产品均由质检科质检员执行《监视和测 量控制程序》,并进行相应标识。其质量记录中应对标识作相应记录。对不 合格品执行《不合格控制程序》。 6.5生产车间在制造过程完成时,应在产品包装箱内及外包装箱上按有关规定放 置产品标识。
6.6 产品标识应具有可追溯性,当出现质量问题需要追溯时,由质检科依据标识 进行追溯。 6.9 生产过程各操作工机长负责本机台产品检验状态的控制:若检验合格,则标 示合格标记;若不合格,则标示不合格标记;未检产品不作标记。 6.10 当产品无法确定状态时,视同为未检验状态,相关部门应予以记录,由质检 科执行6.3条,并重新检验,确定其检验状态。 7.质量记录 产品标识登记表 HD-QT-70401 8.相关/支持性文件 《监视和测量控制程序》 HD-QP—803 《不和格控制程序》 HD-QP—804
设备阀门标识规定标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
生产标志管理规定 一、依据《工业管道的基本识别色、识别符号和安全标识》GB7231—2003规定: 1.范围:标准规定了工业管道的基本识别色,识别符号和安全标识,适用于工业生产中非地下埋设的气体和液体的输送管道。 2.基本识别色:根据管道内物质的一般性能分为八类,并相应规定了八种基本识别色和相应的颜色标准编号及色样,见表一。 表一八种基本识别色和色样及颜色标准编号。 3.标识方法
(1)工业管道的基本标识色标识方法分为以下五种 A.管道全长上标识; B.在管道上以宽为150mm的色环标识; C.在管道上以长方形的识别色标牌标识; D.管道上以带箭头的长方形识别色标牌标识; E.在管道上以系挂的识别色标牌标识。 (2)当采用基本识别色标识方法中2)、3)、4)、5)方法时,两个标识之间最小距离应为10m。 (3)基本识别色标识方法中3)、4)、5)的标牌最小尺寸应以能清除观察识别色来确定。 (4)当采用基本识别色标识方法中2)、3)、4)、5)基本识别色标识方法时,其标识的场所应该包括所有管道的起点、终点、交叉点、转弯处、阀门和穿墙孔两侧等的管道上和其他需要标识的部位。 4.识别符号 工业管道的识别符号由物质名称、流向和主要工艺参数等组成,其标识应符合下列要求: (1)物质名称的标识 A.物质全称,如主蒸汽、氮气、给水、送风管等。 B.化学分子式,如N 2 、H 2 SO 4 、H 2 O等。
(2)物质流向标识 A.工业管道内物质的流向用箭头表示图表示,如果管道内物质的流向是双向的,则以双向箭头表示。 B.当采用基本识别色标识方法中4)、5)方法时,则标牌的指向就作为管道内的物质流向。如果管道内物质的流向是双向的,则标识牌指向应作成双向的。 (3)物质的压力、温度、流速等工艺参数的标识:使用时可按需自行确定采用。 (4)名称和流向中的字母,数字的最小字体,以及识别符号中箭头的最小外形尺寸,应以能清楚观察识别符号来确定。 二、依据《火力发电厂保温油漆设计规程》标准DL/T5072—1997规定: 为了标志介质种类、流向和管道名称,管道必须涂以油漆。在管道弯头、穿墙处及需要观察的位置,必须涂刷介质名称、表示介质性质的色环和标识介质流向的箭头。文字和箭头用黑色或白色油漆涂刷,尤其颜色应按规定的要求使用。管道的色环、介质名称,介质流向箭头的位置、形状和宽度等可参照国家标准。发电厂场内管道漆色标志见表二:表二发电厂场内管道漆色标志:
1、目的 建立状态标识管理规定,以防止产品在生产过程中发生混淆、差错、污染等质量事故的发生,并保证对设备、仪器进行正确的操作,防止不安全事故发生。 2、范围: 本标准适用于全厂所有生产过程状态标志管理,包括:物料标志、生产状态、设备、管线标志、清洁标志、计量标志五大类。 3、责任者 3.1 设备科负责物料的合格、不合格、待验和设备的设备卡、运行、完好、维修、封存和管线涂色以及清洁标志的清洁、待清洁状态牌制作、验收、发放管理,并监督设备状态标志的日常使用管理。 3.2 计量中心负责计量标识的制作与验收、计量器具的校验和张贴合格或禁用等标志,并监督计量器具的日常使用管理。 3.3 质量科负责物料的物料签、货位卡、生产状态卡、清场合格证的制作与验收管理,并监督该规程中所有的规定执行情况。 3.4 各部门、各车间物料管理员、岗位操作人员、设备维修人员涉及到该规程中的规定,负责执行状态标识的正确使用与监督管理。 3.5 车间质量员负责按规程规定,执行日常监督管理。 4、内容 4.1 状态标识的分类及定义 4.1.1 广宁分厂生产过程中的所有状态标识分为五大类,分别为物料标志、生产状态、设备/管线标志、清洁标志、计量标志。 4.1.2 物料标志
4.1.2.1 包括物料信息标志和物料质量情况状态标识二类。其中,物料的质量情况状态标识并采用醒目的色标管理。 4.1.2.2物料的信息状态标识是物料标签和货位卡二种。其目的是避免物料在储存、发放、使用过程中发生混淆和差错,并通过货位卡的作用,使物料具有可追溯性。 货位卡是用于标志一个货位一单批物料的产品名称、规程、批号、数量和来源去向的卡片,识别货垛的依据,并能记载和追溯该货位的来源和去向。 物料签是用于标志每一件物料或中间产品的产品名称、批号和数量的卡片,用于识别单独一件物料或中间产品的依据和标识。 4.1.2.3 物料的质量情况状态标识分为三类,分别为待验、合格、不合格,并采用黄、红、绿三种不同色标来进行醒目区分。 待验:黄色色标,其中印有“待验”字样。其含义是:物料在允许投料或出厂前所处的搁置、等待检验结果的状态。 合格:绿色色标,其印有“合格”字样,其含义是:物料、中间产品或成品可允许使用或批准放行的状态。 不合格:红色色标,其中印有“不合格”字样。其含义是:物料、中间产品或成品不能使用或不准放行的状态。 4.1.3 生产状态标志 4.1.3.1 每一生产操作间或岗位应有正在生产的产品信息(生产状态卡)或清场合格证,以明确标识生产操作间的生产状态。 4.1.3.2 生产状态卡应能正确的指示所生产的产品或物料的名称、批号、数量等信息。
广品和广品状态的标识管理办法 1、目的 通过对生产和服务提供全过程中产品和产品状态的标识,达到防止混淆和误用。 2、范围 适用于对米购产品、半成品和成品的产品标识及产品的状态标识。 3职责 3、1生产科负责标识的制作,并对标识的实施有效性进行监控。 3. 2生产车间和库房负责所属区域内的产品的标识,负责不同的产品状态的区域划分及标识的维护。 4、工作程序 4. 1产品标识 4. 1. 1产品标识可以用产品代号、标牌或其它适用的方法实现。 4. 1. 2产品标识是区别产品特性的标志,包括产品实现中的米购产品、半成品和成品。 4. 2产品状态标识 4. 2. 1公司在产品实现的全过程中,应针对监视和测量要求,识别产品的状态。
4. 2. 2产品状态标识分为 a)待检品 b)合格品 c)不合格品 d)待判定品 4. 2. 3状态标识标签一般米用标签的形式。 4. 3米购品的标识。 4. 3. 1待检状态:采购品进行库管员应在其上放置待检标牌。 4. 3. 2合格状态:入库的产品均为合格品,可不做状态标识,但要做产品标识,标识的内容:包括品名、规定型号。 4. 3. 3不合格状态:当复检不合格时,应放置不合格品标牌。 4. 3. 4生产提供过程中的标识 4. 4. 1对生产提供过程中的半成品,生产车间可用工序卡,标识其名称、代号。其各个工序的测量状态放置标识牌。 4. 4. 2对于待检品,应放置在待检区,经检验员检查后,分别放置合格品、不合格品或待判定标识牌。 4. 5标识的保护 4. 5. 1产品标识应清晰 4. 5. 2产品标识和产品状态标识应进行保护,严禁涂抹、撕毁,保证标
设备管路及标牌标识标准 Revised by BLUE on the afternoon of December 12,2020.
1、总则 为加强设备、管路及各种标牌的尺寸、涂色、注字,实现统一、美观、协调、标准,特制订本标准。 2、适用范围 本标准适用于生产区域内所有设备管道及标牌的标识,属公司规定技术保密生产装置,原则上只标示位号,对于产品存储设备必须全部标识。 3、管理职责 设备动力处作为设备标识管理部门,负责制定有关标准和对设备标识检查督促管理。各分管车间按照有关规定,对分管设备及管道作出标识。 安全标识由安环处负责管理。 4、设备标识 设备注字包括设备位号、设备全称。 其中汉字均采用中文仿宋体,英文代号、化学符号为正体大写。 设备标识均采用大红色。 标识位置应以醒目和容易看到为原则,要求横写。 标识大小要求:直径大于或等于3.0m,注字尺寸为宽200mm*高300mm,字间距为 80mm;直径小于,注字尺寸为180mm*270mm,字间距为50mm。这里的直径对保温设备而言是指保温后的直径尺寸。 在执行、时,如确有困难,或严重不协调,可根据设备特点而作调整。 5、管道标识 管道标识包括管线号、流体全称、流向箭头。 其中汉字均采用中文仿宋体,英文代号、化学符号为正体大写。 管道标识均采用大红色。 管道标识位置应在工区、管廊路口处。管廊路口处一律标在管道下侧,工区标识高度不高于,字体排列沿轴向,由左至右,由上至下。 管道标识字体大小规定:凡管道或保温层外径大于或等于Φ89mm时,一律在管道上注字。外径大于或等于89mm,而小于240mm时,注字尺寸为40mm*60mm,字间距为 20mm;当管道外径大于或等于240mm时,注字尺寸为120mm*180mm,字间距为40mm。