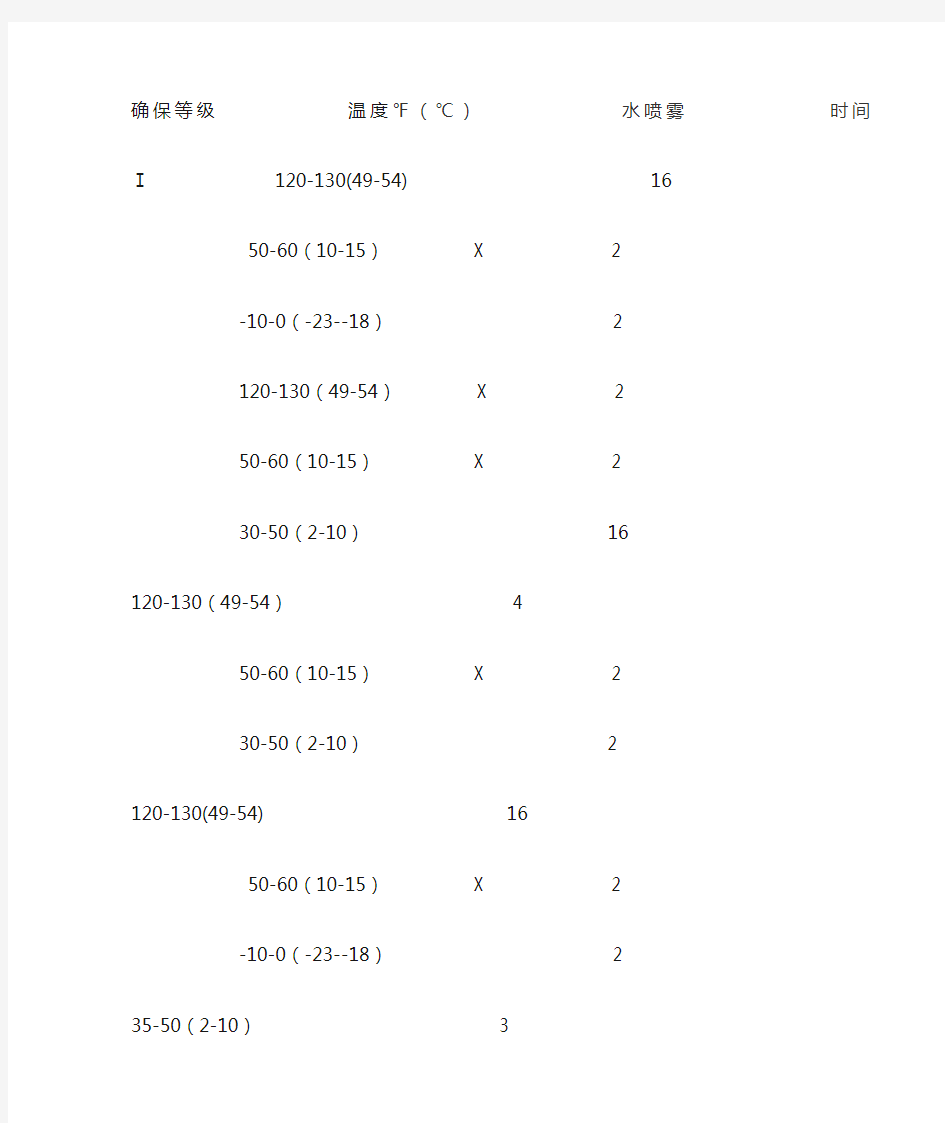
确保等级温度℉(℃)水喷雾时间
Ⅰ120-130(49-54) 16
50-60(10-15)X 2
-10-0(-23--18) 2
120-130(49-54)X 2
50-60(10-15)X 2
30-50(2-10)16
120-130(49-54) 4
50-60(10-15)X 2
30-50(2-10) 2
120-130(49-54) 16
50-60(10-15)X 2
-10-0(-23--18) 2
35-50(2-10) 3
120-130(49-54)16
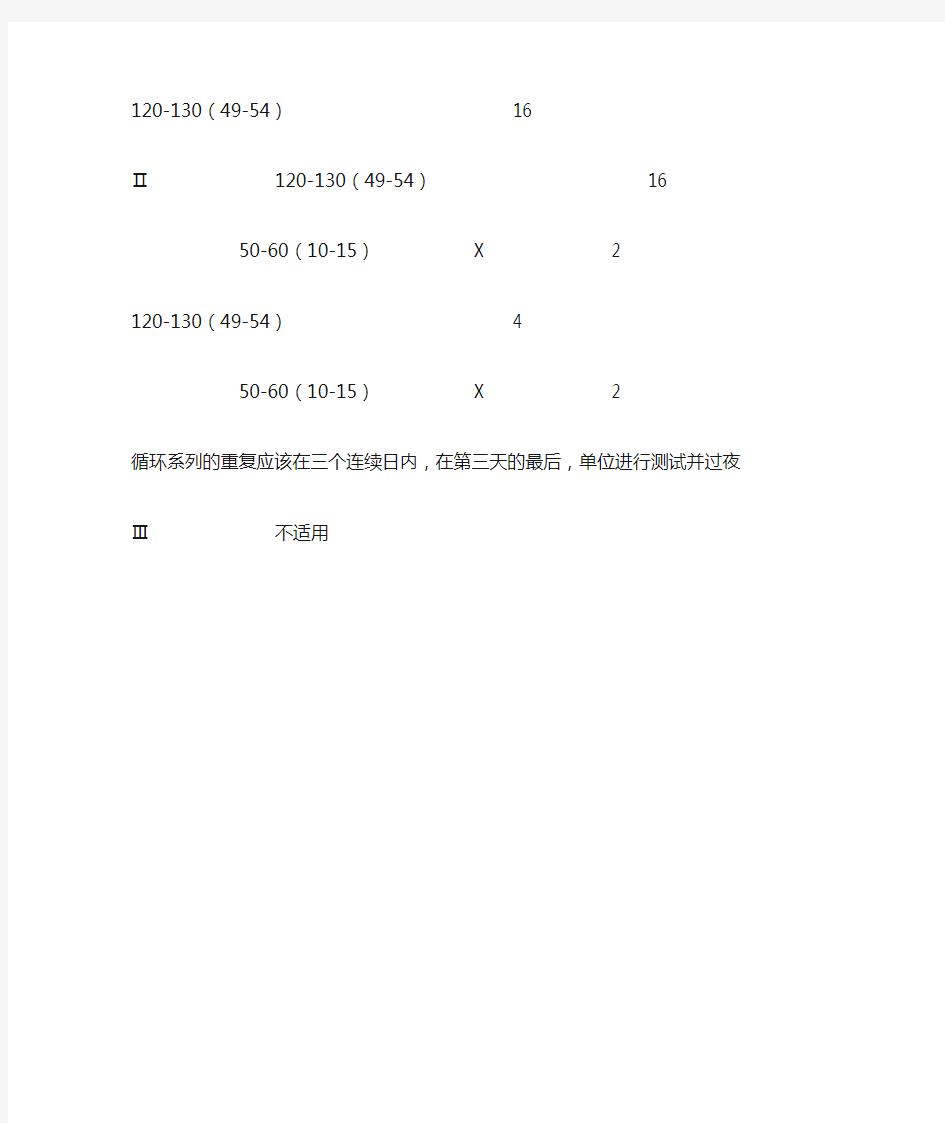
Ⅱ120-130(49-54)16
50-60(10-15)X 2
120-130(49-54) 4
50-60(10-15)X 2
循环系列的重复应该在三个连续日内,在第三天的最后,单位进行测试并过夜
Ⅲ不适用
ASTM A 216/A 216M—04 高温用可熔焊碳钢铸件标准规范 1. 范围 1.1 本标准适用于高温并能与其他铸钢件或锻钢件熔焊组成的阀门、法兰、管件或其它承压部件碳钢铸件。 1.2 本标准包括三种牌号钢材: WCA、WCB和WCC。根据设计、使用工况、机械性能和高温特性来进行选择。 1.3 本标准中分别采用英寸—磅制单位和SI国际单位制单位,国际单位制数值用括号表示。两种单位制对应数值并不完全相等,因此,每种单位制必须独立使用。两种单位制的混合使用可能导致与本标准不相符。 2 引用标准 2.1 ASTM标准: A 488/A 488M 钢铸件焊接工艺规程和焊接人员资格评定标准 A 703/A 703M 承压部件钢铸件通用要求 A 985/A 985M 承压件用熔模钢铸件通用技术要求 E 165 液体渗漏探伤方法 E 709 磁粉探伤检测 2.2 阀门及配件工业制造商标准化协会标准: SP 55 阀门、法兰、管件及其他配件用钢铸件(目测) 3 一般交货条件 3.1 除了熔模钢铸件,按本标准提供的的材料应符合A 703/A 703M标准的相应要求,包括符合购买方在订单中规定的补充要求。不遵照标准 A 703/A 703M 规定可能会造成与本标准的不一致性。万一本标准与标准A 703/A 703M发生冲突,应以本标准为依据。 3.2 按本标准提供的熔模钢铸件应符合标准A 985/A 985M的要求,包括购买方订单中的补充要求。不遵照标准A 985/A 985M的规定将造成与本标准不相符。如果本标准与标准A 985/A 985M发生冲突,应以标准A 985/A 985M为依据。 4. 定单内容 4.1 询价和定单应包括或规定以下内容: 4.1.1 用型模号码或图纸描述铸件(铸件图纸应注明尺寸公差); 4.1.2 钢牌号; 4.1.3 选择的标准规范; 4.1.4 铸件是否可使用熔模铸件方法等; 4.1.5 包括验收标准在内的补充要求。 5. 热处理 5.1 所有的钢铸件都应进行适合其设计和化学成分的热处理。 5.2 除了规定要按补充要求S15供货外,铸件应以退火、正火或正火加回火状态供货。 5.3 热处理应在铸件温度冷却到相变区域以下后进行。
塑料课程设计 课程名称 班级与班级代码 专业 学号: 姓名: 提交日期:年月日 青岛科技大学高分子科学与工程学院 ABS直角弯头设计 1.设计目的: 运用所学的基础理论和专业知识通过课程设计的实践,巩固和掌握专业知识,并为今后的毕业论文做必要的准备。通过塑料工程课程设计,掌握塑料工程设计中材料的选择、制品设计结构的设计、加工设备的确定、生产工艺的要求,学习资料的查找、收集,方案的特点及几种方案的比较,提高计算、绘图能力。建立起一个完善的、符合塑料制品生产要求的整体过程。 2.设计任务和要求 设计任务:输水直角弯头 设计要求:5万个/月 3.设计 设计的一般程序
3.1制品设计 3.1.1 材料的选择 原料选择: 注塑级ABS 特性备注:低温冲击强度好,光泽度硬度较好。 价格:9100-9300/吨 相关参数:
生产配方: ABS 100 3.1.3 制品形状方面: 图2-1 直角弯头零件图 从零件壁厚上看,塑件最小壁厚4mm,塑件壁厚较为均匀,壁厚大小适中,不会放大充模阻力,不易出现缺料现象,也避免了壁厚太厚所容易出现的气泡、凹陷等缺陷,有利于零件的成型。 塑件冷却后会包紧在抽芯型芯上,为了使脱模顺利,φ75.4mm孔处应设置脱模斜度,查取ABS常用脱模斜度35′~1°。 该弯头属于输水管路连接件,弯头除需具备良较高的冲击强度、良好的尺寸稳定性和耐腐蚀性外,无其他较为特殊的工艺要求。塑件选择的ABS材料综合力学性能好,满足塑件机械性能要求。 综合分析,在注射成型工艺参数控制良好的条件下,零件的成型要求可以得到保证。 3.2 模具设计 3.2.1 确定生产方式 采用注射成型 注塑模具由动模和定模两大部分组成,分析直角弯头成型零件的特点,知道本次设计的模具应包括成型零件、浇注系统、导向机构、推出机构、侧抽芯机构、模温调节系统。
1目的 这些测试用来评估一个货运箱在实际运输过程中受到的振动时的承受性能(包括它的内包装,封箱方法,以及箱的结构强度和它提供给产品的保护能力)。这些程序适合任何样式、材料、种类、内包装设计、封装方法及尺寸、重量的货运箱。这些程序不是用来评定 1.2方法 A1重复振动(垂直运动)测试 A2重复振动(旋转运动)测试 B单个货运箱共振(垂直运动)测试 C水平负载、复合负载、垂直负载共振测试 1.3这个标准并不会列出所有安全关系,除非,是关联到标准的使用。标准使用者的责任是:确保适当安全和健康操作及监测标准使用前预先调整界限的适用性。指定预防说明见第6部分。 1.4这些方法符合ISO8318和ISO2247 2.相关文件 3.术语 Double amplitude:双重振幅-正弦曲线输入地最大值。 Octave:信频程-两个有一定比率的频率的时间间隔 PSD:功率谱密度- 3.1.4重复振动:由于摆动输入使放在测试平面上的样办与平面重复撞击。 3.1.5共振: 4.意义和使用 4.1在运输过程产生的振动中,货运箱受到复杂的动态的压力。要求货运箱受到运输中可能受到振动,从而模拟产生近似真实的损坏或没有损坏。 4.2运输过程的共振响应是剧烈的,可能会导致包装或产品失效。确认临界频率和包装受到的压力种类,会令到这种失效减到最低程度。 4.3振动测试要基于典型测试场地数据。可能的话,实验数据与实际场地的相比较一下,以提高我们对实验的信心。 4.4振动摆放方位会影响到货运箱、它的内包装、封装和内在产品。测试允许分析这些部件的相互作用。更改其中一个或多个部件的设计,使货运箱性能符合运输环境的要求。 4.5方法A1和方法A2,重复振动测试,适合放在运输车里没有受到任何限制的单个货运箱及因单个负载或堆放负载的放大振动而受到重复振动的货运箱。 备注1:方法A1和方法A2产生不同的振动运动,从而产生不同的力导致不同的损坏类型和强度。两种测试方法的测试结果不能相互关联。 4.6 B方法B,单个货运箱共振测试,测试或评估单个货运箱承受振动能力和它的内包装在运输中保护产品的能力,尤其是货运箱和产品有表现出共振响应时。 备注2C来测试。 4.7方法C复合堆放或垂直堆放的共振测试,包括评估负载平行堆放或复合堆放时共振的存在和影响,以及货运箱的强度是否足够承受动态负载的堆放。 4.8这些测试方法的使用,由适当的操作要求(包括测试强度、频率范围、测试周期)来确定。虽然这些测试没有模拟到运输环境,它们是用来创造运输环境损坏产生潜在能力。这些测试的结果是相互不同的。 5.仪器
化妆品运输包装件性能检测项目及评价方法 点击次数:161 发布时间:2009-9-21 17:42:25 化妆品作为一种时尚消费品,不但需要优质的包装材料,以提升其身价,同时也需要在运输中对内包装和产品实施最佳保护。本期“采购与检测”栏目请到上海家化联合股份有限公司包装评估室主任曹晖工程师以上海家化联合股份有限公司对化妆品运输包装件的检测和评价为案例,为我们介绍化妆品运输包装件的性能检测项目及评价方法。 曹晖工程师说:“化妆品的运输包装不能简简单单地认为只是几片瓦楞纸板而已,其中蕴含着很深的学问,我们用户企业已经清楚的认识到这一点,相应的我们对纸箱供应商也提出了较高的要求。上海家化联合股份有限公司这些年对化妆品运输包装件的检测积累了很丰富的经验,并形成了一套较为完善的评价体系。”在此,曹晖工程师与纸箱厂读者交流与讨论化妆品运输包装件的性能检测项目及评价方法。 时下,化妆产品的包装越来越多样化、新颖化,确保包装精美的产品完好无缺的到达消费者的手中,除了要保证内部产品以及灌装容器无破损外,还要保证外部的销售包装即花盒不因受挤压而变形。这就对我们的运输包装提出了很高的要求,这也就是为什么现代化妆品包装对运输包装的要求越来越高的原因,国家对此也制定了相关的标准。 化妆品运输包装的特点 在化妆品行业中,因其流通环境及运输手段的特殊性,因此对运输包装的控制较为严格,故有些测试内容不再进行,况且化妆品运输包装有以下几个特点: 运输包装均以采用纸箱为主导; 包装主要为小尺寸纸箱,有别于电子、家电产品等包装物件; 内装物质量轻,一般具有可流动性的特点; 以公路运输、集装箱货运为主要运输方式。 因化妆品内包装材料的复杂性,包括塑料、玻璃、金属、纸等,所以运输包装的重要性可想而知,面对这些方面,我们的运输包装主要考虑以下几个方面: 2冲击能量的吸收性能 2振动能量的吸收性能
Designation: D 4169 – 08 船运集装箱和系统的性能试验的标准实践 1 范围 1.1 这个标准提供了船运单位(在实验室中)承受分配环境的能力的一个统一的基础的评价,这个评价是通过让其经历一个测试计划包括一系列的预期的在不同分配周期可能遇到的各种危险因素来完成的。这种做法的目的不是要取代材料规范或现有的装运前材料测试程序。 1.2 这个测试不包括单件船运包裹的性能测试 1.3 这种方法使用危险材料的合适性还没有被检测 1.4 以英寸和磅为单位所述的值被认为是标准,所提供的在括号中的SI单位是数学转换单位被作为标准值。 1.5 本标准不求解决所有的安全问题,如果有的话,与其使用相关。建立适当安全和健康的做法是使用这一标准的用户自己的负责,并确定使用的合适的规章限制。 2 参考文件 3 科学术语 3.1 定义—包装和分布环境在科学术语中的通用定义 3.2 这一标准的具体词汇的定义: 3.2.1验收标准—当船运单位遭受测试计划后所面对的可接受的质量标准。 3.2.2 确保等级—基于其在典型的分布周期发生的概率基础上的一级一级的测试强度 3.2.2.1 评论—级别1是一个高水平的测试强度且有低的发生概率,级别3是一个低水平的测试强度,但是有比较高的发生概率,级别2介于两者之间, 3.2.3 恢复系数—反弹速度和冲击速度的比率 3.2.4 分配周期(DC)—按顺序列出模拟货运单位从生产到销售特定路由预期发生的各种危险因素的测试时间表。见表一 3.2.5 航空支线飞机—用于运输快递包裹的小的、潜能的、不加压的飞机 3.2.6 危险因素—对于货运单位在分配周期可能遇到的特定的危险事件,这些因素经常由一个单一的测试时间表来模拟。、 3.2.7 货运单位—最小的完整的单位,受到分配环境如集装箱机器内容的影响 3.2.8 测试计划—一个具体的模拟货运单位在分配周期所可能遇到的预期的危险的测试顺序表,包括测试强度和数量,见8.5 3.2.9.测试时间表—所应用的具体的程序,包括三个确保等级强度和一个关于时间表的基础的测试方法的参考 3.2.9.1讨论—时间表的目的是模拟在分配周期可能发生的任何危险因素。见第九部分 3.2.10 总速度变化—反弹速度和冲击速度的总和 3.3 缩写 TOFC---平板车装运载有集装箱的拖车数 COFC---平板车装运载有集装箱数 TL----货车的容量 CL----货车的最低载重量 LTL---低于容量的载货量 4重要性和应用 4.1这种方法提供了一种按照统一来评价货运单位的方法指导,这些推荐的测试等级是根据现有的有关货运和处理环境以及当前的工业/政府工作和经验,测试应该按所给的顺序在同一集装箱中按序进行。作为一种性能测试方法,这种做法要求测试序列完成以后货运单位仍然是未打开的。如果是用于其它目的,如包裹发展,则在整个序列的不同时间打开并察视货运单位是有益的。然而,这可能禁止评价影响集装箱封闭
ASTM D 999-01船运集装箱的振动标准试验方法 1目的 1.1 这些方法包括了装滿了货运箱的振动测试。这些测试用来评估一个货运箱在实际运输过程中受到的振动时的承受性能(包括它的内包装,封箱方法,以及箱的结构强度和它提供给产品的保护能力)。这些程序适合任何样式、材料、种类、内包装设计、封装方法及尺寸、重量的货运箱。这些程序不是用来评定测试时产品设计中预期振箱响应目的,也不是用来测试产品的运作结构是否更适合程序的? 1.2方法 方法A1反复振动测试(垂直运动) 方法A2反复振动测试(旋转运动) 方法B –单个包装箱共振测试 方法C –托盘装运、组合装运或垂直堆叠振动测试。 1.3这个标准并不会列出所有安全关系,除非,是关联到标准的使用。标准使用者的责任是:确保适当安全和健康操作及监测标准使用前预先调整界限的适用性。指定预防说明见第6部分。 1.4这些方法符合ISO8318和ISO2247 2.相关文件 3.术语 Doubleamplitude:双重振幅-正弦曲线输入地最大值。 Octave:信频程-两个有一定比率的频率的时间间隔 PSD:功率谱密度- 3.1.4重复振动:由于摆动输入使放在测试平面上的样办与平面重复撞击。 3.1.5共振: 4.意义和使用 4.1在运输过程产生的振动中,货运箱受到复杂的动态的压力。要求货运箱受到运输中可能受到振动,从而模拟产生近似真实的损坏或没有损坏。 4.2运输过程的共振响应是剧烈的,可能会导致包装或产品失效。确认临界频率和包装受到的压力种类,会令到这种失效减到最低程度。 4.3振动测试要基于典型测试场地数据。可能的话,实验数据与实际场地的相比较一下,以提高我们对实验的信心。 4.4振动摆放方位会影响到货运箱、它的内包装、封装和内在产品。测试允许分析这些部件的相互作用。更改其中一个或多个部件的设计,使货运箱性能符合运输环境的要求。 4.5方法A1和方法A2,重复振动测试,适合放在运输车里没有受到任何限制的单个货运箱及因单个负载或堆放负载的放大振动而受到重复振动的货运箱。 备注1:方法A1和方法A2产生不同的振动运动,从而产生不同的力导致不同的损坏类型和强度。两种测试方法的测试结果不能相互关联。
Designation:D3951–10 Standard Practice for Commercial Packaging1 This standard is issued under the?xed designation D3951;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(′)indicates an editorial change since the last revision or reapproval. This standard has been approved for use by agencies of the Department of Defense. 1.Scope 1.1This practice establishes minimum requirements for packaging of supplies and equipment,exclusive of ammuni-tion,explosives,or hazardous materials,as covered in Title49 of the Code of Federal Regulations. 1.2The values stated in inch-pound units are to be regarded as standard.No other units of measurement are included in this standard. 1.3This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use. 2.Referenced Documents 2.1ASTM Standards:2 D996Terminology of Packaging and Distribution Environ-ments D1974Practice for Methods of Closing,Sealing,and Rein-forcing Fiberboard Boxes D4169Practice for Performance Testing of Shipping Con-tainers and Systems D5118/D5118M Practice for Fabrication of Fiberboard Shipping Boxes D5168Practice for Fabrication and Closure of Triple-Wall Corrugated Fiberboard Containers D5445Practice for Pictorial Markings for Handling of Goods D6039/D6039M Speci?cation for Open and Covered Wood Crates D6251/D6251M Speci?cation for Wood-Cleated Panel-board Shipping Boxes D6254/D6254M Speci?cation for Wirebound Pallet-Type Wood Boxes D6255/D6255M Speci?cation for Steel or Aluminum Slot-ted Angle Crates D6256/D6256M Speci?cation for Wood-Cleated Shipping Boxes with Skidded,Load-Bearing Bases D6880Speci?cation for Wood Boxes D7478/D7478M Speci?cation for Heavy Duty Sheathed Wood Crates 2.2Code of Federal Regulations:3 Title49Transportation(Parts100to199) 2.3Military and Federal Standards:4 MIL-STD-129Military Marking for Shipment and Storage MIL-STD-2073–1Standard Practice for Military Packaging FED-STD-123Marking for Shipment(Civil Agencies) 2.4International Standards:5 ISPM Publication No.15Regulation of Wood Packaging Material in International Trade(International Standards for Phytosanitary Measures(ISPM)) 3.Terminology 3.1Terminology found in Terminology D996shall apply. 3.2De?nitions of Terms Speci?c to This Standard: 3.2.1CONUS—Continental United States(excluding Ha-waii and Alaska). 3.2.2immediate use—used or consumed within seven days of receipt. 3.2.3safe delivery—in packaging—delivery of a shipment to its destination with minimal damage to the package and no damage to the contents. 4.Signi?cance and Use 4.1This practice covers the requirements for the commer-cial preservation,packaging,packing(exterior container), unitization,and marking for supplies and equipment.It pro-vides for multiple handling and shipment by any mode,and storage periods of a minimum of one year in enclosed facilities without damage to the product.It also provides for package 1This practice is under the jurisdiction of ASTM Committee D10on Packaging and is the direct responsibility of Subcommittee D10.18on Miscellaneous Packag-ing(Disbanded8/2010). Current edition approved Aug.15,2010.Published September2010.Originally approved https://www.doczj.com/doc/9f11438987.html,st previous edition approved in2004as D3951–98(2004). DOI:10.1520/D3951-10. 2For referenced ASTM standards,visit the ASTM website,https://www.doczj.com/doc/9f11438987.html,,or contact ASTM Customer Service at service@https://www.doczj.com/doc/9f11438987.html,.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website. 3Available from Superintendent of Documents,https://www.doczj.com/doc/9f11438987.html,ernment Printing Office,Washington,DC20402. 4Available from Document Automation and Production Service,Building4/D, 700Robbins Avenue,Philadelphia,PA19111-5094,.https://www.doczj.com/doc/9f11438987.html,/ quicksearch.. 5Available from the International Plant Protection Convention at http:// https://www.doczj.com/doc/9f11438987.html,/import_export/plants/plant_exports/wpm/index.shtml. Copyright?ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.
吸塑包装验证方案 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
吸塑包装确认方案 设备编号: 模具编号: 编制:日期: 审核:日期: 批准:日期: 部门会签 1 目的 本方案的目的在于对压力泵的初包装设备包装封口机进行安装确认、操作确认及设备性能确认,以确保能提供合适的包装设备和操作方法。 该设备放置于********有限公司净化车间组装间内。 验证依据::2006 2 范围 设备 本次验证确认的设备为包装封口机,公司内部编号为***-***-05。 材料 本次确认使用的材料为PETE薄膜和64g/m2医用涂胶透析纸。材料的具体参数见供应商提供资料。 吸塑膜:制造厂商,;型号规格。 透析纸:供应厂商DUPONT;型号规格Tyvek 1059B 。 重新确认条件 会影响过程参数的原材料改变 安装新的设备部件 过程和/或设备从一个地点移向另一个地点 灭菌过程改变
质量或过程控制显示有下降趋势 OQ包括两部分组成: 1)确认设备的功能操作; 2)确认当设备运行于常规条件、上限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。 封口过程 公司将生产两种型号的压力泵。公司外购的PETE吸塑薄膜和医用透析纸放入产品后,经包装封口机进行热封。 3 依据文件 压力泵企业标准 包装验证控制程序 设备维修保养管理制度 吸塑包装工艺守则 产品初始污染菌监督管理办法 包装封口机操作规程 4 确认小组成员
5 IQ 接受标准 当表1的要求都已满足并有完整的书面文件支持时,可以认为安装确认顺利结束。 表1吸塑包装机安装确认表 设备编号:DP-SC-05
金属材料传导蠕变、蠕变断裂和应力断裂的标准试验方法 1、适用范围 1.1、本标准适用于在恒定温度和恒定拉伸载荷下,测量材料由时间函数决定的变形量(蠕变试验)和加载后的断裂时间(断裂试验)。同时还规定了对试验设备的基本要求。需要参考产品的规范,来确定试验的数量和最长试验时间。 1.2、本标准列出了各试验报告中必须包括的内容。这是为了确保相关感兴趣的组织都 能获得这些有用且容易获得的信息。由于以下原因,报告必须认真对待: (1)采用不同的试验方法获得的试验结果并不相同,因此必须具体说明使用了那种试 验方法; (2)实验报告中缺少详细信息往往会妨碍后续研究中重要试验变量的确定; (3)由于持久试验的时间很长,一般很少重复试验,并且很难保证一些变量始终保持在推荐范围以内。一份详细的报告,并不需要包括所有不在控制精度范围内的试验数据 1.3、本标准不包括缺口试样的试验,这些试验在E292中有详细规定 1.4、本标准不包括短时试验,短时试验在E21中有详细规定。 1.5、本标准中所有单位都采用国际单位。 1.6、本标准不对所有的安全问题负责,使用本标准的用户有责任建立必要的安全保障 并根据需要,对标准的适用范围限制进行调整。 2、引用标准 2.1、A S T M标准: E4测试仪的负荷校准 E6机械试验方法的有关术语 E8金属材料的拉伸试验方法 E21金属材料的高温抗拉试验方法 E29使用试验数据中重要数字以确定对规范的适应性 E74检验试验机力示值用测力仪的校准 E83伸长仪的检验和分类 E177A S T M试验方法中精密度和偏倚术语的使用 E220用比较技术校准热电偶的标准试验方法 E292材料断裂时间的凹口张力试验 E633空气中1800°F(1000℃)作蠕变和应力断裂试验使用热电偶的规则 E1012在拉伸负载下试样调直的验证 2.2、军事标准 M I L-S T D-120量规检验 3、术语
機械可靠度試驗簡介 一、振动试验 1.振动试验概要 振动试验是评估产品在运输及使用过程中承受振动环 境的适应能力,模拟产品可能遭遇的最严酷环境,为产品的设计验证, 品质验证提供失效机理分析,失效统计,保证产品具有更高的可靠性水 平。振动试验要求越来越多,其背景具体体现如下: 1.1 新材料,新工艺的应用。 1.2 整机小型化使元器件密集度更高,更容易受到外部振动影响。 1.3 便携式、车载、机载、航天、经济全球化的物流环境,产品使用环境已变得更 加苛刻和无法估计。 2.振动试验的分类。 振动是物体围绕平衡位置,作往复运动的一种运动形式。 通常用一些物理量(如位移、速度、加速度、频率等)随时间变化的函数式来表示 振动时间历程。 2.1名詞述語: 载具——承载产品用的运输工具或平台。振动试验是一种以模拟载具的试验形式,所以不同的载具表现出的振动特性各不相同,各种载具的振动环境 如下: 註:振动试验不会因为产品之不同而有不同的振动试验规则,而是因为载具不同而有不同的振动试验规则。 2.1.1车载——5---500Hz汽车运输主要的振动来源于路况,发动机的转速,行驶 系统的激振力,这几个方面振动频宽在5——500Hz之间,但由于 充气轮胎本身具有较强的减震能力,是一个较好的高频减震器, 所以对产品作用能量大多在5——200Hz之间,而200-500Hz之 间部分频宽存在的能量随着频率增加而衰减。如图一表示;
3.1.3空运——20---2000Hz空运振动源来自于飞机周围的空气扰流、喷射 气体、气流、音爆、次音速,上述振动源通过机身结构或 其他传递界质,传递到机载之产品上,频宽通常在 20----2000Hz。如图三表示;
一、出口商品瓦楞纸箱检验标准 目前我国出口商品瓦楞纸臬检验所依据的标准是《出口商品运输包装瓦楞纸箱检 验规程》(SN/T02621993)该标准规定了出口商品瓦楞纸箱的技术要求,检验项 目、抽样与检验方法、适用于海运、(陆运及空运出口商品包装用单瓦楞、双瓦 楞纸箱检验。该标准按照内装物最大重量、最大内综合尺寸,(即纸箱长、宽、高总和)及使用瓦楞纸板的种类,将瓦楞纸箱分为8种,如表1所示。 表1SN/0262-1993中出口商品瓦楞纸箱的分类 种类内装物最大重量㎏最大内综合尺寸㎜ 单瓦楞纸箱第一种10 1000 第二种20 1400 第三种30 1750 第四种40 2000 双瓦楞纸箱第一种20 1400 第二种30 1750 第三种40 2000 第四种50 2500 SN/T0262-1993的检验内容包括外观检验、性能检验及型式检验。 (1)外观检验 ①标志:标志的相关要求应依照《包装储运图示标志》执行,同时瓦楞纸箱上还应印有商检部门规定的代码和代号。 ②印刷要求:瓦楞纸箱箱面上印刷的图案、文字应清晰正确、深浅一致、位置准确。 ③压痕线:单瓦楞纸箱的压痕线宽度不大于12㎜,双瓦楞纸箱的压痕线宽度不大于17㎜;折线居中,不得有破裂、断线、重线等缺陷,瓦楞纸箱上不得不有多余的压痕线。 ④刀口:刀口无明显毛刺;成箱后又叠角漏洞直径不超过5㎜。 ⑤箱钉:箱钉应使用带有镀层的低碳钢扁丝,不应有锈斑、剥层、龟裂或其他使
用上的缺陷;间距均匀,单钉距离不大于55㎜,双钉距离不大于75㎜,首尾钉至压痕线边线的距离这(13±7)㎜,钉合接缝处应钉牢、钉透、不得有叠钉、翘钉、不转脚钉等缺陷。 ⑥结合:钉合搭接舌宽为35~55㎜,箱订应沿搭接舌中线钉合,排列整齐,偏斜不超过5㎜,黏合搭接舌宽不小于30㎜,黏合剂应涂布均匀、充分、无溢出,黏合面剥离时面纸不分离;纸箱二片接头对齐,大型箱的剪刀差(结合部位上下端压痕线外两刀距离之差)不大于7㎜,中型箱不大于6㎜,小型箱不大于4㎜,箱体方正。 ⑦裱合:面纸不许拼接、缺材、露楞、褶皱、透胶或有污迹,里纸拼接不得超过两次,拼接头外距摇盖压痕线不得小于30㎜;每平方米瓦楞纸板内脱胶面积不得大于20㎝2,大型纸楞斜不超过3个,中、小型箱楞斜不超过2个。 ⑧摇盖耐折度:瓦楞纸箱成型后,摇盖开合270度往复三次,面纸、里纸应无裂缝。 ⑨含水率:应为(12±4)﹪。 ⑩内尺寸和厚度:大型箱内综合尺寸应小于2000㎜而大于1000㎜,小型箱内综合尺寸应小于等于1000㎜。内尺寸长、宽、高单项极限偏差及纸板厚度要求详见表2。 表2 SN/T0262-1993对出口商品瓦楞纸箱内尺寸长、宽、高单项极限偏差和纸板厚离的要求。
包装件模拟运输旋转振动测试的标准解读及应用分析 通过对标准ASTM D999中的旋转振动测试、ASTM D4169 标准中的程序F松散载荷振动、ISTA标准中的固定位移振动试验和GB/T 4857.7-xx标准中的定位移法这四个标准的分析与综合,探讨包装件模拟运输旋转振动测试的原理、设备要求和程序过程,得出包装件模拟运输旋转振动测试在包装测试中的应用,为模拟运输旋转振动台奠定了理论基础。 在包装运输过程中,包装运输、配送和包装处理是最关键的因素。而运输包装测试根据产品的特点与实际的运输环境,通过实验室的模拟环境,对包装件进行检测和试验,进而通过改进产品的包装特性、结构设计和包装方式以及使用材料,使产品包装达到要求[1]。 评估运输包装件在实际使用中表现的一个简单、快捷、有效且低廉的方法是通过在实验室中进行模拟测试。通过测试的包装,可以保证达到使用稳定性、环保性、循环利用性等指标的要求。机械试验在运输包装测试中处于核心地位,在运输过程中,车载设备会受到多种机械环境条件的影响,主要为振动、冲击、静负荷、倾斜摇摆、稳态加速度、装卸作业中的自由跌落等,其中振动和冲击是最主要的因素[2]。
而振动测试可以用来检测运输包装件的强度及对内装产品的保护能力,主要是通过在包装运输过程中承受外来振动或自身振动,达到预定的寿命和可靠性的能力[3]。 振动测试包括正弦振动、周期性振动、随机振动和颠簸等几种运动形式,但是在实际运输过程,包装件与包装件和装置之间会经历弹跳、 ___、碰撞这几个过程[4]。包装件承受的是重复随机冲击环境,这种严酷的机械环境会导致包装箱和包装件损坏,填充在包装箱的缓冲材料性能退化,甚至会松开包装箱,破坏填充层,使之暴露于大气环境下[5]。 在包装运输测试过程中包装件会发生旋转振动、碰撞和冲击等,而包装运输件在运输过程中部分产生的振动与运输工具、装载方式、路况等因素有关[6]。目前,运输包装件旋转振动(固定位移振动试验)的标准有美国材料与试验协会标准ASTM D999、ASTM D4169、国际安全运输协会ISTA标准和G B/T 4857.7-xx包装运输包装件基本试验方法,下面分别对这几个标准进行分析。 这个标准[7]涵盖了货运集装箱的不同振动测试,可以用来评估在实际运输过程中货运箱受到振动时的功能(包括内包装、封箱方法以及货运箱的结构强度和对产品的保护能力)。这些程序适合于不同形式、材料、种类、内包装设计、封箱方法、尺寸和重量的货运箱。