第18卷第10期
2006年10月
钢铁研究学报 Journal of Iron and Steel Research
Vol.18,No.10October 2006
基金项目:国家自然科学基金和上海宝钢集团公司联合资助重点项目(50534010)
作者简介:姜周华(19632),男,博士,教授; E 2m ail :jiang_zhouhua @https://www.doczj.com/doc/9915946558.html, ; 修订日期:2006204206
电渣重熔高氮钢技术的进展
姜周华, 李花兵, 董艳伍, 李 阳, 曹 阳
(东北大学材料与冶金学院,辽宁沈阳110004)
摘 要:高氮钢,尤其是高氮不锈钢,由于其优异的性能和诱人的应用前景受到国内外钢铁材料界的广泛关注。在理论计算分析氮在钢中溶解行为的基础上,指出了高氮钢制备的主要技术难点;概述了目前高氮钢的主要制备方法,重点讨论了常压和高压电渣重熔高氮钢的特点和存在的问题;分析了用电弧渣重熔(ASR )法生产高氮钢的技术优势,认为用ASR 法生产高氮钢是目前比较可行的方案。关键词:高氮钢;电渣重熔;电弧渣重熔;高压冶金
中图分类号:TF142 文献标识码:A 文章编号:100120963(2006)1020001206
Developments of Manufacturing High Nitrogen Steels by E lectroslag R emelting Process
J IAN G Zhou 2hua , L I Hua 2bing , DON G Yan 2wu , L I Yang , CAO Yang
(School of Material and Metallurgy ,Northeastern University ,Shenyang 110004,Liaoning ,China )
Abstract :A great attention has been paid to the high nitrogen steels (HNS ),especially high nitrogen stainless steels in the world ,because of their excellent properties and wide prospective applications in the f uture.The main difficult technical problems of manufacturing high nitrogen steels have been pointed out ,based on the theoretical calculation and discussion of the behaviors of nitrogen solution in steels.The features and problems of manufactur 2ing high nitrogen steels by the electroslag remelting method at normal atmospheric pressure and high pressure have been discussed in detail.The arc slag remelting (ASR )process will be a prospective method of manufacturing high nitrogen steels ,which has some obvious technical advantages compared with other methods.K ey w ords :high nitrogen steels ;electroslag remelting ;arc slag remelting ;high pressure metallurgy
1 高氮钢的特点及其应用范围
含氮钢,特别是高氮钢(HNS )已成为当今国际上的研究热点。所谓“高氮钢”是指材料中的实际氮
含量超过了常压下制备材料所能达到极限值的钢[1]。因此,一般认为根据氮在奥氏体不锈钢中的含量可将含氮奥氏体不锈钢分为控氮型(w N =0105%~0110%)、中氮型(w N =0110%~0140%)
和高氮型(w N >0140%)。当铁素体、马氏体不锈钢中的氮含量超过0108%时,便可被称为高氮钢。目
前,氮作为合金化元素在许多钢中被应用,如不锈
钢、高速工具钢、模具钢和结构钢等。当前,高氮钢的主要研究热点是高氮不锈钢,尤其是高氮奥氏体不锈钢。氮作为钢中的间隙原子元素,通过与其它
合金元素(锰、铬、钼、钒、铌和钛等)的协同作用,能改善钢的多种性能,因而受到国内外的广泛重视。从1988年开始召开第一届高氮钢国际会议到现在已经举行了7届,第8届将于2006年在我国举行。高氮钢国际会议的连续召开大大推动了高氮钢的发展。 随着制造工艺技术的进步,高氮不锈钢的制造成本在不断降低,性能进一步提高,其应用范围将不断扩大。目前,高氮不锈钢的抗拉强度最高已能达到
3600M Pa,在不久的将来,可能会超过4000M Pa,并且仍将保持良好的韧性和高的抗腐蚀性能。因此可预计,高氮不锈钢在交通运输(汽车、火车及轮船)、建筑(如超高强度钢筋)、宇航空间工业、海洋工程、原子能和军事工业等许多领域将得到广泛应用[2~5]。1997年,日本国家材料研究所开始进行日本超钢铁开发计划中的“耐海水腐蚀不锈钢的开发”工作[6],其目的是开发节省资源型高性能耐海水腐蚀高氮不锈钢。此外,大量体外生物学实验研究表明,高氮无镍不锈钢的生物相容性优于传统的铬镍不锈钢[7,8]。不过,目前此项研究仍处于研究阶段,还未进入临床应用。
由于高氮钢具有优异的性能和诱人的应用前景,目前研究低成本大批量稳定地制备高氮钢的设备和工艺技术已成为该领域最前沿的研究课题之一。
2 氮在钢中的溶解行为
在低氮含量范围内,钢液中氮的溶解度可以采用基于西华特定律的传统方法来计算[9~11]。但在高氮含量范围内,特别是合金含量较高时,有关实验结果表明,钢液中氮的溶解度与氮分压的关系不符合西华特定律[12,13]。显然,在高氮含量情况下,氮对自身活度的相互作用系数不为零,而压力对氮的活度系数的影响也较明显。笔者根据热力学数据和实验数据导出了钢液中氮溶解度的新计算式[14],即:
lg w[N]=1
2lg(p N
2
/p0)-
188
T
-1117-{(
3280
T
-
0175)(0113w[N]+01118w[C]+01043w[Si]+
01011w[Ni]+315×10-5w2[Ni]-01024w[Mn]+
312×10-5w2[Mn]-0101w[Mo]+719×
10-5w2[Mo]-01048w[Cr]+315×10-4w2[Cr]+
δp N lg p N
2
/p0)}(1)
式中,p N
2
为氮压力;p0为标准大气压;δp N为压力对
氮活度的作用系数。当p N
2
/p0>110时,δp N=0106;
当p N
2
/p0≤110时,δp N=0。
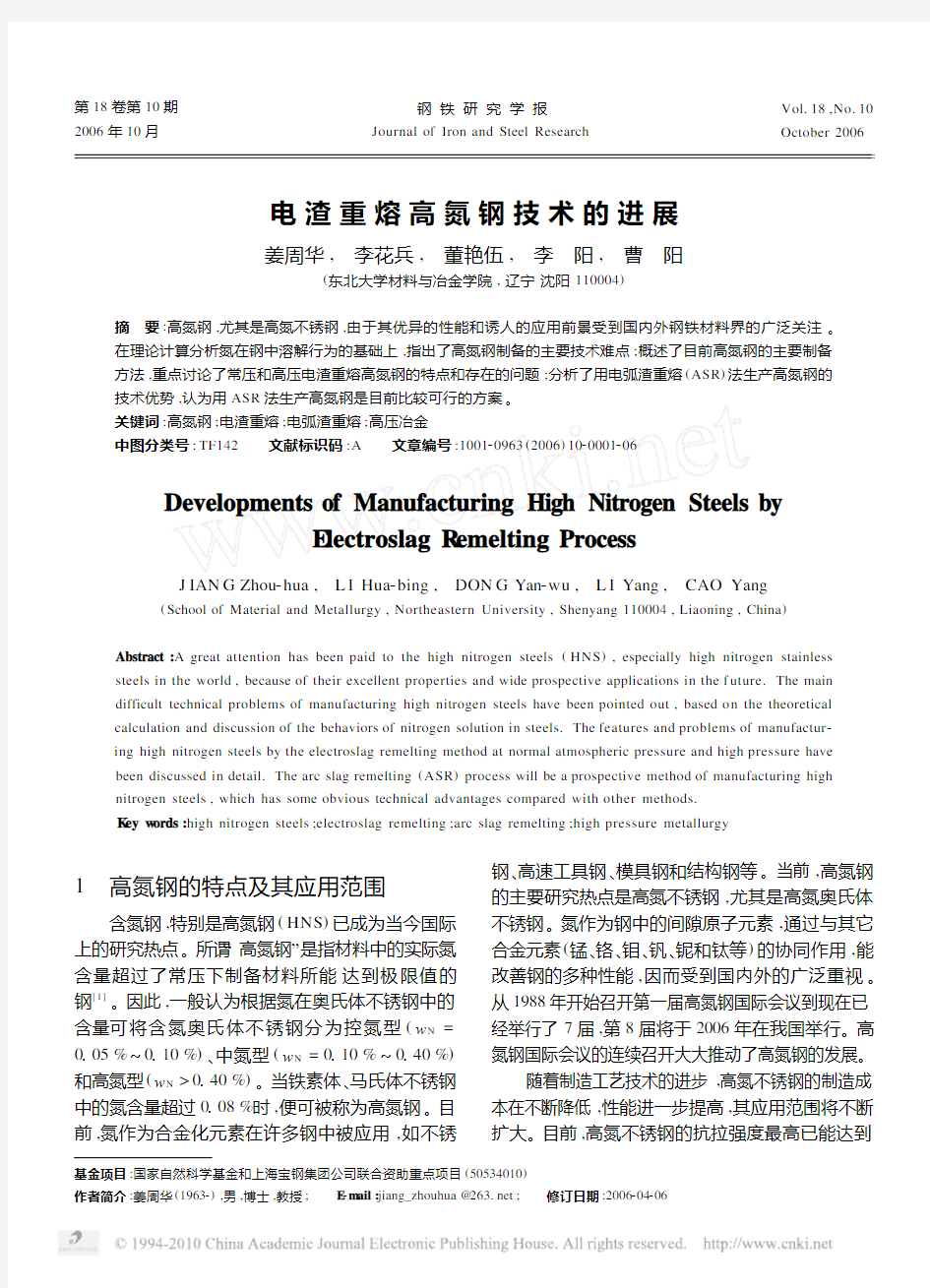
图1为用式(1)计算得到1873K时纯铁、Fe2 Cr合金和典型的几种奥氏体不锈钢熔体在不同氮分压下氮的溶解度。
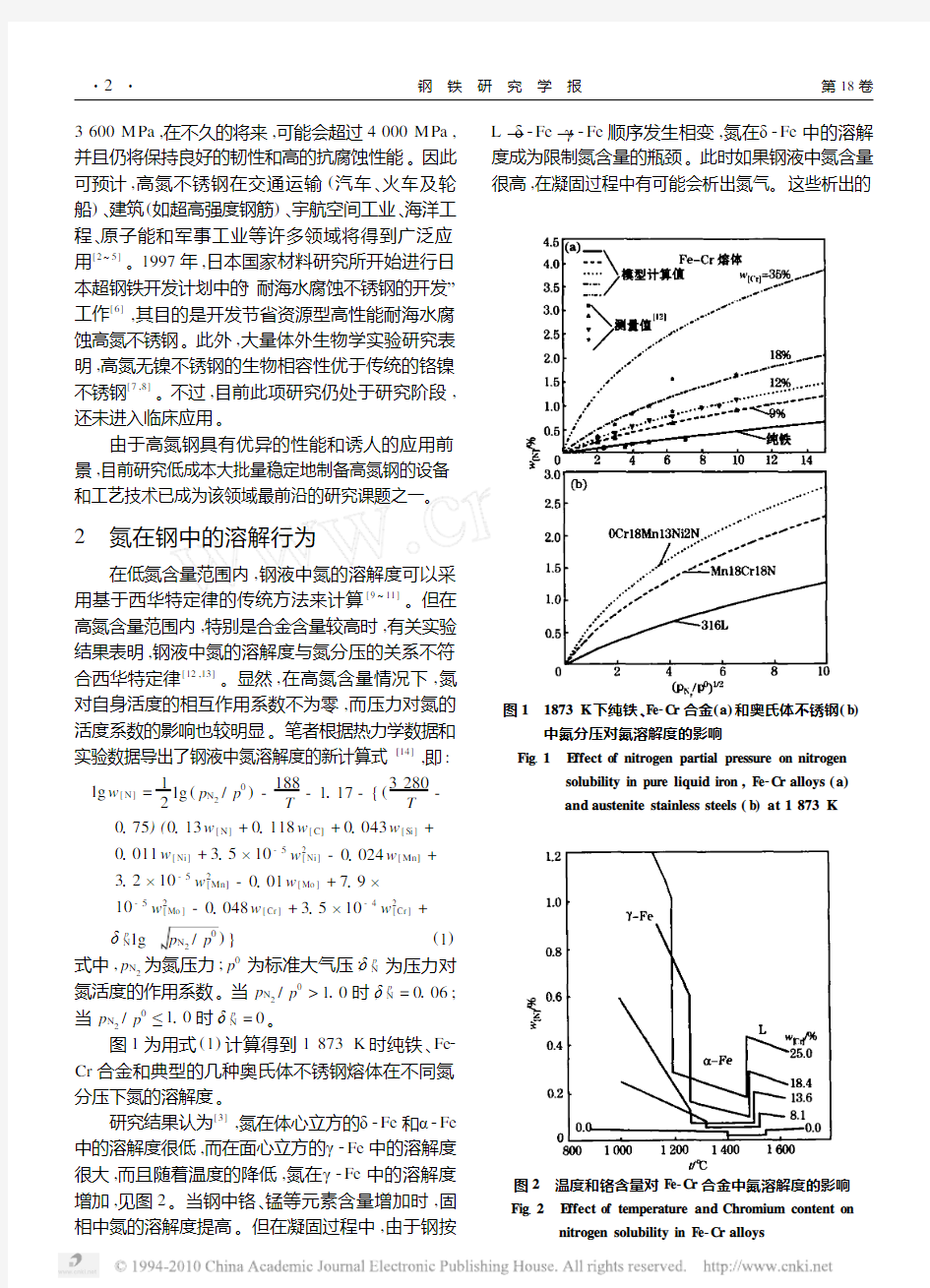
研究结果认为[3],氮在体心立方的δ2Fe和α2Fe 中的溶解度很低,而在面心立方的γ2Fe中的溶解度很大,而且随着温度的降低,氮在γ2Fe中的溶解度增加,见图2。当钢中铬、锰等元素含量增加时,固相中氮的溶解度提高。但在凝固过程中,由于钢按L→δ2Fe→γ2Fe顺序发生相变,氮在δ2Fe中的溶解度成为限制氮含量的瓶颈。此时如果钢液中氮含量
很高,在凝固过程中有可能会析出氮气。这些析出的
图1 1873K下纯铁、Fe2C r合金(a)和奥氏体不锈钢(b)中氮分压对氮溶解度的影响
Fig11 E ffect of nitrogen partial pressure on nitrogen
solubility in pure liquid iron,Fe2C r alloys(a)
and austenite stainless
steels(b)at1873K
图2 温度和铬含量对Fe2C r合金中氮溶解度的影响
Fig12 E ffect of temperature and Chromium content on nitrogen solubility in Fe2C r alloys
?
2
? 钢 铁 研 究 学 报 第18卷
氮气滞留在钢中将形成气泡。所以,防止钢液在凝固过程中产生气泡已成为高氮钢生产的主要难题之一。
3 高氮钢的制备方法
由图1(b)可知,对于火力发电机用的护环钢Mn18Cr18N,常压下该钢液中氮的溶解度在016%~017%范围,如果其氮的溶解度要超过110%必须采用加压手段,氮分压必须大于014MPa。但从图2可知,为了防止在凝固过程中氮的析出,需要用更高的压力或快速冷却手段实现快速凝固。因此,高氮钢的熔炼和凝固通常要采用加压方式来实现。从图2还可看出,氮在γ2Fe中的溶解度很高,如果采用固相合金化的方法,就不需要加压。
根据上述原理,人们开发出了高压熔炼和粉末冶金这两种方法来制备高氮钢[3,4,15]。高压熔炼主要有热等静压熔炼、加压感应炉熔炼、加压等离子电弧炉熔炼、加压电渣重熔和底吹氮气等方法。目前,工业化的熔炼方法只有加压电渣重熔[2,16]。热等静压熔炼和加压感应炉熔炼方法仅限于在实验室内研制高氮钢[4]。例如,日本大同特殊钢公司采用50 kg加压感应炉在014M Pa下冶炼和浇注含氮和高氮钢,并取得成功[17];T Rashev等人[18]采用高压反应器渗氮并在高压下凝固,也可以防止钢在凝固过程中逸出和偏析氮。最近,保加利亚[19]针对结合反压铸造装置发展成为大型炼钢室,可生产2t左右的铸锭;但是,我国利用保加利亚反压浇注设备制备的电渣重熔电极的化学成分很不稳定,且均匀性很差[20]。
另外一种方法是粉末冶金法[15,21],即在固态和氮气保护下将高氮不锈钢粉末压制的部件进行烧结。此方法的优点是:①在奥氏体温度下钢中氮的溶解度最高,因而不存在钢液凝固过程中氮析出的问题;
②可获得超细化的晶粒组织。缺点是产品中的氧含量偏高,而且不适合大规模生产。制备氮化不锈钢粉末的方法有液态法和固态法两种。液态法是使高氮钢液通过高压氮气或离心方法将钢液雾化快速凝固成粉末;固态法是将不锈钢粉末在通有氮气的流化床反应器或旋转炉中进行氮化。日本的D Kuroda 等人[22]在实验室中研究了采用高温渗氮法制备较小尺寸的高氮不锈钢件,渗氮层厚度超过2mm,氮含量大于110%。
4 电渣重熔高氮钢
411 常压下
国内高氮钢的生产主要是针对火力发电机用护环钢Mn18Cr18N。该钢种是继50Mn18Cr4WN后开发的一种具有更高的强度,同时兼有抗应力腐蚀能力很强的新型护环钢。在80年代中后期,我国引进了该钢种并开始了试制。通常,这种护环钢锻件的制造工艺为:电弧炉(或VOD)制造电极→电渣重熔→热锻制坯→机械加工→热处理→冷变形强化→精加工交货。在“七五”和“八五”期间,国家曾组织了第一重型机械集团(简称一重)、中国第二重型机械集团公司(简称二重)等企业与科研院所联合攻关研制出Mn18Cr18N护环钢(相当于P900)[23]。20世纪90年代,一重集团、二重集团和上海重机集团公司(简称上重)所生产的护环均通过了国家鉴定。其中,一重集团与东北大学合作[24,25],采用电弧炉冶炼→氮气保护浇注→常压下电渣重熔的生产工艺,冶炼出w N=0148%~0164%的高氮Mn18Cr18N护环钢件,全部交付给哈尔滨电机有限公司并用于300MW 和200MW汽轮发电机组上,其所有性能指标达到了美国西屋电气公司标准,并于1996年通过国家机械工业部鉴定。表1是基于一重集团10t电渣炉设备条件制定的电渣重熔工艺。表2列出了产品的化学成分和力学性能。
但是,由于冶炼技术和设备的原因,国内高氮钢的研究和开发受到很大限制,研究中所用高氮钢的氮的质量分数一般不超过0165%,大多在014%~016%范围内,主要是因为国内还没有加压冶金设备。
表1 合理的电渣重熔工艺制度
T able1 Proper electroslag remelting technology
结晶器直径/mm电极直径/mm
渣量/kg
AN F264/3/3
重熔电流/kA二次电压/V炉口电压/V 76043030027517~1812065~69
8605003301812065
9606004001912065
注:4/3/3代表渣系,其组成为:40%Ca F2230%Al2O3230%CaO。
?
3
?
第10期 姜周华等:电渣重熔高氮钢技术的进展
表2 300MW护环的化学成分和力学性能
T able2 Essential component and mechanical properties of300MW retaining ring
护环编号
化学成分/%力学性能
C Si Mn P S Cr N R eL/MPa R m/MPa A/%Z/%αK/J
标准1)≤0112≤01801715~2010≤0105≤010151715~2010≥0141030~1170≥1030≥20≥48≥50 1010601741718201022010051818001641040105019156415166 2010701791816901012010051719901501040108020186515191 3010701751813001012010051814401531053108029156415208 注:1)美国西屋公司PDS10725标准。拉伸实验温度为+100℃;冲击实验在室温下进行。
另外,高氮Mn18Cr18N护环钢在热加工时的开裂问
题也一直没有得到解决,对生产稳定性和成本造成严重影响,因而至今仍然无法彻底改变此类钢主要依赖进口的局面。
日本、俄罗斯和美国等也采用了常压下电渣重熔方法生产高氮护环钢,但是具体的工艺报道甚少,不过他们的总体水平比我国高。例如,日本室兰生产的护环钢的平均氮的质量分数达到0169%,最高可达到0176%。印度也报道了采用常压下电渣重熔方法制备高氮护环钢的实验结果[26]。
412 高压下
德国Krupp公司主要生产用于发电机护环的高氮奥氏体钢,要求该刚无磁性、屈服强度R eL≥1420 M Pa。但在大气中冶炼此钢时,其性能无法达到要求。1980年,该公司建成了世界上第一台高压电渣炉(PESR)[16]。该设备采用一个低频电源及一个高压冷却系统,可以在工作期间始终保持工作室内冷却水压力等于气体压力,其熔炼室氮压力高达412 M Pa,生产的铸锭直径为1m,重16t。采用这种高压电渣炉后,奥氏体钢的氮的质量分数提高到1105%,仅需20%冷加工量,R eL≥1500M Pa,完全满足核电站的要求。1996年,德国VSG公司建成了16t和20t两台高压电渣炉[2](见图3)。他们利用这些高压电渣炉生产的典型产品主要有:用于制造大型发电机护环P900(X5CrMnN18218)和P2000 (X5CrMnN162423)的无镍奥氏体不锈钢;为了避免镍对人体皮肤的过敏作用而用的无镍奥氏体不锈钢人工合成骨质材料以及外科和牙科用材料;用于制造不锈轴承和滚珠丝杠的马氏体不锈钢等。
高压电渣炉与普通电渣炉的不同之处主有以下几点:①密封式高压熔炼室及其高压供气系统;②高压冷却水系统,以保持与熔炼室的压力相同;③密封式滑动导电系统,以保证在电极升降时熔炼室仍处于良好的密封和加压状态;④密封加料系统,
具有在
图3 16t(a)和20t(b)高压电渣炉
Fig13 16t(a)and20t(b)high pressure electroslag
remeting furnace
重熔过程中可加入含氮合金(如氮化硅)的功能,以实现氮的合金化;⑤良好的气、水密封措施和相应的防爆装置(如采用安全阀),以实现过压保护;⑥由于重熔过程在完全封闭的条件下进行,因此系统需要更高的自动化程度,可靠的传感系统和具有调节压力、温度以及速度的功能。
在高压电渣重熔过程中,氮的合金化是关键技术。由于电渣重熔过程中电极熔化在渣池中进行,形成的金属熔池也被一层很厚(100~300mm)的渣覆盖,因此完全依靠气相渗氮是不够的,即气体与钢液之间不能达到氮的平衡。为此,德国研制的高压电渣炉设有合金添加装置,可以在保持炉内压力的条件下,向渣池中添加氮化合金颗粒,如Si3N4(w N= 25%~30%)、FeCrN(w N=8%~10%)和CrN(w N= 4%~10%)等,以实现高氮钢的生产,而自耗电极采用常规方法制备。这种方法除Si3N4容易使钢中硅含量超标外,主要问题是凝固钢锭中氮的不均匀性。因为氮化合金颗粒在通过渣池进入金属熔池并凝固成钢锭的过程中,一方面时间短,另一方面由于金属熔池浅,没有足够的时间混合均匀。因此,有时为了
?
4
? 钢 铁 研 究 学 报 第18卷
得到满足要求的成分均匀性,必须进行二次重熔。另一种方法是采用复合电极,即电极由外层的钢管外套与用烧结或铸造制备的高氮芯部组成。 20世纪90年代,日本国家材料研究所研制了1台20kg 的高压电渣炉实验装置,用于高氮钢的研究[27]。系统最大压力为5M Pa ,实际实验时控制在4M Pa 。高压熔炼室内部体积约50L 。采用单相交流供电,电压27~30V ,电流2000~3000A ,电极熔化速度为015~017kg/min 。以FeCrN 粉末为氮源,将粉末装入多根不锈钢钢管中并进行烧结,然后沿圆周方向焊接到作为主原料自耗电极的表面。这种方法获得的钢锭其氮含量相对比较均匀。渣系为CaF 2、CaO 和Al 2O 3,或只用Ca F 2。
5 电弧渣重熔技术
电弧渣重熔技术(Arc slag remelting —
ASR )[28,29]是乌克兰巴顿电焊研究院开发的。ASR 结合了电渣重熔(ESR )和真空电弧重熔(VA R )两者的优点。ASR 可分为实芯电极和中空电极两种方式。对于高氮钢重熔通常采用后者(见图4)。与ESR 相比,由于ASR 采用较小的电流和较高的电
压,而且渣的消耗量大约仅为ESR 的1/2,因此形成
的电弧基本上能将渣面吹开,熔渣被挤压到结晶器壁的周围,使电弧能在电极和金属熔池之间稳定燃烧。在采用中空电极重熔高氮钢时,
可将一定流量和
1—铸锭; 2—金属熔池; 3—渣池; 4—电弧;5—中空自耗电极; 6—结晶器; 7—电源
图4 中空电极电弧渣重熔示意图
Fig 14 Schem atic diagram of arc slag remelting of
hollow consum able electrode
压力的氮气通过中空自耗电极吹入电弧区,使一定
比例的氮气在电弧区电离,形成氮气等离子电弧,从而大大提高了钢液吸氮的热力学和动力学条件。另外,用ASR 生产高氮钢时,既可以在常压下进行,也可以在加压下进行。
实验研究和实际生产结果表明,ASR 法生产的高氮钢具有以下优点:①自耗电极可以在常压下制备,重熔过程中的气相离子渗氮完全可以满足氮的合金化要求,不需要再添加任何含氮合金,而且重熔钢锭中的氮分布比较均匀,无需再进行二次重熔;②由于加热面积大,传热效果好,金属熔池形状比ESR 甚至比VAR 更浅平,因而结晶质量更高;③与传统ESR 相比,可节约电耗30%,渣料消耗量降低了50%;④与VAR 相比,ASR 钢锭的表面质量得到显
著改善,而与ESR 钢锭的表面质量相当。
6 展望
高氮钢的研究在我国还处于起步阶段,如何开发用于低成本大批量制备高氮钢的成套设备和工艺技术是我国首要的研究课题之一。基于我国电渣冶金技术已有40多年的丰富经验,并参考国外电渣重熔高氮钢的成功实践经验,采用电渣重熔法,特别是电弧渣重熔法生产高氮钢是目前比较可行的方案。虽然国外有关这方面的设备和工艺严格对外保密,需要自己开发,但只要不断努力,立足国内开发具有自主知识产权的高压电渣炉(PESR )或电弧渣重熔(ASR )设备或与之类似的高氮钢生产设备和工艺是可行的,继而推动我国高氮钢新材料的研究、生产和应用。
参考文献:
[1] Speidel M O.Properties and Applications of High Nitrogen
Steels [A ].Foct J ,Hendry A ,eds.High Nitrogen Steels [C].London :The Institute of Metals ,1989.92296.[2] Stein G ,Huchlenbroich I.Manufacturing and Application of
High Nitrogen Steels [J ].Materials and Manufacturing Processes ,2004,19(1):7217.
[3] Berns H.Manufact ure and Application of High Nitrogen Steels
[J ].ISI J International ,1996,36(7):9092914.
[4] Simmons J W.High 2Nitrogen Alloying of Stainless Steels [J ].
Materials Science and Engineering ,1996,A207:1592169.[5] Speidel M O.High Nitrogen Austenitic Stainless Steels for
Sustainable Development [A ].The Chinese Society for Met 2als :Baoteel AAC ′04Proceedings [C].Shanghai ,China :2004.128.
?
5?第10期 姜周华等:电渣重熔高氮钢技术的进展
[6] Katada Y,Sagara M,K obayashi Y,et al.Fabrication of High
Strengt h High Nitrogen Stainless Steel wit h Excellent Corro2
sion Resistance and It s Mechanical Properties[J].Materials
and Manufacturing Processes,2004,19(1):19230.
[7] Menzel J,K irschner W,Stein G.High Nitrogen Containing
Ni2Free Austenitic Steel for Medical Applications[J].ISI J
International,1996,36(7):8932900.
[8] Yamamoto A,K ohyama Y,Kuroda D,et al.Cytocompatibili2
ty Evaluation of Ni2Free Stainless Steel Manufactured by Nit ro2 gen Adsorption Treat ment[J].Materials Science and Engi2
neering,2004,C24:7372743.
[9] Pehlke R D,Elliott J F.Solubility of Nitrogen in Liquid Iron
Alloys11.Thermodynamics[J].Trans Met Soc AIME,1960, 218:108821101.
[10] Chipman J,Corrigan D A.Prediction of t he Solubility of Ni2
trogen in Molten Steel[J].Trans Met Soc AIME,1965,233:
124921252.
[11] Jiang Z H,Chen Z P,Z ou D L,et al.Calculation and Meas2
urement s of Nitrogen Content s in Austenitic Stainless Steel
Melt s by Bubbling Nit rogen Gas[A].The Chinese Society for
Metals:Proceedings of Second International Conference on
Advanced Structural Steels[C].Shanghai,China:2004,
8522856.
[12] Satir2K olorz A H,Feichtinger H K.On t he Solubility of Ni2
trogen in Liquide Iron and Stell Alloys Using Elevated Pres2
sure[J].Z Metallkunde,1991,82(9):6892697.
[13] Rawers J C,G okcen N A.High2Temperature,High2Pressure
Nitrogen Concent ration in Fe2Cr2Mn2Ni Alloys[J].Steel Re2
search,1993,64(2):1102113.
[14] Jiang Z H,Li H B,Chen Z P,et al.The Nitrogen Solubility
in Molten Stainless Steel[J].Steel Research International,
2005,76(10):7302735.
[15] 周灿栋,丁伟中,蒋国昌.高氮钢的熔炼及试生产技术[J].包
头钢铁学院学报,1999,18(增刊):3872392.
[16] Holzgruber W.New ESR2Technology for New and Improved
Product s[A].Iron and Steel Institute of J apan:Proceeding of
t he7t h International Conference on Vacuum Metalllurgy[C].
Tokyo,J apan:1982.145221458.[17] 田川直久,鈐木寿穗,森広司.高窒素 ? 鋼の試作
[J].电气制钢,1999,70(4):1872191.
[18] Rashev T.Technologies and Equipment for High2Nitrogen
Steels Production Based on t he Counter2Pressure Casting
Met hod[A].The Chinese Society for Metals:Proceeding of
t he10t h International Conference on Vacuum Metallurgy
[C].Beijing,China:1990.73286.
[19] Rashev T.Development of Laboratory and Industrial Installa2
tions for One Stage Production of HNS[J].Materials and
Manufacturing Processes,2004,19(1):31240.
[20] 向大林,王克武,朱孝渭.18218护环用钢的电渣重熔技术研
究和应用[J].大型铸锻件,1997,75(1):16220.
[21] Nakamura N,Takaki S.Structural Control of Stainless Steel
by Nitrogen Absorption in Solid State[J].ISIJ International,
1996,36(7):9222926.
[22] Kuroda D,Hanawa T,Hibaru T,et al.New Manufacturing
Process of Nickel2Free Austenitic Stainless Steel wit h Nitro2
gen Absorption Treat ment Designing[J].Materials Science
Forum,2004,4492452(2):108521088.
[23] 周维智,孙晓洁,徐国淘.Mn18Cr18N护环钢生产工艺研究
概况[J].大型铸锻件,2001,91(1):52254.
[24] 赵 林,金东国,姜周华,等.Mn18Cr18N护环钢电渣重熔
工艺研究[J].大型铸锻件,1997,77(3):22227.
[25] 姜周华,刘喜海,赵 林,等.Mn18Cr18N护环钢电渣重熔
技术开发[J].特殊钢,1999,20(增刊):82287.
[26] Balachandran G,Bhatia M L,Ballal N B,et al.Processing
Nickel Free High Nitrogen Austenitic Stainless Steels t hrough
Conventional Electroslag Remelting Process[J].ISIJ Interna2
tional,2000,40(5):4782483.
[27] Katada Y.Development of High Nitrogen Steel in NIMS
[A].The Chinese Society for Metals:Proceedings of Second
International Conference on Advanced Structural Steels[C].
Shanghai,China:2004.7682771.
[28] Paton B E,Saenko V Y,Pomarin Y M,et al.,Arc Slag
Remelting for High Strengt h Steel&Various Alloys[J].
Journal of Materials Science,2004,39(24):726927274. [29] Mudali U K,Raj B.High Nitrogen Steels and Stainless Steels
[M].Pangbourne:Alpha Science International Lid,2004.
?
6
? 钢 铁 研 究 学 报 第18卷
2 电渣重熔原理 欧阳光明(2021.03.07) 2.1 渣池 电渣重熔工艺的核心部分是熔池。金属从熔池上方进入渣池,然后被加热、熔化、精炼和过热,并且承受振动、搅拌和电化学作用。因此,形成渣池并使其保持在合适的条件下,显然是很重要的。渣有如下几方面的作用。 (1)发热元件的作用 重熔过程中热量通过焦耳效应产生,也就是通常的电阻发热定律。因此,应该确保渣阻与供给功率的电压、电流之间的正确平衡。所用的大多数渣的电阻率在熔炼温度下为0.2.0.sslcm ,熔炼温度通常比金属熔化温度高200 3001C。显然,在该温度下,渣既要呈液态,又要稳定,所以重熔电流、电压、渣池深度和渣电阻率之间的关系很复杂。好的电渣重熔操作必须把它们调到最佳值。 (2)熔渣对于非金属材料来说是熔剂 当金属电极进入到渣池中时,电极端部达到其熔化温度,就会形成金属熔化膜。当熔化金属与熔渣接触时,熔化的金属在汇聚成熔滴的同时,暴露的非金属夹杂将溶解在渣里。因此,渣的成分必须能溶解杂质而又不影响其性质,为此,在重熔时必须采取连续调整渣成分的步骤。 (3)渣是电渣重熔工艺的精炼剂 重熔过程中的化学反应主要部位是电极端部渣/金界面,这里金属
膜条件对于快速反应是最理想的。 (4)涟起保护金属免受污染的作用 渣对于反应成分来说,起着传递介质的作用。由于金属在渣下熔化和凝固,被熔化的金属绝不会与大气接触而被直接氧化,而这种氧化在常规工艺中是不可避免的。另一方面,由于熔渣可以传递反应物质,如氧和水蒸气,所以使用惰性气体做保护气氛非常必要。(5)位形成结晶器衬 由于结晶器壁温度维持在渣熔点以下,那么熔渣和结晶器壁之间必定有凝固渣壳。这层渣壳起着结晶器衬的作用,金属锭在衬里形成并凝固,至少在稳定操作条件下,渣壳起着上述作用。在环形结晶器(短模)情况下,锭表面渣皮很少。可能存在差异。 为了实现上述作用,渣必须具有某些相当明确的性质。一般情况下,它的熔化温度应在被熔化金属的熔化温度以下。操作温度显然高于金属熔点,一般约高200 300℃。渣的电阻率是其成分的函数,只要不是明确地影响化学要求,可在一定界限内调整。渣的成分应该既保证所希望的化学反应能快速发生,又保证反应物留在渣里;对于硫,其反应产物应能排到大气中去。另外,渣应能抑制不希望反应的发生,因为这些反应会造成微量元素的损失,这一点也非常重要。渣的黏度(其值一般在毫帕秒范围内)影响熔滴在渣中的停留时间、气体排出速度、渣池搅拌程度、传质动力学以及渣壳厚度等。渣与金属的密度差也同样影响熔滴停留时间和熔滴大小。渣与金属间的表面张力应该比较小,这样可增加传质速度且易产生小熔滴。但这样不利于渣与金属的分离且增加夹渣危险。表面张力
电渣重熔 把平炉、转炉、电弧炉或感应炉冶炼的钢铸造或锻压成为电极,通过熔渣电阻热进行二次 重熔的精炼工艺,英文简称ESR。美国霍普金斯(R.K.Hopkins)于20世纪40年代首先提 出这种精炼方法的原理。其后苏联和美国相继建立工业生产用的电渣炉。60年代中期由于 航空、航天、电子、原子能等工业的发展,电渣重熔在苏联、西欧、美国获得较快的发展。生产的品种包括:优质合金钢、高温合金、精密合金、耐蚀合金以及铝、铜、钛、银等有 色金属的合金。1980年世界电渣重熔钢生产能力已超过120万吨。中国1960年建成第一 座电渣炉,其后得到很大发展。最大的是上海重型机器厂电渣炉,钢锭重达200吨。 电渣重熔基本过程如图所示。 在铜制水冷结晶器内盛有熔融的炉渣,自耗电极一端插入熔渣内。自耗电极、渣池、金属 熔池、钢锭、底水箱通过短网导线和变压器形成回路。在通电过程中,渣池放出焦耳热, 将自耗电极端头逐渐熔化,熔融金属汇聚成液滴,穿过渣池,落入结晶器,形成金属熔池,受水冷作用,迅速凝固形成钢锭。在电极端头液滴形成阶段,以及液滴穿过渣池滴落阶段,钢- 渣充分接触,钢中非金属夹杂物为炉渣所吸收。钢中有害元素(硫、铅、锑、铋、锡)通 过钢-渣反应和高温气化比较有效地去除。液态金属在渣池覆盖下,基本上避免了再氧化。因为是在铜制水冷结晶器内熔化、精炼、凝固的,这就杜绝了耐火材料对钢的污染。钢锭 凝固前,在它的上端有金属熔池和渣池,起保温和补缩作用,保证钢锭的致密性。上升的 渣池在结晶器内壁上形成一层薄渣壳,不仅使钢锭表面光洁,还起绝缘和隔热作用,使更 多的热量向下部传导,有利于钢锭自下而上的定向结晶。由于以上原因,电渣重熔生产的钢 锭的质量和性能得到改进,合金钢的低温、室温和高温下的塑性和冲击韧性增强,钢材使 用寿命延长。 电渣重熔设备简单,投资较少,生产费用较低。电渣重熔的缺点是电耗较高,目前通用的 渣料含CaF较多,在重熔过程中,污染环境,必须设除尘和去氟装置
电渣钢和电炉钢什么区别 电渣钢比电炉钢贵是因为电渣钢全称是电渣重熔钢, 顾名思义是需要溶化两次出来的钢锭, 这个工艺上要比电炉钢复杂一些, 相对的钢的性能也要好很多, 包括钢的纯净度等以下是其好处钢中非金属夹杂物为炉渣所吸收。钢中有害元素(硫、铅、锑、铋、锡)通过钢-渣反应和高温气化比较有效地去除。液态金属在渣池覆盖下,基本上避免了再氧化。因为是在铜制水冷结晶器内熔化、精炼、凝固的,这就杜绝了耐火材料对钢的污染。钢锭凝固前,在它的上端有金属熔池和渣池,起保温和补缩作用,保证钢锭的致密性。上升的渣池在结晶器内壁上形成一层薄渣壳,不仅使钢锭表面光洁,还起绝缘和隔热作用,使更多的热量向下部传导,有利于钢锭自下而上的定向结晶。由于以上原因,电渣重熔生产的钢锭的质量和性能得到改进,合金钢的低温、室温和高温下的塑性和冲击韧性增强,钢材使用寿命延长。 炼钢的方法,一般可分为转炉炼钢、平炉炼钢和电炉炼钢三种方法。 现分别介绍如下: 1. 转炉炼钢法这种炼钢法使用的氧化剂是氧气。把空气鼓入熔融的生铁里,使杂质硅、锰等氧化。在氧化的过程中放出大量的热量(含1%的硅可使生铁的温度升高200摄氏度),可使炉内达到足够高的温度。因此转炉炼钢不需要另外使用燃料。转炉炼钢是在转炉里进行。转炉的外形就像个梨,内壁有耐火砖,炉侧有许多小孔(风口),压缩空气从这些小孔里吹炉内,又叫做侧吹转炉。开始时,转炉处于水平,向内注入1300摄氏度的液态生铁,并加入一定量的生石灰,然后鼓入空气并转动转炉使它直立起来。这时液态生铁表面剧烈的反应,使铁、硅、锰氧化(FeO,SiO2 , MnO,) 生成炉渣,利用熔化的钢铁和炉渣的对流作用,使反应遍及整个炉内。几分钟后,当钢液中只剩下少量的硅与锰时,碳开始氧化,生成一氧化碳(放热)使钢液剧烈沸腾。炉口由于溢出的一氧化炭的燃烧而出现巨大的火焰。最后,磷也发生氧化并进一步生成磷酸亚铁。磷酸亚铁再跟生石灰反应生成稳定的磷酸钙和硫化钙,一起成为炉渣。当磷于硫逐渐减少,火焰退落,炉口出现四氧化三铁的褐色蒸汽时,表明钢已炼成。这时应立即停止鼓风,并把转炉转到水平位置,把钢水倾至钢水包里,再加脱氧剂进行脱氧。整个过程只需15分钟左右。如果空气是从炉低吹入,那就是低吹转炉。随着制氧技术的发展,现在已普遍使用氧气顶吹转炉(也有侧吹转炉)。这种转炉吹如的是高压工业纯氧,反应更为剧烈,能进一步提高生产效率和钢的质量。 2. 平炉炼钢法(平炉炼钢法也叫马丁法)平炉炼钢使用的氧化剂通入的空气和炉料里的氧化物,(废铁,废钢,铁矿石)。反应所需的热量是由燃烧气体燃料(高炉煤气,发生炉煤气)或液体燃料(重油)所提供。平炉的炉膛是一个耐火砖砌成的槽,上面有耐火砖制成的炉顶盖住。平炉的前墙上有装料口,装料机就从这里把炉料装进去。熔炼时关上耐火砖造成的门。炉膛的两端都筑有炉头,炉头各有两个孔道,供导入燃料与热空气,或从炉里导炉气之用。平炉炼钢所用的原料有废钢、废铁、铁矿石和溶剂(石灰石和生石灰)。开始冶炼时,燃料遇到导入的热空气就在燃料面上燃烧,温度高达1800摄氏度。热量直接由火焰传给炉料,使炉料迅速熔化(铁的熔点是1535摄氏度,钢略低)。同时有一部分熔化的生铁生成氧化亚铁,生铁里的杂质硅、锰被氧化亚铁氧化,声成炉渣。由于炉里放有过量的石灰石,磷与硫等杂质就生成磷酸钙和硫化钙成为炉渣。其次碳也进行氧化,生成一氧化碳从熔化的金属里冒出,好象金属在沸腾一样。反应快要进行完毕的时候,加入脱氧剂并定时把炉渣扒出。在冶炼将完成时要根据炉前分析(用快速分析法,几分钟可完成)来检验钢的成分是否合乎要求。炼锝的钢从出钢口流入钢水包里,
2 电渣重熔原理 2.1 渣池 电渣重熔工艺的核心部分是熔池。金属从熔池上方进入渣池,然后被加热、熔化、精炼和过热,并且承受振动、搅拌和电化学作用。因此,形成渣池并使其保持在合适的条件下,显然是很重要的。渣有如下几方面的作用。 (1)发热元件的作用 重熔过程中热量通过焦耳效应产生,也就是通常的电阻发热定律。因此,应该确保渣阻与供给功率的电压、电流之间的正确平衡。所用的大多数渣的电阻率在熔炼温度下为0.2.0.ssl-cm ,熔炼温度通常比金属熔化温度高200 -- 3001C。显然,在该温度下,渣既要呈液态,又要稳定,所以重熔电流、电压、渣池深度和渣电阻率之间的关系很复杂。好的电渣重熔操作必须把它们调到最佳值。 (2)熔渣对于非金属材料来说是熔剂 当金属电极进入到渣池中时,电极端部达到其熔化温度,就会形成金属熔化膜。当熔化金属与熔渣接触时,熔化的金属在汇聚成熔滴的同时,暴露的非金属夹杂将溶解在渣里。因此,渣的成分必须能溶解杂质而又不影响其性质,为此,在重熔时必须采取连续调整渣成分的步骤。 (3)渣是电渣重熔工艺的精炼剂 重熔过程中的化学反应主要部位是电极端部渣/金界面,这里金属膜条件对于快速反应是最理想的。 (4)涟起保护金属免受污染的作用 渣对于反应成分来说,起着传递介质的作用。由于金属在渣下熔化和凝固,被熔化的金属绝不会与大气接触而被直接氧化,而这种氧化在常规工艺中是不可避免的。另一方面,由于熔渣可以传递反应物质,如氧和水蒸气,所以使用惰性气体做保护气氛非常必要。 (5)位形成结晶器衬 由于结晶器壁温度维持在渣熔点以下,那么熔渣和结晶器壁之间必定有凝固渣壳。这层渣壳起着结晶器衬的作用,金属锭在衬里形成并凝固,至少在稳定操作条件下,渣壳起着上述作用。在环形结晶器(短模)情况下,锭表面渣皮很少。可能存在差异。 为了实现上述作用,渣必须具有某些相当明确的性质。一般情况下,它的熔化温度应在被熔化金属的熔化温度以下。操作温度显然高于金属熔点,一般约高200 -- 300℃。渣的电阻率是其成分的函数,只要不是明确地影响化学要求,可在一定界限内调整。渣的成分应该既保证所希望的化学反应能快速发生,又保证反应物留在渣里;对于硫,其反应产物应能排到大气中去。另外,渣应能抑制不希望反应的发生,因为这些反应会造成微量元素的损失,这一点也非常重要。渣的黏度(其值一般在毫帕秒范围内)影响熔滴在渣中的停留时间、气体排出速度、渣池搅拌程度、传质动力学以及渣壳厚度等。渣与金属的密度差也同样影响熔滴停留时间和熔滴大小。渣与金属间的表面张力应该比较小,这样可增加传质速度且易产生小熔滴。但这样不利于渣与金属的分离且增加夹渣危险。表面张力也影响杂质溶解机理。 2.2 渣成分和渣组成 电渣重熔渣的成分通常以氟化钙(Ca凡)、氧化钙(CaO) ,氧化镁(Mgo)、三氧化
大型电渣重熔值得注意的几个问题 No.1 January2011 《大型铸锻件》 HEA VYCASTINGANDFORGING 大型电渣重熔值得注意的几个问题 向大林 (上海重型机器厂有限公司,上海200245) 摘要:大型电渣重熔作为生产100t以上直至300t重大锻件用巨型钢锭的理想方法,正在被更多的人们所 关注.本文回顾了电渣重熔的大型化缘起和发展.根据200t级电渣炉的实践经验,讨论了大型电渣重熔一些 值得注意的问题,如设备与工艺,特大电流短网,低氢控制,均匀性控制等. 关键词:大型电渣重熔;200t级电渣炉;设备与工艺;大电流短网;低氢控制;均匀性控制 中图分类号:TFI4文献标识码:B SomeProblemsMeritingAttentioninLarge—scaleESR XiangDalin Abstract:Large—scaleESRisbeingspreadasanidealprocessofmanufacturinggiganticingotsfor100tupto3O Ot monoblockforgings.Originanddevelopmentoflarge—scaleESRwerelookedbackinthispaper.Someproblemsmeriting attentioninlarge—scaleESR,suchasequipmentandtechnology,excessivecurrentshoanet,lowhydrogencontr ol,homo- geneitycontroletc.,werediscussedonthebasisofproductionpracticeofthe200t-classESRfu
电渣重熔渣系选择的工艺探索 攀钢钢城企业总公司冶炼厂王宾陈涛李艳丽 【摘要】通过大量的工艺实践探索 , 掌握了电渣重熔渣系对脱硫、脱磷和合金元素烧损和生产效率的关系 , 提出了根据不同钢种选择渣系的方法。 【关键词】电渣重熔渣系工艺 1前言 电渣重熔过程中 , 熔融渣池起着重要的作用 , 因此在整个重熔过程中 , 渣池成分、温度、深度、 态下。 方法 , , 又 、熔点、表面张力、粘度、氧化性等与重熔金属品种相适应的最佳条件下进行 , 因此对渣系进行适当的选择调整是十分必要的。我厂有 250K VA 的电渣重熔炉 2座 , 主要生产电工纯铁、高速工具钢、模具钢电渣重熔锭。长期以来一直选用 CaF 2∶ Al 2O 3=7∶ 3的渣系 , 生产实践表明, “三?七渣系” 对不同钢种在纯净度、合金元素的损耗、 P 、 S 等有害元素的去除、生产效率、产品质量、电耗等方面作用是不相同的。为了摸索电渣重熔渣系选择的较好方案 , 我们对电渣重熔的渣系选择进行了一定的工艺探索。 2电渣重熔用渣系所要求的主要基本特性和成分 电渣重熔用渣系的各种特性 , 取决于其主要成分 CaF 2、 Al 2O 3、 CaO 等 , 以及加入渣中的氧化物 , 碳酸盐等 , 渣中加入氧化物 , 会降低电导率和电耗 , 提高熔点和粘度。
熔点下降 , 会使电导率上升 , 使钢锭产生空洞、气孔、夹杂等缺陷 , 提高熔点将降低电导率 , 妨碍脱硫反应 , 100~200 , , 。 (例如在 CaF 2量多 , 粘 0110~0115泊的渣子 , 和 Al 2O 3量多 , 粘度为0110~0115泊的 , 采用后者夹杂物有所增加。 为了防止熔渣卷入金属内 , 熔融金属和熔渣之间应具有足够大的表面张力以及对非金属夹杂物相适应的高吸附能力。 CaF 2含量少及 Al 2O 3、 CaO 含量高时 , 具有大的表面张力 , 因为 Ca +与 F -结合能比 O -结合能力小的缘故 , 此外氧化物渣子对于刚玉、石英玻璃具有较好的吸附能力。 3电渣重熔锭质量和渣系成分关系工艺探讨 为了探索电渣重熔过程中脱硫、脱氧和合金元素变化 , 杂质去除等行为 , 以及它们和渣料成分关系 , 我们采用高速钢 W9M o3Cr4V 、 W6M o5Cr4V (M2 、电工纯铁 (DT4、 DT3 、通过变换渣系 , 对电渣重熔、脱氧、脱硫等行为进行了生产实践工艺探索。 311电渣重熔脱硫机理。脱硫是电渣重熔的重要特征之一 , 其按照下列反应进行 :①硫由金属向渣中转移的行为 : [S]金属 +(O 2- 渣 [[O]金属 +(S 2- 渣 ? ②转移进渣中的硫和大气中氧反应而逸出 :
共享知识分享快乐 电渣重熔原理2 2.1 渣池 熔化、然后被加热、电渣重熔工艺的核心部分是熔池。金属从熔池上方进入渣池,精炼和过热,并且承受振动、搅拌和电化学作用。因此,形成渣池并使其保持在合适的条件下,显然是很重要的。渣有如下几方面的作用。 (1)发热元件的作用 应该确也就是通常的电阻发热定律。因此,重熔过程中热量通过焦耳效应产生,所用的大多数渣的电阻率在熔保渣阻与供给功率的电压、电流之间的正确平衡。。显然,,熔炼温度通常比金属熔化温度高200 -- 3001C炼温度下为0.2.0.ssl-cm 在该温度下,渣既要呈液态,又要稳定,所以重熔电流、电压、渣池深度和渣电阻率之间的关系很复杂。好的电渣重熔操作必须把它们调到最佳值。 熔渣对于非金属材料来说是熔剂 (2)当金属电极进入到渣池中时,电极端部达 到其熔化温度,就会形成金属熔化膜。暴露的非金属夹杂当熔化金属与熔渣接触时,熔化的金属在汇聚成熔滴的同时,将溶解在渣里。因此,渣的成分必须能溶解杂质而又不影响其性质,为此,在重熔时必须采取连续调整渣成分的步骤。 (3)渣是电渣重熔工艺的精炼剂这里金属膜条件对于快重熔过程中的化学反应 主要部位是电极端部渣/金界面,速反应是最理想的。涟起保护金属 免受污染的作用(4) 被熔由于金属在渣下熔化和凝固,渣对于反应成分来说,起着传递介质的作用。而这种氧化在常规工艺中是不可避免化的金属绝不会与大气接触而被直接氧化,的。另一方面,由于熔渣可以传递反应物质,如氧和水蒸气,所以使用惰性气体做保护气氛非常必要。 (5)位形成结晶器衬 由于结晶器壁温度维持在渣熔点以下,那么熔渣和结晶器壁之间必定有凝固渣至少在稳定操作这层渣壳起着结晶器衬的作用,金属锭在衬里形成并凝固,壳。条件下,渣壳起着上述作用。在环形结晶器(短模)情况下,锭表面渣皮很少。可能存在差异。它的熔化温一般情况下,为了实现上述作用,渣必须具有某些相当明确的性质。200 度应在被熔化金属的熔化温度以下。操作温度显然高于金属熔点,一般约高℃。渣的电阻率是其成分的函数,只要不是明确地影响化学要求,可在一-- 300又保证反应渣的成分应该既保证所希望的化学反应能快速发生,定界限内调整。物留在渣里;对于硫,其反应产物应能排到大气中去。另外,渣应能抑制不希望渣的黏这一点也非常重要。反应的发生,因为这些反应会造成微量
电渣重熔原理 LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】
2 电渣重熔原理 2.1 渣池 电渣重熔工艺的核心部分是熔池。金属从熔池上方进入渣池,然后被加热、熔化、精炼和过热,并且承受振动、搅拌和电化学作用。因此,形成渣池并使其保持在合适的条件下,显然是很重要的。渣有如下几方面的作用。 (1)发热元件的作用 (2)熔渣对于非金属材料来说是熔剂 当金属电极进入到渣池中时,电极端部达到其熔化温度,就会形成金属熔化膜。当熔化金属与熔渣接触时,熔化的金属在汇聚成熔滴的同时,暴露的非金属夹杂将溶解在渣里。因此,渣的成分必须能溶解杂质而又不影响其性质,为此,在重熔时必须采取连续调整渣成分的步骤。 (3)渣是电渣重熔工艺的精炼剂 重熔过程中的化学反应主要部位是电极端部渣/金界面,这里金属膜条件对于快速反应是最理想的。 (4)涟起保护金属免受污染的作用 渣对于反应成分来说,起着传递介质的作用。由于金属在渣下熔化和凝固,被熔化的金属绝不会与大气接触而被直接氧化,而这种氧化在常规工艺中是不可避免的。另一方面,由于熔渣可以传递反应物质,如氧和水蒸气,所以使用惰性气体做保护气氛非常必要。 (5)位形成结晶器衬 由于结晶器壁温度维持在渣熔点以下,那么熔渣和结晶器壁之间必定有凝固渣壳。这层渣壳起着结晶器衬的作用,金属锭在衬里形成并凝固,至少在稳定操作条件下,渣壳起着上述作用。在环形结晶器(短模)情况下,锭表面渣皮很少。可能存在差异。 为了实现上述作用,渣必须具有某些相当明确的性质。一般情况下,它的熔化温度应在被熔化金属的熔化温度以下。操作温度显然高于金属熔点,一般约高200 -- 300℃。渣的电阻率是其成分的函数,只要不是明确地影响化学要求,可在一定界限内调整。渣的成分应该既保证所希望的化学反应能快速发生,又保证反应物留在渣里;对于硫,其反应产物应能排到大气中去。另外,渣应能抑制不希望反应的发生,因为这些反应会造成微量元素的损失,这一点也非常重要。渣的黏度(其值一般在毫帕秒范围内)影响熔滴在渣中的停留时间、气体排出速度、渣池搅拌程度、传质动力学以及渣壳厚度等。渣与金属的密度差也同样影响熔滴停留时间和熔滴大小。渣与金属间的表面张力应该比较小,这样可增加传质速度且易产生小熔滴。但这样不利于渣与金属的分离且增加夹渣危险。表面张力也影响杂质溶解机理。 渣成分和渣组成 电渣重熔渣的成分通常以氟化钙(Ca凡)、氧化钙(CaO) ,氧化镁(Mgo)、三氧化二铝(A1203)、二氧化硅(Siq)为主,其他元素可少量存在,如二氧化钛M OZ)或氟化镁(MgF2 )。本书采用将Ca凡先列出来,在它的质量分数之后加上“F’’。余下的组成(即氧化物)按照CaO, Mgo, A1203, Siq且碱度降低的顺序列出,并且只列出质量分数。通用公式是 a F/b/c/d/e,即 a=w (CaF2) b=w (CaO) c=w (Mgo) d=w(Al2O3) e=w (SiO2)如60F/10/10/10/10渣含60%的CaF2,余下的每种成分均为10%。又如 50F/20/0/30渣含 50 % CaF2, 20 % CaO, 30 % A1203,无Mgo。当完全按照这种方法叙述成分时,如果 w(Siq)二0,就不必将之表示出来了。表就是用这种方法列出的常用渣。[18] CaF2-CaO-A12仇渣系
大型锻造用电渣重熔锭的冶炼工艺 天津赛瑞机器设备有限公司 闫崇榜林军福王刚刘元飞 158********yanchongbang@https://www.doczj.com/doc/9915946558.html, 摘要:结合大型筒形锻件产品的使用环境和技术条件,对大型电渣锭的电渣重熔工艺的编制进行了讨论。重点阐述了三相电渣炉生产大型电渣锭时,工艺参数的设定原则和经验,并结合生产产品的生产技术指标对工艺的合理性进行了评价。为今后此类产品的生产积累了经验。 关键词:筒形锻件大型电渣锭三相电渣炉工艺参数 The Process of ESR Large Ingot with Forging Tianjin SERI Machinery Equipment Corporation Limited YAN Chong-bang,LIN Jun-fu,WANG Gang and LIU Yuan-fei Abstract:The use of environmental and technical conditions of this combination of large tubular forgings products,preparation of large ESR ingot electroslag remelting process was discussed.Focuses on the production of large three-phase electroslag ingot,setting principle and experience of process parameters,Combined with the production index of the production technology products of technology rationality was evaluated.Accumulate experience for future production of such products. Key words:Cylinder forging;Large electroslag remelting ingot;Three-phase electroslag furnace;process parameters 1引言 电渣重熔在中型及大型锻件生产中,处于优势地位[1]。随着国内大锻件生产能力的逐步增强,市场对电渣重熔锻件的需求量也逐渐增大。在各种大型设备上,凡是较为关键的部件或主要受力部件都会采用大型锻件,复杂恶劣的工作环境,要求其必须拥有可靠性及安全性等特点,这也决定了大型锻件必须有着过硬的机械性能和超声波探伤等质量指标。为了满足这些指标,又畏于大型铸锭的缩孔、疏松、偏析、夹杂物聚集等冶金缺陷,大多数厂家会选用电渣重熔锭作为原材料进行生产。 本文所述的大型电渣锭用于一种筒类锻件的生产,该锻件将用于一种大型挤压机,并且是该挤压机的关键部件。该产品生产难度较大,国内关于大型电渣锭的生产经验较 1 第页;共8页
冶金原理自己总结 冶金原理自己总结 1.熔渣主要由冶金原料中的氧化物或冶金过程中生成的氧化物组成的熔体。 2.熔渣组分的来源:矿石或精矿中的脉石; 为满足冶炼过程需要而加入的熔剂; 冶炼过程中金属或化合物(如硫化物)的氧化产物;被熔融金属或熔渣侵蚀和冲刷下来的炉衬材料. 3.冶炼渣(熔炼渣):是在以矿石或精矿为原料、以粗金属或熔锍为冶炼产物的熔炼过程中生成的 主要作用汇集炉料(矿石或精矿、燃料、熔剂等)中的全部脉石成分、灰分以及大部分杂质,从而使其与熔融的主要冶炼产物(金属、熔锍等)分离。4.精炼渣(氧化渣):是粗金属精炼过程的产物。 主要作用捕集粗金属中杂质元素的氧化产物,使之与主金属分离。5.富集渣:是某些熔炼过程的产物。 作用使原料中的某些有用成分富集于炉渣中,以便在后续工序中将它们回收利用。6.合成渣:是指由为达到一定的冶炼目的、按一定成分预先配制的渣料熔合而成的炉渣。如电渣重熔用渣、铸钢用保护渣、钢液炉外精炼用渣等。这些炉渣所起的冶金作用差别很大。 例如,电渣重熔渣一方面作为发热体,为精炼提供所需要的热量;另一方面还能脱出金属液中的杂质、吸收非金属夹杂物。 保护渣的主要作用是减少熔融金属液面与大气的接触、防止其二次氧化,减少金属液面的热损失。
7.熔渣的其它作用: 作为金属液滴或锍的液滴汇集、长大和沉降的介质; 在竖炉(如鼓风炉)冶炼过程中,炉渣的化学组成直接决定了炉缸的最高温度;在许多金属硫化矿物的烧结焙烧过程中,熔渣是一种粘合剂; 在金属和合金的精炼时,熔渣覆盖在金属熔体表面,可以防止金属熔体被氧化性气体氧化,减小有害气体(如H2、N2)在金属熔体中的溶解。8.熔渣的副作用: 熔渣对炉衬的化学侵蚀和机械冲刷;炉渣带走了大量热量;渣中含有各种有价金属. 9.熔盐盐的熔融态液体通常指无机盐的熔融体 10.熔锍多种金属硫化物(如FeS、Cu2S、Ni3S2、CoS等)的共熔体.11.从平面投影图绘制等温截面图步骤: 将平面投影图中给定温度以外的等温线、温度高于给定温度的部分界线(fe1)去掉 将界线与给定温度下的等温线的交点(f)与该界线对应二组元的组成点相连接,形成结线三角形(BfC) 去掉余下的界线(Ef,Ee2,Ee3)在液固两相区画出一系列结线标出各相区的平衡物相 用“边界规则”检查所绘制的等温截面图12.加速石灰块的溶解或造渣的主 要措施:降低炉渣熔化温度提高熔池温度加入添加剂或熔剂(如MgO、MnO、CaF2、Al2O3、Fe2O3)等。增大渣中∑FeO含量 显著降低C2S初晶面的温度;
电渣重熔免费编辑添加义项名 材料 电渣重熔钢(electroslag remelting)是利用电流通过熔渣时产生的电阻热作为热源进行熔炼的方法。 中文名称 电渣重熔 外文名称 electroslag remelting 主要目的 提纯金属 热源 主要目的 锭。经电渣重熔的钢,纯度高、含硫低、非金属夹杂物少、 钢锭表面光滑、洁净均匀致密、金相组织和化学成分均匀。 电渣钢的铸态机械性能可达到或超过同钢种锻件的指标。电 渣钢锭的质量取决于合理的电渣重熔工艺和保证电渣工艺 的设备条件。 主要产品
电渣重熔的产品品种多,应用范围广。其钢种有:碳素钢、合金结构钢、轴承钢、模具钢、高速钢、不锈钢、耐热钢、超高强度钢、高温合金、精密合金、耐蚀合金、电热合金等400多个钢种。此外,可用电渣法直接熔铸异形铸件,可以铸代锻,简化生产工序,提高金属的利用率。 主要作用 电渣熔铸工艺从根本上解决了一般铸造工艺的主要矛盾,它综合了电渣重溶-获得高冶金质量的金属和铸造-浇铸异型零件精化毛坯的长处,并具有与普通冶炼的变形金属相近的致密组织以及无各向异性的特点。与普通锻件相比,电渣熔铸件的各项性能指标完全达到同钢种的变型金属指标,甚至还避免了锻件的一些不足之处。 应用成果 近些年来,电渣熔铸新工艺逐渐引起了国内外工程技术界的重视,许多工业部门在加紧研究和使用电渣熔铸产品。在发展这项新工艺方面,原苏联、日本和美国的研究成果较多,其次是西德、捷克斯洛伐克、英国、瑞典和法国。东北大学电冶金研究室在发展电渣熔铸新工艺以及研制使用它的异型件方面取得了以下成果:? 电渣熔铸冷轧辊、阀体、三通管、厚壁中空管、石油裂解炉管、齿轮毛坯、各种模具(包括冲压模具)和柴油机曲轴等。 目前,国外著名的电渣炉制造厂家,如美国的CONSARC、德国的ALD和奥地利的INTECO等公司均采用基于PLC和工控机的2级计算机控制系统,能实现整个重熔过程的设备和工艺的全自动控制。 东北大学从20世纪90年代开始研制以液压传动或滚珠丝杠传动为核心的新型机械设备,以工控机和PLC为硬件,以专家控制为软件的智能化计算控制系统的新一代电渣炉,目前已有近20台设备成功应用于国内的工业生产中,使用效果良好。 把平炉、转炉、电弧炉或感应炉冶炼的钢铸造或锻压成为电极,通过熔渣电阻热进行二次重熔的精炼工艺,英文简称ESR。美国霍普金斯(R.K.Hopkins)于20世纪40年代首先提出这种精炼方法的原理。其后苏联和美国相继建立工业生产用的电渣炉。60年代中期由于航空、航天、电子、原子能等工业的发展,电渣重熔在苏联、西欧、美国获得较快的发展。
一、设备差别 电弧炉与中频炉 中频炉一种将工频50HZ交流电转变为中频(300HZ以上至20K HZ)的电源装置,把三相工频交流电,整流后变成直流电,再把直流电变为可调节的中频电流,供给由电容和感应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流。这种涡流同样具有中频电流的一些性质,即金属自身的自由电子在有电阻的金属体里流动要产生热量。例如,把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱体没有与感应线圈直接接触,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。如果圆柱体放在线圈中心,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也没有产生有害气体、强光污染环境。 中频炉炼钢相对电弧炉来说成本低些,适合中小型企业使用(小作坊) 炼出的钢杂质多,含碳量高所以炼出的钢不纯,要求不高的可以选择中频炉炼的钢 电弧炉体积大一般都是3吨以上的,所以只有具备一定规模的企业才用的起电弧炉,它炼出的钢比较纯电渣钢与精炼钢 电渣重熔是用自耗电极将钢液滴落通过渣层去掉钢液中夹渣等缺陷 电渣炉装入的是什么? 把平炉、转炉、电弧炉或感应炉冶炼的钢铸造或锻压成为电极,通过熔渣电阻热进行二次重熔的精炼工艺 将自耗电极端头逐渐熔化,熔融金属汇聚成液滴,穿过渣池,落入结晶器,形成金属熔池,受水冷作用,迅速凝固形成钢锭。在电极端头液滴形成阶段,以及液滴穿过渣池滴落阶段,钢-渣充分接触,钢中非金属夹杂物为炉渣所吸收。。 电渣重熔 把平炉、转炉、电弧炉或感应炉冶炼的钢铸造或锻压成为电极,通过熔渣电阻热进行二次重熔的精炼工艺电渣重熔基本过程如图所示。 在铜制水冷结晶器内盛有熔融的炉渣,自耗电极一端插入熔渣内。自耗电极、渣池、金属熔池、钢锭、底水箱通过短网导线和变压器形成回路。在通电过程中,渣池放出焦耳热,将自耗电极端头逐渐熔化,熔融金属汇聚成液滴,穿过渣池,落入结晶器,形成金属熔池,受水冷作用,迅速凝固形成钢锭。在电极端头 液滴形成阶段,以及液滴穿过渣池滴落阶段,钢-渣充分接触,钢中非金属夹杂物为炉渣所吸收。钢中有害 元素(硫、铅、锑、铋、锡)通过钢-渣反应和高温气化比较有效地去除。液态金属在渣池覆盖下,基本上避免了再氧化。因为是在铜制水冷结晶器内熔化、精炼、凝固的,这就杜绝了耐火材料对钢的污染。钢锭凝固前,在它的上端有金属熔池和渣池,起保温和补缩作用,保证钢锭的致密性。上升的渣池在结晶器内壁上形成一层薄渣壳,不仅使钢锭表面光洁,还起绝缘和隔热作用,使更多的热量向下部传导,有利于 钢锭自下而上的定向结晶。由于以上原因,电渣重熔生产的钢锭的质量和性能得到改进,合金钢的低温、 室温和高温下的塑性和冲击韧性增强,钢材使用寿命延长。 电渣重熔设备简单,投资较少,生产费用较低。电渣重熔的缺点是电耗较高,目前通用的渣料含CaF较多,在重熔过程中,污染环境,必须设除尘和去氟装置。 二、产品特点 钢中有害元素(硫、铅、锑、铋、锡)通过钢-渣反应和高温气化比较有效地去除。液态金属在渣池覆盖下,基本上避免了再氧化。因为是在铜制水冷结晶器内熔化、精炼、凝固的,这就杜绝了耐火材料对钢的污染。钢锭凝固前,在它的上端有金属熔池和渣池,起保温和补缩作用,保证钢锭的致密性。上升的渣池在结晶器内壁上形成一层薄渣壳,不仅使钢锭表面光洁,还起绝缘和隔热作用,使更多的热量向下部传导,有利于钢锭自下而上的定向结晶。由于以上原因,电渣重熔生产的钢锭的质量和性能得到改进,合金钢的低温、室温和高温下的塑性和冲击韧性增强,钢材使用寿命延长
2 电渣重熔原理 2.1 渣池 电渣重熔工艺的核心部分就是熔池。金属从熔池上方进入渣池,然后被加热、熔化、精炼与过热,并且承受振动、搅拌与电化学作用。因此,形成渣池并使其保持在合适的条件下,显然就是很重要的。渣有如下几方面的作用。 (1)发热元件的作用 重熔过程中热量通过焦耳效应产生,也就就是通常的电阻发热定律。因此,应该确保渣阻与供给功率的电压、电流之间的正确平衡。所用的大多数渣的电阻率在熔炼温度下为0、2、0、ssl-cm ,熔炼温度通常比金属熔化温度高200 -- 3001C。显然,在该温度下,渣既要呈液态,又要稳定,所以重熔电流、电压、渣池深度与渣电阻率之间的关系很复杂。好的电渣重熔操作必须把它们调到最佳值。 (2)熔渣对于非金属材料来说就是熔剂 当金属电极进入到渣池中时,电极端部达到其熔化温度,就会形成金属熔化膜。当熔化金属与熔渣接触时,熔化的金属在汇聚成熔滴的同时,暴露的非金属夹杂将溶解在渣里。因此,渣的成分必须能溶解杂质而又不影响其性质,为此,在重熔时必须采取连续调整渣成分的步骤。 (3)渣就是电渣重熔工艺的精炼剂 重熔过程中的化学反应主要部位就是电极端部渣/金界面,这里金属膜条件对于快速反应就是最理想的。 (4)涟起保护金属免受污染的作用 渣对于反应成分来说,起着传递介质的作用。由于金属在渣下熔化与凝固,被熔化的金属绝不会与大气接触而被直接氧化,而这种氧化在常规工艺中就是不可避免的。另一方面,由于熔渣可以传递反应物质,如氧与水蒸气,所以使用惰性气体做保护气氛非常必要。 (5)位形成结晶器衬 由于结晶器壁温度维持在渣熔点以下,那么熔渣与结晶器壁之间必定有凝固渣壳。这层渣壳起着结晶器衬的作用,金属锭在衬里形成并凝固,至少在稳定操作条件下,渣壳起着上述作用。在环形结晶器(短模)情况下,锭表面渣皮很少。可能存在差异。 为了实现上述作用,渣必须具有某些相当明确的性质。一般情况下,它的熔化温度应在被熔化金属的熔化温度以下。操作温度显然高于金属熔点,一般约高200 -- 300℃。渣的电阻率就是其成分的函数,只要不就是明确地影响化学要求,可在一定界限内调整。渣的成分应该既保证所希望的化学反应能快速发生,又保证反应物留在渣里;对于硫,其反应产物应能排到大气中去。另外,渣应能抑制不希望反应的发生,因为这些反应会造成微量元素的损失,这一点也非常重要。渣的黏度(其值一般在毫帕秒范围内)影响熔滴在渣中的停留时间、气体排出速度、渣池搅拌程度、传质动力学以及渣壳厚度等。渣与金属的密度差也同样影响熔滴停留时间与熔滴大小。渣与金属间的表面张力应该比较小,这样可增加传质速度且易产生小熔滴。但这样不利于渣与金属的分离且增加夹渣危险。表面张力也影响杂质溶解机理。 2、2 渣成分与渣组成 电渣重熔渣的成分通常以氟化钙(Ca凡)、氧化钙(CaO) ,氧化镁(Mgo)、三氧化二铝(A1203)、二氧化硅(Siq)为主,其她元素可少量存在,如二氧化钛M OZ)或氟化镁
电渣重熔过程中氧的控制 电渣重熔作为一种精炼手段在生产优质钢的方面具有独特的优点,它的优点之一就是能够有效的去除钢中的非金属夹杂物。实践表明,在重熔过程中,自耗电极中的原始夹杂可以去除,重熔钢中的夹杂主要是金属熔池冷却结晶过程中新生成的。由于非金属夹杂物的存在,严重的影响了钢的强度、塑性等力学性能。大量实践表明,钢中的氧化物夹杂与氧含量有着直接的关系(如图),氧化和还原是化学反应的两个方面,一个元素被氧化,必然伴随着一个元素的还原,在重熔过程中,钢中活泼元素如Al、Ti、Ce、B等,经常会因为氧化而损失。如何防止活泼元素的氧化,是电渣重熔的重要冶金问题之一。 一、电渣过程中氧的来源 电渣重熔过程中氧通过下述途径进入熔渣及钢液[1]: (1)原始电极钢中溶解的氧及电极中不稳定的氧化物在高温时分解放出的氧
(2)电极表面生成的氧化铁皮随电极的重熔带入渣中的氧 (3)氧直接从大气中通过渣池转移到金属熔池 (4)渣中不稳定氧化物带入金属熔池中的氧 二、熔渣的传氧 实践表明,当原始电极中的氧含量较低时,电渣冶金实际是一个增氧过程,增氧的程度与渣系的选择密切相关。W.W.Holzgruber等人通过对惰性气体保护下用不同氧分压及不同渣系分别重熔304不锈钢的含氧对比试验的结果进行分析后得出结论,大气中的氧能透过渣层进入金属中,其氧含量随大气中氧分压的增加而增加,另外不同的渣对氧有不同的透气性,并且其透气性与渣的稳定性相一致,即在惰性气氛下重熔时,钢中氧含量高的渣,其透气性也高。 许多实验已证明,由稳定性低的氧化物所组成的渣重熔的钢含氧量高;而由稳定性高的氧化物所组成的渣重熔的钢含氧量低。熔渣的传氧方式主要由渣中不稳定的变价氧化物传递,如Fe、Ti、Mn 、Cr 等低价氧化物,在渣池表面吸收大气中的氧,形成高价氧化物。这些元素的高价氧化物在渣池和金属熔池界面放出氧,变成低价氧化物,氧从而进入钢中,这一反应是一个循环过程。以Fe的氧化物为例,其全部化学反应如下: 2(FeO)+1/2 O2→(Fe2O3) (Fe2O3)+[Fe]→3(FeO) (FeO)→[Fe]+[O]
电渣重熔的发展及其趋势 李孝根 内蒙古科技大学材料与冶金学院09冶金2班 0961102226 摘要:简要地回顾了电渣重熔工艺在近几十年的发展与创新。对电渣重熔技术发展过程中的一些重要工艺,如快速重熔、保护气氛下的电渣重熔等进行了简单的描述。这些技术在改善传统电渣冶金工艺局限性的同时,进一步发挥了电渣重熔的优越性,使电渣重熔显示了更宽广的应用前景。并简要地讨论了电渣重熔工艺在21世纪的发展趋势。 关键词:电渣重熔导电结晶器电渣快速重熔保护气氛下的电渣重熔 Development and Tendency of Electroslag Remelting Abstract :The development and achievement of technology of Electroslag Remelting (ESR) in near decades has been reviewed briefly in this text. Some important technologies in the evolution of ESR, such as Electroslag Rapid Remeltiong (ESRR) ,Electroslag Remelting under gases , etc. were introduced briefly . With the development of these techniques, which avoid some disadvantages existing in the traditiongal ESR, the ESR is entitled to wider range application. And the development trend of the technology of ESR in the 21th century is discussed. Key Words : ESR ,Current conductive mold(CCM) ,ESRR ,ESR under gases 前言 电渣重熔是一种在世界范围内广泛应用于优质钢生产的重熔工艺。在它应用于生产实践的几十年中证明了它在生产高品质精细钢中的重要性。在早期阶段,该工艺能有效地脱氧脱硫,再加上控制凝固的作用,使非金属夹杂物的分布特性大为改善。随着电渣重熔技术的发展和应用,冶金工作者开始认识到,电渣重熔工艺的最重要的特性是可以控制凝固,并能通过控制熔化速率来改善重熔钢锭的宏观和微观组织,而这一点是其他二次精炼技术所无法实现的。 当前,随着市场对高品质精细钢材的需求不断增加,电渣重熔工艺更广泛应用在生产实践中,其技术得到了更大的创新和发展,工艺也日渐成熟。作为一种特殊的二次精炼技术,在新的世纪中必将得到更大的发展。目前,电渣重熔已从
上海白鶴華新麗華特殊鋼製品有限公司 技術科 2006-8-3
前言 電渣冶煉技術在特種冶煉領域有著重要的地位﹐它以較低的成本和簡單易行的操作方式贏得了廣大特種冶煉鑄造廠家的喜愛﹐特別是最近幾年來﹐隨著科技﹑國防高新技術領域的發展﹐對高品質鋼材的需求量越來越大﹐電渣重熔技術逐步受到了各個行業的青睞﹒ 本手冊僅供我司新進參考閱讀﹐由於時間倉促﹐個人水準有限﹐難免有許多不足和缺憾﹐希望讀者多提寶貴意見﹐以便進一步完善修正﹒
一﹑電渣重熔技術概述 1﹑電渣重熔的基本原理 ○1電極,○2渣池,○3金屬液滴,○4金屬渣池,○5渣皮,○6鋼錠,○7結晶器,○8底 12結晶器台車。 10短網,○11變壓器﹐○ 水箱,○9夾頭,○ 定義:把常規方法(電弧冶煉、感應爐冶煉)煉製的鋼材,在水冷結晶器中進行二次精煉的一種工藝。 基本原理:通過渣阻產生的熱能熔化電極,熔滴通過渣池到金屬熔池﹐通過水冷結晶器結晶的過程。 2﹑電渣重熔的特點 電渣重熔過程中,自耗電極熔化,形成熔滴,在渣中過渡,液態金屬與熔渣進行充分的冶金物化反應,主要功能是去夾雜、夾渣,在底部水冷和渣池的保溫條件下,快速軸向凝固結晶。 (1)鋼渣之間充分的物化反應,提高了鋼液的純淨度; (2)鋼錠軸向性,結晶組織發展提高鋼的緻密性和組織成分的均勻性;(3)渣皮保護,鋼錠表面品質良好; (4)設備簡單操作方便。 3﹑電渣爐的地熱源及熱分佈 3.1、電渣熱源 (1)電弧爐:熱源為弧光熱; (2)感應爐:又叫中頻爐,電流頻率在2000Hz,熱源為渦流自感熱;
(3)真空電弧爐:熱源為弧光熱; (4)真空感應爐:熱源為渦流自感熱; (5)電渣爐:熱源為渣阻熱。 3.2、電阻熱 Q=0.24I2Rt=0.24UIt(卡), Q—渣熱,單位卡, I—電流,單位A, R—熔渣電阻,單位Ω, U—熔渣電壓,單位V, T—重熔時間,單位S。 因為電渣重熔過程中,渣系大多為三/七渣系,其電阻率基本固定,其熔化速率可調因素是電流,因此電渣重熔的過程主要是控流的過程。 4﹑電渣爐的熱分佈 4.1、熱能分佈圖 ?1電極帶入金屬熔池的熱,為有效熱源; ?2渣料傳給結晶器的熱量,為無效熱能; ?3鋼錠傳給結晶器的熱量,為無效熱能; ?4鑄錠儲熱,對鋼錠凝結不利的熱能; ?5底水箱帶走的熱能,為無效熱能; ?6、7渣池輻射給大氣和上部結晶器的熱能; ?8輻射給自耗電極的熱能,為有效熱能,預熱電極。 4.2、充填比對電耗的影響 以同一電渣爐,同一結晶器(Φ300mm)為准: