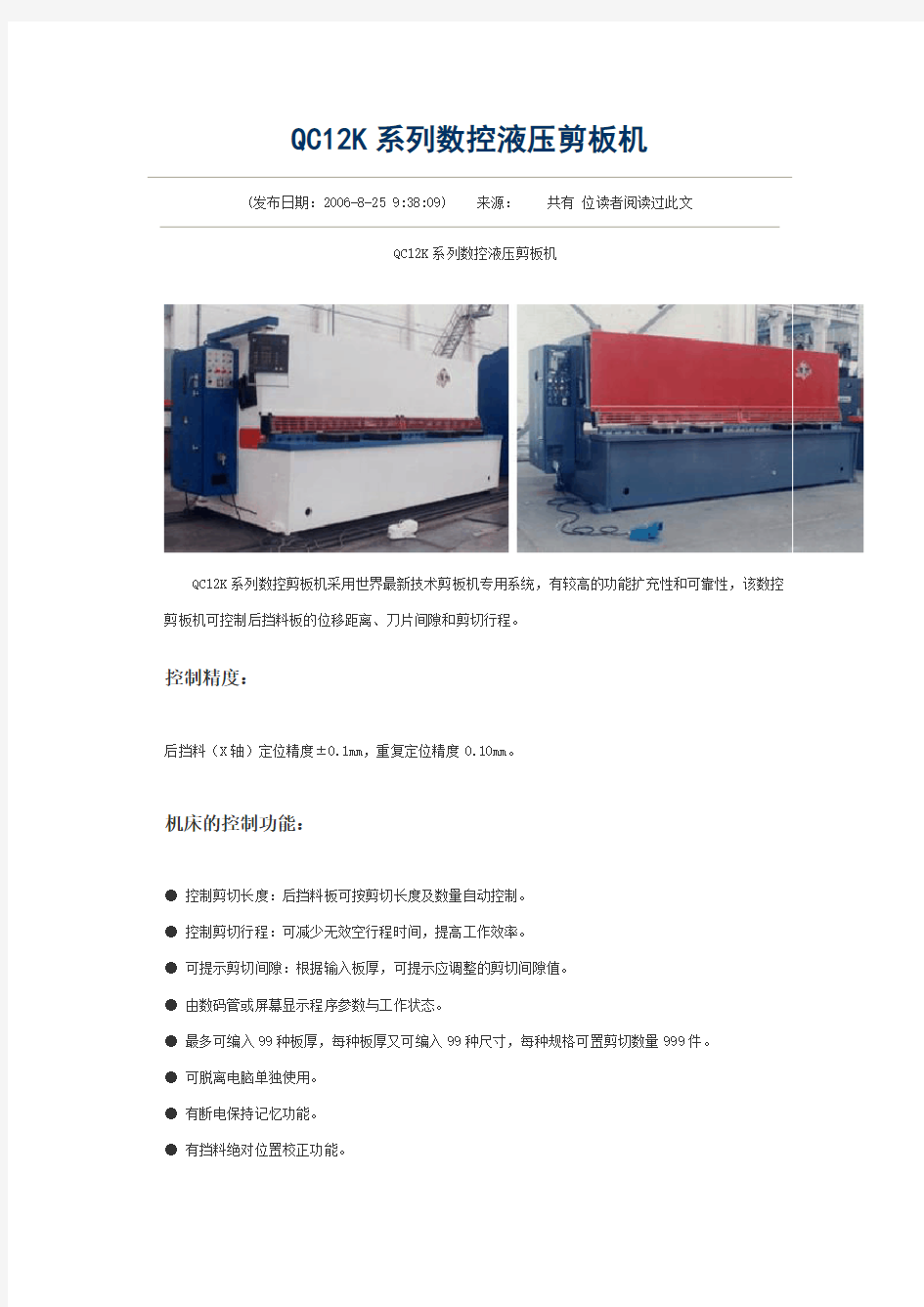
位读者阅读过此文
目 录 摘 要 (1) ABSTRACT (2) 第1章 绪 论 (3) 1.1冷弯成型 (3) 1.2剪板机的简介 (3) 1.3液压传动技术的发展概况 (3) 第2章 剪板机液压系统的工作原理及机构组成 (5) 2.1 液压系统基本工作原理 (5) 2.2 主要机构组成 (6) 2.3 流量控制阀简介 (9) 第3章 液压传动系统的参数设计与工作原理 (12) 3.1 液压剪板机参数设计 (12) 3.2 主要参数设计 (15) 3.3 液压缸的结构设计 (19) 3.4 缸筒结构的设计 (23) 第4章 设计选取液压系统图 (25) 4.1液压系统图 (25) 4.2计算和选取液压元件 (26) 第5章 液压系统性能演算 (29) 5.1系统压力损失计算 (29) 5.2计算液压系统发热及温升 (31)
结 论 (34) 参 考 文 献 (35) 致 谢 (36)
摘 要 液压技术是现代制造的基础,它的广泛应用,很大程度上代替了普通成型加工,全球制造业发生了根本性变化。因此,液压技术的水准、拥有和普及程度,已经成为衡量一个国家综合国力和现代化水平的重要标志。为适合这种行势,需要大量设计一些液压机的工作系统。本次就是要设计一款剪板机液压系统。液压技术已被世界各国列为优先发展的关键工业技术,成为当代国际间科技竞争的重点。 这是机械类液压设计说明书,是根据液压设计手册上的设计程序及步骤编写的。本设计的主要内容包括:剪板机液压系统的设计课题及有关参数;液压缸工作压力和流量的确定;液压系统图的拟定;驱动电机及液压元件的选择;液压系统主要性能的验算。 关键词 : 剪板机;液压缸;液压泵;系统压力
目录 1、前言———————————————————————— 2 2、概述—————————————————————————3 2.1主要用途及特性——————————————————3 2.2 安全使用注意事————————————————— 4 3、结构及技术参数————————————————————5 3.1机床的外形————————————————————5 3.2机床的主要结构及用途———————————————6 3.3机床的主要规格和技术参数—————————————7 4、机床的吊运及安装——————————————————8 4.1机床的吊运————————————————————8 4.2 机床的安装———————————————————9 4.3 电气接线————————————————————9 5、机床的加油及机床润滑————————————————10 5.1 油箱的加油———————————————————10 5.2 机床润滑————————————————————10 6、机床的液压系统分析—————————————————10 6.1液压元件的简述——————————————————10 6.2液压系统动作分析—————————————————13 7、机床的操作及调整——————————————————18 7.1 机床的控制符号说明———————————————18 7.2 机床的操作———————————————————18 8、机床的维修、保养与故障排除—————————————23 8.1液压系统————————————————————23 8.2 机械部件的检查—————————————————23 8.3 安全阀的调整——————————————————24 9、技术服务—————————————————————24 10、易损件明细表———————————————————25
新疆大学 专业课课程设计任务书 班级:机械12-7 姓名:麦麦提阿卜杜拉学号:20122001702 课程设计题目:基于plc的液压动力滑台控制设计 说明书页数:19页 发题日期:2016 年 2 月26 日完成日期2016年4月15日 指导教师:穆合塔尔老师
目录 1.1.1设计任务- 2 - 2.1.1负载分析和速度分析- 2 - 2.11负载分析- 2 - 2.12速度分析- 2 - 3.1.1确定液压缸主要参数- 3 - 4.1.1拟定液压系统图- 6 - 4.11选择基本回路- 6 - 4.12液压回路选择设计- 7 - 4.13工作原理:- 8 - 5.1.1液压元件的选择- 9 - 5.11液压泵的参数计算- 9 - 5.12选择电机- 10 - 6.1.1辅件元件的选择- 11 - 6.11辅助元件的规格- 11 - 6.12过滤器的选择- 11 - 7.1.1油管的选择- 12 - 8.1.1油箱的设计- 13 - 8.11油箱长宽高的确定- 13 - 8.12各种油管的尺寸- 14 - 9.1.1验算液压系统性能- 14 - 9.11压力损失的验算及泵压力的调整- 14 - 9.12液压系统的发热和温升验算- 16 -
1.1.1设计任务 设计一台校正压装液压机的液压系统。要求工作循环是快速下行→慢速加压→快速返回→停止。压装工作速度不超过5mm/s,快速下行速度应为工作速度的8~10倍,工件压力不小于10KN。 2.1.1负载分析和速度分析 2.11负载分析 已知工作负载F w =10000N。惯性负载F a =900N,摩擦阻力F f =900N. 取液压缸机械效率 m η=0.9,则液压缸工作阶段的负载值如表2-1: (表2-1) 2.12速度分析 已知工作速度即工进速度为最大5mm/s,快进快退速度为工进速度的8-10倍。即40-50mm/s. 按上述分析可绘制出负载循环图和速度循环图:
液压闸式剪板机 1.机器的调整 1.1刃口间隙的调整:调整刃口间隙值只需按动机床面板上的调整按钮即可,根据所剪板厚调整至相应的间隙指示值。 1.2刃口间隙的测量和均匀度的调节。 1.3剪切角调整,只需按动面板上剪切角调整按钮,即可调整剪切角度的大小。 14要调节刃口间隙均匀度,只要在左右两端间隙相同的情况下,调节下刀座的顶拉螺钉,边调边测即可。 2.操作前的准备 2.1清洗各机件表面的油污。 2.2各润滑部件注入润滑脂。 2.3向油箱加入L-HL46号低压凝液压油。 2.4机器接地,接通电源。 2.5机器在出厂之前。各中阀件已经调定并锁紧,请用户不要随意调整手柄,以免机器动作不正常,引起故障造成不必要的损失。 3.操作程序 3.1结合电气部分的说明,了解各按钮的功能,接通电源,电源指示灯、挡料计数器亮。 3.2按电机起动按钮,启动主电机,检查电机(与油泵同轴)旋转方向是否与油泵铭牌上旋向一致。如不符合则应改正,取得一致后,再进行下述调节工作。
3.3按所剪板厚度按动面板上的间隙调整按钮,调节刀片间隙,间隙值见左墙板上扇形刻度表和刀口间隙推荐值表。 3.4根据所需要长度,调节后挡料距离。 3.5根据需要选择剪切功能开关(如单次、连续、点动)。 3.6上述工作准备完毕后,即可进行试剪,踩下脚踏开关进行剪切工作(单次剪切时,应每次踏动开关一次,连续剪切时,只须将旋转按钮旋转至连续档即可)。 3.7当发生故障或需要停机时,按下红色急停止按钮即可。 经过空运转试车和负荷试车后,工作状态符合机器规范,则可以投入正常工作,如若出现异常应予排除,才能投入正常工作。 4.油箱加油:油箱清洗干净后,注入46#液压油,使用的液压油必须是清洁的、经过过滤的。注入油量至油杯中线为止,并应定期更换新油。建议不要在低油温下工作(-5℃以下)。在温度较低时,可让机床空运转一段时间,如有必要可在液压系统中安装加热器。液压系统正常工作油温不应超过60℃. 5.机床润滑:良好的润滑是保障机床正常运转和延长使用寿命的必要条件,应按说明书规定的规范进行。 其中主要润滑点有: a、后挡料的导向杆和丝杆。每周润滑一次(丝杆应经常清理 灰尘和油污); b、三个滚动导轨,在投入使用的初始阶段必须润滑一次; c、对于外露的易磨损件、滚动轴承等,即使未设润滑点,每
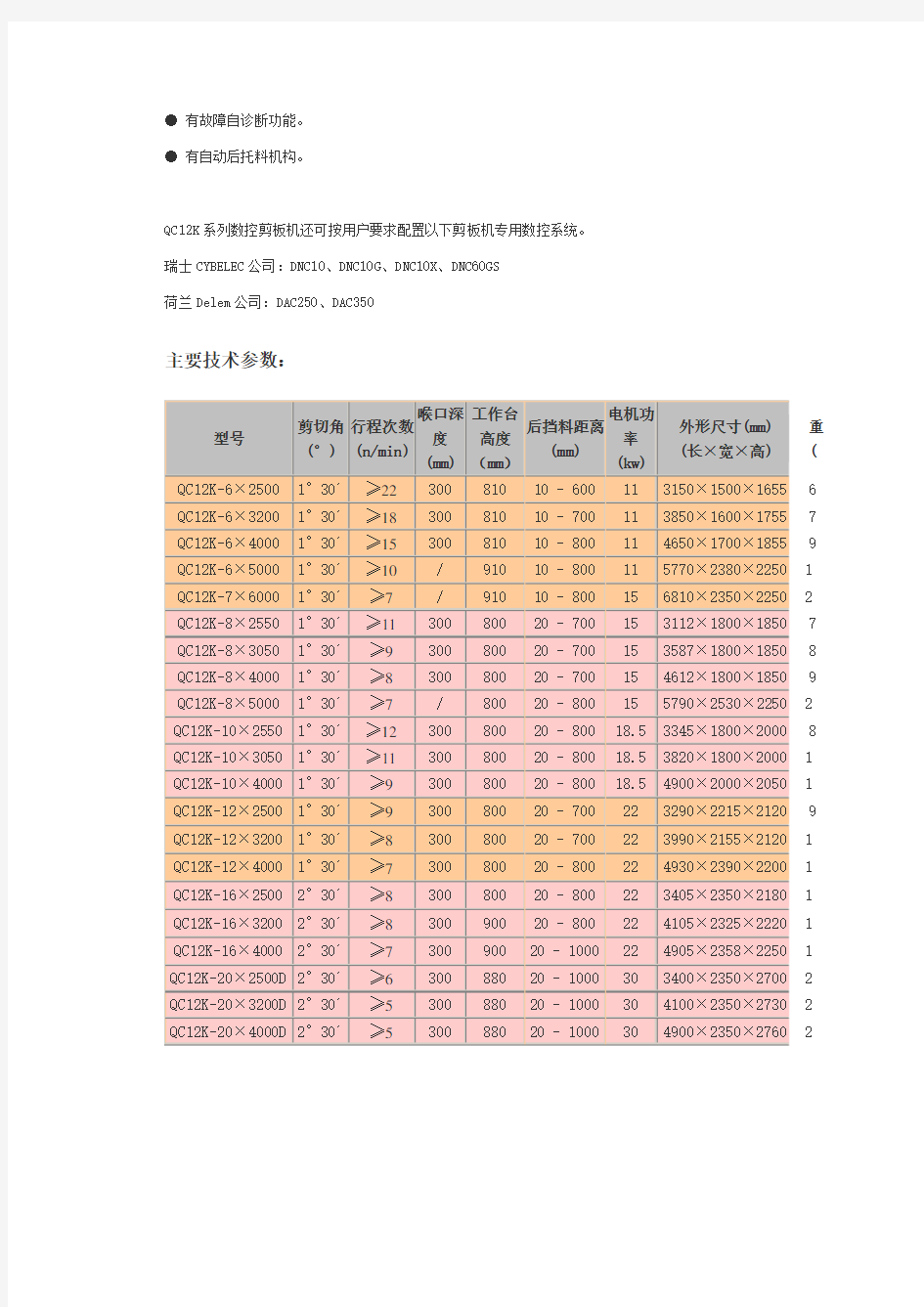
哈默剪板机的主要结构和点 1、机架采用钢结构件,左、右立板,工作台和压料板焊接成一整体结构,焊后经回火消除其内应力,故整体钢性好,稳定性高。 2、刀架采用钢结构件,在两侧油缸的推力作用下,可绕固定销轴作摆式运动,完成剪切动作,无需导轨系统。剪切终了时,在回程缸的作用下,刀架快速自动回程。具有快速调节刀片间隙机构,刻度值在刻度盘上显示。 3、后挡料安装于刀架上,随刀架作摆式运动。挡料距离的调节由电机驱动,通过一传动轴及一对链轮副传动,分别传递到左右丝杆,带动挡料架沿导向杆作前后移动,在机器前面按钮盒的按钮面板上有两个按钮操作,分别为向前、后粗调按钮,按住其中的按钮时后挡料做快速的向前、向后移动。在按钮盒上有一个调节手轮,对行程进行微调定位,按钮盒上有一机械数显表显示后挡料的挡料距离。 4、液压系统安装于油箱端面,油箱固定在机架横梁上,清洗、拆卸方便。系统压力由油泵供给,各阀在电气液压系统的控制下,可实现压料脚压料与刀架向下剪切顺序动作及其它各动作规范。 5、压料装置主要由一组压料缸组成,刀架下行前,压料缸柱塞克服弹簧的作用下压,压紧板料,剪切结束后,在弹簧的作用下复位。设有防护栅,起安全保护作用。 6、本机器采用三相系统电源(380V)供电,控制电路电压(220V)由控制变压器提供,执行电路电磁阀所需直流电源(+24V)由变压器和硅整流器提供。 QC12Y系列液压数控剪板机技术参数 型号可剪板厚 (mm) 可剪板宽 (mm) 剪切角度 ( 度) 行程次数 ( 次/分) 后挡料调节 范围(mm) 主电机 功率(kw) 外形尺寸(L×W×H)(mm) 4×2500425001°30≥1820-600 5.5 3040×1610×1650 4×3200432001°30≥1420-600 5.53840×1610×1650 4×4000440001°30≥1020-600 5.54640×1705×1700 4×5000450001°30≥1020-6007.55786×2200×2160 6×2500625001°30≥1820-6007.53140×1610×1650 6×3200632001°30≥1420-6007.53840×1610×1650 6×4000640001°30≥1020-6007.54640×1705×1700 6×5000650001°30≥1020-750115786×2200×2160 6×6000660001°30≥720-800156900×2570×2280 8×2500825001°30≥1420-600113040×1610×1650
一般得工厂里都会有很多得机械设备,可以说它们这些机械设备是生产得主力军,通常它工作得时间很长,如果在日常得时候我们不注重保养它,它会出现问题得几率就会很大。那如何对它进行保养和日后得维修呢? 数控液压剪板机出现故障之后一般都需要专门的检修人员进行维修,而不是由设备的操作人员进行维修。具体步骤: 1、维修人员需要向设备操作者了解剪板机的运行情况,比如询问剪板机在出现故障之前有什么异常现象,设备在近期出现过什么故常与否,操作人员在工作前有没有做好相关的准备工作等等,了解这些有利于对剪板机故障做初步的判断。 2、观察数控剪板机的液压系统情况。包括:压力值、速度、是否漏油等。 3、可以尝试着启动设备,看看出现故障的点,通过振动、异常声音等来判断出现故障的位置。
4、看看油液的温度变化情况,看看机械部位的相关连接部位是否有松动、卡死等情况。 根据剪板机厂家的经验,只要通过上述步骤的检查,基本就可以找出出现问题的地方和原因了。 设备润滑绝对是液压剪板机的日常维护工作的重点,每个液压剪板机用户都会建立设备的润滑资料,对操作人员有严格的润滑工作要求,因为做好设备的润滑事项是延长设备寿命的最基本保证。 数控剪板机需要润滑的部位有:左右回程缸的上下两端各有一个润滑点;后挡料的两个螺母各有一个润滑点;上刀架的支点处左右各有一个点;调整刀具间隙的轴套上左右两端各一个润滑点;两端油缸的活塞缸也需要润滑,两端油缸的垫块也是两个润滑点。 至于加油的方法,上面所说到的润滑点的加油方法都可以直接使用油枪注入润滑油。 润滑油的类型:可以使用钙基润滑脂和机械油,两者各一半混合后使用;需要使用石墨锂基脂油的唯一润滑点是两端油缸的垫块处。
QC11Y系列液压闸式剪板机使用说明书 产品规格:------------ 出厂编号:------------ 济南金冠机床设备有限公司
前言 尊敬的用户: 感谢您选购本公司设计制造的液压剪板机,为了使本机床能更好的为您服务,我们在本(使用说明书)将详尽的为您介绍本机床的结构、性能、工作原理及正确的操作、保养、维护的方法。 本(使用说明书)有机械部分,电器部分和液压部分组成,恳请用户在使用前务必详细阅读(使用说明书),已对本机床有个全面的了解,使机床能更好的为您服务。 请用户妥善保管该(使用说明书)
一、机床的用途 本机床使用于一般机械制造,电机,电器及轻工业等行业。 用于各种金属板料(抗拉强度<450Mpa)的直线剪切,相应减少剪切厚度,改进刀片材质后,也可剪切低合金钢、不锈钢、弹簧钢等抗拉强度较高的板料。 二、机床的性能及特点, 1、机床设有前后档料,后档料采用电机驱动,数字显示数值设 计新颖,调节方便可靠。 2、上刀架的行程量可以进行无极调节,以提高剪切下料时的行 程次数。 3、机床剪切口处装有安全防护栏,确保操作安全。 4、刃口间隙调节迅速、方便,并有刻度指示。 5、采用先进的液压集成阀块,结构紧凑,减少管路连接,提高 了系统的可靠性及易维修性。 6、三点支撑滚动导轨,消除支撑间隙,提高剪切质量,减少摩 擦阻力,使刀架运行更平稳。 7、蓄能器氮气回程,平稳迅速。 8、矩形刀片,四个刃口均可使用,延长使用寿命。 9、剪切角可调,减少板料扭曲变形,加大剪切力。 10、下刀采用内倾结构,便于落料,并提高板材的剪板精度。 11、滚动托料球,减少板料划伤,并使板料移动方便。
液压系统设计计算举例 液压系统设计计算是液压传动课程设计的主要内容,包括明确设计要求进行工况分析、确定液压系统主要参数、拟定液压系统原理图、计算和选择液压件以及验算液压系统性能等。现以一台卧式单面多轴钻孔组合机床动力滑台液压系统为例,介绍液压系统的设计计算方法。 1 设计要求及工况分析 1.1设计要求 要求设计的动力滑台实现的工作循环是:快进 → 工进 → 快退 → 停止。主要性能参数与性能要求如下:切削阻力F L =30468N ;运动部件所受重力G =9800N ;快进、快退速度υ1= υ3=0.1m/s ,工进速度υ2=0.88×10-3m/s ;快进行程L 1=100mm ,工进行程L 2=50mm ;往复运动的加速时间Δt =0.2s ;动力滑台采用平导轨,静摩擦系数μs =0.2,动摩擦系数μd =0.1。液压系统执行元件选为液压缸。 1.2负载与运动分析 (1) 工作负载 工作负载即为切削阻力F L =30468N 。 (2) 摩擦负载 摩擦负载即为导轨的摩擦阻力: 静摩擦阻力 N 196098002.0s fs =?==G F μ 动摩擦阻力 N 98098001.0d fd =?==G F μ (3) 惯性负载 N 500N 2.01 .08.99800i =?=??= t g G F υ (4) 运动时间 快进 s 1s 1.0101003 11 1=?==-υL t 工进 s 8.56s 1088.010503 322 2=??==--υL t 快退 s 5.1s 1.010)50100(3 3 2 13=?+=+= -υL L t 设液压缸的机械效率ηcm =0.9,得出液压缸在各工作阶段的负载和推力,如表1所列。
第一章绪论 1.1剪板机的背景 随着我国制造业的发展,剪板机床的发展越来越成为机械制造行业的中流砥柱,通用型高性能剪板机,广泛适用于航空、汽车、农机、电机、电器、仪器仪表、医疗器械、家电、五金等行业。 锻压机械是指在锻压加工中用于成形和分离的机械设备,1842年,英国工程师史密斯创制第一台蒸汽锤,开始了蒸汽动力锻压机械的时代。1795年,英国的布拉默发明水压机,但直到19世纪中叶,由于大锻件的需要才应用于锻造。随着电动机的发明,十九世纪末出现了以电为动力的机械剪板机和空气锤,并获得迅速发展。二十世纪初,锻压机械改变了从19世纪开始的向重型和大型方向发展的趋势,转而向高速、高效、自动、精密、专用、多品种生产等方向发展。于是出现了每分种行程2000次的剪板机。所谓剪板机一般是指每分钟的行程次数为普通剪板机的5—10倍的剪板机。剪板机是带有自动送料装置,可完成板料高效率、精密加工的机械剪板机,具有自动、高速、精密三个基本要素。 自60年代以来,剪板机已有较大的发展,其每分钟行程次数已从几百次发展到3千次左右,其吨位已从十吨发展到上百吨。目前剪板机主要用在电子、仪器仪表、轻工、汽车等行业中进行特大批量的冲压生产。近年来,随着模具技术和冲压技术的发展,剪板机的应用范围在不断地扩大,数量在不断地增加。预计不久的将来,剪板机在冲压用剪板机中的比例将会愈来愈大。 1.2剪板机在国内外的研究状况 近十多年来,随着对发展先进制造技术的重要性获得前所未有的共识,冲压成形技术无论在深度和广度上都取得了前所未有的进展,其特征是与高新技术结合,在方法和体系上开始发生很大变化。计算机技术、信息技术、现代测控技术等冲压领域的渗透与交叉融合,推动了先进冲压成形技术的形成和发展。 冷冲压生产的机械化和自动化,为了满足大量生产的需要,冲压设备已由单工位低速剪板机发展到多工位剪板机。一般中小型冷冲件,既可在多工位剪板机上生产,也可以在剪板机上采用多工位级进模加工,是冷冲压生产达到高度自动化。 在汽车、航空航天、电子和家用电器领域,需要大量的金属板壳零件,特别
剪板机液压系统QC12Y的故障及排除 时间: 2008-02-02 11:31:01 | 文章来源:中国工程机械银网 一、QC12Y剪板机液压系统的故障及排除剪板机故障现象:油路建立不起压力,上刀架无动作。 剪板机故障产生原因:电磁换向阀电器插头接触不良。 剪板机故障排除方法:检查电器插头。 电磁换向阀阀芯被杂物卡死或拉毛面不动作;组合阀各阀芯密封口有杂物而不起封闭作用:组合阀内各节流孔阻塞,检查拆洗。 上刀架回程缓慢或不能回到上死点,上刀架与压料缸动作顺序不协调:回程缸氮气压力不足,分别检查并加以调整到额定压力(4MPa)。 二、QC12Y剪板机机器的调整与操作 1、刃口间隙的调整 刃口间隙调整的是否恰当是影响剪切质量和延长刀片寿命的重要因素。 间隙调整时暂将锁紧螺钉松开,然后转动手柄至所需的刻度值,再将螺钉锁紧。 球阀作测量上下刀片刃口间隙均匀度之用。具体方法是以单次行程,当上下架行至下死点时,即迅速转动球阀关闭油路,使上刀架停于下死点。然后继续微量开闭球阀,使上刀架在全行程上逐段上升,此时即可逐段测量刃口间隙之均度。 2、操作前的准备 1)清洗各机表面之油污,注意截止阀上刻线应位于开启位置。 2)各润滑部位注入润滑脂。 3)在油箱中加入L-HL46号机械油(油液必须清洁)。 4)机器接地,接通电源,检查各电器动作之协调性。 3、操作 1)开启机器作若干循环,在确保无不正常情况后,试剪不同厚度板料(由薄至厚)。 2)在剪切过程中,打开压力表开关,观察油路压力值,如有不正常可调整溢流阀至合乎规定要求。 3)操作时,如发现有不正常杂音或油箱过热现象,应立即停车检查。油箱最高温度不超过60度。 三、QC12Y剪板机机器的安全技术与维护 1、操作者必须熟悉剪板机的结构和性能。剪板机为多数人同时操作,因此必须有专人负责指挥生产。 2、切忌将手伸入上下刀片之间,以免发生事故。 3、一切杂物工具,请勿放在工作台上,以免轧入刀口造成事故。 4、应定期检查刀口锋利情况,如发现刀口用钝,应及时磨利或调换,刀片之磨利只需磨利刀片的厚度。 5、应定时检查剪板机各部分,以保持机器及周边场地清洁,电缆绝缘良好。 6、装于油泵吸油口上的网式滤油器应经常检查清洗,使滤油器保持应有的通油量。若滤油器被堵塞,通油量减小,将使油泵吸空,影响油泵的寿命。 7、回程缸压力低时,可对回程缸进行充气。方法是:取下保护帽和气阀帽,装上充气工具,充气工具另一端接氮气瓶(不得用氧气),打开充气工具,缓慢打开氮气瓶截止阀,注意充气压力表。至6.0MPa 时立即关闭担气瓶截止阀。关闭充气工具,打开充气工具,装上气阀帽和保护帽。 8、每三个月检查回程缸内氮气压力一次,低于规定压力(4MPa)应充氮气。
第一章引言 毕业设计的目的 毕业设计是学生完成本专业教学计划的最后一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练,这对学生即将从事的有关技术工作和未来事业的开拓都有重要的意义,其主要目的是: 1、培养学生综合分析和解决本专业的一般工程技术问题的独立工作能力,拓宽和深化学生的知识。 2、培养了学生正确使用技术资料,国家设计计策,数据处理,编写技术文件等方面的工作能力。 3、培养学生树立正确的设计思想的设计的构思和创新思维掌握工程设计的一般程序规范和方法。 4、培养学生进行调查研究面向实际,面向生产,而向工人和工程技术人员学习和基本工作态度,工作作风和工作方法。 5、是从理论到实际的一次结合。 1
1.1课题的背景和意义 剪切机是随着工业自动化进程的深入而得到越来越广泛的应用。近二十年来,国内的轧钢生产得到了长足的发展,由于市场对产品不断提出新的要求,生产厂对各种剪切机的要求也在不断的变化。 在钢板弹簧的生产工艺中,钢板剪切下料是关键工序之一,因此,下料机是其重要的板簧设备。过去的下料设备一般采用圆棒剪切机、机械鳄鱼剪床等,都是采用皮带轮、齿轮传动,噪音大,占地面积大,节拍固定,灵活性差。因此,需要开发一种新形式的液压剪床,以适应国内外市场的需求。 精密加工是现代机械加工发展的方向之一,它对毛坯的体积(重量)误差,断面形状及其他几何参数提出越来越高的要求,而现在的下料方法普遍存在能耗高、效率低、材料消耗大和下料质量差等问题。板料高速剪切机是一种新型的剪切下料设备,它采用液压系统驱动,实现高速剪切;板料高速剪切机的液压系统,是保证板料高速剪切机实现动作循环和决定其性能优劣的核心环节。板料高速剪切机要求液压系统工作可靠、响应灵敏度高,具有广阔的市场前景。因此,针对旧式剪切机的上述缺点,展开对液压系统剪切机的研究是符合市场需要的 1.2剪切机的发展及现状 1.2.1剪切机的分类 剪切机的种类很多。对剪切机的分类,从不同的角度出发,有不同的分法。按剪切方式可分为横剪和纵剪;按被剪切钢板的温度分为热剪和冷剪;按剪切机的驱动方式分为机械剪、液压剪和气动剪;按机架的形式分为开式剪和闭式剪;按剪切钢板的品种又分为钢坯剪切机、钢板剪切机、型钢剪切机和切管机等。通常,按剪切机的剪刃形状与配置等特点可分为平行刃剪切机(见图1.1)、斜刃剪切机(见图1.2)和圆盘剪切机(见图1.3)。下面按剪切机的剪刃形状的分类对三种结构分别进行介绍:
摘要 设计中介绍了结晶器液压振动系统,系统通过输入正弦电信号给伺服阀,进而控制液压缸的正弦振动。设计过程中系统的分析了系统的工作状况,以及在该工作状况下所系统所要达到的工作要求。设计中针对系统中的液压泵,伺服阀,液压缸等主要元件的选型经行了详细的计算与校核。 在泵站的设计中,核心部分是泵,油箱以及蓄能器的设计计算与选型,三者的关系是相互影响的,同时,液压系统也受外在因素的诸如工作环境和工作温度的影响,这些影响对系统的影响是非常大的,这个因素考虑的不全面直接影响到系统的工作性能。 在系统的各个参数计算中,根据设计内容所给出的条件,计算出系统液压缸的位移振动曲线。根据振动曲线方程可以求解出系统所需的最大流量,根据计算的结果确定整个系统的工作状况。 系统泵的驱动功率的计算,按照在系统振动过程中各个工况条件下所需功率的平均值,正弦振动的平均速度可以通过正弦振动方程计算出。 设计中的大部分元件都是通过相关参数的计算,根据产品的样本经行选型,以达到系统的要求。 关键词:结晶器;液压伺服系统;激振;正弦振动
Abstract The system of hydraulic vibration system for crystallizer was introduced in the design,To control the sinusoidal vibration of the cylinder, the sinusoidal signal is input into the servo valve by the computer .In the design, the working conditions is analysed,and the requirements of the system under this conditions is also analysed. For the design of the hydraulic system, the pump,servo valves, hydraulic cylinders and other major components of the Selection are detailed calculated and checked. In the design of the pumping station, the core are calculation of the pump, storage tank of the design and selection, the relations among each other are impacted, at the same time, The hydraulic systems are also impacted by external factors such as the working environment and temperature The impact of these effects on the system is very great, if this factor is not taken into consideration, There will be direct impact on the performances of the system. The various parameters of the system is calculated according to the contents of the conditions, and we can calculate the displacement vibration curve of the hydraulic cylinder of the system. According to vibration curve equation,we can work out the most flow of the system , And determine the working conditions according to the results of the whole system. The calculation of the pump-driven power of the system is the average of the power required in the vibration of the system under the working conditions. And the sine vibration equation can be calculated. The most components are selected through the calculation of the relevant parameters, based on a sample of the products selection, to meet the system requirements. Key words: Crystallizer; Hydraulic servo system; Exciting vibration; Sinusoidal vibration
液压摆式剪板机操作规范 1 目的 使操作人员熟悉本机台结构、性能、使用方法及日常维护保养,确保人身及机器安全和机台的正常运转。 2范围 适用于该设备的操作人员及设备工程人员操作使用及维修保养。 3职责 3.1 生产部:负责设备的清洁及日常的维护及管理,依《设备日常点检记录表》(XXXX) 执行各项目之检查,设备故障回馈。 3.2工技部:负责该设备的更新改造、维护保养以及操作规范、点检表和日常保养资料 的编写与修订、设备的资产管理、档案管理、设备台账建档、设备维修使 用耗材加工、请购及库存管理。 4定义 无 5流程 无 6基本操作方法: 6.1工作前必须穿戴好劳动防护用品。
6.2 安全操作 6.2.1 启动前须认真检查电机、开关、线路和接地是否正常和牢固,检查设备各操纵部 位、按钮是否在正确位置; 6.2.2 检查上下刀的刃口间隙和均匀性,检查各定位装置是否符合被加工的要求; 6.2.3 检查上刀口的回程是否可靠,氮气压不足时,补充氮气达所需压力。运行回原点; 6.2.4 设备启动后空运转10分钟,上刀口满行程运动2—3次,如发现有不正常声音或 有故障时应立即停车,将故障排除,一切正常后方可工作; 6.2.5 工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,确保配合人员 均在安全位置方准发出剪切信号; 6.2.6 板料剪切时压料装置必须动作可靠,以防在剪切时板料翘起伤人; 6.2.7 更换刀片时必须切断电源,停止运转后进行; 6.2.8 严禁倾斜、超长度和宽度使用剪床以免损坏刃口,剪切物料时应水平放置,且不
能抵在靠板底部,以免剪切时撬坏挡料板。禁止剪淬过火的钢材、铸铁和超厚的钢板。严禁剪双料; 6.2.9 一切杂物工具,切勿放在工作台上,以免轧入刀口,造成事故。机床工作时,机 床后部不允许站人; 6.2.10 严禁手指超过压料装置和手过压料装置去拨刀口和对面搁料。剪料是要注意手指 安全,特别是剪短料; 6.2.11 运行中发现连车、崩刀应立即停止工作,并通知当班领导,检修好再工作; 6.2.12 经常注意压力表的指示情况,严格执行润滑制度,操作中按照设备上规定的机器 润滑点指示图进行润滑; 6.2.13 按要求进行日常保养和月保养,特别刀口的锋利情况; 6.2.14 机床必须经常保持清洁,未油漆的部分防锈油脂。剪板机在使用过程中可能产 生如下的情况 :开动剪板机机器作空转若干循环,确保在正常情况下,试剪不同 厚度板料,由薄至厚。剪板机在剪切过程中打开压力表开关,观察油路压力值,剪12mm板时压力应小于20MPa。此远程调压阀No9,出厂时压力调定20—22MPa,用户必须遵守此规定,不得为剪超规定材料面提高压力,造成机器损坏。操作时 声音平衡。剪板机如有杂音,应停车检查。试剪时不同板厚时必须调对不同刀片 间隙。若不调对相应的刀片间隙,则影响刀片耐用度。剪板机操作时油箱提高温 度<60度超过时关机休息,发生异常杂音或油箱过热(<60℃),立即停机,通 知设备工程人员检查原因并及时排除; 6.2.15 操作人员不得擅自离开工作岗位,若需要离开应切断电源; 6.2.16 严禁非车间指定操作人员私自操作剪板机。 6.3 设备日常维护与定期维护、保养 在进行机床保养或擦机前,应将上模对准下模后放下关机,直至工作完毕,如需进行开机或其它操作,应将模式选择在手动,并确保安全。 6.3.1 日常维护 每天开机应当清除机床和周围的异物,和金属碎屑.检查模具安装是否牢固.电器 开关,电缆线,各紧固件是不正常,有没有松动并记录于『设备日常点检记录表』。 机器的润滑开动机器前,依据润滑图所指明的位置注入润滑油,每班工作中也应适时加油,加油部位及时间间隔表如下图:
剪板机液压系统设计
————————————————————————————————作者: ————————————————————————————————日期: ?
扬州市职业大学 毕业论文(设计) 论文(设计)题目:剪板机液压系统设计 系别:机械工程系 专业:机电一体化 班级: 02机电(2) 姓名:周金秋 学号: 指导老师: 完成时间: 2005年6月
毕业设计的目的 毕业设计是学生完成本专业教学计划的最后一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练,这对学生即将从事的有关技术工作和未来事业的开拓都有重要的意义,其主要目的是: 一、培养学生综合分析和解决本专业的一般工程技术问题的独立工作能力,拓宽和深化学生的知识。 二、培养了学生正确使用技术资料,国家设计计策,数据处理,编写技术文件等方面的工作能力。 三、培养学生树立正确的设计思想的设计的构思和创新思维掌握工程设计的一般程序规范和方法。 四、培养学生进行调查研究面向实际,面向生产,而向工人和工程技术人员学习和基本工作态度,工作作风和工作方法。 五、是从理论到实际的一次结合。
第一章概述 一.摘要 本机器用于剪切厚度为1~6mm,宽度为2500mm的钢板。 被剪切板料强度以450N/mm2为准,如需剪切其它强度的板料时,应相应减薄被剪板料的厚度。 本机器采用钢板焊接结构,液压传动,氮气缸回程,电气控制.工作平稳可靠,机器体积小,重量轻,刚性好,操作方便等优点。 调整刃口间隙迅速方便,机器设有前后挡料,后挡料采用机械传动,转数器显示数值,并能作手动微调,调节方便可靠.前挡料采用标尺计数,挡块定位,另外还设有灯光照明,便于划线剪切,通过时间继电器可任意调节上刀架的行程,以提高剪切窄板料的效率。 二.课题简介 本课题来源于江苏国力锻压机床有限公司,本课题设计的对象为剪板机。 此机器用于剪切厚度为1~6mm,宽度为2500mm的钢板,被剪切板料强度以450N/mm2为准,如需剪切其它强度的板料时,应相应减薄被剪板料的厚度。与同类产品比较,本机器采用钢板焊接结构,液压传动,氮气缸回程,电气控制.工作平稳可靠,机器体积小,重量轻,刚性好,操作方便等优点。 由于此机器设计工作量大,设计时间的限制,以及诸多因素的影响,故选其液压控制部分作为我的设计内容,它包括了:如何完成剪切,如何压料及卸料的过程。
数控剪板机安全操作规程 1、操作前要穿紧身防备保护服,袖口扣紧,上装下摆不能敞开,不得在开动的机床旁穿、脱更衣服,或围布于身上,防止机器绞伤。必需戴好安全帽,辫子应放入帽内,不得穿裙子、趿拉儿。 2、本机床操作人员必需熟悉数控剪板机首要结构、性能和使用要领。 3、本机床适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必需是无硬痕、焊渣、夹渣、焊缝的材料,不允许超厚度。 4、数控剪板机的使用要领: a、按照被剪材料的厚度,调解刀片的间隙。 b (根据被剪材料的宽度调解靠模或夹具。 C、机床操作前先作 1 - 3 次空行程,正常后才可实施剪切工作。 5、使用中如发现机器运行不正常,应立即切断电源停机检查。 6、调解机床时,必需切断电源,移动工件时,应注意手的安全。 7、床各部应经常连结润滑,每一班应由操作工加注润滑油一次。 (一)工作前当真作到: 1、作空运转试车前,应先佣人工盘车1个工作行程,确认正常后才能开动设备。 2、有液压装配的设备、检查储油箱油量应充足。启动油泵后检查阀门、管路是否有泄漏现象,压力应符合要求。打开放气阀将系统中的空气放掉。 (二) 工作中当真做到: 1、禁绝剪切叠合板料,禁绝修剪毛边板料的边缘,禁绝剪切压不紧的狭小板料和短料。
2、刀板间的间隙应根据板料的厚度来调正,但不得大于板最的1/30。刀板应紧固牢靠,上、下刀板面连结平行,调正后应佣人工盘车检验,以免发生不测。 3、刀板刃口应连结锋利,如刃口变钝或有倾圯现象,应实时更换。 4、剪切时,压料装配应牢牢地压紧板料,禁绝在压不紧的状态下进行剪切。 5、有液压装配的设备,除节流伐外其他液压阀门禁绝私自调正。 1、对于液压摆式数控剪板机剪切板料的厚度,应根据《板料极限强度与板厚瓜葛曲线图》来确定。 (三) 工作后应将上刀板落在最下位置上。 数控剪板机的安全技术要求: 数控剪板机是机加工中应用比较广泛的一种剪切设备,它能剪切各种厚度的钢板材料。常用的数控剪板机分为平剪、滚剪及震动剪3种类型。平剪机是使用量多的。剪切厚度小于10mm的数控剪板机多为机械传动,大于10mm的为液压动传动。一般用脚踏或按钮操纵进 行单次或持续剪切金属。操作准控剪板机时应注意: (1)工作前要当真检查数控剪板机各部是否正常,电气设备是否完好,润滑系统是否流通;清除台面及其周围放置有工具、千分尺等杂物以及边角废物。 (2)不要独自1人操作准控剪板机,应由2-3人协调进行送料、控制尺寸精度及取料等,并确定由1人同一批示。 (3)要根据规定的剪板厚度,调解数控剪板机的铰剪间隙。禁绝同时剪切2种不同规格、不同材质的板料;不得叠料剪切。剪切的板料要求表面平整,禁绝剪切无法压紧的较窄板料。 (4) 数控剪板机的皮带、飞轮、齿轮以及轴等运动部位必需安装防备保护罩。
盛年不重来,一日难再晨。及时宜自勉,岁月不待人。 JFY VR系列数控液压闸式剪板机培训手册 DAC360系统 金方圆 2015-2-19 江苏金方圆数控机床有限公司培训中心
目录 第一章 VR系列数控液压闸式剪板机.................................................. - 2 - 1.VR系列数控液压闸式剪板机技术参数 .............................................. - 2 - 2.VR系列数控液压闸式剪板机主要用途、性能和特点................................... - 3 - 3.机床的使用环境................................................................. - 4 -第二章机床操作..................................................................... - 5 - 1.开机前的准备................................................................... - 5 - 2.机床操作....................................................................... - 6 - 3.系统操作....................................................................... - 9 -第三章机床机械部分的维护与调整..................................................... - 16 - 1.后挡料驱动带张力的调整(图一)................................................ - 16 - 2.侧支撑臂的调整(图二)........................................................ - 17 - 3.前支撑臂(图三).............................................................. - 17 - 4.前挡块的调整(图四).......................................................... - 17 - 5.滑块导轨间隙调整(图五)...................................................... - 18 - 6.刀片的拆装(图六)............................................................ - 18 - 7.刀片刃口间隙调整(图七、图八、图九) ............................................ - 19 - 8.后挡料板的调节(图十) (22) 9.机床日常维护保养 (23) 第四章机床液压部分工作原理 (33) 1.液压系统工作状态 (33) 2.液压系统工作原理(图十三、图十四) (33) 第五章机床常见故障及排除方法 (41) 1.机床故障原因分析与处理方法 (41) 2.PLC信号对照表 (45)
JFY VR系列数控液压闸式剪板机培训手册 DAC360系统 金方圆 2015-2-19 江苏金方圆数控机床有限公司培训中心
目录 第一章 VR系列数控液压闸式剪板机.................................................. - 2 - 1.VR系列数控液压闸式剪板机技术参数 .............................................. - 2 - 2.VR系列数控液压闸式剪板机主要用途、性能和特点................................... - 3 - 3.机床的使用环境................................................................. - 4 -第二章机床操作..................................................................... - 5 - 1.开机前的准备................................................................... - 5 - 2.机床操作....................................................................... - 6 - 3.系统操作....................................................................... - 9 -第三章机床机械部分的维护与调整..................................................... - 16 - 1.后挡料驱动带张力的调整(图一)................................................ - 16 - 2.侧支撑臂的调整(图二)........................................................ - 17 - 3.前支撑臂(图三).............................................................. - 17 - 4.前挡块的调整(图四).......................................................... - 17 - 5.滑块导轨间隙调整(图五)...................................................... - 18 - 6.刀片的拆装(图六)............................................................ - 18 - 7.刀片刃口间隙调整(图七、图八、图九) ............................................ - 20 - 8.后挡料板的调节(图十) (23) 9.机床日常维护保养 (24) 第四章机床液压部分工作原理 (34) 1.液压系统工作状态 (34) 2.液压系统工作原理(图十三、图十四) (34) 第五章机床常见故障及排除方法 (42) 1.机床故障原因分析与处理方法 (42) 2.PLC信号对照表 (46) - 1 - - -